Севостьянов А.Г. и др. Механическая технология текстильных материалов
Подождите немного. Документ загружается.

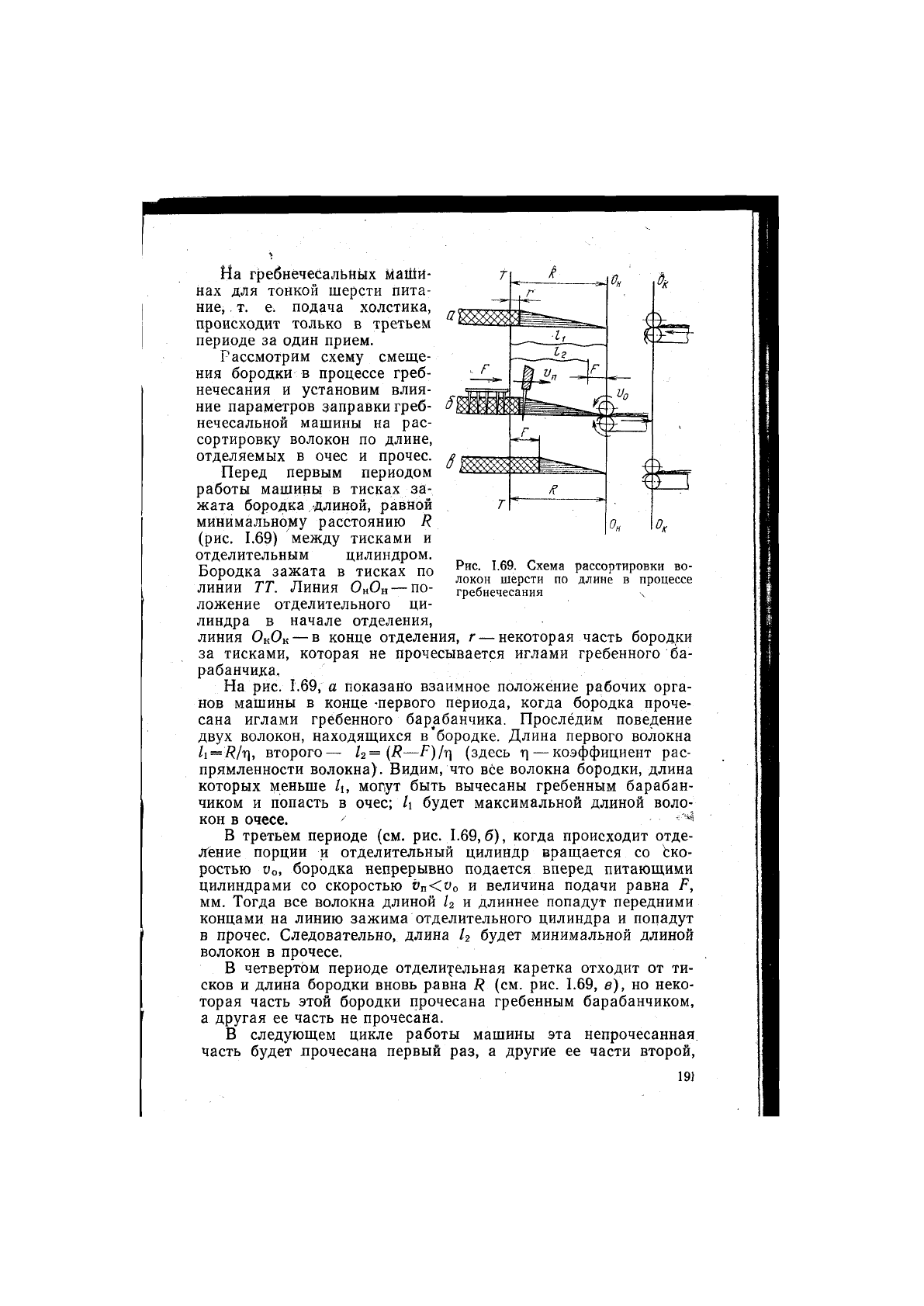
Рис. 1.69. Схема рассортировки во-
локон шерсти по длине в процессе
гребнечесания
На гребнечесальнух Маши-
нах для тонкой шерсти пита-
ние, . т. е. подача холстика,
происходит только в третьем
периоде за один прием.
Рассмотрим схему смеще-
ния бородки в процессе греб-
нечесания и установим влия-
ние параметров заправки греб-
нечесальной машины на рас-
сортировку волокон по длине,
отделяемых в очес и прочес.
Перед первым периодом
работы машины в тисках за-
жата бородка -длиной, равной
минимальному расстоянию R
(рис. 1.69) между тисками и
отделительным цилиндром.
Бородка зажата в тисках по
линии ТТ. Линия ОнОн — по-
ложение отделительного ци-
линдра в начале отделения,
линия ОкОк —в конце отделения, г —некоторая часть бородки
за тисками, которая не прочесывается иглами гребенного ба-
рабанчика.
На рис. 1.69, а показано взаимное положение рабочих орга-
нов машины в конце -первого периода, когда бородка проче-
сана иглами гребенного барабанчика. Прослёдим поведение
двух волокон, находящихся в'бородке. Длина первого волокна
li
—
R/ц, второго—
12
= {Я—Р)/ц (здесь т) — коэффициент рас-
прямленности волокна) . Видим, что все волокна бородки, длина
которых меньше h, могут быть вычесаны гребенным барабан-
чиком и попасть в очес; h будет максимальной длиной воло-
кон в очесе. - ^
В третьем периоде (см. рис. 1.69,б), когда происходит отде-
ление порции и отделительный цилиндр вращается со Ско-
ростью Do, бородка непрерывно подается вперед питающими
цилиндрами со скоростью Vn<Vo и величина подачи равна F,
мм. Тогда все волокна длиной /г и длиннее попадут передними
концами на линию зажима отделительного цилиндра и попадут
в прочес. Следовательно, длина /г будет минимальной длиной
волокон в прочесе.
В четвертом периоде отделихельная каретка отходит от ти-
сков и длина бородки вновь равна R (см. рис. 1.69, в), но неко-
торая часть этой бородки прочесана гребенным барабанчиком,
а другая ее часть не прочесана.
В следующем цикле работы машины эта непрочесанная.
часть будет лрочесана первый раз, а другие ее части второй,
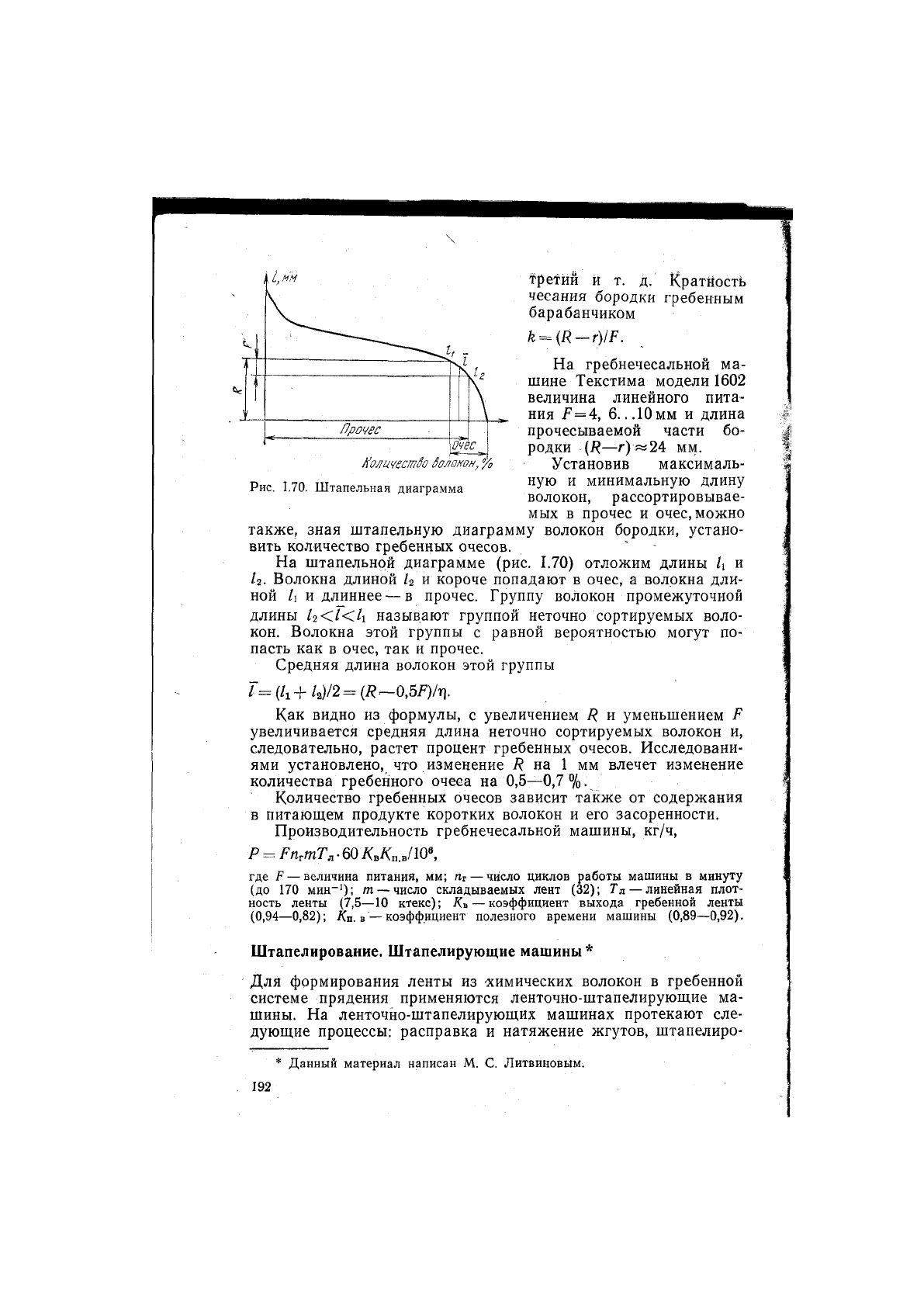
Количество болотн, %
Рис. 1,70. Штапельная диаграмма
третий й т. д. Кратйость
чесания бородки гребенным
барабанчиком
k = {R-r)IF.
На гребнечесальной ма-
шине Текстима модели 1602
величина линейного пита-
ния F=4, 6. ..10 мм и длина
прочесываемой части бо-
родки {R—r)~24: мм.
Установив максималь-
ную и минимальную длину
волокон, рассортировывае-
мых в прочес и очес, можно
также, зная штапельную диаграмму волокон бородки, устано-
вить количество гребенных очесов.
На штапельной диаграмме (рис. 1.70) отложим длины h и
h. Волокна длиной h и короче попадают в очес, а волокна дли-
ной h и длиннее — в прочес. Группу волокон промежуточной
длины и<1<1\ называют группой неточно сортируемых воло-
кон. Волокна этой группы с равной вероятностью могут по-
пасть как в очес, так и прочес.
Средняя длина волокон этой группы
Как видно из формулы, с увеличением R и уменьшением F
увеличивается средняя длина неточно сортируемых волокон и,
следовательно, растет процент гребенных очесов. Исследовани-
ями установлено, что изменение R на 1 мм влечет изменение
количества гребенного очеса на 0,5—0,7%.
Количество гребенных очесов зависит также от содержания
в питающем продукте коротких волокон и его засоренности.
Производительность гребнечесальной машины, кг/ч,
Р = /='ПгтГл-607(вА:п.в/10»,
где f —величина питания, мм; Пг —число циклов работы машины в минуту
(до 170 МИН"'); т — число складываемых лент (32); Гл—линейная плот-
ность ленты (7,5—10 ктекс); Кв — коэффициент выхода гребенной ленты
(0,94—0,82); Кп. в — коэффициент полезного времени машины (0,89—0,92).
Штапелирование. Штапелирующие машины*
Для формирования ленты из химических волокон в гребенной
системе прядения применяются ленточно-штапелирующие ма-
шины. На ленточно-штапелирующих машинах протекают сле-
дующие процессы: расправка и натяжение жгутов, штапелиро-
Данный материал написан М. С. Литвиновым.
вание, формирование штапелированной ленты и укладка ее
в таз.
Цель расправки — обеспечить эффективное п{!отекание шта-
пелирования и формирования штапелированной ленты, а также
закономерное распределение волокон по длине, соответствую-
щее заданной кривой распределения штапелированных волокон
в ленте по длине. Сущность расправки жгута заключается
в равномерном распределении элементарных нитей по ширине
жгута, разъединении спутанных нитей, распрямлении и парал-
лелизации их в результате натяжения. При этом элементарные
нити испытывают удлинение в пределах упругой деформации.
Расправка жгута осуществляется двумя способами-
активным — при натяжении элементарных нитей за счет
разности скоростей натяжных пар;
пассивным — при натяжении элементарных нитей за счет
сил трения о направляющие стержни.
Если в процессе переработки жгут недостаточно расправлен
и неравномерно натянуты отдельные нити, то даже при высо-
ком качестве жгута невозможно получить равномерную штапе-
лированную ленту по линейной плотности и структуре. При рас-
правке жгута правильно выбранное натяжение не обеспечивает
требуемого качества штапелированной ленты, если имеется
большая неровнота по натяжению между элементарными ни-
тями. * ,
При активном способе расправки жгута интенсивность про-
цесса оценивается вытяжкой между натяжными парами:
где Vi+i — линейная скорость выпускной пары, м/мин; Vi-
питающей пары, м/мин.
-линейная скорость
Интенсивность натяжения жгута в расправляющем устрой-
стве при пассивном способе расправки характеризуется форму-
лой Эйлера:
Робхр
где Рп — натяжение жгута после я-го стержня расправляющего устройства,
Н; Ро —натяжение жгута на входе в расправляющее устройство, Н; ц —
коэффициент трения жгута о стержни; Saj — суммарный угол Обхвата жгу-
том стержней расправляющего устройства.
Эффективность расправки характеризуется шириной жгута
и равномерностью расположения нитей по ширине в произволь-
ном сечении и на выходе из расправляющего устройства,,
а также ровнотой по натяжению между отдельными нитями
жгута.
7 Заказ № 174 193
Цель штапелирования — превращение жгута в поток воло-
кон, для которого дифференциальный и интегральный законы
распределения волокон по длине имеют заданный вид при фор-
мировании пряжи из химических волокон или их смеси с нату-
ральными волокнами. Сущность штапелирования заключается
в формировании из предварительно расправленных элементар-
ных нитей в жгуте волокон заданной длины.
Способы штапелирования:
неконтролируемый разрыв — штапелирование осуществля-
ется между двумя разрывными парами за счет разности скоро-
стей; основными недостатками этого способа являются боль-
шая неровнота по длине волокон, их перенапряженность, износ
разрывных пар и др.;
контролируемый разрыв —в разрывное поле вводится кон-
центратор напряжения нитей, в результате чего локализуется
место разрыва волокон; при этом способе почти полностью уст-
раняются недостатки неконтролируемого разрыва;
разрезание — штапелирование осуществляется специальным
спиральным режущим валом, контактируемым с гладким опор-
ным цилиндром; при данном способе исключаются все недо-
статки предыдущих способов, но вследствие большого давле-
ния в жале между валами кончики волокон расплющиваются
и в дальнейшем это препятствует движению волокон и возни-
кает неровнота;
дифференцированное разрезание-—часть нитей разрезается
на волокна, неразрезанные нити штапелируются способом не-
контролируемого разрыва.
Формирование штапелированной ленты необходимо для со-
здания непрерывного продукта достаточной прочности и мини-
мальной неровноты. Иногда штапелирование и формирование
штапелированной ленты совмещаются.
Для неконтролируемого разрыва интенсивность процесса
характеризуется вытяжкой
E = vJvi:>\-\-e,p,
где бр — относительное разрывное удлинение элементарной нити.
Для контролируемого разрыва интенсивность характеризу-
ется соотношением скоростей viWiWi (где из — линейная ско-
рость концентратора напряжения призмы, м/мин). Например,
для существующих ленточно-штапелирующих машин харак-
терно три случая: Wi: из: ^2 =
1
:
О
: 3 или 1:2:3, или 1:4:3.
В первом случае призма неподвижна и элементарные нити
в основном разрываются между призмой и выпускной парой,
во втором случае нити разрываются до и после призмы,
в третьем — в окрестностях точки Соприкосновения призмы и
жгута.
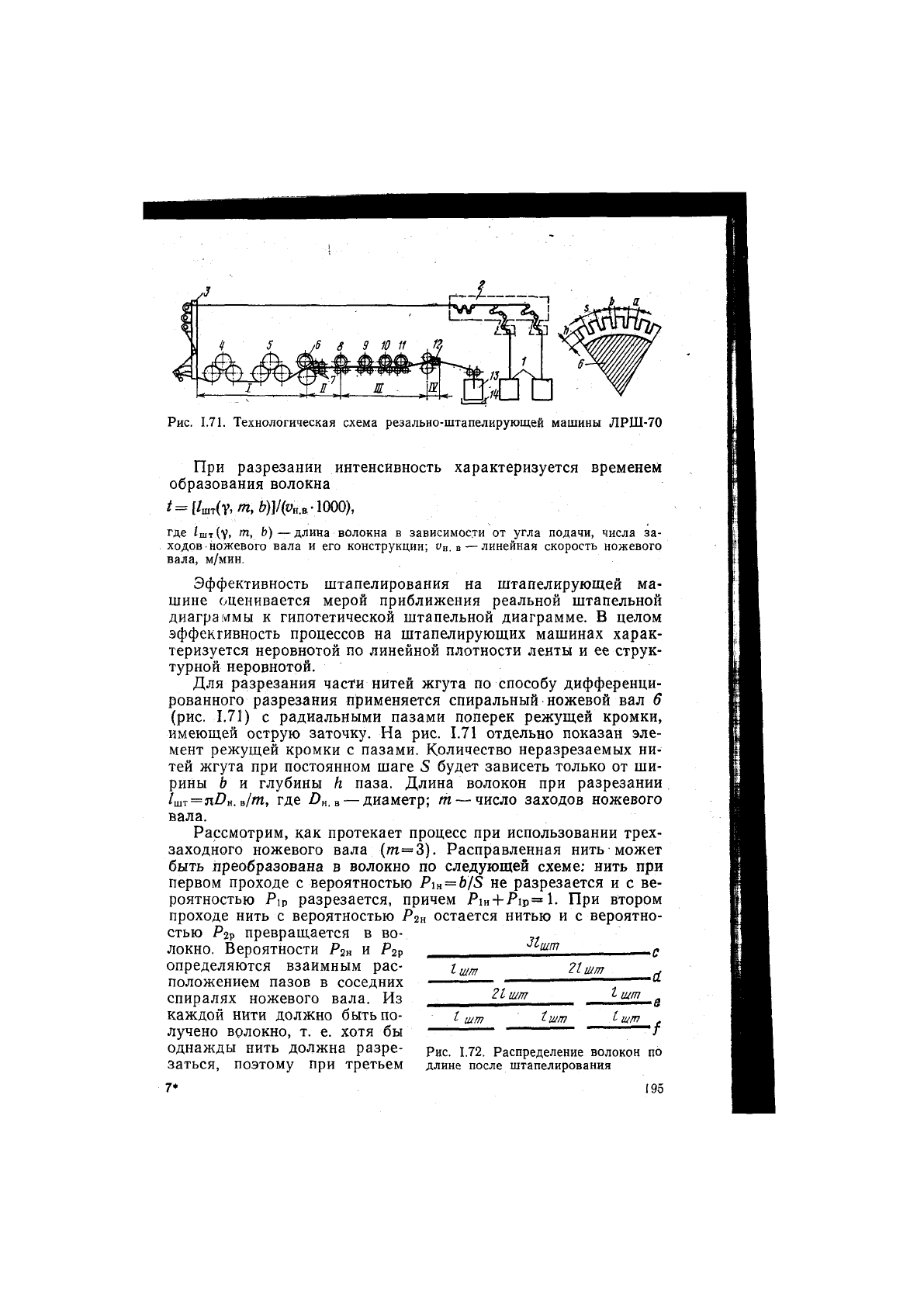
Рис. 1.71. Технологическая схема резально-штапелирующей машины ЛРШ-70
При разрезании интенсивность характеризуется временем
образования волокна
где 1шт (Y. Ь) — длина волокна в зависимости от угла подачи, числа за-
ходов
•
ножевого вала и его конструкции; Он. в—линейная скорость ножевого
вала, м/мин.
Эффективность штапелирования на штапелирующей ма-
шине оценивается мерой приближения реальной штапельной
диагра.'угмы к гипотетической штапельной диаграмме. В целом
эффективность процессов на штапелирующих машинах харак-
теризуется неровнотой по линейной плотности ленты и ее струк-
турной неровнотой.
Для разрезания части нитей жгута по способу дифференци-
рованного разрезания применяется спиральный ножевой вал б
(рис. 1.71) с радиальными пазами поперек режущей кромки,
имеющей острую заточку. На рис. 1.71 отдельно показан эле-
мент режущей кромки с пазами. Количество неразрезаемых ни-
тей жгута при постоянном шаге S будет зависеть только от ши-
рины b и глубины h паза. Длина волокон при разрезании
1шт
= пОи.в/т, где Z)„.
в
—диаметр; т —число заходов ножевого
вала.
Рассмотрим, как протекает процесс при использовании трех-
заходного ножевого вала (?и=3). Расправленная нить может
быть преобразована в волокно по следующей схеме: нить при
первом проходе с вероятностью
PiH
= bfS не разрезается и с ве-
роятностью Pip разрезается, причем PiH-l-Pip=l. При втором
проходе нить с вероятностью Ргн остается нитью и с вероятно-
стью Ргр превращается в во-
локно. Вероятности Ргн и Ргр
определяются взаимным рас-
положением пазов в соседних
спиралях ножевого вала. Из
каждой нити должно быть по-
лучено волокно, т. е. хотя бы
однажды нить должна разре-
заться, поэтому при третьем
7*
31
шт
I шт
21 шт
-С
-d
21шт
• шт
шт
twm
• шт
Рис. 1.72. Распределение волокон по
длине после штапелирования
195
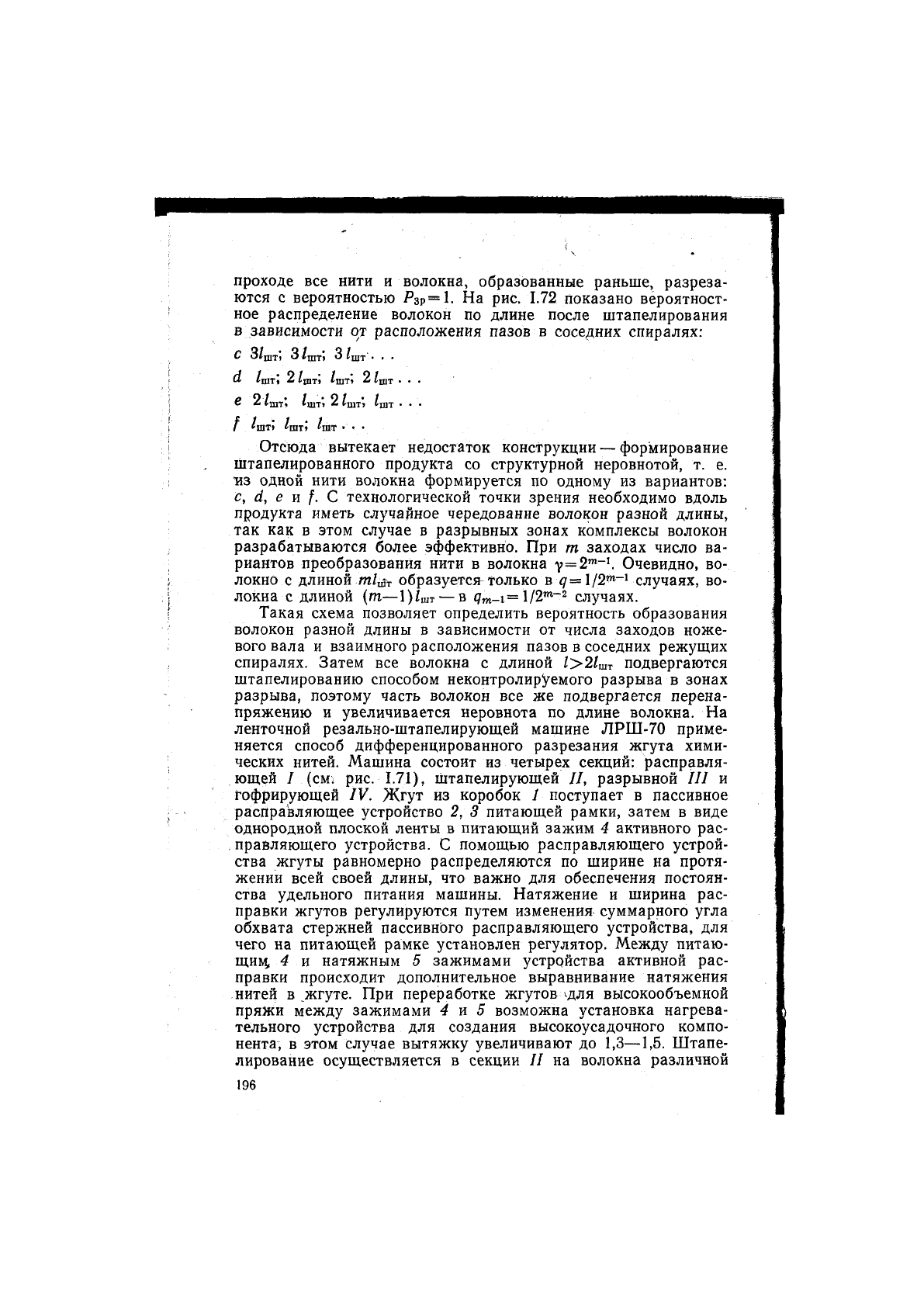
проходе все нити и волокна, образованные раньше, разреза-
ются с вероятностью Рзр=1. На рис. 1.72 показано вероятност-
ное распределение волокон по длине после штапелирования
в зависимости от расположения пазов в соседних спиралях:
с З/шт» 3/щт» 3/шт"' • •
d /шт1 2
/jnTj
^шт» 2 /щт ..."
е 2U; i
цдт")
2
/шт>
/шт
•
• •
/ /шт> ^шт
•
• •
Отсюда вытекает недостаток конструкции — формирование
штапелированного продукта со структурной неровнотой, т. е.
"ИЗ одной нити волокна формируется по одному из вариантов:
с, d, е я f. С технологической точки зрения необходимо вдоль
продукта иметь случайное чередование волокон разной длины,
так как в этом случае в разрывных зонах комплексы волокон
разрабатываются более эффективно. При т заходах число ва-
риантов преобразования нити в волокна y—2"^-K Очевидно, во-
локно с длиной т/йт образуетс$ь млько в <7= случаях, во-
локна с длиной {т—\)1шт — ъ случаях.
Такая схема позволяет определить вероятность образования
волокон разной длины в зависимости от числа заходов ноже-
вого вала и взаимного расположения пазов в соседних режущих
спиралях. Затем все волокна с длиной />2/шт подвергаются
штапелированию способом неконтролируемого разрыва в зонах
разрыва, поэтому часть волокон все же подвергается перена-
пряжению и увеличивается неровнота по длине волокна. На
ленточной резально-штапелирующей машине ЛРШ-70 приме-
няется способ дифференцированного разрезания жгута хими-
ческих нитей. Машина состоит из четырех секций: расправля-
ющей / (см1 рис. 1.71), штапелирующей //, разрывной /// и
Гофрирующей /V. Жгут из коробок 1 поступает в пассивное
расправляющее устройство 2, 3 питающей рамки, затем в виде
однородной плоской ленты в питающий зажим 4 активного рас-
правляющего устройства. С помощью расправляющего устрой-
ства жгуты равномерно распределяются по ширине на протя-
жении всей своей длины, что важно для обеспечения постоян-
ства удельного питания машины. Натяжение и ширина рас-
правки жгутов регулируются путем изменения суммарного угла
обхвата стержней пассивного расправляющего устройства, для
чего на питающей рамке установлен регулятор. Между питаю-
4 и натяжным 5 зажимами устройства активной рас-
правки происходит дополнительное выравнивание натяжения
нитей в жгуте. При переработке жгутов ^для высокообъемной
пряжи между зажимами 4 п 5 возможна установка нагрева-
тельного устройства для создания высокоусадочного компо-
нента, в этом случае вытяжку увеличивают до 1,3—1,5. Штапе-
лирование осуществляется в секции II на волокна различной
длины с помощью режущего устройства, состоящего из спи-
рального ножевого вала 6 с пазами на режущей кромке, рас-
положенного на гладком опорном валу. Волокна, оставшиеся
неразрезанными отделительными цилиндрами 7, подаются
в зону разрыва, где разрываются способом неконтролируемого
разрыва. Разрывная секция III образована рабочими парами 8,
9, 10 и 11. Цилиндры первой разрывной пары 8 рифленые,
у остальных пар — гладкие, валики имеют эластичные покры-
тия. Частные вытяжки в этой секции распределяются следую-
щим. образом:
Ei = VglvT= 1,1 .. . 1,2Г£г==Ув/У8= 1.5 • • • 2;
Es=vjvg=l,5 ... 2; Ei = Vn/Vio= 1,5'. . . 2.
За счет разности окружных скоростей происходит разрыв
волокон, имеющих длину, превыщающую разводку между
этими парами. Разводка между приемной 8 и промежуточной 9
парами изменяется в пределах 150—350 мм, между промежу-
точной 9 и разрывной 10 — 60—150 мм. Штапелированная
лента уплотняется с помощью гофрирующего устройства 12 и
поступает в таз 13 с помощью лентоукладчика 14. Производи-
тельность мащины ЛРШ-70, кг/ч,
где Тл—линейная плотность ленты, текс; Ув—скЬрость выпуска ленты,
м/мин.
Лента из химических волокон, полученная на ленточно-шта-
пелирующей машине, и шерстяная лента, выработанная на
гребнечесальной машине, после двух-трех переходов ленточных
машин смешиваются на ленточных машинах (меланжирах)
фирм «Сант-Андреа-Навара» (Италия) и «Шлюмберже» (Фран-
ция), представляющих собой двухпольные ленточные машины
со скоростью выпуска до 150 м/мин и числом сложений 20.
Приготовление ровницы. Ровничные машины
В ровничном отделе шерстопрядильных предприятий подготов-
ленные ленты на первом этапе дополнительно смешиваются и
выравниваются по линейной плотности на ленточных машинах
типа ЛМШ-220, устройство которых рассмотрено ранее. Ров-
ничные машины предназначены для дальнейшего утонения
ленты, упрочнения ее сучением или кручением и наматывания
полученной ровницы в паковку определенной структуры и
формы.
В тонкогребенной системе прядения при производстве чисто-
шерстяной пряжи применяются ровничные машины с сучиль-
ными рукавами, на которых продукт уплотняется сучением.
! 2 J i! 5 6 7 8 g
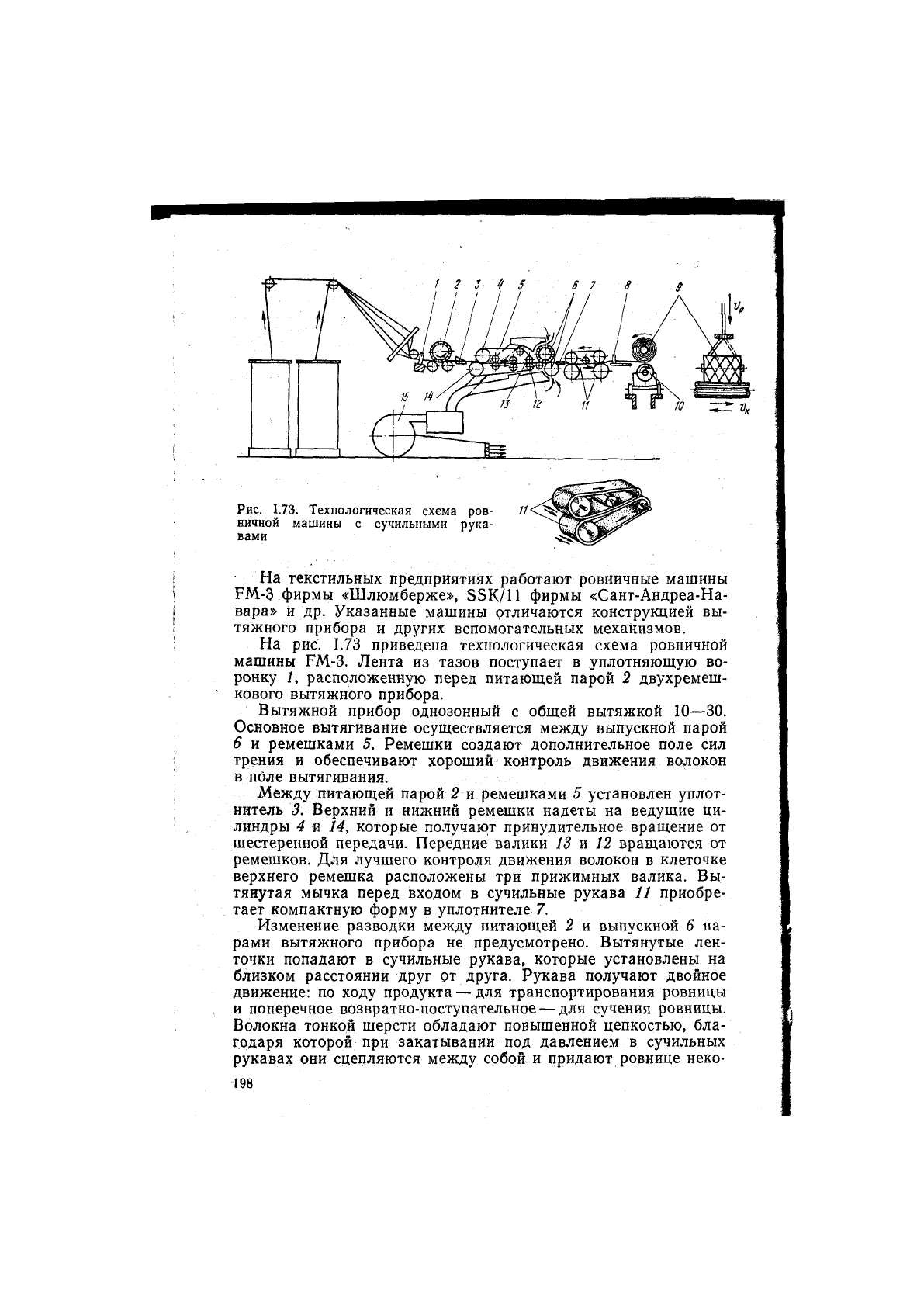
Рис. 1.73. Технологическая схема ров-
ничной машины с сучильными рука-
вами
На текстильных предприятиях работают ровничные машины
FM-3 фирмы «Шлюмберже», SSK/11 фирмы «Сант-Андреа-На-
вара» и др. Указанные машины отличаются конструкцией вы-
тяжного прибора и других вспомогательных механизмов.
На рис. 1.73 приведена технологическая схема ровничной
машины FM-3. Лента из тазов поступает в уплотняющую во-
ронку I, расположенную перед питающей парой 2 двухремеш-
кового вытяжного прибора.
Вытяжной прибор однозонный с общей вытяжкой 10—30.
Основное вытягивание осуществляется между выпускной парой
6 и ремешками 5. Ремешки создают дополнительное поле сил
трения и обеспечивают хороший контроль движения волокон
в поле вытягивания.
Между питающей парой 2 и ремешками 5 установлен уплот-
нитель 5. Верхний и нижний ремешки надеты на ведущие ци-
линдры 4 и 14, которые получак)т принудительное вращение от
шестеренной передачи. Передние валики IB и 12 вращаются от
ремешков. Для лучшего контроля движения волокон в клеточке
верхнего ремешка расположены три прижимных валика. Вы-
тянутая мычка перед входом в сучильные рукава 11 приобре-
тает компактную форму в уплотнителе 7.
Изменение разводки между питающей 2 и выпускной 6 па-
рами вытяжного прибора не предусмотрено. Вытянутые лен-
точки попадают в сучильные рукава, которые установлены на
близком расстоянии друг от друга. Рукава получают двойное
движение: по ходу продукта —для транспортирования ровницы
и поперечное возвратно-поступательное — для сучения ровницы.
Волокна тонкой шерсти обладают повышенной цепкостью, бла-
годаря которой при закатывании под давлением в сучильных
рукавах они сцепляются между собой и придают ровнице неко-
Зона
Hg/isSau ирг/тки
Зона
йумеЗой
крут/^и
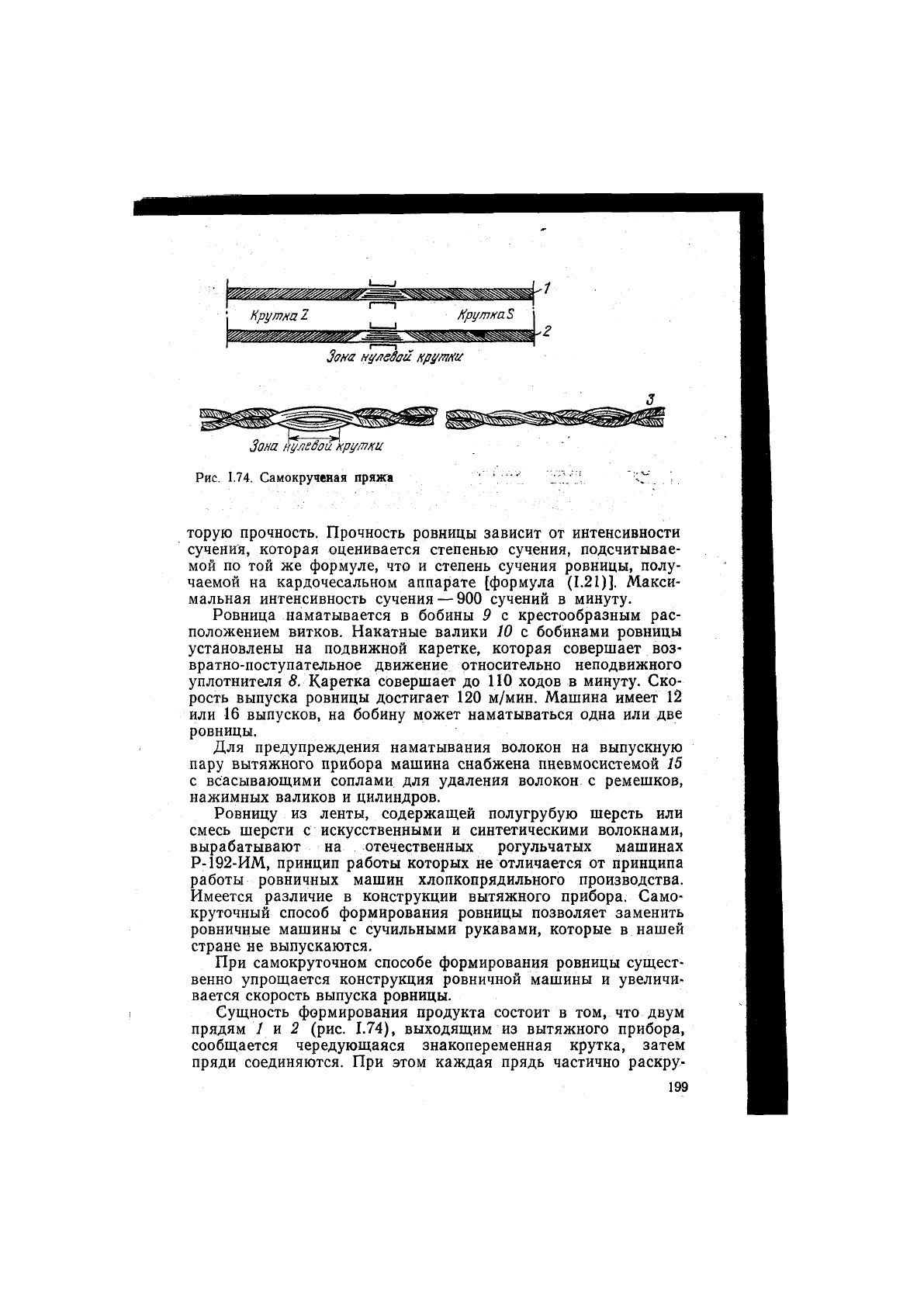
Рис. 1.74. Самокрученая пряяга
торую прочность. Прочность ровницы зависит от интенсивности
сучения, которая оценивается степенью сучения, подсчитывае-
мой по той же формуле, что и степень сучения ровницы, полу-
чаемой на кардочесальном аппарате [формула (1.21)]. Макси-
мальная интенсивность сучения — 900 сучений в минуту.
Ровница наматывается в бобины 9 с крестообразным рас-
положением витков. Накатные валики 10 с бобинами ровницы
установлены на подвижной каретке, которая совершает воз-
вратно-поступательное движение относительно неподвижного
уплотнителя 5. Каретка совершает до 110 ходов в минуту. Ско-
рость выпуска ровницы достигает 120 м/мин. Машина имеет 12
или 16 выпусков, на бобину может наматываться одна или две
ровницы.
Для предупреждения наматывания волокон на выпускную
пару вытяжного прибора машина снабжена пневмосистемой 15
с всасывающими соплами для удаления волокон с ремешков,
нажимных валиков и цилиндров.
Ровницу из ленты, содержащей полугрубую шерсть или
смесь шерсти С искусственными и синтетическими волокнами,
вырабатывают на отечественных рогульчатых машинах
Р-192-ИМ, принцип работы которых не отличается от принципа
работы ровничных машин хлопкопрядильного производства.
Имеется различие в конструкции вытяжного прибора. Само-
круточный способ формирования ровницы позволяет заменить
ровничные машины с сучильными рукавами, которые в нашей
стране не выпускаются.
При самокруточном способе формирования ровницы сущест-
венно упрощается конструкция ровничной машины и увеличи-
вается скорость выпуска ровницы.
Сущность формирования продукта состоит в том, что двум
прядям 7 и 2 (рис. 1.74), выходящим из вытяжного прибора,
сообщается чередующаяся знакопеременная крутка, затем
пряди соединяются. При этом каждая прядь частично раскру-
чивается и одновременно скручивается, образуя равновесную
структуру крученого продукта 3, имеющего крутку перемен-
ного направления.
Формирование пряжи. Прядильные машины
В гребенной системе прядения тонкой шерсти в основном ис-
пользуются кольцевые прядильные машины. Советскими уче-
ными разработана конструкция самркруточной прядильной ма-
шины ПСК-225-ШГ. Эти машины работают на Курском трико-
тажном комбинате.
' В Московском текстильном институте им. А. Н. Косыгина
ведутся работы по созданию камерной пневмомеханической
прядильной машины для производства смешанной шерстяной
пряжи из ленты.
На предприятиях широко применяются кольцевые прядиль-
ные машины П-76-ШГ2 и П-76-ШГЗ. На них можно вырабаты-
вать пряжу как из крученой, так А из сученой ровницы, приго-
товленной -из чистой шерсти и ее смесей с химическими волок-
нами и из химических волокон в чистом виде. Принцип работы
этих машин полностью соответствует принципу работы коль-
цевых прядильных машин, рассмотренных ранее.
Машины оснащены двухремешковым вытяжным прибором,
работающим с вытяжкой до 40 и рассчитанным на выработку
гребенной пряжи от 15,5 до 47 текс.
Машины могут иметь привод с регулированием частоты вра-
щения веретен — базисным и послойным. Частота вращения ве-
ретен может быть в пределах 6000—13000 мин~'. Установлены
самосмазывающиеся кольца диаметром 51, 52, 55 и 57 мм. При-
вод веретен осуществляется с помощью тесьмы от пластмассо-
вых дисков, установленных на главном валу машины.
В настоящее время кольцевые прядильные машины подвер-
гаются значительной модернизации. Одним из основных на-
правлений модернизации является повышение частоты враще-
ния веретен. Это достигается за счет усовершенствования гео-
метрии колец и бегунков, более тщательной их обработки,
применения специальных покрытий для повышения их изно-
состойкости.
Другим важным направлением модернизации машин явля-
ется применение микропроцессорной техники для контроля па-
раметров заправки машины и управления технологическими
процессами. Во ВНИИЛтекмаше разрабатывается электрон-
ная система СКП-1 автоматического контроля процессов на
колщевых прядильных машинах. Эта система состоит из стан-
ции управления, магистрали питания и сбора информации. Пре-
дусмотрена установка микропроцессорного устройства МПУ-1
для обработки поступающей информации и определения тех'
нико-экономических показателей работы машины.