Seetharaman S. Fundamentals of metallurgy
Подождите немного. Документ загружается.

13.2 Developing processes and properties with
reference to market, energy, and environment
An illustration of steel manufacturing processes is shown in Fig. 13.1,
1
the upper
for upstrea m processing from raw materials to semis, and the lower for
downstream processing from semis to products.
Major iron sources for steelmaking are hot metal and steel scrap. Hot metal is
made in blast furnaces (BF) by reducing at high temperatures sintered or
pelletized iron ore with CO gas, i.e., Fe
2
O
3
+ 3CO ! 2Fe + 3CO
2
. CO gas is
formed via the reaction of charged coke and hot blast blown into the blast
furnace, i.e., 2C + O
2
! 2CO. Hot metal is saturated with C and contains some
Si and impurity elements P arising from gangue in iron ore and S from coke. Hot
metal is charged with steel scrap ( 25%) into the basic oxygen furnace (BOF),
desiliconized and decarburized by impinging pure oxygen gas jet from top lance
and converted into steel. This is named the BF±BOF route. On the other hand,
the majority of steel scrap, sometimes with a small fraction of hot metal and/or
direct reduced iron (DRI), is charged into electric arc furnaces (EAF), melted
and decarburized with injected oxygen gas and converted into steel. This is
called the scrap±EAF route.
Decarburized and oxygen-bear ing steel melt is tapped into a ladle with
alloying elements and deoxidizing agents, Si-Mn, Fe-Si and/or Al, and then
processed for final removal of H, S and deoxidation products, i.e. oxide
inclusions like Al
2
O
3
. The final removal and fine tuning of temperature and
alloying element compositions for quality steels are done in various secondary
refining furnaces (ladle furnace (LF) denoted Steel refining facility in Fig. 13.1).
Refined melt is cast via tundish into the mold of a continuous casting machine
(CCM), and withdrawn as semis. Semis are then reheated, hot rolled, pickled,
cold rolled, heat treated, annealed and surface finished into products.
Major applica tions of steels are for c onstruction, engineering wo rks,
automobile, ship, machinery, containers, etc. Automobiles consume a sizable
fraction of total steel production. As the design, structure, man ufacturing
processes and fuel economy of automobiles advance, demands on steel materials
have become more stringent and multifold, chasing extremes of properties at an
affordable cost.
Recent moves to suppress global warming have emphasized the weight
reduction of automobiles and hence thickness of steel for automobile parts. The
thickness is to be determined by the strength and corrosion loss of steel sheet and
the shape rigidity of steel parts. Strengthening steel helps reduce sheet thi ckness
for auto body (panels, frame , reinforcements, members, pillars, side sills, seats,
etc.) and traction system. However, strengthening must be made without
impairing various formabilities (e.g. deep drawability, hole expansibility, stretch
formability and bendability) that are specific to each part, and often inversely
proportional to the strength. Thus, optimization of the balance between the
506 Fundamentals of metallurgy
strength and formabilities has become a crucial issue for steels. More so for
being challenged by competing materials, aluminum alloys and engineering
plastics.
13.2.1 Properties driven by the market, environment and
energy
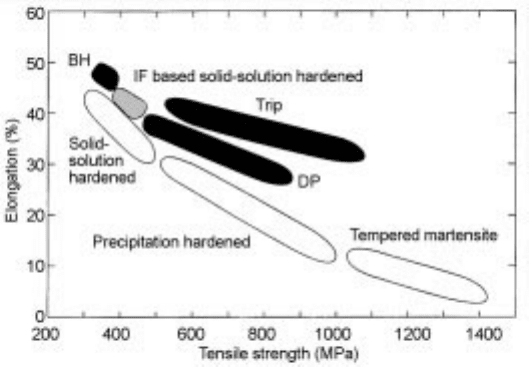
Steels used in various parts of automobiles call for different properties
depending on their applications, and hence best fit micro/nano-stru cture and
texture have been developed for each part. Development has been in the
following directions:
·
Ultimate formability for exterior panels that are subject to transfer press
forming (e.g. bake-hardenable, interstitial free steel (BH-IF)).
·
Ultimate strength for seat frames and door impact beams (e.g. tempered
martensitic steel).
·
Intermediate but optimized strength and formability combination for various
members and pillars (bainitic ferrite steel, dual-phase (DP) steel and
transformation-induced plasticity (TRIP) steel).
These characteristics are shown on elongation-strength coordinates in Fig. 13.2.
2
To meet the demands, innovative streamlining of the conventional sheet
production process was mandatory for both upstream sectors of steelmaking/
casting and downstream sectors of rolling/heat treatment. Exterior panels for
door sides, engine hood, ceiling etc. are typical examples for which excellent
formability and fine surface finish are of primary importance, since the panels
determine the quality of autobody.
13.2 Elongation and strength of steels used for automobile (Komiya).
2
Improving steelmaking and steel properties 507
Among them, development of BH-IF steel is of particular interest in view of
process vs product interaction. Process development for BH-IF steel includes
preliminary removal of P and S in hot metal pretreatment and minimization of
C, P, S and O in basic oxygen furnace blowing and secondary refining. It also
includes heavy reduction in hot- and cold-rolling, high temperature continuous
annealing and rapid cooling of cold rolled sheet to form fine grained <111//ND>
texture (<111> axis of ferrite iron crystals aligned normal to rolling plane) for
superior formability.
Properties required for BH-IF steel sheet
BH-IF steel for automobile body exterior panels is subject to press forming
where deep drawability and stretch formability count most for the qual ity of the
body. Deep drawability is expressed in terms of limiting drawing ratio (LDR),
which is a ratio of the diameter of the blank before drawing to that of tube after
drawing. LDR shows good correlation with plastic strain ratio (r) which is
defined by a ratio of (the logarithmic ratio of sheet width before (w
i
) to that after
the deformation (w)) to (the logarithmic ratio of sheet thickness before (t
i
) to that
after the deformation (t)), i.e., r ln w=w
i
=ln t=t
i
. Stretch formability is
expressed in terms of limiting dome height (LDH) which is determined by
uniform elongation (El) or work hardening coefficient. Good drawability
securing sufficient metal flow without causing wrinkles is achieved at increased
values of r and El.
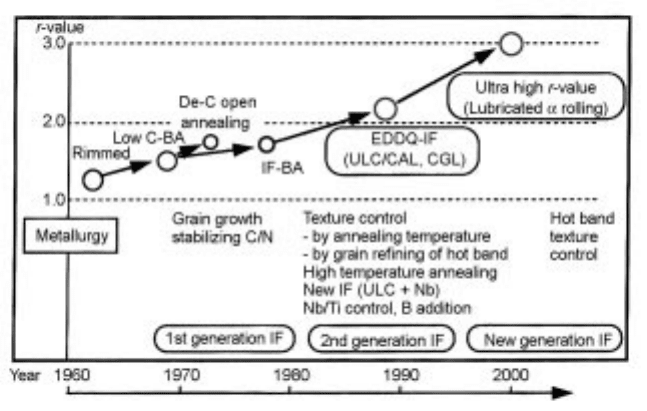
Past development of steels for deep drawing application is shown in Fig.
13.3.
3
For superior press formability, r 2.5 and El 45% are required that can
be achieved when fine grained <111>//ND texture (called -fiber) is developed
in the matrix of steel sheet. For that, dissolved interstitial elements, C and N, are
to be decreased and stabilized as precipitates of carbides and nitrides. An
example of the chemical composition of such steel is C 20, Si 200, Mn 1500, P
100, S 30, Al 400, N 15, Ti 400 and Nb 150 all in mass ppm, for which r 2.5,
El 50%, yield strength (YS) 140 MPa and tensile strength (TS) 290 MPa
have been materialized by controlling the texture and microstructure mentioned
above.
These criteria wer e not met while decarburization of liquid steel below 0.04%
(400 ppm) was impractical with BOF. Accordingly, box annealing (BA) of the
low carbon Al-killed (LCAK) steel strip after hot rolling was practiced (low C-
BA in Fig. 13.3) to reduce dissolved C, N and produce deep drawing quality
(DDQ) steel. The BA makes N atoms precipitate as fine particles of aluminum
nitride (AlN) to enhance the formation of <111>//ND texture. The BA also
makes C atoms precipitate in coarse carbides and hence softens the steel matrix.
Cooling after BA is slow due to the large thermal inertia of the process.
Accordingly, only trace amounts of C remains as dissolved in the matrix,
preventing age-hardening. However, BA is a very time- and energy-consuming,
508 Fundamentals of metallurgy
costly process of low produc tivity. The heating/cooling rate has little allowance
for control, limiting precipita tion control. The values of r and El thus achieved
were about 1.6 and <50% and became inadequate to meet the increasing
demands of press forming from automobile plants for more sophisticated shapes
and better premium yield in the forming.
Thus, BA was replaced by continuous annealing (CA) of Al-killed (= Al-
deoxidized) (AK) steel decarburized in the BOF to lower C to nearly 200 ppm
(not shown in Fig. 13.3). The steel after cold rolling was heated to 800ëC,
rapidly quenched to 300ëC, slightly reheated to 350ëC, slow cooled to 300ëC for
over-aging and quenched. Insufficient decarburization was compensated for by
the over-aging which served to decrease dissolved C and convert the resulting
fine carbides into harmless coarse cementites. The decrease promoted grain
growth and nucleation of <111>//ND recrystallization texture. This process
could make steel with r 1:7, while achieving bake hardening (BH) of about
40 MPa during paint baking, as a result of the anchoring of mobile dislocations
by diffused C atoms that remained dissolved.
To solve the difficulty in decreasing C in BOF and downstream annealing,
decarburization of liquid steel to 50 ppm C was made possible by implementing
the Ruhr Stahl-Hausen (RH) vacuum degasser. The RH degasser circulates
liquid steel in a ladle to a vacuum vessel where C and O in the liquid react to
form CO that is removed in a vacuum (see the section on Process development
to produce BH-1F SEDDQ steel sheet, on page 512). Continuous annealing
(CA) of the RH-degassed steel with Ti added to reduce dissolved C could make
13.3 History of the development of cold rolled deep drawing steel sheet (Obara
and Sakata).
3
Improving steelmaking and steel properties 509
an extra deep drawing quality (EDDQ) steel which exhibited r 1:9. Yet the C
concentration was still high, making the Ti addition too high for CA, calling for
relatively long time high temperature annealing that was a heavy burden for CA
line (CAL).
Accordingly, RH processing was further improved to produce an ultra low C
(ULC) cont ent in liquid steel of C < 20 ppm, followed by decreased and
optimized addition of Ti and Nb to stabilize N and C, respectively. The ULC
steel was hot rolled at a lower temperature with high reduction to make the grain
size finer. Quick cooling of the hot coil was necessary to prevent the coar sening
of crystal grains caused by such a low C content in hot coil. The hot rolled sheet
was then pick led, cold rolled at heavy reduction, continuously annealed at a high
temperature, and rapidly cooled to achieve intensive formation of fine grained
<111>//ND texture. This class of ULC-IF steel gives r 2.5 and El >50%, and
is called super extra deep drawing quality (SEDDQ) ste el. Dur ing the
development of SEDDQ steel, it was recognized that impurity elements like
P, S, and O need to be minimized. Metallurgical factors that have contributed to
the advance of deep drawability are summarized in Table 13.1.
Recently, even better SEDDQ steel with r 3:0 and El > 50% has been
developed with Ti and Nb added ULC-IF steel by incorporating lubricated
rolling of the steel in the ferrite temperature range. The advantage of the ferrite
Table 13.1 Unit processes in an integrated system to produce BH-IF SEDDQ sheet
Unit process Key operations and equipment
Steelmaking
·
Removal of P and S by hot metal pretreatment
· Decarburization by combined blowing BOF
Secondary refining · Final decarb. C, N<20 ppm, deoxidation by Al with Ti and/
or Nb addition, alumina inclusion removal, fine tuning of Al,
Ti and/or Nb, all by RH
Casting · Melt transfer with special care to prevent the occurrence of
macro inclusions caused by air reoxidation and slag
entrainment
· Continuous casting into slab with electromagnetic flow
control in mold to avoid subsurface engulfment of
inclusions and Ar bubbles
Hot rolling · Roughing of low temperature heated slab into sheet bar
· Rolling o f sheet bar to strip by tandem mill with heavy
reduction at final stand, finishing just above Ar3
temperature (Continuous lubricated ferrite rolling)
· Rapid cooling of strip on run-out table
Cold rolling · Heavy reduction rolling of hot strip by tandem mill
Annealing · Continuous annealing at high temperat ur e fol lowed by
rapid cooling by CAL
Galvanizing ·
Continuoushot dip galvanizing by CGL (with galvannealing),
or
· Continuous electrolytic galvanizing by EGL
510 Fundamentals of metallurgy
rolling to achieve better drawability was reported earlier,
4
but its industrial-
ization has been made possible by the development of continuous hot rolling
technology. Slabs are hot rolled to sheet bars that are coiled, stored in a
thermally insulated box, paid off and welded hot, one after another on the fly,
enabling whole length of the welded sheet bars to be low-temperature hot rolled
in the ferrite temperature range under set tension with lubrication.
5
Without the
lubrication, considerable strain occurs in the surface layer of hot strip during
rolling. The strain prevents uniform formation of <111>//ND texture in thick-
ness direction during subsequent processing which is similar to that for SEDDQ.
The SEDDQ sheet is so soft that it cannot resist denting that may occur when
dynamic pressure is locally applied during the use of the automobile. To prevent
denting, BH has been employed. Baking (170ëC) for curing polymer coatings on
white body makes dissolved C atoms (a few mass ppm) diffuse and anchor the
dislocations, giving a rise in YS of about 40 MPa. This has made BH-IF SEDDQ
steel a functional material which is very soft (YS circa 240 MPa) for press
forming without causing surface strain (wrinkles), while stiffening on baking to
YS 280 MPa.
Another recent move is to increase the strengt h of SEDDQ sheet to meet ever
increasing demands for weight reduction. SEDDQ sheet was solid solution
hardened to a tensile strength (TS) of about 390±440 MPa by the addition of
(largely) Mn and some P and Si, in this order. How ever, the quality of sheet
surface and adhesion of Zn-alloy coating to the sheet on hot dipping were not
ideal for press forming due to Mn, P and Si. These problems have been solved
by a new species of grain refined (ASTM No. 11) and p recipitation hardened
SEDDQ sheet that utilizes C, increased threefold to 60 ppm, and Nb added in
excess of atomic equivalent of C+N to let NbC and Nb(C,N) precipitate be
finely dispersed. In the new species of SEDDQ, Si and P have been decreased,
resulting in a smooth surface, good coating adhesion, and YS 290, TS 440 MPa,
r 1:9 and El 37%. Development of <111>//ND texture and a precipitate-free-
zone at grain boundaries contribute to the high values of r and El at this TS
level.
6
This way, market- and energy-driven developments of properties have
contributed to the progress of the manufacturing processes that will be
mentioned in the following sections in more detail.
Process development to produce BH-IF SEDDQ steel sheet
A large amount of pretreated hot metal is utilized as iron source for BH-IF
SEDDQ steel to minimize P, S, N and tramp elements that are known to
adversely affect r and El. BOFs, that are usually employed to make steel melt
from hot metal and scrap under atmospheric pressure, are able to decarburize the
melt only to 300±400 ppm for economic reasons. Further decarburization causes
excessive oxidation loss of iron into slag and corrosion of vessel refractory, even
when melt bath stirring is done well with bottom inject ion of inert gas to
Improving steelmaking and steel properties 511
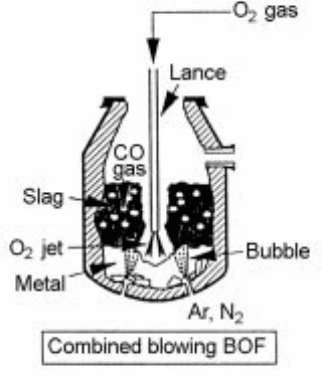
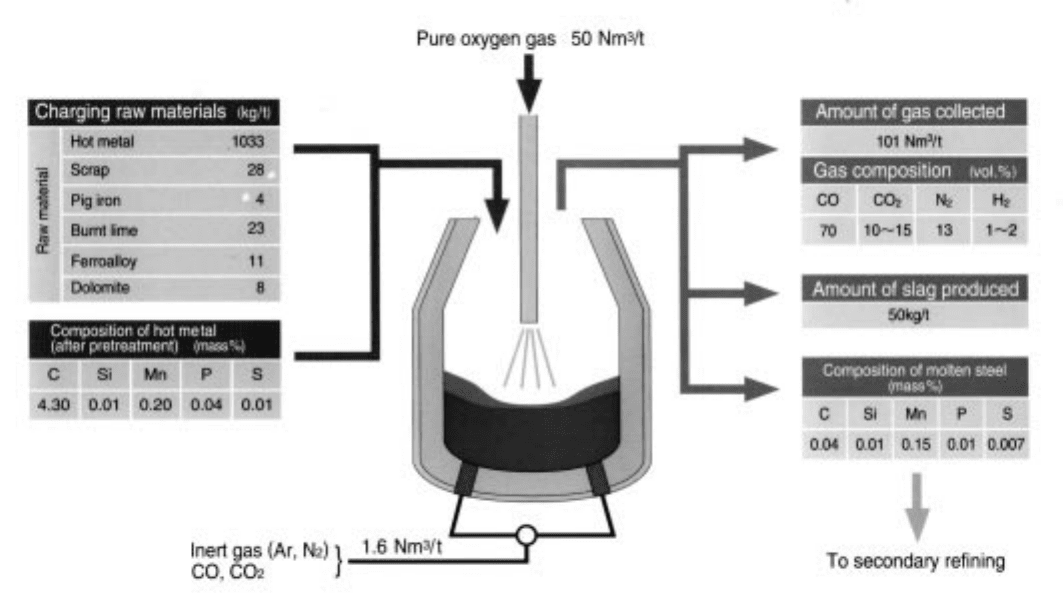
enhance mass transfer of C for decarburization. A typical operation and mass
balance of BOF with bottom gas injection are shown in Fig. 13.4
7
for pretreated
hot metal (Si, P and S are ful ly or partly remo ved beforehand).
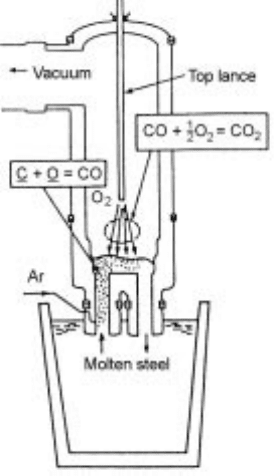
To promote decarburization reaction, [C] [O] CO (g), to reduce C <
20 ppm, the exposure of steel melt to vacuum is required. The RH process shown
in Fig. 13.5 circulates steel melt from the ladle through an up-snorkel into the
vacuum vessel by air lift pump action of Ar injected into the up-snorkel, and back
into the ladle through a down -snorkel, continually exposing the melt to a vacuum
in the vessel. Detailed analysis of plant data has revealed that the following
elements are the key to achieve extra-low C (< 20 ppm) at high productivity
(600 t/hr) suited for producing BH-IF steel melt: (a) a high vacuum in the vessel,
(b) a high rate of Ar gas injection into the up-snorkel, (c) large diameters of the
up- and down-snorkels and vacuum vessel, and (d) proper melt bath depth in the
vessel. These factors contribute to increase the rates of circulation and
homogenization of the melt in the system, and hence increase the decarburization
rate and decrease final C. Injection of oxygen gas through the top lance onto the
melt surface in the RH vessel has often been practiced. It increases the
decarburization rate in the early period of processing, making the BOF melt
containing higher C negotiable by RH within a given cycle time. Steel splash
sticking on the vessel wall is decreased by the injection, and hence productivity of
the BOF±RH system increases at decreased oxidation loss of iron into BOF slag.
The melt is then deoxidized by the addition of Al in the RH vessel. The
deoxidation products, mostly Al
2
O
3
particles, formed in the melt are decreased
by the circulation-stirring which enhances collision, agglomeration and flotation
to the melt surface and diss olution into the top slag of the particles. The cleansed
13.4 Typical BOF operation for blowing pretreated hot metal to low carbon
steel.
7
512 Fundamentals of metallurgy
13.4 Continued
melt is transferred from the ladle via tundish into the CC mold and cast into
slabs. Insufficient removal of Al
2
O
3
causes Al
2
O
3
clusters that are entrapped in
the slabs, resulting in surface defects on rolled and annealed sheet products from
the slabs. Slabs are then processed to facilitate the formation of fine grained
<111>//ND texture, as mentioned earlier.
Success in decarburizing steel melt to ultra low C by RH processing removed
the heavy burden of decarburization by batch annealing (BA) of cold rolled coil.
The IF steel strip can be annealed continuously at high speed by CAL for
microstructure and texture control without any additional decarburization. The
problems to be overcome in developing CAL were (a) high speed delivery of the
strip through all rolls without causing meandering, and (b) high temperature
annealing of the strip without causing strip breaks under applied tension. As
partly shown in Fig. 13.6,
7
CAL offers a wide process window for h eating rate,
soaking temperature, and cooling rate. The window enables a variety of
microstructure/textu re cont rol which was not possible with BA, where the rates
of heating and cooling were unc ontrollable and the maxim um heatin g
temperature was lower than CAL. Thus, flexible manufacturing of diverse
grades of steels has become possible with CAL. The annealed strip is coated
either by hot dipping or electrolytic plating of Zn to form the final product.
BH-IF SEDDQ sheet is a typical case of market- and energy-driven property
development. However, the property has been significantly advanced by the
13.5 RH process for reducing H, C and O in steel by circulating steel melt from
ladle to vacuum vessel.
514 Fundamentals of metallurgy
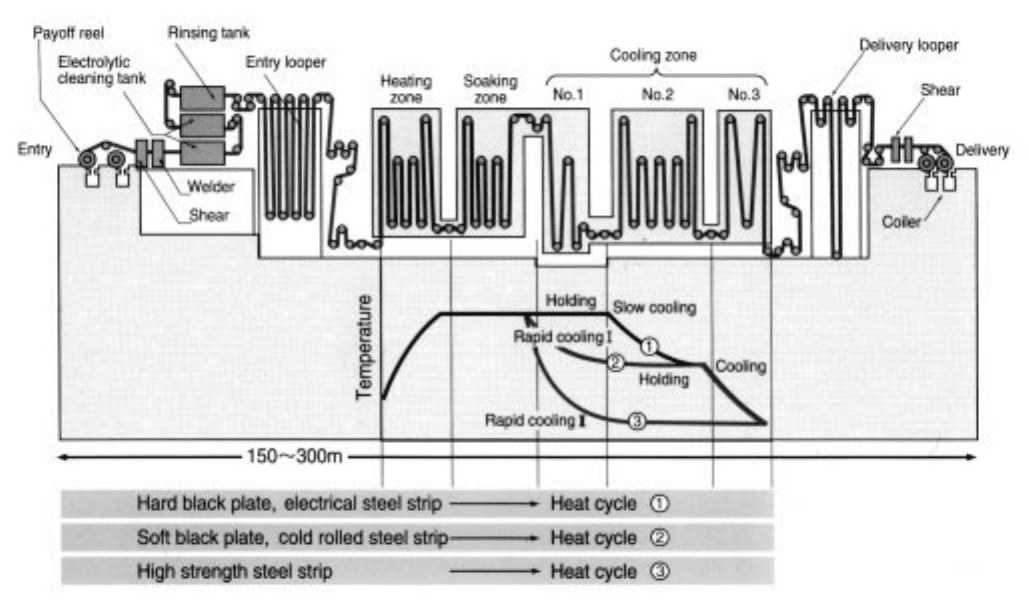
13.6 Continuous annealing line (CAL) with some example
of operating windows (Morita and Emi).
7