Seetharaman S. Fundamentals of metallurgy
Подождите немного. Документ загружается.

(c) Development of high speed secondary refining systems (the RH and the LF)
that implement intensive stirring of steel melt to enhance removal of
impurities and inclusions.
(d) Advance of the quality and installation of refractories for all metallurgical
vessels. In fact, monolithics, advanced composite bricks and zone lining
have cutback energy consumption and CO
2
emission of refractory origin
considerably.
20
In the casting sector, the devel opments of the fol lowing are included:
(e) The rationalized melt transfer system consisting of long nozzle on ladle,
large tundish with flow control furniture and atmosphere inertization, and
tundish nozzle and SEN with flow control device, and Ar injection to reduce
nozzle clogging and air aspiration.
(f) The multi-sequential high speed continuous casting with mold width change
and vertical progressive bending (liquid core) type strands equipped with
EM stirrer/EM flow controller in the mold, and EMS and soft reduc tion roll
pairs at the pool end.
(g) The thin slab caster to eliminate roughing of slabs for steel grades that do
not require heavy reduction in hot rolling for microstructure and texture
control.
In the rolling sector, the following have been developed:
(h) Hot charge rolling (HCR) and hot direct rolling (HDR) of CC strands to
save sensible heat.
(i) Endless continuous hot rolling of CC slabs.
(j) TMCP for plate mills and tandem hot strip mills. Both mills have a high
mill constant, high speed roll gauge control system, and pair cross rolls or
shift rolls in the final tandem stand for strip profile control.
(k) The AcC and DQ system with devices for intensive rapid water cooling to
prevent film boiling.
(l) The highly rigid reverse or tandem cold strip mill with high accuracy to
maintain size and profile and every precaution taken to monitor and keep
good the surface finish.
In the heat treatment, annealing and surface coating sector, the measures are:
(m) CAL with high speed degreasing, heating and cooling capability for a
variety of microstructure and texture control to produce designed properties.
(n) CGL to coat Zn by pickling, heat treating, hot dipping, jet wiping to control
Zn thickness followed by galvannealing to form Fe-Zn alloy layers in
between the Fe matrix and coated Zn (some Fe is even diffused on the
surface of Zn for better paint adhesion), and EGL to coat Zn by electrolysis.
And last but not least:
536 Fundamentals of metallurgy
(o) An advanced management system for total integration of these processes
and equipment for production. The management system includes an order
intake subsystem connected with subsystems for production and logistics
control. All of these are built in hierarchical computer system s. The
production subsystem is supported by numerous dispersed PC network
systems installed with each sector of the production and control processes.
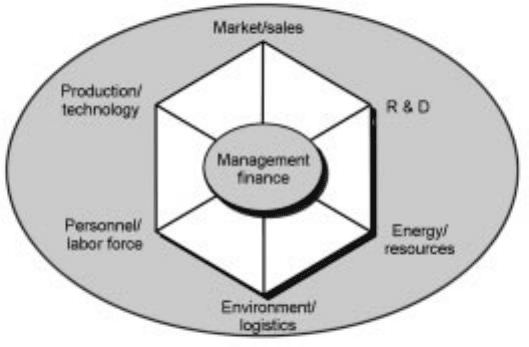
13.4 Economic optimization
To design a steel production system, optimization must be carried out for the
many factors show n in Fig. 13.16. Am ong them, material properties and quality,
productivity and cost are of major importance to meet market demands. Here,
quality refers to consistency of product properties, i.e. limited variation from
specifications of size, profile, chemistry, properties, and occurrence of surface-
and internal-defects, as represented by premium yield at steel mills and users.
Compromise of material properties and quality with productivity and cost has
always been a critical issue in the steel industry for commodity steels that are
exposed to international competition. On the other hand, particular high
performance steels of superior properties and quality (so-called `one and only'
steels, that are not available elsewhere since they cannot be produced by
competitors) are exempt from such hardship at least when there is demand in the
market and until competitors catch them up at com parable cost without
infringing related intellectual properties. Quality steels fall in between the high
performance steels and commodity steels.
Superiority in material properties and quality can be achieved by excellence
in research and development of processes and products, combined with
consistent production which is supported by modern equipment, operational
13.16 Factors influencing the design of steel production systems.
Improving steelmaking and steel properties 537
skill, maintenance and management. Cost competitiveness stems from the
choice of raw materials and energy, scale of production, product mix which is
optimized for the market, proper investment in modern equipment, processes
and technologies that assure lower consumptions of energy, material and labor.
Although profitability of the integrated steel industry is largely dependent on the
market price of steels, optimization of the above-mentioned factors by
management determines the fate of competing mills under otherwise similar
conditions.
13.4.1 Raw materials and energy
In countries where domestic per capita steel stock is sufficient (e.g. 10 ton/
capita), circulation of o bsolete scrap would be a few percent (2.5% in Japan) of
the dome stic stock. In such count ries, scrap recycles to the extent that total steel
production is split into roughly 60% by the BF±BOF route and 40% by scrap±
EAF route as long as total steel consumption in the world keeps increasing.
Hot metal vs scrap
If world steel production keeps increasing for at least the coming decade, the
BF±BOF route will be the mainstay of steel production, supplemented to a small
extent by direct reduced iron (DRI by Midrex, HyL, etc.) and hot metal by
smelting reduction processes such as Corex. Even when world production has
leveled off, BF±BOF will be the mainstay until the tramp elements issue has
been resolved. Demands to reduce energy consumption (and hence cost) have
caused considerable change in equipment and operation of iron and steelmaking
processes. The changes include items listed in Tables 13.8 and 13.9 that have
been developed and implemented directly or indirectly to meet the demands.
Among them, the BF sector consum es, including heats associated with raw
materials, off-gases, slags, furnaces and equipment, over 70% of the energy
required to produce steel in an integrated plant. Thus, attention has been focused
on saving energy in the ironmaking sector as shown in Table 13.8. CDQ and TRT
have been in place, and measures such as CMC, PCI, and use of waste plastics in
coke ovens and the BF have been practiced. Continued efforts have been made to
decrease the reducing agent rate (RAR) by improving reducibility of sintered ore,
optimizing burden distribution, utilizing reactive coke, incr easing blast
temperature, decreasing moisture of blast, aiming at low Si and low tap
temperature of metal and slag, and decreasing the heat loss of the BF.
As a consequence of these measures, RAR has decreased to about 514 kg/t-
hot metal, energy consumption to 22.0 GJ/t-steel, cutting back CO
2
emission to
1.72 t-CO
2
/t-steel in 2001 in the steel industry in Japan. The contribution of
CDQ and TRT totaled about 0.87 GJ/t-steel.
21
Combining favorable but critical
operational measures, total C consumption (including C for sintering and coke
538 Fundamentals of metallurgy
making but excluding that for oxygen generation) may decrease to about
500 kgC/t-hot metal at RAR of 455 kg/t-hot metal with CR 255, PCI 150, plastic
injection 50 kg/t-hot metal.
22
On the other hand, scrap as iron source has a great advantage over hot metal
since it does not require energy for reduction. In fact, the scrap±EAF route emits
only about 30% of CO
2
/per ton steel compared with the BF±BOF route.
However, tramp elements in scrap deteriorate steel properties if cri tical
concentrations listed in Table 13.10
23
are surpassed. Use of obsolete scrap in
EAF for high quality steels, such as sheet for SEDDQ and plate and pipe for
high tensile strength regimes, has been limited due to the tramp elements
constraints. To avoid this, the recycling of scrap is attempted selectively on a
tramp elements content basis, but there is a limitation. Accordingly, extensive
use of obsolete scrap has been for commodity shapes and merchant bars. Thus,
better utilization of obsolete scrap must be promoted for other grades, without
increasing tramp elements, by the following measures:
Table 13.8 Measures to reduce energy consumption in raw materials processing and
ironmaking sector of an integrated iron and steelmaking plant
Coking and sintering Ironmaking
· Coal moisture control (CMC) · Pulverized coal injection (PCI)
· Advanced mix charge coking · Waste plastics injection
(>50% semi soft coking coal) · BF top gas pressure recovery turbine
· Coke dry quenching (CDQ) (TRT)
· Waste plastics charging · Scale-up of BF (av. 3760 m
3
)*
· Prolonging cove oven life (>50 yrs) · Hot stove waste heat recovery
· Advanced agglomeration (e.g. HPS) · Prolonging BF life (>16 yrs)
· Use of low grade ore high in alumina · AI optimized operation of BF
or water with preferred center blasting
· Sinter plant waste heat recovery
* Average in Japan
Table 13.9 Measures taken to reduce energy consumption in the steelmaking and
casting sector of an integrated iron and steelmaking plant
BOF-CC EAF
· Off-gas recovery as fuel · UHP-AC/DC EAF with high rate
· Prolonging vessel lining life O
2
injection
(>10 000 heats) · Advanced scrap preheating system
· High speed high hit rate combined · Submerged short arc heating with
blowing with direct tapping foamy slag
· Reduced slag blowing with HMPT · Hot heel operation with hot metal
· Hot charge rolling and hot direct · Eccentric bottom tapping (EBT)
rolling of CC slabs
Improving steelmaking and steel properties 539
(a) Organizing social systems that enhance efficient collection, transportation,
processing and delivery of the scrap. The driver is economics, being assisted
by legislation.
(b) Dismantling of parts that contain metallic tramp elements from disposed
assemblies in close cooperation with designers in assembly industries
before shredding or pressing (e.g. Cu winding in numerous motors equipped
on end-of-life vehicles (ELV)).
(c) Not all the parts can, however, be dismantled in practice, and hence
improved shredding machines or alternative new processes need to be
developed to separat e metallic t ramp elements effect ivel y from the
shredded or processed scrap. This should enable the use of automobile
shredder scrap as a pure iron source for diluting the tramp elements in EAF
in preference to DRI which consumes C-containing reductant.
(d) Develo ping steels that are insensitive to the adverse influences of tramp
elements.
Attempts have been made, but economy and productivity have imposed
insurmountable obstacles. Reducing the tramp elements from steel melt does not
seem reasonable,
23
since it dilutes the tramp elements first by melting the scrap
and trying to remove them later. At present, dilution of the tramp elements is
made with hot metal or DRI for steels whose properties are sensitive to them.
Energy saving measures practiced in steelmaking and casting sector are listed in
Table 13.9.
New iron and steelmaking processes
The need for saving energy and processing degrading raw materials has
enhanced the development of new iron and steelmaking processes as well. A
comparison of energy consumption and greenhouse gas (GHG) emission was
Table 13.10 Tolerable maximum tramp element contents for various steels
and processes
Grade/properties Cu Ni CR Mo Sn As Sb
Drawing quality 0.06 0.10 0.07 0.02 0.01
Commercial quality 0.10 0.10 0.07 0.03 0.015
Tinplate 0.06 0.04 0.02 0.02 0.02
Merchant bar 0.35 0.15 0.15 0.04 0.03
Hot formability 0.4*
Cold formability 0.1 0.02 0.025
Hardenability 0.02
Notch impact strength 0.04 0.045
Figures are in mass%, and give tolerable maximum concentrations
* for Cu + 8Sn
540 Fundamentals of metallurgy
made between various new processes on LCA basis.
24
Most of them are or will
be operating with non-agglomerated ores and non-coking coal. Some of them
appear to offer additional reduction in energy consumption and CO
2
emission.
Natural-gas-based FINMET-EAF and MIDREX-EAF give about 1.95 t-CO
2
/t-
cast steel with the use of a large fraction of scrap. Coal-based ones like ITmk3,
HIsmelt and Tecnored are said to consume 20±25% less energy than average
BF±BOFs, comparing favorably with the natural-gas-based ones. Many of them
are, however, in the emerging stage, and hence the above figures need
confirmation on a large-scale operation, taking into account the challenge by
advancing BF±BOFs.
(Note: the definition of t-CO
2
/t-steel would be better made on a LCA basis
covering stages from the raw materials excavation to liquid steel. At present, the
literature uses different definitions that make straightforward comparison among
processes difficult.)
Among others, Corex, in comme rcial operation, has been said to emit less
GHG than conventional average BF±BOF route provided that electricity credit
and slag credit are fully utilized. The size of Corex furnaces is, however, too
small to rationalize the construction of highly efficient, off-gas driven large
power plants. Thus, further development to better utilize the credit is underway
in Korea and South Africa, including the Finex process that utilizes off-gas of
Corex for preliminary reduction of iron ore.
25
These new processes may find a
better possibility for success in areas where the relatively small size of
investment and limited amounts of scrap and electricity are available and small
scale steel production meets local demand.
Combination of BF and EAF
Recently, EAFs have been made highly productive, even compatible with BOFs,
by incorporating (a) various ways of preheating and charging scrap, (b) foamy
slag practice, (c) hot heel operation, (d) extensive use of oxygen and/or fuel
burners, and (e) eccentric bottom tapping. A variet y of new species of EAFs
have emerged in the last decad e. Under the circumstances, com bination of BFs
in an integrated mill with modern EAFs for hot heel operation with 30±40% hot
metal charge offers interesting flexibility of the choice of iron sources. Such a
BF can be compact and operate on low quality coke and coal. The combination
of a compact BF with modern EAFs can be a choice where scrap availability is
not sufficient.
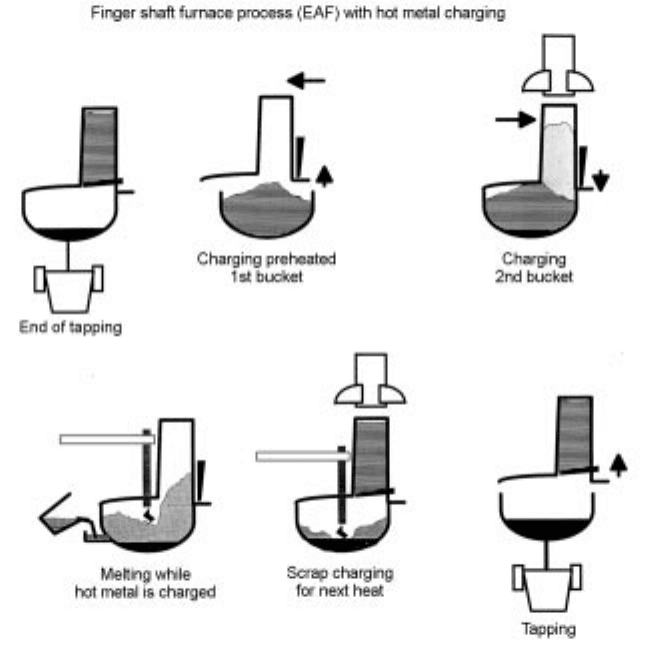
An example is shown in Fig. 13.17
26
where the stable operation of EAF with
a Finger Sh aft type scrap preheater is used with hot metal charging. There, 35%
hot metal charging and extensive oxygen gas injection of near 30 m
3
/t-steel have
shown a remarkably short power-on time of 30 minutes and a low electricity
consumption of 210 kWh/t-steel to produce liquid steel of over 230 t/h (tapping
weight 170 t, [N] is also low, 37 ppm) elsewhere in Europe and China. In the hot
Improving steelmaking and steel properties 541
metal charging practice, use of obsolete scrap has also been made easier due to
the dilution of tramp elements by hot metal. Also, effective use of home scrap
and selected scrap has been promote d, substant ially reducing energy
consumption and CO
2
emission with less contamination by tramp elements
for high quality bar and wire production.
New ironmaking processes have progressed toward this direction as well, as
exemplified by Fasteel that is an integration of the Fastmelt process and
Consteel process, as shown in Fig. 13.18.
27
Fastmelt takes DRI from the Fastmet
process (that employs a rotary hearth reduction furnace to produce coal-based
DRI) and converts the DRI to hot metal using the DC-arc Electric Ironmaking
Furnace (EIF). In the Consteel process, scrap preheated by combusting EAF off-
gas is continuously charged in the EAF. Hot metal from the EIF is also charged
into the EAF to optimize the EAF steelmaking operation. Direct charging of hot
DRI (1000ëC) to the EIF and the EIF hot metal to the Consteel EAF together
13.17 Combination of BF and EAF for energy efficient high rate production of
steel with hot metal heeling operation (Denier et al.).
26
542 Fundamentals of metallurgy
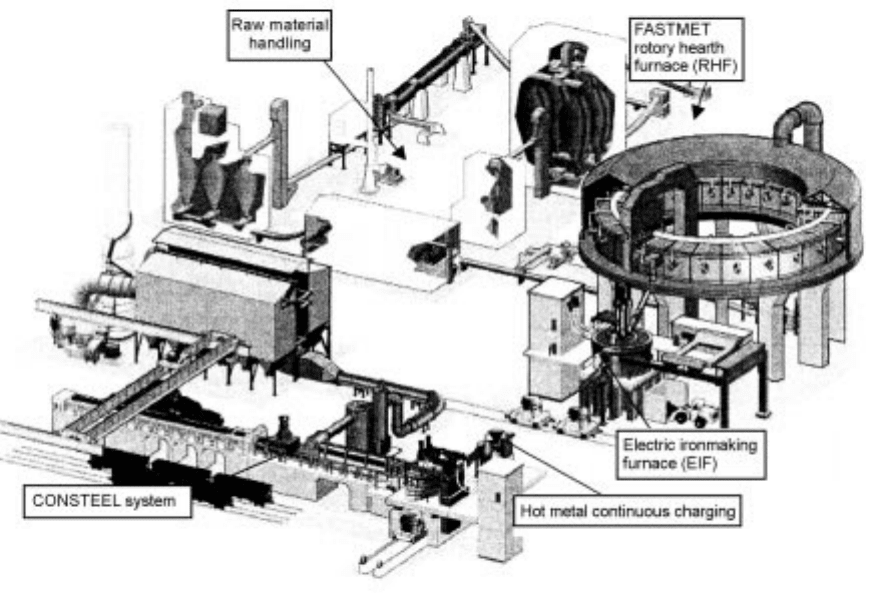
13.18
Integration of new ironmaking process and EAF with continuous
preheating and charging of scrap (Shoop
et al.).
27
with preheated scrap (400±600ëC) has shown a power-on time of 45 minutes at
235 kWh/t-steel. Also, the cost of the EIF hot metal is reportedly said to be 20%
less than the BF hot metal in USA. Long-term industrial viability remains to be
seen, but such challenge should be encouraged.
13.4.2 Production and investment
As mentioned earlier, the production of steel aims at the highest yield of
premium products within the specifications, while keeping the highest produc-
tivity and the lowest cost with given facilities. To achieve these compromising
aims, the basic design of the production amount and product mix, being
supported by the installation of proper facilities for process equipment and
logistics, have to be optimized from a long-term perspective.
Process design and corr esponding equipme nt are usually so selected as to
make each process interconnected virtually continuously, and to achieve a good
balance among the processes without causing bottlenecks. The minimum cost is
set to occur somewhat below the maximum production rate, allowing the best
profit to arise when the plant is on the set availability, yet leaving some upward
flexibility to produce more whe n demand increases. Production will increase in
the future, and technology and equipment for production will also develop,
calling for continual improvements and timely/occasional reva mps. Plans for
spare space and equipment installation should include such future expansion and
revamps.
The steel industry is heavily equipment oriented, and hence investment
becomes enormous. This is particularly so when the product mix is shifted
toward high performance steels. The tramp element issues still require hot metal
as a necessity. Control of microstructure and texture demands rather heavy
rolling reduction of semis. Thus, integrated iron and steel plants that consist of
`BF±BOF±LF/RH±conventional CC-Plate/Hot Strip Mill with TMCP-AcC and
cold strip or reverse mill and CAL' will remain necessary, preceded by raw
materials processing units (sintering and coke making) and followed by surface
coating lines (e.g. CGL and EGL) or outsourcing both of these. The production
rate should be sufficiently high, above several Mt/year to remain competitive in
terms of depreciation, yield, energy consumption and labor.
With regard to the production facility, one requires investment into the
following to keep up low impurities, good cleanliness and low segregation in
slabs for quality steels at high production rates:
(a) Combined blown BOF with slag cut tapping device, sub-lanc e, and oxygen
generator.
(b) LF and RH with intensive melt stirring capacity, electrode heating unit, and
vacuum system.
(c) Ladle with bottom Ar injection, and large volume inertized tundish.
544 Fundamentals of metallurgy
(d) Vertical progressive liquid core bending type slab/bloom CC with
electromagnetic flow control device on mold, width change mold, and soft
reduction device at the pool end.
For a high production rate downstream processing, investment in the
following is required:
(e) A sizing mill to take care of different slab widths for sequential rolling
without roll change .
(f) A hot rolling mill with TMCP, AcC and devices to control the size and
profile of plate, and sheet (e.g. AGC, crown rolls, roll shift, pair cross rolls,
etc.).
(g) CAL with post quenching facility.
Equipment for various sensors and activators, inspection, logistics, utilities,
waste processing, data processors for operation and quality control system, and
maintenance are all additional.
For plants aiming to produce commodity flat steels, the Scrap±EAF-thin slab
CC-Hot Rolling Mill may be a choice when the supply of scrap and electricity is
secured at affordable cost. Recent developments in the productivity of UHP-
EAF with scrap preheating and high-rate oxygen injection and improvement in
the quality of thin slab CC have made this avenue even more cost competitive
for commodity steels as well as some quality steels. Total energy cost for this
route is naturally much less, and total investment per ton-steel is also less than
the integrated plant. Production rates can be up to several million tons per year
depending on the number of units installed. Operation of advanced EAFs with
partial supply of hot metal from BFs and/or DRI has emerged as mentioned in
the section Combination of BF and EAF, page 541. Dilution of tramp elements
in this case will, to some extent, broaden the product mix for the EAF toward
more quality steel with increased productivity, making the distinction from the
BF±BOF route somewhat fuzzy.
13.4.3 Market and management
Steel, being a commodity material, faces international competition. When the
market grows, the price soars, and production surpasses the set rate of
production. Managerial efforts in terms of production and properties are to
maintain the high rate of production at the highest premium yield without
degrading properties and quality within the specification, to arrange necessary
raw materials and labor at minimum costs, and to distribute material resources to
the production of steel grades best fitted to the circumstances. When the market
shrinks, price and production both decrease. The efforts are directed as above,
but it is often necessary to cut back production costs by increasing total
production to come closer to a cost minimum production rate for the steel plants
Improving steelmaking and steel properties 545