Seetharaman S. Fundamentals of metallurgy
Подождите немного. Документ загружается.

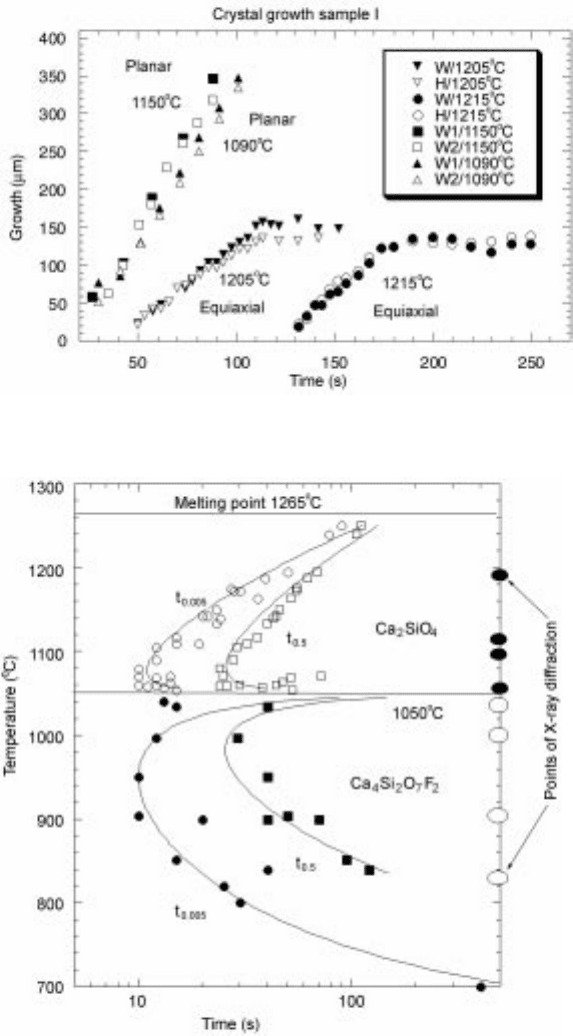
10.27 Linear growth kinetics for both columnar and equiaxed dendrites.
25
10.28 TTT diagram for an industrial mold slag.
20
436 Fundamentals of metallurgy
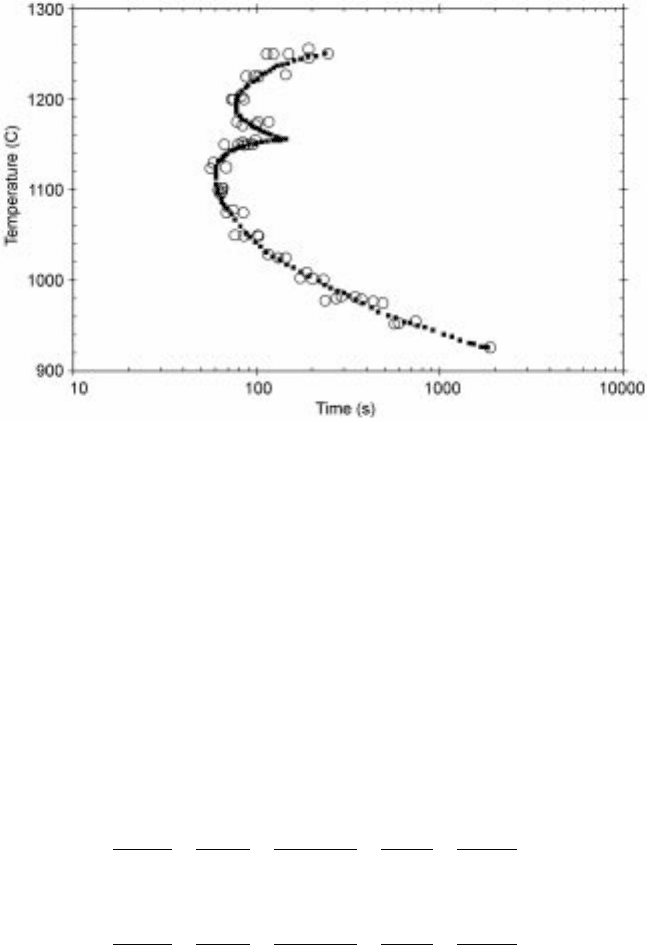
the crystal that is precipitated then significant segregation occurs during
solidification of the mold slag. Double nosed TTT curves are quite common and
in a simpler system shown in Fig. 10.29, dicalcium silicate (Ca
2
SiO
4
) was the
high temperature phase while tricalcium silicate (Ca
3
SiO
5
) was the lower
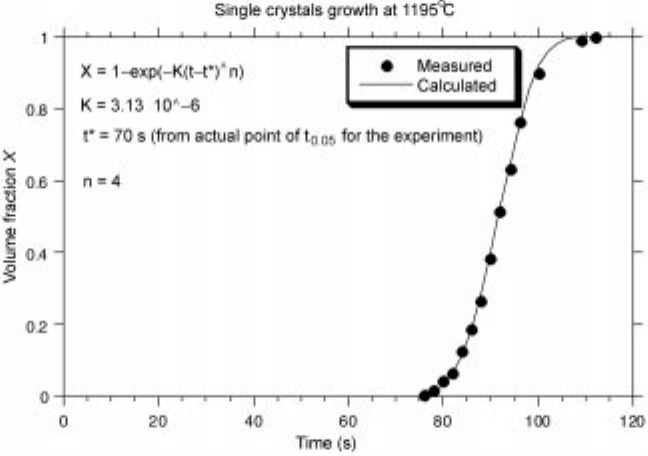
temperature phase. In addition to TTT and CCT curves the fra ction solidified as
a function of time can also be determined as seen in Fig. 10.30 where the results
fit the form of equation 10.3 8, the Johnson±Meh l equation where constant
growth and nucleation rate are assumed.
The above results suggest that to understand the solidification behavior of a
mold slag, it is necessary to have an accurate history of the thermal conditions
that the slag has endured as the structure of the slag will evolve with time.
In a continuous casting mold the resistances to heat transfer can be writte n in
a manner equivalent to equation 10.62, where,
<
1
h
water
A
L
mold
k
mold
A
d
k
mold slag
A
L
shell
k
shell
A
1
h
liquid
A
10:85
or
<
1
h
water
A
L
mold
k
mold
A
1
k
mold slag
A
L
shell
k
shell
A
1
h
liquid
A
10:86
where d is the mold slag thickness and k
mold slag
is an effective conductivity for
the mold. h
mold slag
could also be determined as in equation 10.63 and the
conduction, radiation and convection terms calculated separately. Note that as
the slag thickness decreases, this resistance decreases and the heat transfer rate
10.29 TTT diagram of a 46% lime±46% silica±6% alumina±2% soda slag.
29
Solidification and steel casting 437
will increase. However, as we have seen from the above discussion of the
solidification behavior of slags, we can expect that the liquid slag will first chill
against the mold giving a glass region. At the same time, next to the beginning
shell, the slag will be liquid and there will be a large gradient between these
positions as mold slag films are quite small (less than 1 mm). Between these two
endpoints solidification will initiate and the fraction of solid and the morphology
will be strictly dependent upon the exact nature of the cooling conditions in the
flux layer. As one travels down the mold it will continue to cool on the shell side
and the crystalline structure will continue to evolve. Liquid slags wet copper
very well as they deeply undercool and, initially, perfectly wet the mold;
however, as the crystals precipitate, they undergo anomalous expansion and
cause stresses that can lead to detachment from the mold wall. The small
interface voids can occur which can lead to local hot spots and further
crystallization. It is of no surprise that the average heat flux in continuous casters
is variable with time.
In continuous caster molds this resistance to heat transfer of the mold slag
determines the potential casting rate and thermal profile in the shell as it exits
the mold and chemistry change in the flux is used to modify heat transfer rates.
Until this point we have not introduced atmospheric effects into the discussion;
however, calcia-based slags are very hydroscopic and have a significant
solubility for water vapor. Orrling et al. and Prapakorn et al. have shown the
extreme sensitivity of solidification behavior to moisture content in the
10.30 Example of the evolution of the fraction of solid during the solidification
of a slag.
27
438 Fundamentals of metallurgy

atmosphere where growth rates are higher and the solidification starts at shorter
times and higher temperatures in humid atmospheres.
25,29
It is not unusual in continuous cast structures to observe a fine structure on
the surface followed by a columnar zone. Often this fine surface structure is
referred to as a chill zone; however, it is very difficult to determine the exact
nature of this zone by metallography. This fine structure is an indication of
undercooling in the mold and as the liquid steel near the top of a mold is in
contact with a liquid slag. Thus nucleation at this interface is quite difficult and
should require a significant undercooling. Thus nucleation can be heterogeneous
on the inclusions that are natural to the system and are transported into this area
by bulk fluid flow or by nucleation on solid particles at the mold slag±steel
interface. The nature of the initial solidification zone will be determined by the
nature of the local fluid flow, the density of potential heterogeneous nuclei in the
bulk of the steel and the density of potential nuclei on the slag±steel interface.
10.4.3 The surface of steel cast continuously in an oscillating
mold
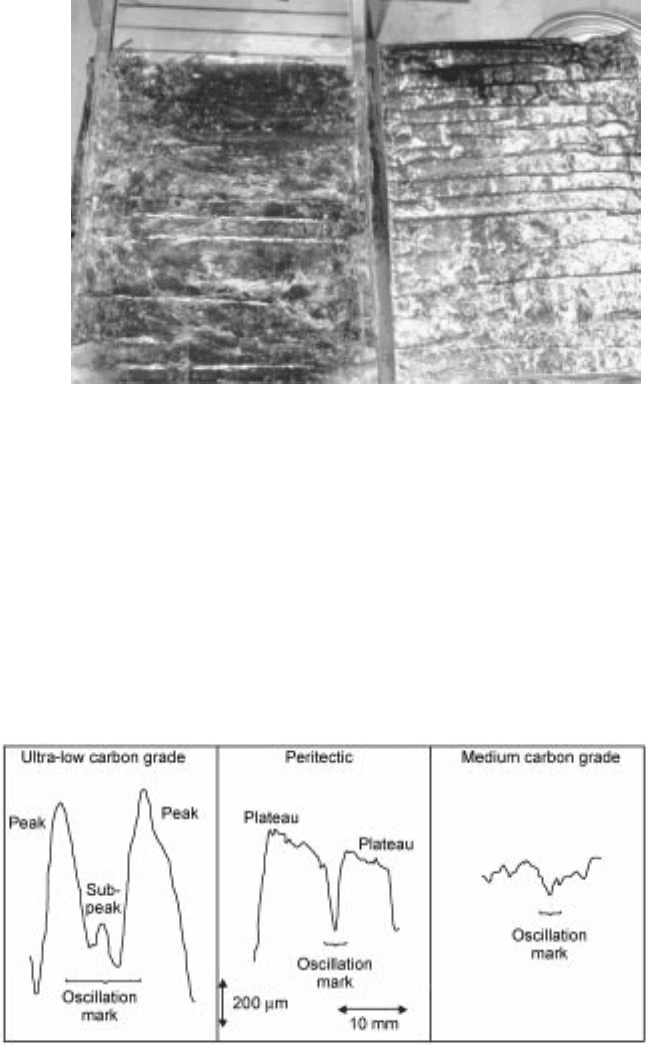
During the continuous casting of steel it is common to see surface marks on the
surface of cast material. Generally there is at least one mark per oscillation cycle
of the mold. This is shown in Fig. 10.27 wher e the steel surface is shown on the
right-hand side of the picture (b) and the slag surface sticking to the mold is shown
on the left-hand side of the picture (a). Thus, in operation, both sides would be in
contact and the slag surface would be an exact fit to the steel surface.
30
The surface topography of continuous cast steels is dependent upon the
thermal conditions in the mold and the steel grade that is cast (Fig. 10.31). In
general ultra low carbon steels, which tend to have very low solute content,
exhibit deep marks that also form hook structures in the surface of the cast slab
where it appears that the liquid meniscus solidified and then was subsequently
overflowed. In peritectic steels there are also deep marks but the steel surface
itself is also wrinkled where in medium carbon grades the oscillation marks are
very small and are more like undulations (Fig. 10.32).
In the formation of oscillation marks in ultra low carbon steels, where hook
formation is common, recent work has shown that in this case the mark is
formed by an increased rate of heat transfer during the negative strip period of
mold oscillation due to the liquid meniscus moving closer to the mold wall .
Negative strip time is defined as the period during which the mold is moving
downwards faster than the strand, while the remaining duration of the oscillation
cycle is called the positive strip period. For sinusoidal oscillation, negative strip
time is quantified by the following equation:
t
n
1
f
arccos
v
c
sf
10:87
Solidification and steel casting 439
where t
n
is the negative strip period, f is the frequency of oscillation (Hz), v
c
is
the casting speed, and s is the stroke.
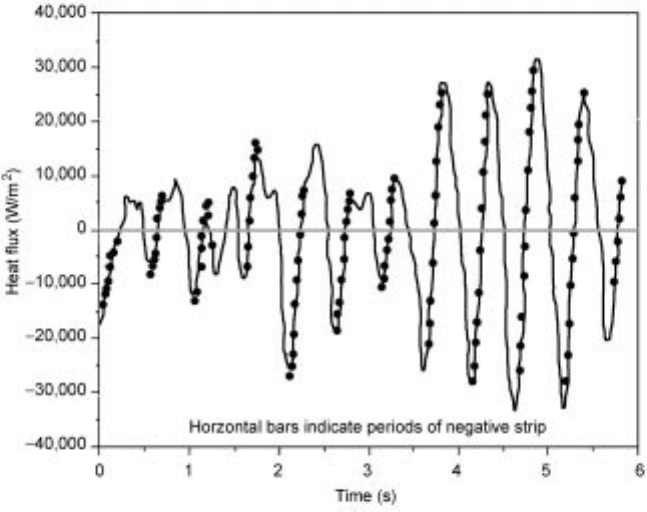
Thermal measurements and heat flux calculations by Badri et al. have
documented this increased heat transfer rate during the negative strip time of
mold oscillation (Fig. 10.33) and have shown that local changes in meniscus
position during the negative strip time that give rise to increased heat transfer
rates are one mechanism of mark formation.
30±32
Details of this mechani sm are
shown schematically for an overflow type of mark in Fig. 10.34.
In Badri's work,
30
there are two necessary conditions for the formation of a
solidified meniscus. First, the mold conditions at the meniscus must be such that
10.31 The surface of continuous cast steel: (a) is the mold slag sticking to the
mold and (b) is the surface of the steel.
27
Photographs by A. Badri.
10.32 Profile of oscillation marks as a function of steel grade.
30
440 Fundamentals of metallurgy
the potential for heat transfer is sufficient to cause solidification of the curved
meniscus. Second, the liquid meniscus must deform such that the liquid comes
into close proximity with the copper mold. The simultaneous occurrence of
these two necessary conditions provides the sufficient condition for the
solidification of the meniscus. The final necessary condition determines the
type of mark that forms. The frozen meniscus can be overflowed to form a
subsurface hook-type oscillation mark, or, if the frozen meniscus lacks strength,
the rising liquid can force the shell back to the mold, forming a depression-type
mark. Therefore, the first two necessary conditions must occur simultaneously,
followed by the third condition, to create a series of events necessary and
sufficient for the formation of oscillation marks (Fig. 10.34). It should be noted
that meniscus movement can be caused by fluid flow as well as mold oscillation
and the extra marks that are often seen in continuo us cast surfaces are often due
to loss of level control and wave motion in the mold of the continuous caster.
During the negative strip period, where there is little relative motion betwee n
the mold and the shell, undercooled growth of dendrites combined with normal
solidification might be expected and dendrites will grow along the meniscus as
noted first by Saucedo.
33
10.33 Variat ion o f heat flux about an average value during the continuous
casting of an ult ra-low c arbon steel (h orizontal bars are the negative strip
time).
30
Solidification and steel casting 441
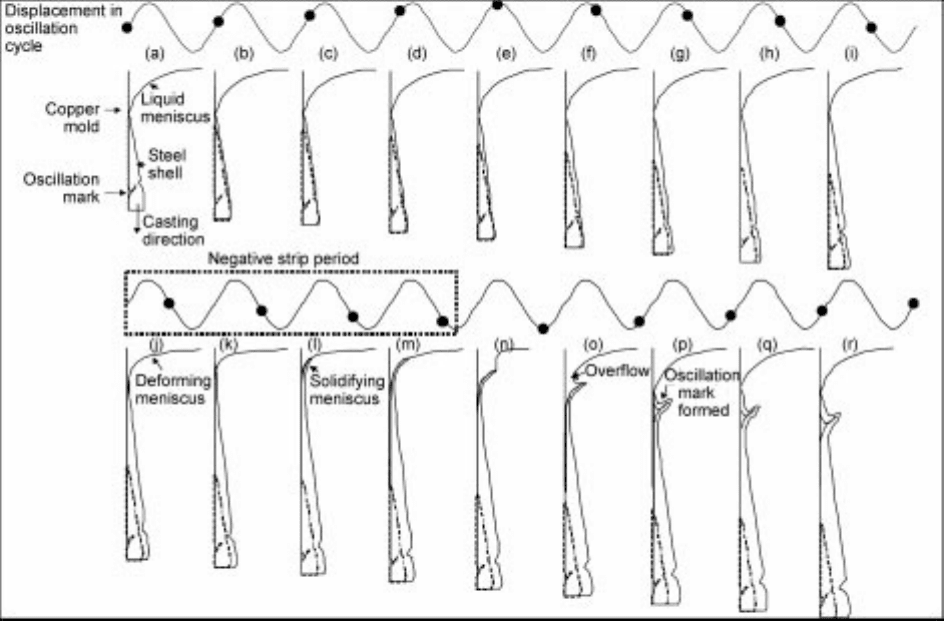
10.34
Schematic of the formation of an overflow oscillation mark.
30
10.4.4 Undercooling and initial solidification
It is clear that in order to have an equiaxed zone one must have an undercooled
liquid in cont act with the solid where one can transfer heat and allow growth in
all directions. Undercooled growth thus occurs when the liquid temperature is
below the interface temperature. This can occur by cooling the liquid below its
equilibrium transformation temperature or by compositional segregation during
the solidification process. Liquid iron and its alloys can be easily undercooled
during normal steel deoxidation practices; however, recent work has indicated
that inclusion engineering in steels can result in large equiaxed zones due to
nucleation on pre- existing solid inclusions at low undercoolings.
The undercooling of liquid steel against a mold surface has been studied in
detail by Mizukami et al.
34±37
Using a small hole in a mold to observe the
surface temperature of the cast surface, Mizukami et al. were able to observe
significant undercoolings and very high initial heat transfer rates using the
ejected droplet method.
34
Subsequent developments of the technique have lead
to fully instrumented molds able to measure both shell surface temperature and
the thermal profile in the mold.
38±42
Mizukami et al.'s technique
34
has allowed the measurement of undercoolings
at very short times and the measurement of very high initial heat transfer rates
where there is adequate contact between the mold and the liquid. For example,
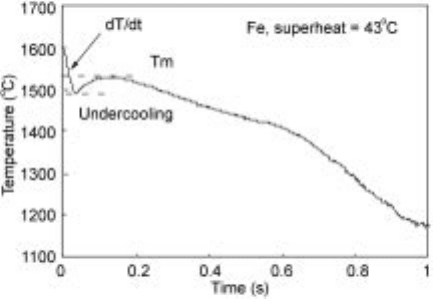
from the studies of Todoroki et al.
42
both nickel and iron were observed to
significantly undercool before recalescing to their equilibrium temperature (Figs
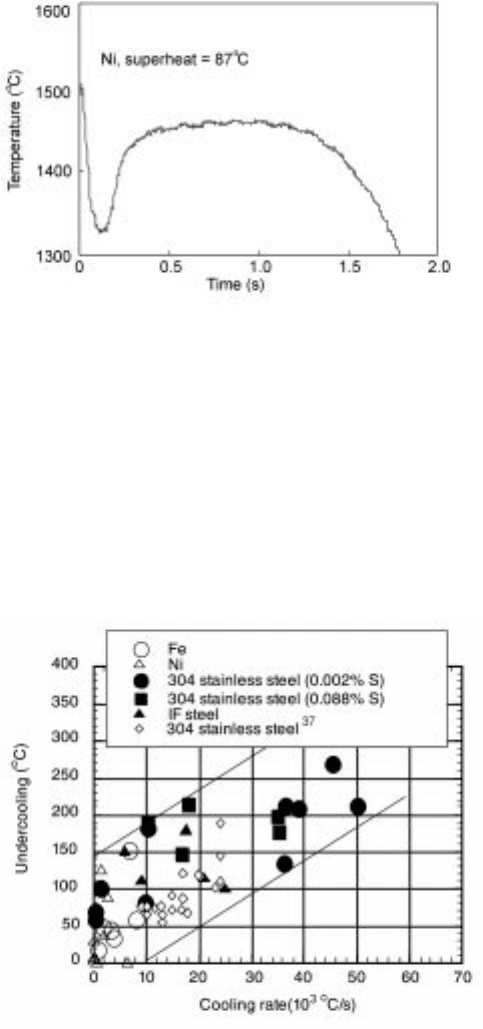
10.35 and 10.36). Relationships between the cooling rate and the undercooling
were also measured (Fig. 10.37) where in alloys higher cooling rates and higher
undercoolings were measured.
In general, in droplet experiments as superheat of the droplet increases the
measured heat flux increases and the surface of the casting becomes smoother.
10.35 Measurement o f the undercooling of li quid iron using Mizukami's
technique.
37
Solidification and steel casting 443
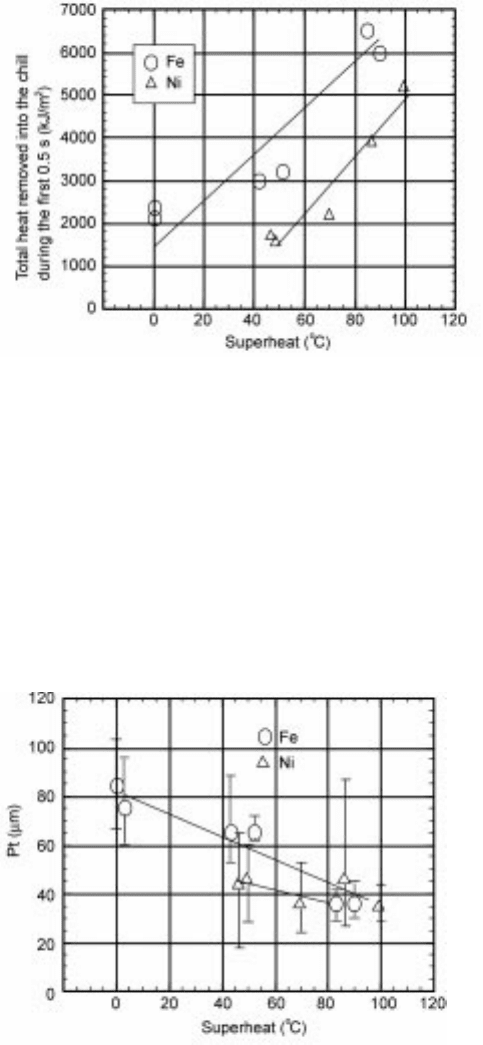
This is due to better wetting of the liquid to the mold. For example. in Fig. 10.38
the total heat removed in a droplet experiment in 0.5 seconds is plotted as a
function of superheat and the cast surface roughness is plotted as a function of
superheat in Fig. 10.39.
The effect of superheat on the cast surface roughness and heat transfer rate
are linked as higher heat transfer rates suggest better contact between the mold
and the shell. This should also result in the overall cooling rate of a casting being
higher (at least in the first millimeter cast where contact resistance is still a
10.36 Measurement of the underc ooling of liquid nickel using Mizukami's
technique.
37
10.37 Rel ation ship between cooli ng rate and achiev ed undercooling on a
water cooled copper mold.
37
444 Fundamentals of metallurgy
greater resistance to heat transfer than conduction in the shell. This is shown
clearly in Fig. 10.40 where the secondary dendrite arm spacing is shown to
decrease as superheat increases.
Local cooling rate can b e calculated from the values of the measured
secondary dendrite arm spacing using an empirica l relationsh ip between
secondary dendrite arm spacing and the local cooling rate developed by
Mizukami et al.:
37
2
100T
ÿ0:35
10:88
10.38 Relationship between superheat and heat removed.
37
10.39 Effect of superheat on roughness of the cast surface.
37
Solidification and steel casting 445