Сапожков С.Б., Зернин Е.А., Сабиров И.Р. Теория сварочных процессов. Лабораторный практикум
Подождите немного. Документ загружается.

41
5
5
5
А
В
V
C B
3 0 0
5 5
5
а)
б)
V
C B
5
5
5
в)
Рис. 2.4. Схемы сварки: а) движение источника вдоль края; б) движение
источника к краю; в) движение источника от края
При движении источника вблизи края тела учитывается
отражение адиабатической границы (не пропускающей).
Смотри рис. 2.5.
Y
o
Y
o
A ( x , y )
q
1
'
O
1
'
r
2
r
1
y
x
O
q
1
V
с в
Рис. 2.5. Схема движения источника тепла вблизи края тела
42
Тогда приращение температуры в некоторой точке опре-
деляется как сумма приращений температур от действительно-
го и фиктивного источников теплоты.
ΔT=
)
4
()
4
(
2
2
2
20
2
2
10
2
1
a
b
a
rk
a
b
a
rke
q
a
x
,
(2.9)
где q
1
=ηUI – мощность источника теплоты, Вт;
v – скорость движения источника теплоты, см/с;
δ – толщина пластины, см;
λ – коэффициент теплопроводности, Вт/см·К;
a – коэффициент температуропроводности, см
2
/с (для
малоуглеродистой стали а=0,08);
b= 2α/(сρδ) – коэффициент температуроотдачи, с
-1
;
α – коэффициент теплоотдачи, Вт/(см
2
·К);
k
0
– функция Бесселя 2 рода нулевого порядка.
r
1
=
22
yx
(рис. 2.5.);
r
2
=
2
0
2
)2( yyx
(рис. 2.5.);
х, y – координата точки А;
Y
0
– расстояние от края пластины до источника теп-
лоты.
При нагреве двух узких пластин, каждая из которых име-
ет ширину y, отражение теплоты можно учесть, вводя два до-
полнительных фиктивных источника теплоты
qqq
2
//
1
/
(2.10)
43
Y
0
Y
0
Y
0
Y
0
Y
q
1
'
r
1
q
1
A
r
3
r
2
q
1
' '
Рис. 2.6. Схема движения источника теплоты при нагреве двух узких
пластин
Температура точки А должна определяться как сумма
температур от 3х источников теплоты.
)
4
()
4
()
4
(
2
2
2
2
30
2
2
20
2
2
10
a
b
a
rk
a
b
a
rk
a
b
a
rk
a
vx
е
q
Т
,
(2.11)
где
22
1
yxr
(рис 2.6);
2
0
2
2
)2( yyxr
(рис 2.6);
2
0
2
3
)2( yyxr
(рис 2.6).
Если источник теплоты начинает свое движение от ее
края (см.рис. 2.7.) учет отражения теплоты от границы выпол-
няется путем введения фиктивного источника теплоты, кото-
рый начинает движение одновременно с действительным ис-
точником теплоты из точки О, перемещаясь в противополож-
ном направлении.
44
x
O
A
Y
V
r
1
r
2
O
X
0
Рис. 2.7. Схема движения источника теплоты от края
Приращение температуры в точке А определится как
сумма приращений температур от действительного и фиктив-
ного источников теплоты.
)
4
()
4
(
2
2
2
20
2
2
10
a
b
a
rk
a
b
a
rke
q
T
x
,
(2.12)
где
22
1
yxr
(рис. 2.7);
22
02
)2( yxxr
(рис. 2.7).
4. Методика выполнения лабораторной работы
1. Подобрать на отдельных образцах режимы сварки (на-
пряжение на дуге, ток, скорость сварки).
2. Зачеканить термопары с нижней поверхности на рав-
ном расстоянии от оси движения источника нагрева. (См.одну
из схем рис. 2.4 по заданию преподавателя).
3. Произвести наплавку валика по намеченной осевой ли-
нии (согласно выбранной схеме) с одновременной регистраци-
ей силы сварочного тока и напряжения на дуге, температуры в
45
заданных точках в различные моменты времени. Результаты
замера температур свести в таблицу 2.7.
4. Построить графически в масштабе изменение темпера-
туры в заданных точках от времени и распределение темпера-
туры по оси в различные моменты времени.
5. Выбрать расчетную схему с введением фиктивного ис-
точника нагрева.
6. Сопоставить опытные данные с расчетными.
7. Сформулируйте выводы по работе.
5. Формы таблиц, рекомендуемых для записи измеряемых
свойств объекта исследования
Таблица 2.7
Экспериментальные и расчетные значения температур в за-
висимости от времени
Время замера t, с
Температура T,
0
C
А
Экспериментальные
А
Расчетные
В
Экспериментальные
В
Расчетные
6. Типовые вопросы для контроля и самоконтроля
студентов
1. Какова физическая сущность процесса распростране-
ния теплоты в телах ограниченных размеров?
2. Можно ли применить формулы для расчетов, получен-
ные для неограниченных тел?
46
2.4. ПРОПЛАВЛЕНИЕ ОСНОВНОГО МЕТАЛЛА ПРИ
НАПЛАВКЕ ВАЛИКОВ
1. Цель работы:
Ознакомление студентов с экспериментальным и расчет-
ным методами исследования эффективности процесса про-
плавления металла сварочной дугой.
2. Оборудование, приборы и материалы
1. Сварочный пост для автоматической дуговой сварки
под флюсом или в СО
2
.
2. Пресс усилием.
3. Штангенциркуль и металлическая линейка.
4. Стальные пластины.
5. Флюс АН-348А, углекислый газ.
3. Краткая характеристика объекта исследования
Сварочная ванна представляет собой область металла, на-
гретую выше температуры плавления. В каждый момент вре-
мени при сварке и наплавке она ограничена мгновенной изо-
термической поверхностью плавления – затвердевания. После-
довательные положения этой изотермической поверхности об-
разуют после сварки сварной валик или наплавку, ограничен-
ные поверхностью сплавления, на поверхности валика или шва
заметны последовательные положения поверхностей кристал-
лизации (затвердевания), а в передней части кратера – и по-
верхности плавления. На шлифе, вырезанном перпендикулярно
оси сварного шва после сварки (наплавке), полированном и
протравленном, можно определить поперечные размеры шва
или наплавки.
Сварной шов или наплавленный валик (рис.2.8) характе-
ризуется следующими геометрическими размерами: L – длина
сварочной ванны; В – ширина сварочной ванны; H – глубина
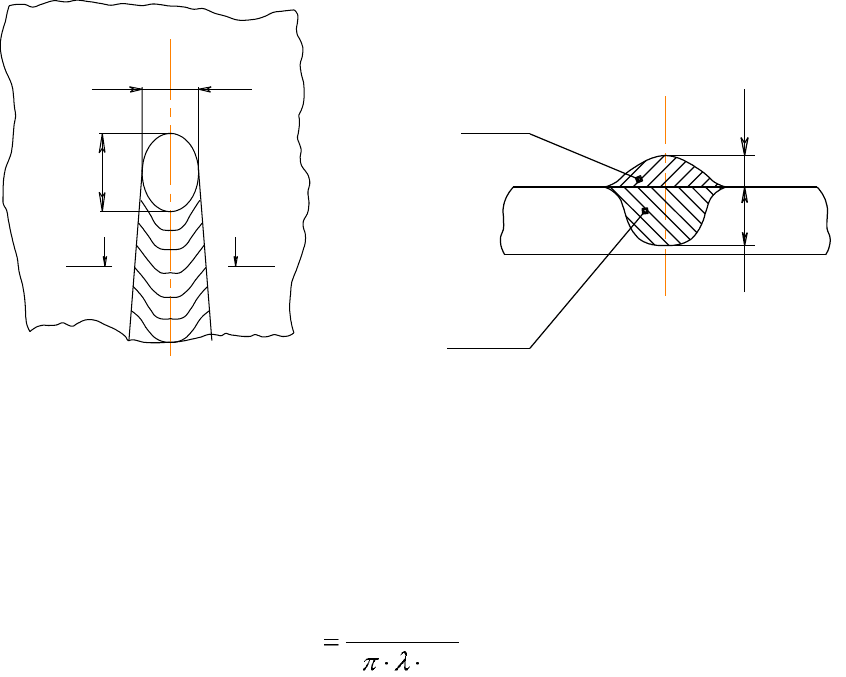
47
проплавления; H
в
– высота усиления сварного шва (наплавлен-
ного валика); F
пр
– площадь проплавления; F
н
– площадь на-
плавки.
B
L
A
A
H
B
H
F
H
F
П Р
А - А
Рис. 2.8. Основные геометрические характеристики сварного шва: а –
на лицевой поверхности; б – в поперечном сечении
При наплавке узкого валика на поверхность массивного
изделия мощной быстродвижущейся дугой длину ванны мож-
но определить расчетным путем по формуле:
пл
T
q
L
2
,
(2.13)
где q – эффективная тепловая мощность дуги, Вт;
λ – коэффициент теплопроводности, Вт/(см·К);
Т
пл
– температура плавления, К.
Площадь зоны проплавления
F
пр
зависит от интенсивно-
сти тепловложения, но F
пр
непропорциональна погонной энер-
гии дуги q/ν, поскольку интенсивность тепловложения связана
с термической эффективностью процесса проплавления.
Эффективность процесса проплавления характеризуется
термическим к.п.д. η
t
, который представляет собой отношение
количества теплоты, необходимой для проплавления, ко всей
теплоте, вводимой в изделие при сварке (наплавке):
48
q
SF
плпр
t
/
,
(2.14)
где
S
/
пл
пл
Tс
– объемная энтальпия (теплосодержание)
расплавленного металла, включая скрытую теплоту плавле-
ния. Для низкоуглеродистой стали S
/
пл
=2500 кал/см
3
;
с – удельная весовая теплоемкость металла, Дж/(г·К);
– плотность металла, г/см
3
;
Сγ – объемная теплоемкость металла, равная для низкоуг-
леродистой стали 1,3 Дж/(см
3
·К).
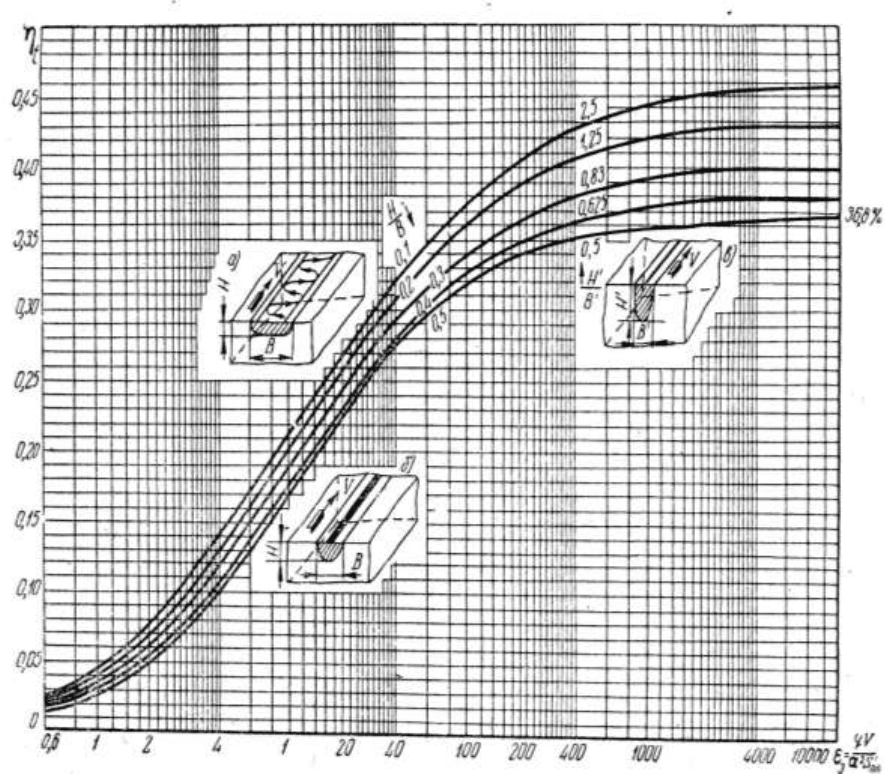
Термический к.п.д. процесса проплавления для наплавки
валика на массивное изделие можно определить также по но-
мограмме (рис.2.9) в зависимости от безразмерного критерия
пл
Sa
q
/2
3
,
(2.15)
где a – коэффициент температуропроводности, см
2
/c.
Для низкоуглеродистой стали а=0,08 см
2
/с. Термический
к.п.д. процесса проплавления с увеличением источника тепла
(в том числе силы сварочного тока) и повышением скорости
сварки при прочих равных условиях значительно увеличивает-
ся. Поэтому мощные и быстродвижущиеся дуги наиболее эф-
фективны и характеризуются более развитой зоной проплавле-
ния.
Маломощные медленно движущиеся дуги не эффектив-
ны; при их использовании возникает опасность непровара.
4. Методика выполнения лабораторной работы
1. Установить расчетно-экспериментальным методом за-
висимости длины ванны, площади проплавления и термиче-
ского к.п.д. процесса проплавления от силы сварочного тока
при наплавке валиков на массивное тело автоматическим дуго-
49
вым способом под флюсом или в СО
2
при постоянной скорости
перемещения дуги.
2. Установить расчетно-экспериментальным методом за-
висимости длины ванны, площади проплавления и термиче-
ского к.п.д. процесса проплавления от скорости наплавки ва-
ликов на массивное тело автоматическим дуговым способом
под флюсом или в СО
2
при постоянной силе сварочного тока.
Длину ванны и ширину проплавления можно определять на
поверхности наплавки, а глубину по макрошлифу в попереч-
ном сечении наплавки.
3. После ознакомления с материалом методических ука-
заний и правилами пользования сварочной установкой следует
подобрать необходимые параметры наплавки (сварки) на
вспомогательных образцах.
4. Произвести наплавку контрольных валиков на установ-
ленных режимах на пластину, состоящую из двух пластин,
плотно поджатых друг к другу по длинной стороне, поперек
плоскости сопряжения.
5. После наплавки всех контрольных валиков составную
пластину разламывают и производят измерения геометриче-
ских размеров сварных швов в поперечном сечении по торцу
излома, а также на лицевой поверхности пластин.
6. Произвести необходимые вычисления и построить по-
лученные зависимости исследованных характеристик от задан-
ных переменных параметров в одной системе координат.
7. Оформить отчет и сформулировать краткие выводы (из
2–3 пунктов) по полученным данным. Защищать работу, пред-
варительно проработав материал с помощью контрольных во-
просов.
50
Рис. 2.9. График для расчетного определения термического к.п.д. при
наплавке на массивное тело H/B=0,1–2,5: а – уширенная зона, H/B<0,5; б – по-
лукруглая зона, H/B=0,5; в – углубленная зона, H
/
/B
/
>0,5
Примечание
Требуемое значение скорости наплавки следует устано-
вить на холостом ходу автомата по данным не менее чем трех
измерений.
Требуемое значение силы сварочного тока следует уста-
навливать путем предварительного задания ее значения по
шкале регулирующего механизма с последующей корректи-
ровкой по шкале амперметра или наплавке валика на вспомо-
гательную пластину. Указанные операции производить каж-
дый раз перед наплавкой каждого следующего валика с отли-
чающимися параметрами режима наплавки.