Сапожков С.Б., Зернин Е.А., Сабиров И.Р. Теория сварочных процессов. Лабораторный практикум
Подождите немного. Документ загружается.


51
При наплавке контрольных валиков каждый последую-
щий валик следует наплавлять на пластину, охлажденную до
комнатной температуры, так как при наплавке на подогретую
(за счет наложения предыдущего валика) пластину изменяются
геометрические размеры шва (увеличится глубина и площадь
проплавления).
После наплавки каждого валика его следует клеймить во
избежание путаницы в результатах.
Длину сварочной ванны и ее ширину можно определить
по лицевой поверхности наплавки в конце валика в области
кратера. Глубину и площадь проплавления следует измерять
по излому или по макрошлифу в поперечном сечении наплав-
ки.
Измерения требуемых размеров шва в поперечном сече-
нии можно производить как с помощью инструментального
микроскопа, так и штангенциркулем, но и по разметочным ли-
ниям, параллельным и перпендикулярным поверхности пла-
стины. После графических зависимостей с точками, получен-
ными экспериментально-расчетным путем, с обозначением ко-
ординат и размерностей исследованных величин должно зани-
мать не менее чем половину тетрадной страницы. Рекоменду-
ется при построении графических зависимостей пользоваться
миллиметровой бумагой.
5. Формы таблиц, рекомендуемых для записи измеряемых
свойств объекта исследования
Таблица 2.8
I,A
V,см/c
L,см
H,см
H
В
, см
В,см
F
ПР
, см
2
F
Н
,
см
2
52
6. Типовые вопросы для контроля и самоконтроля
студентов
1. Какие геометрические размеры сварного шва или на-
плавленного валика определяют эффективность процесса про-
плавления?
2. Какими способами можно определить длину сварочной
ванны, ее ширину? Глубину проплавления?
3. Что называется термическим к.п.д. процесса проплав-
ления?
4. Как влияет значение силы сварочного тока на геомет-
рические характеристики зоны проплавления (по эксперимен-
тальным данным)?
5. Как влияет значение скорости сварки на геометриче-
ские характеристики зоны проплавления (по эксперименталь-
ным данным)?
53
2.5. ТЕПЛОВЫЕ ПРОЦЕССЫ В КОНТАКТЕ
НАКОНЕЧНИК – СВАРОЧНАЯ ПРОВОЛОКА
1. Цель работы:
Изучить тепловые процессы в контакте наконечник – сва-
рочная проволокам протекающие при сварке в углекислом га-
зе.
2. Оборудование, приборы и материалы
1. Сварочный пост для автоматической дуговой сварки
под флюсом или в СО
2
.
2. Сварочная проволока.
3. Специально подготовленный наконечник.
4. Цифровой термометр.
5. Стальные пластины.
6. Секундомер.
3. Краткая характеристика объекта исследования
Широкое использование механизированной сварки пла-
вящимся электродом в машиностроении и необходимость
дальнейшего повышения ее эффективности повышают требо-
вания ко всем узлам сварочных аппаратов, в том числе и к де-
талям, применяемым в сварочных горелках. Эксплуатационные
свойства горелок для дуговой сварки плавящимся электродом
во многом определяются качеством контактного наконечника
и, прежде всего, его износостойкостью.
В процессе сварки при прохождении электродной прово-
локи электродопроводящий канал наконечника подвергается
износу. Этот процесс характеризуется двумя видами изнаши-
вания – механическим и электроэрозионным. Износ электро-
допроводящего канала неравномерен по длине. Максимальный
износ наблюдается на выходном участке канала наконечника
вблизи торца. Известно, что основная доля тока протекает че-
54
рез точки контактирования вблизи торцевой части контактного
наконечника. Этим объясняется высокая электрическая и теп-
ловая загрузка данного участка. Другим параметром, влияю-
щим на электроэрозионный износ контактного наконечника,
является сопротивление в контакте. Его величина составляет
не менее 80% от общего сопротивления цепи контактный на-
конечник – изделие.
Нагрев контактного наконечника в процессе сварки вы-
зывает существенные изменения в структуре и свойствах мате-
риала, из которого он изготовлен и, как следствие, существен-
ным образом влияет на процесс токопередачи. Кроме того, на-
грев контактного наконечника вызывает уменьшение твердо-
сти материала, из которого он изготовлен, что увеличивает ме-
ханический износ.
По данным машиностроительных предприятий эксплуа-
тационная стойкость контактного наконечника составляет в
среднем одну рабочую смену.
4. Методика выполнения лабораторной работы
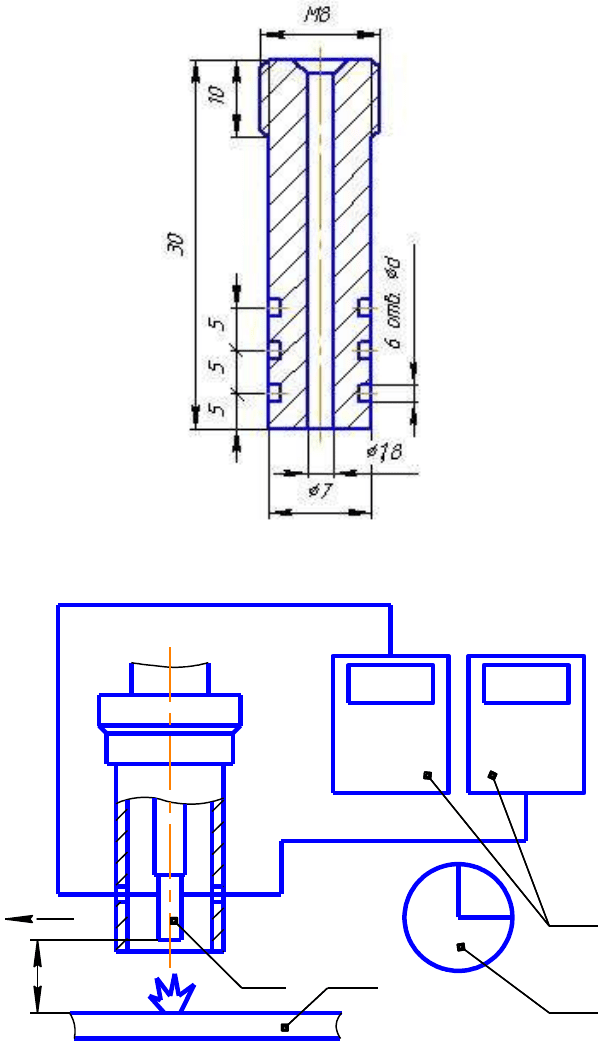
1. В наконечник со специально подготовленными отвер-
стиями диаметром d установить хромель-алюмелевые термо-
пары, подключенные к цифровым термометрам (рис. 2.10).
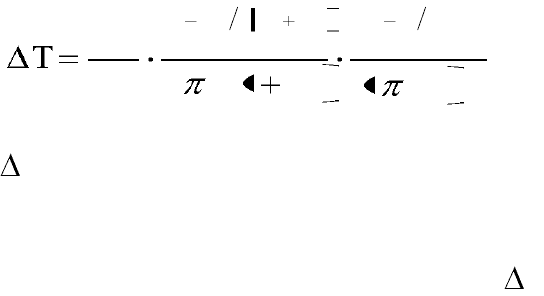
2. Измерения температуры производятся параллельно в
двух точках, находящихся в одной плоскости, перпендикуляр-
ной оси наконечника. Схема эксперимента представлена на ри-
сунке 2.11.
3. После измерения температуры в первых двух точках
наконечник охлаждается до начальной температуры, а затем
производятся измерения в следующих двух точках и т.д.
4. Эксперименты по измерению температур нагрева кон-
тактного наконечника производить при постоянной длине l,
постоянной скорости сварки и расходе защитного газа.
5. Опыты произвести на различных режимах сварки.
55
6. Полученные результаты занести в таблицу и построить
график зависимости нагрева наконечника от времени.
Рис. 2.10. – Контактный наконечник
l
V
с в
1
2
3
4
l
V
с в
1
2
3
4
Рис. 2.11. – Схема эксперимента: 1 – наконечник; 2 – цифровой термо-
метр; 3 – секундомер; 4 – пластина

56
5. Формы таблиц, рекомендуемых для записи измеряемых
свойств объекта исследования
Таблица 2.9
Время t,сек
Температура
нагрева, T
0
С
6. Типовые вопросы для контроля и самоконтроля
студентов
1. Каким образом влияет нагрев контактного наконечника
на процесс сварки?
2. Какую схему нагрева можно принять для расчета на-
грева контактного наконечника?
3. Поясните распределение температуры в контактном
наконечнике?
4. От чего зависит скорость нагрева контактного наконеч-
ника?
5. Как влияет материал контактного наконечника на пе-
риод теплонасыщения?
6. Перечислить основные факторы влияющие на темпера-
туру контактного наконечника в процессе сварки?
57
2.6. ТЕМПЕРАТУРНЫЕ ПОЛЯ В ЗОНЕ КОНТАКТА
КАПЕЛЬ РАСПЛАВЛЕННОГО МЕТАЛЛА
С ПОВЕРХНОСТЬЮ СВАРИВАЕМОГО ИЗДЕЛИЯ
1. Цель работы:
Произвести теоретические исследования по определению
температуры капли в момент контакта с поверхностью и изме-
нению еѐ по времени.
2. Краткая характеристика объекта исследования
Температура капель в момент контакта с поверхностью
свариваемого изделия и последующее изменение еѐ по времени
оказывают влияние на прочность их сцепления, а также на ха-
рактер и последствия их взаимодействия.
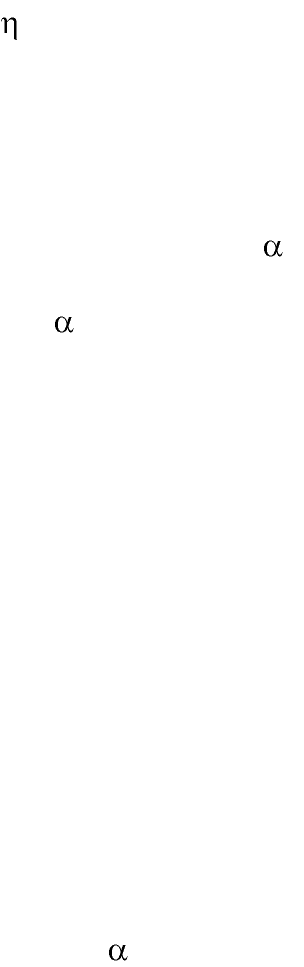
Приращение температуры в точке контакта капли и сва-
риваемого металла можно описать как приращение в точках
полубесконечного тела в случае действия мгновенного нор-
мально кругового источника. Этот процесс можно представить
как процесс распространения теплоты от мгновенного точеч-
ного источника теплоты на поверхности полубесконечного те-
ла с условием, что теплота в течение времени t
0
=1/(4 a k) рас-
пространяется только по поверхности тела, а затем и в глубину
в направлении оси OZ (рис. 2.12). Такой процесс выражается
следующим уравнением:
2/1
)4()(4
4
4
2
22
at
totacp
q
ee
taztotaR
к
к
,
(2.16)
где T – приращение температуры в рассматриваемой
точке,
0
С;
Q – теплота, содержащаяся в капле в месте контакта с по-
верхностью свариваемого металла (энтальпия Н), Дж;
сp – произведение теплоемкости на плотность материала
капли, Дж/К см
3
;
58
Rк – радиальное расстояние от рассматриваемой точки до
оси отпечатка капли ( радиус отпечатка капли), см;
а – коэффициент температуропроводности, см
2
/с;
t – время, отсчитываемое с момента введения теплоты, с;
Z – глубина, на которую распространяется теплота (тол-
щина свариваемого металла), см;
k – коэффициент сосредоточенности теплового потока
капли, равный (3,46/d
к
)
2
(d
к
- диаметр рассматриваемой капли,
см).
Рис. 2.12. Схема нагрева поверхности свариваемого металла в месте кон-
такта с каплей расплавленного металла
Однако в уравнении (2.16) энтальпия капли в момент кон-
такта неизвестна, так как в момент отрыва ее с электрода коли-
чество теплоты, содержащейся в капле, максимально, а в поле-
те часть ее теряется на теплоотдачу в окружающую среду.
Количество теплоты, содержащейся в капле в момент от-
рыва от торца электрода:
q= I·U· ,
(2.17)
где q – количество теплоты, вводимое дугой в металл
электрода за единицу времени, Дж/с;
I – сварочный ток;
U – напряжение дуги;
59
– эффективный КПД нагрева электродного металла
электрической дугой.
В процессе движения капля утрачивает часть теплоты на
лучистую и конвективную теплоотдачу. Удельный поток пол-
ной теплоотдачи при этом выражается уравнением:
q
то
= ·(Tк - To),
(2.18)
где – коэффициент полной поверхностной теплоотдачи
складывается из коэффициентов конвективной теплоотдачи и
лучистого теплообмена;
T
к
, T
о
– температура капли в момент вылета с электрода и
окружающей среды соответственно,
0
С.
Коэффициент полной поверхностной теплоотдачи капли
зависит от формы и размеров поверхности, отдающей тепло, ее
положения в пространстве, физических свойств теплоотдаю-
щей поверхности капли и свойств окружающей среды, разно-
сти температур и т.д.
Тогда количество теплоты, содержащейся в капле в мо-
мент контакта ее с поверхностью свариваемого металла:
q
к
= q – q
то
.
(2.19)
Для практического применения полученного выражения
необходимо определить коэффициент полной поверхностной
теплоотдачи .
Доказано, что при определении энтальпии капли в момент
ее контакта с поверхностью свариваемого металла по уравне-
нию (2.20) теплоотдачей капли в воздух можно пренебречь.
После всех преобразований имеем конечное уравнение для оп-
ределения теплоотдачи капель в свариваемый металл по месту
их контакта:

60
2/1
)4()
4
1
(4
4
4
1
4
2
22
t
t
c
ee
tztRк
a
k a
а
K р
t U I
a
k a
a
.
(2.20)
4. Методика выполнения лабораторной работы
1. По уравнению (2.20) выполнить теоретические расчеты
и на основании полученных данных построить зависимость
(рис. 2.25), температурного поля капель диаметром 0,2 – 0,5 см
в момент их контакта с поверхностью свариваемого металла от
его толщины. Время нахождения капли на поверхности при-
нимали равным 1 с. Из полученных расчетным путем зависи-
мостей следует, что капля, температура которой в момент кон-
такта равна 2500 – 2700
0
С, через 1 с после попадания на по-
верхность свариваемого металла в результате тепловыделения
через поверхность контакта имеет температуру 250…500
0
С в
зависимости от толщины свариваемого металла.
5. Типовые вопросы для контроля и самоконтроля
студентов
1. От чего зависят начальная и конечная температура кап-
ли расплавленного металла?
2. Какая расчетная схема применяется для расчета темпе-
ратурных полей при взаимодействии капли с поверхностью
металла?
3. Как определить количество теплоты содержащейся в
капле в контакта ее с поверхностью?
4. Оказывает ли состояние капли (размеры, температура)
в момент контакта на структуру основного металла?
5. Перечислить способы снижения воздействия капли на
основной металл.
6. Какие процессы протекают при взаимодействии капли
с основным металлом?