Сапожков С.Б., Зернин Е.А., Сабиров И.Р. Теория сварочных процессов. Лабораторный практикум
Подождите немного. Документ загружается.

71
различной. Окисление в этом случае практически ничтожно.
Окисление металла шва возможно за счет недостаточной чис-
тоты газа (аргон, гелий), а также за счет поверхностных
окислов металла как основного, так и электродного.
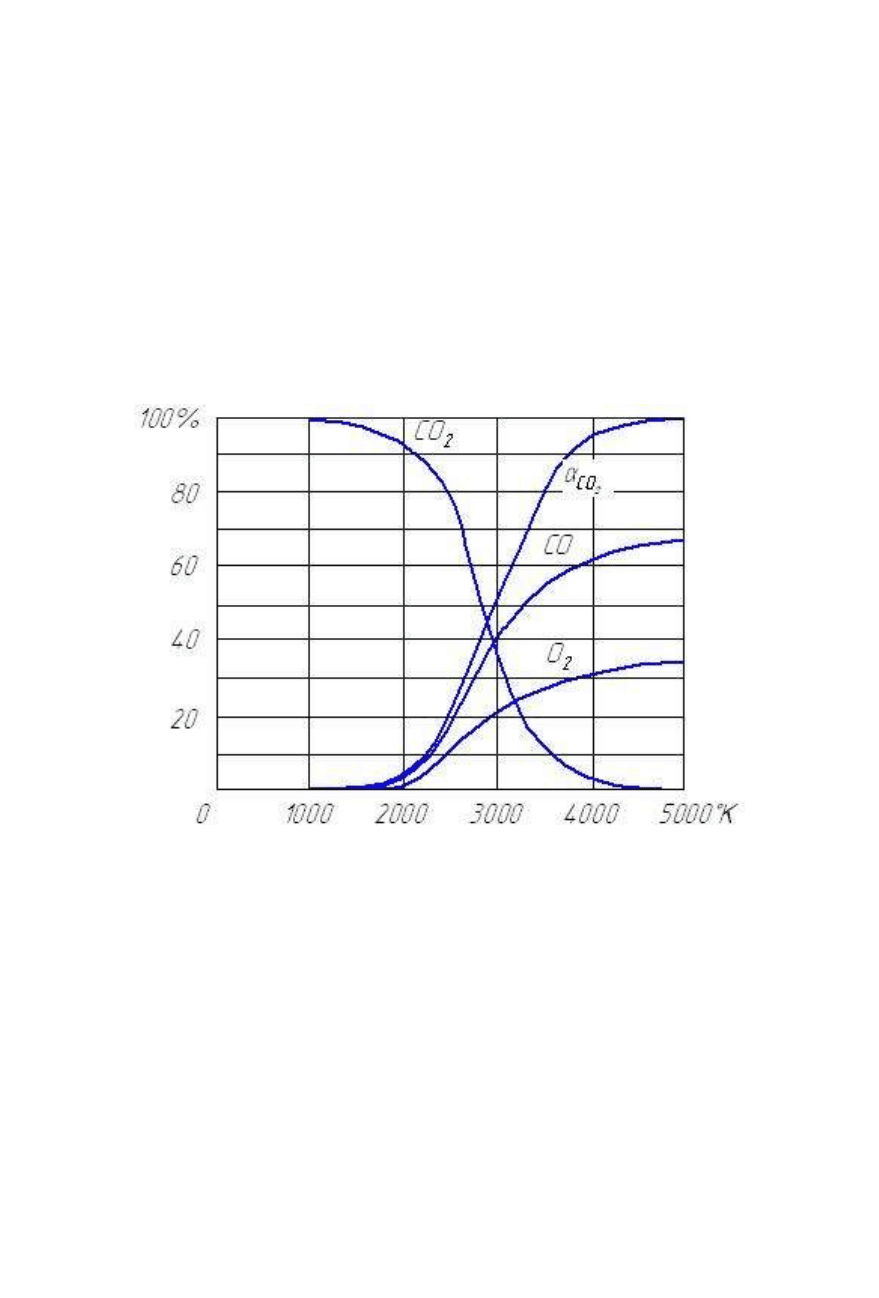
При сварке в среде углекислого газа идет интенсивное
окисление металла, так как углекислый газ является по отно-
шению к металлам сильным окислителем. Диссоциация угле-
кислого газа при высоких температурах и состав газовой смеси
представлены на графике (рис. 3.4).
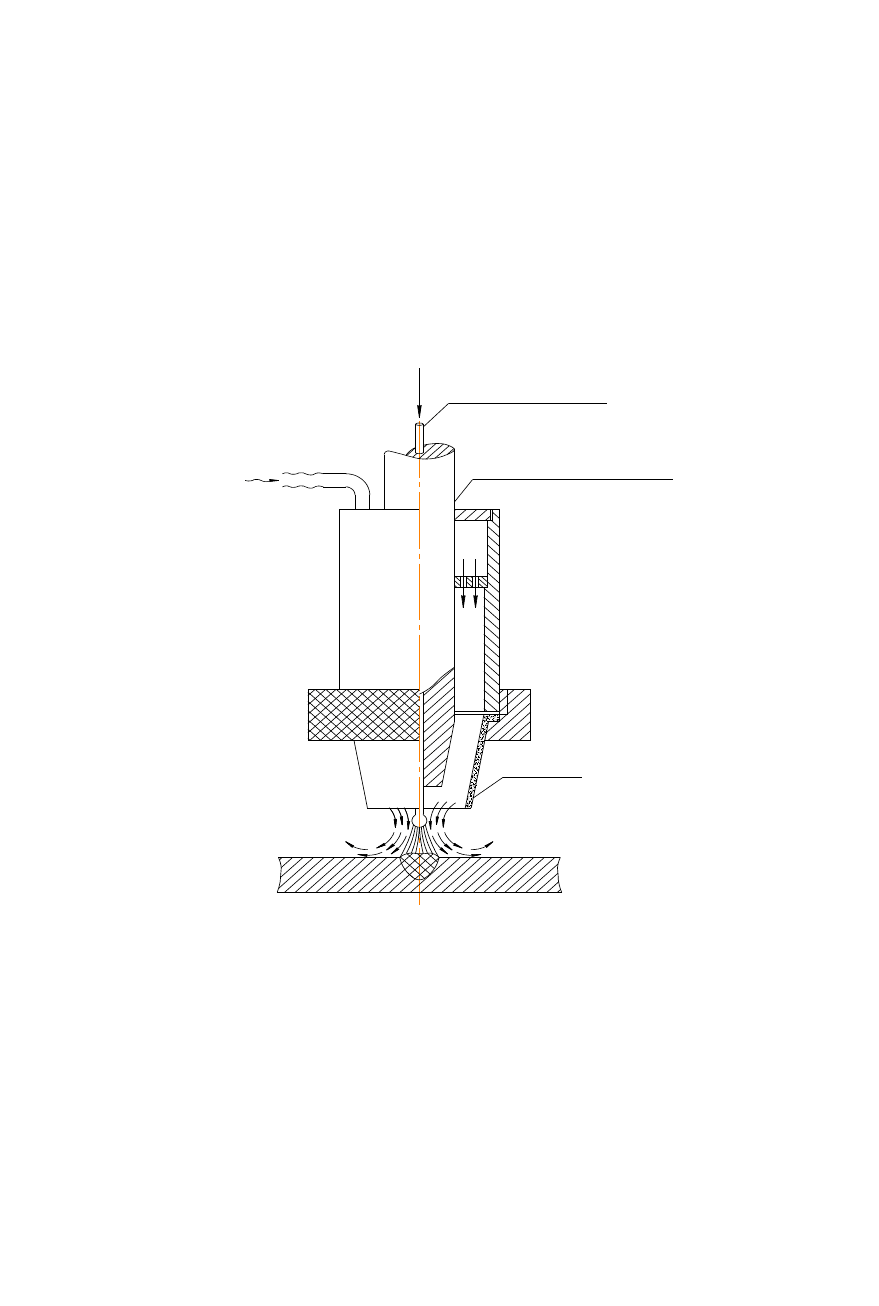
A r ; C O
2
э л е к т р о д н а я
п р о в о л о к а
т о к о п о д в о д я щ и й
м у н д ш т у к
с о п л о
Рис. 3.3 Схема автоматической сварки в струе защитного газа
При сварке в среде углекислого газа следует применять
сильно легированную проволоку для ликвидации окисления
металла шва, получающегося при взаимодействии жидкого
металла с углекислым газом при высокой температуре. Реак-
ции окисления стали могут протекать:
а) Непосредственно с СО
2
:
Fe + CO
2
→ [FeO] + СO;
[Мп] + СО
2
→ МnО + СО;
[Si] + 2СО
2
→ SiO
2
+ 2CO;
72
[С] + CO
2
→ 2СО — выгорание карбидного углерода.
б) С продуктами его диссоциации:
2СО
2
→ 2СО + О
2
;
2Fe + O
2
→ 2[Feo];
2[Mn] + О
2
→ 2[MnO];
[Si] + О
2
→ SiO
2
;
2[C] + О
2
→2CO.
Реакции окисления происходят или непосредственно за
счет СО
2
или за счет закиси железа, растворенной в свароч-
ной ванне.
Рис. 3.4. Кривые диссоциации углекислого газа при высоких темпера-
турах
4. Методика выполнения лабораторной работы
1. Ознакомиться с автоматом для сварки в среде защитно-
го газа и принципом его работы. Под руководством препода-
вателя произвести пробную наплавку.
2. Произвести наплавку длиной 4–5 см на пластину из ма-
лоуглеродистой стали в струе аргона (Аг) проволокой Св-08,
а вторую наплавку – проволокой Св-10ГС. Наплавки замарки-
ровать. Концы электродных проволок в обоих случаях обрезать
на 5 см так, чтобы на конце сохранилась капля.

73
3. Произвести наплавку длиной 4–5 см на пластину из ма-
лоуглеродистой стали в струе углекислого газа (СО
2
) свароч-
ной проволокой Св-08, а вторую наплавку – проволокой Св-
10ГС. Наплавки замаркировать и отрезать концы электрод-
ных проволок.
4. Зачистить на камне небольшие участки наплавок, а
также участок основного металла с другой стороны пласти-
ны.
5. Исследовать при помощи спектрографа ИСП-28 (озна-
комившись предварительно с описанием прибора) изменение
содержания марганца и кремния (углерод определяется
сложнее) в наплавке и капле на конце электрода, сняв спек-
тры:
а) основного металла;
б) наплавки в струе аргона проволокой Св-08;
в) капли на конце проволоки Св-08;
г) наплавки в струе аргона проволокой Св-10ГС;
д) капли на конце проволоки Св-10ГС;
е) металла электродной проволоки Св-10ГС;
ж) основного металла второй пластинки;
з) наплавки в струе углекислого газа сварочной прово-
локой Св-08;
и) наплавки в струе углекислого газа проволокой Св-
10ГС;
к) металла электродной проволоки Св-10ГС.
6. После снятия спектров кассету закрыть и проявить в
фотокомнате. После фиксирования пластину тщательно
промыть.
7. Просмотр пластинки на спектропроекторе следует
провести после ее просушивания, т. е. в день проведения сле-
дующей работы.
При просмотре на спектре надо найти линию Мn –
2576,104 Å (интенсивность 2000) и линию Si – 2516,123 Å (ин-
тенсивность 500) и по изменению интенсивности этих линий
проследить изменение концентраций данных компонентов в
процессе сварки.
74
5. Типовые вопросы для контроля и самоконтроля
студентов
1. Чем отличаются металлургические процессы при сварке в
среде инертных и активных газов?
2. Перечислите основные металлургические процессы при
сварке в СО
2
.
3. За счет чего происходит окисление металла шва при свар-
ке в различных защитных газах?
4. Описать основные реакции протекающие при сварке в СО
2
кремний-марганцовистой проволокой?
5. Возможна ли сварка проволокой Св-08 в углекислом газе?
Объяснить почему.
75
3.3. ИССЛЕДОВАНИЕ ВЛИЯНИЯ ЗАЩИТНЫХ ПОКРЫ-
ТИЙ НА ПРОЦЕСС СВАРКИ В УГЛЕКИСЛОМ ГАЗЕ
1. Цель работы:
Изучить влияние защитных покрытий на величину потерь
на разбрызгивание и набрызгивание капель жидкого металла
при сварке в углекислом газе.
2. Оборудование, приборы и материалы
1. Стенд для автоматической дуговой сварки пластин
встык, оборудованный амперметром и вольтметром.
2. Весы.
3. Секундомер.
4. Линейка.
5. Стальные листы толщиной 5мм, размером 200х300мм.
6. Электродная проволока Св-08Г2С диаметром 1,2–
1,6мм.
3. Краткая характеристика объекта исследования
Сварка в углекислом газе занимает одно из ведущих мест
во всех отраслях промышленности, в том числе и в машино-
строении, как у нас в стране, так и за рубежом. По объему
применения сварка в СО
2
составляет около 90%, на сварку в
аргоне приходится 9%, остальное – на сварку в смесях газов.
К недостаткам, которые снижают эффективность приме-
нения сварки в углекислом газе, в первую очередь, относится
повышенное разбрызгивание электродного металла, особенно
при сварке проволокой диаметром 1,6…2,0 мм. Разбрызгива-
ние сопровождается выбрасыванием из зоны дуги большого
количества брызг (капель) жидкого металла различного разме-
ра. Забрызгивание деталей сварочной горелки (сопло, токопод-
водящий мундштук) и набрызгивание поверхности сваривае-
мых изделий требуют введения в технологический процесс
76
нежелательной операции – очистки поверхностей от брызг, что
приводит к дополнительным трудозатратам на зачистку изде-
лий в объеме 20…40% и сварочных горелок 10…15% от общей
трудоемкости сварочных операций и опасность возникновения
вибрационных заболеваний.
Как правило, на свариваемые детали попадают и прива-
риваются крупные и мелкие брызги, а на сопло и мундштук го-
релки – только мелкие.
Снижение набрызгивания поверхности свариваемых де-
талей происходит при нанесении защитных покрытий на эти
поверхности. В общем случае способы защиты свариваемых
изделий от брызг расплавленного металла заключается в том,
что поверхность металла, подлежащего сварке, покрывают за-
щитным слоем в виде экрана или раствора веществ, высыхаю-
щего перед сваркой и препятствующего прилипанию брызг к
основному металлу.
В последние годы ведутся работы по исследованию по-
крытий для защиты поверхности свариваемого изделия от
брызг расплавленного металла: на термостойкость и на смачи-
вание покрытиями поверхности свариваемых изделий; влияние
на потери металла на угар и разбрызгивание; разрабатываются
методики нормирования расхода покрытий, определения оп-
тимальной толщины покрытия при нанесении на изделие; оп-
ределяются технико-экономически, санитарно-гигиенические
показатели защитных покрытий и т.д.
Составы защитных покрытий должны удовлетворять сле-
дующим основным требованиям: не содержать дорогих мате-
риалов; технология приготовления смеси должна быть про-
стой; не терять свои свойства при долгом хранении; равномер-
но ложиться на свариваемые детали без образования утолще-
ний; резко снижать прилипание брызг к свариваемому метал-
лу; не влиять на механические свойства сварного соединения.
Все перечисленные требования определяют технологиче-
ские свойства защитных покрытий. А простота приготовления,
продолжительное хранение без оседания компонентов и рав-
77
номерное нанесение непосредственно зависят от реологиче-
ских (физико-механических) свойств покрытий.
4. Методика выполнения лабораторной работы
1. Определяем массу сварочных материалов (m
э1
) (элек-
тродов, проволоки) и деталей (m
д1
);
2. Рассчитываем режимы сварки.
3. Производим сварку деталей без покрытия. Сварку про-
изводим на образцах из стали Ст3, размером 6х40х80 мм, в уг-
лекислом газе, проволокой Св-08Г2С, диаметром 1,2 мм.
4. Взвешиваем изделие (m
д2
) и определяем массу наплав-
ленного металла (m
нм
);
m
нм
= m
д2
- m
д1
.
(3.3)
5. Взвешиваем сварочные материалы, оставшиеся после
сварки (m
э3
).
6. Определяем массу израсходованного сварочного мате-
риала:
m
э2
= m
э3
– m
э1
.
(3.4)
7. Определяем потери на угар и разбрызгивание
%100
2
2
э
нмэ
разб
m
mm
.
(3.5)
8. Повторить опыты с п.1 по п.7 с нанесением защитных
покрытий.
9. Полученные данные занести в таблицу.
10. Используя вычислительные пакеты Mathcad, Matlab
или приложение Microsoft Excel построить диаграммы зависи-
мостей потерь на угар и разбрызгивание при различных по-
крытиях.
78
11. По полученным экспериментальным данным сделать
выводы.
12. Ответить на типовые вопросы для контроля и само-
контроля.
13. Оформить отчет в соответствии с требованиями и
представить его для защиты преподавателю.
5. Формы таблиц, рекомендуемых для записи измеряемых
свойств объекта исследования
Таблица 3.4
Обаз-
цы
V,
м/ч
I, А
m
э1
,
г
m
д1
,
г
m
д2
,
г
m
э2
,
г
m
э3
,
г
m
нм
,
г
Ψ
разб
, %
6. Типовые вопросы для контроля и самоконтроля
студентов
1. Каким требованиям должны удовлетворять защитные по-
крытия?
2. Как влияют защитные покрытия на процессы разбрызги-
вания и набрызгивания металла?
3. Что представляют собой защитные покрытия?
4. Понятия разбрызгивания и набрызгивания?
79
РАЗДЕЛ 4. ТЕРМОДЕФОРМАЦИОННЫЕ ПРО-
ЦЕССЫ И ПРЕВРАЩЕНИЯ В МЕТАЛЛАХ ПРИ
СВАРКЕ
4.1. РАСПРЕДЕЛЕНИЕ ВНУТРЕННИХ НАПРЯЖЕНИЙ В
СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЯХ
1. Цель работы:
Исследование распределения внутренних напряжений в
стыковых сварных соединениях параллельно и перпендику-
лярно оси шва.
Для достижения поставленной цели необходимо:
1. Исследовать распределение внутренних напряжений в
пластинах до сварки.
2. Провести сварку встык двух пластин.
3. Исследовать распределение внутренних напряжений в
стыковом сварном соединении.
2. Оборудование, приборы и материалы
1. Источник питания ТИР-315
2. Прибор для измерения внутренних напряжений ИМН-1
3. Линейка, карандаш, циркуль.
4. Стальные пластины.
5. Электроды для ручной дуговой сварки.
3. Краткая характеристика объекта исследования
Сварка как технологический процесс получения неразъ-
емного соединения характеризуется высоколокальным введе-
нием тепловой энергии в металл. Одним из основных факто-
ров, определяющих несущую способность элементов сварной
конструкции, являются остаточные сварочные напряжения,
80
появляющиеся в результате сварочного термодеформационно-
го цикла.
При производстве стального листового проката в резуль-
тате пластического деформирования появляются остаточные
напряжения, неоднородность состава, изменяются механиче-
ские свойства, что приводит в свою очередь к деформации за-
готовок после сварки. Растягивающие напряжения с разных
сторон листов действуют как вдоль, так и поперек направления
проката.
Для определения остаточных напряжений в элементах
конструкций наибольшую ценность имеют неразрушающие
методы исследования – рентгеновский, ультразвуковой, токо-
вихревой, метод лазерной интерферометрии (в сочетании с ме-
тодом отверстий) и др. Одним из методов неразрушающего ис-
следования остаточных напряжений также является магнито-
упругий способ измерения.
Основные преимущества использования магнитоупругого
эффекта: простота и высокая оперативность; не требуется спе-
циальная предварительная подготовка исследуемой поверхно-
сти (травление, полирование и др); исключается разрушение
детали; возможность построения траекторий на реальных из-
делиях, а не на заменяющих их моделях; универсальная при-
менимость для исследования рабочих и любых видов остаточ-
ных напряжений); минимальные затраты времени на освоение
методики измерений.
Для определения величины остаточных напряжений ис-
пользуется измеритель напряжений ИМН-1, который является
электронным устройством средней сложности, обеспечиваю-
щим удовлетворительную точность измерений и удобство в
работе. Благодаря применению полупроводниковых элементов
прибор имеет небольшие габариты, массу и малое потребление
энергии.
Одноканальный измеритель напряжений ИМН-1 относит-
ся к группе приборов неразрушающего контроля на основе ис-
пользования магнитоупругого эффекта и предназначен для из-
мерений перепада приложенных и остаточных напряжений по