Сапожков С.Б., Зернин Е.А., Сабиров И.Р. Теория сварочных процессов. Лабораторный практикум
Подождите немного. Документ загружается.

61
РАЗДЕЛ 3. ФИЗИКО-ХИМИЧЕСКИЕ И МЕТАЛ-
ЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
3.1. ИССЛЕДОВАНИЕ ИОНИЗИРУЮЩЕГО ДЕЙСТВИЯ
КОМПОНЕНТОВ ЭЛЕКТРОДНЫХ ПОКРЫТИЙ
1. Цель работы:
Выяснение влияния ионизирующих компонентов элек-
тродных покрытий на устойчивость дугового разряда, а также
ионизирующей способности покрытых электродов.
2. Оборудование, приборы и материалы
1. Сварочный пост постоянного и переменного тока.
2. Штатив для крепления стального, покрытого электрода.
3. Проекционная линза.
4. Полупрозрачный экран.
5. Стальная пластина.
6. Стальные электроды (проволока Св-08А диаметром
4 мм).
7. Покрытые электроды (2–3 марки диаметром 4 мм).
8. Мел (CaCO
3
).
9. Поташ (K
2
CO
3
).
10. Красная кровяная соль (K
3
Fe(CN)
6
).
11. Хромат калия (K
2
CrO
4
).
12. Бихромат калия (K
2
Cr
2
O
7
).
13. Полевой шпат.
14. Плавиковый шпат (CaF
2
).
15. Электродное покрытие (порошок УОНИ 13/45 или
МР-3).
16. Щетка металлическая.
17. Линейка.
62
3. Краткая характеристика объекта исследования
Покрытые электроды для ручной дуговой сварки пред-
ставляют собой проволочные стержни с нанесенными на них
покрытиями и изготавливаются в соответствии с ГОСТ 9466-
75. Стержень электрода изготовляют из сварочной проволоки
повышенного качества диаметром от 0,3 до 12 мм (ГОСТ 2246-
85).
Для сварки углеродистых и легированных конструкцион-
ных сталей применяют проволоку марок Св-08 и Св-08А.
Покрытие на электродах предназначено для повышения
устойчивости горения дуги, образования защитной газовой и
шлаковой среды, для легирования и рафинирования металла.
Электроды классифицируются по следующим признакам: типу
покрытия, химическому составу жидкого шлака, назначению.
По типу покрытия электроды подразделяются на электро-
ды со стабилизирующим (тонким) и качественным (толстым)
покрытиями. Наиболее простым тонким покрытием является
меловое. В состав толстого покрытия входят следующие груп-
пы компонентов:
1. Ионизирующие компоненты – элементы с низким
потенциалом ионизации (К, Na, мел, полевой шпат, мрамор и
др.), что облегчает ионизацию дугового промежутка и обеспе-
чивает устойчивое горение дуги.
2. Газообразующие компоненты – при сварке разлага-
ются или сгорают, выделяя большое количество газов, соз-
дающих в зоне дуги газовую оболочку (крахмал, целлюлоза,
древесная мука и др.).
3. Шлакообразующие компоненты – создают, шлако-
вую защиту расплавленного металла шва, а также капель элек-
тродного металла, проходящих через дуговой промежуток.
Кроме того, шлаки активно участвуют в металлургических
процессах при сварке и способствуют получению качественно-
го шва. Шлак является также средой, через которую осуществ-
ляется раскисление и легирование наплавленного металла (же-
лезная руда, кремнезем, полевой шпат, гранит, рутил).
63
4. Раскисляющие компоненты – обладают большим
сродством с кислородом и поэтому восстанавливают металл
шва. Раскислителями служат ферросплавы, алюминий, графит
и др.
5. Легирующие компоненты – в процессе сварки пере-
ходят из покрытия в металл шва и легируют его для придания
тех или иных физико-механических свойств. Хорошими леги-
рующими веществами являются ферромарганец, ферросили-
ций, феррохром, ферротитан. Реже применяют различные ок-
сиды металлов (меди, хрома и др.).
6. Связующие компоненты – предназначены для замеса
всех компонентов покрытия в виде пасты, а также для связы-
вания пасты на сердечнике электрода и придания определен-
ной прочности после высыхания покрытия. Такими вещества-
ми являются жидкое стекло, реже декстрин.
Общие требования к металлическим плавящимся элек-
тродам для дуговой сварки конструкционных сталей, техниче-
ские условия и классификация устанавливаются ГОСТ 9467-75
и ГОСТ 9466-75.
Электроды для ручной дуговой сварки изготавливают
следующих классов:
У – для сварки углеродистых и низколегированных кон-
струкционных сталей;
Л – для сварки легированных конструкционных сталей;
Т – для сварки легированных теплоустойчивых сталей;
В – для сварки высоколегированных сталей с особыми
свойствами;
Н – для наплавки.
По видам покрытия электроды подразделяют:
А – с кислым покрытием (АНО-1, СМ-5), содержат окис-
лы железа и марганца;
Р – с рутиловым покрытием (АНО-3, АНО-4, МР-3, ОЗС-
4), основной компонент рутил (TiO
2
– диоксид титана);
Ц – с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОМА-2),
на основе органических веществ;
64
Б – с основным покрытием (УОНИ 13/45, ДСК-50), состо-
ят на основе плавикового шпата (CaF) и мрамора (карбонат
кальция CaCO
3
);
АЦ, БЦ – со смешанным покрытием и т.д.
Химический состав наплавленного электродами металла,
механические свойства металла шва должны соответствовать
требованиям ГОСТ 9466-75 и характеризоваться типом элек-
трода. Тип электрода обозначается буквой Э и цифрой, указы-
вающей гарантируемый предел прочности металла шва в
кгс/мм
2
, например Э38, Э42, Э46А. Буква А в обозначении ука-
зывает, что металл шва, наплавленный этим электродом, имеет
повышенные пластические свойства. По техническим услови-
ям производства электроды подразделяются на марки. Каждо-
му типу электродов может соответствовать одна или несколько
марок. Например, марки электродов УОНИ-13/45 (цифры по-
сле черты означают получаемый предел прочности металла
шва в кгс/мм
2
), СМ-11, УП-1/45 относятся к одному типу
Э42А.
Одним из наиболее широко применяющихся источников
энергии при сварке плавлением является электрическая дуга.
При ведении технологического процесса сварки необходимо,
чтобы дуга обладала достаточной степенью устойчивости, т.е.
сохраняла бы свою стабильность при различных действующих
на нее возмущениях, например, изменение длины дугового
промежутка.
Протекание электрического тока через газы обусловлено
наличием свободных частиц – электронов и ионов.
Электроны поступают в дугу в результате термоэлек-
тронной и электростатической эмиссии из катода, а также
вследствие ионизации молекул газа. Положительно заряжен-
ные ионы могут образоваться в дуге лишь в результате иони-
зации газа.
Процесс ионизации в общем виде может быть выражен:
Ме
0
= Ме
+
+ е
–
,
где Ме
0
– нейтральная молекула газа или атом паров ме-
талла;
65
Ме
+
– положительно заряженный ион;
е
–
– электрон, образовавшийся в результате иониза-
ции.
Этот процесс может осуществляться как в результате вза-
имного соударения частиц, так и при поглощении квантов из-
лучения (фотоионизация). В общих случаях ионизацию атома
можно рассматривать как крайний случай возбуждения, когда
его электрону сообщается энергия, большая, чем самый высо-
кий возбужденный уровень атома. Эта энергия, расходуемая на
работу ионизации (Е
U
) атома данного вещества, выражается в
электрон-вольтах и численно равна потенциалу ионизации
данного вещества (U
i
), измеряемому в вольтах.
Таким образом условие ионизации атома можно записать:
а) для ионизации соударением:
2
v
2
m
е U
i
i
;
(3.1)
б) для фотоионизации:
h е U
i
i
,
(3.2)
где h – постоянная Планка, равная 4,13 10
-15
эВ с;
U
i
– потенциал ионизации вещества;
i –
энергия ионизации атома вещества;
– частота колебаний электромагнитного излучения;
v – средняя квадратичная скорость частиц.
66
Таблица 3.1
Первые потенциалы ионизации и работа выхода электронов
элемент, материал,
газ
Cs
K
Na
Ca
Fe
H
O
N
Ar
F
Nе
Hе
первый потенциал
ионизации U
i
, эВ
3,9
4,3
5,11
6,08
7,83
13,53
13,56
14,5
15,7
18,6
21,5
24,5
Реальный дуговой разряд характеризуется не только про-
цессами ионизации, но и процессами деионизации. Количество
заряженных частиц в любой точке стационарного разряда оп-
ределяется равенством скоростей образования и потери частиц
в этой точке.
Эти потери частиц обусловлены их рекомбинацией в ней-
тральные и захватом электронов. К рекомбинации частиц от-
носится излучение плазмы. В реальных условиях при действии
всевозможных возмущений рекомбинация частиц может пре-
обладать над ионизацией в следствии увеличения, например,
площади охлаждаемой поверхности дуги при увеличении ее
длины.
Дуговой разряд при этом затухает. К уменьшению заря-
женных частиц ведет и необратимый захват электронов галои-
дами (F + е
-
=F
-
+ эв ; Сl
-
+ е
-
=Сl
-
+ эв; ), имеющими место в
атмосфере дуги при сварке под флюсом.
Поэтому в дуге для поддержания проводящей атмосферы
необходимы вещества, способные легко образовывать из одной
нейтральной частицы две заряженные.
Практически для увеличения устойчивости дугового раз-
ряда в состав флюсов и электродных покрытий вводят вещест-
ва с низким потенциалом ионизации (соли калия, натрия, каль-
ция). Оценка ионизирующих свойств различных веществ мо-
жет производиться по методу К.К. Хренова. На основе этого
метода построена настоящая работа.
67
Таблица 3.2
Состав электродных покрытий
Тип
элетрод-
ного
покры-
тия
Марка
элек-
трода
Компоненты электродных покрытий ,%
мрамор
CаF
2
SiO
2
рутил
каолин
целлю-
лоза
ферро-
титан
ферро-
силиций
ферро-
марганец
Основ-
ное
УОНИ
13/45
УОНИ
13/55
53
54
9
9
-
-
-
-
-
-
15
12
3
5
2
5
Рутило-
вое
МР-3
18
-
-
50
5
1,5
-
-
-
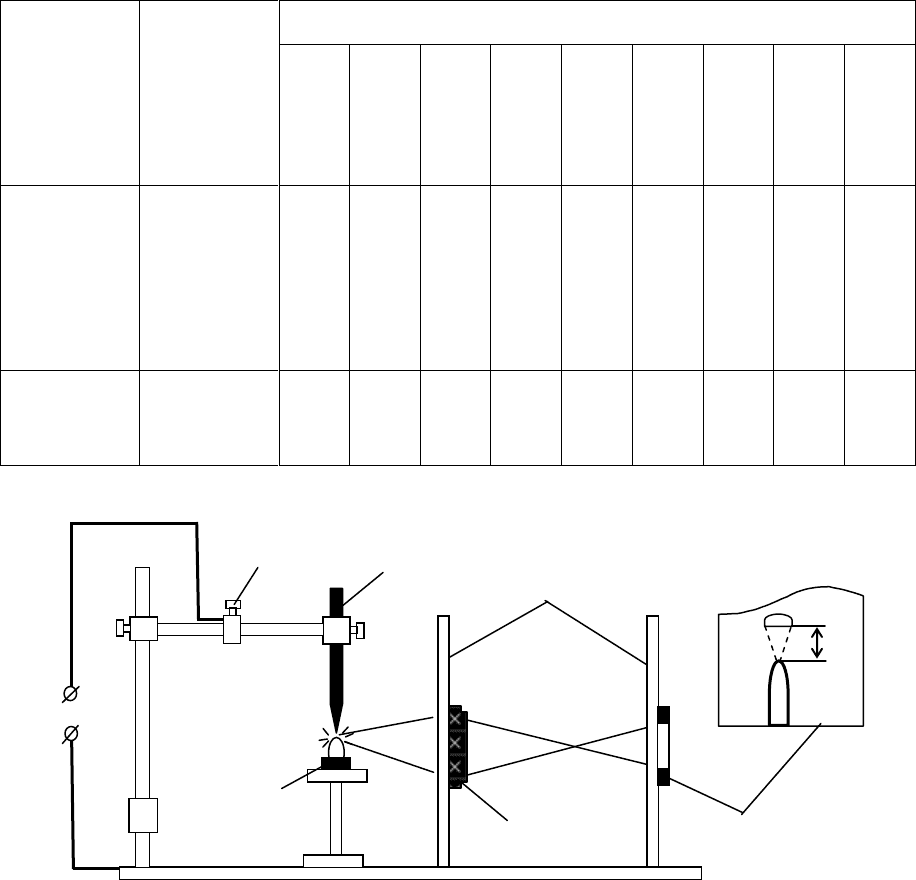
Рис. 3.1. Схема установки для проектирования сварочной дуги (а), схе-
ма измерения длины дуги (б): 1 – винт для растяжения дуги; 2 – стальной элек-
трод; 3 – стальная пластина; 4 – экраны; 5 – линзы; 6 – темное стекло
4. Методика выполнения лабораторной работы
1. Стальную пластину и стальной электрод зачистить до
металлического блеска. Испытуемые компоненты подготовить
в виде навесок по 1,5 г.
L
р
азр
а)
б)
1
2
3
5
4
6
68
2. Собрать установку согласно схеме представленной на
рис. 3.1. Между стальным электродом и угольной пластиной с
помощью вспомогательного угольного электрода возбудить
электрическую дугу. При помощи щита с линзой спроектиро-
вать полупрозрачный экран. Зарисовать дугу и определить
максимальную длину до ее разрыва. Длину дуги измерить, от-
мечая на экране расстояние между активными пятнами в мо-
мент обрыва дуги. Опыт повторить три раза, данные занести в
таблицу 3.3.
3. Повторить опыт п/п 2 засыпая конец электрода испы-
туемым веществом (мел, поташ и т.д.). Опыты повторить три
раза на каждый компонент, полученные данные занести в таб-
лицу 3.3.
4. Закрепить в штативе поочередно электроды с качест-
венным покрытием (например УОНИ 13/45 и МР-3) и, как в
опыте п/п 2, определить разрывную длину дуги для каждого
типа электрода по три раза. Затем снять обмазку с электродов,
измельчить и, как в опыте п/п 3, определить так же разрывную
длину дуги по три раза на каждый тип обмазки. Данные зане-
сти в таблицу 3.3.
5. Результаты опытов п/п 2–4 сводятся в таблицу 3.3.
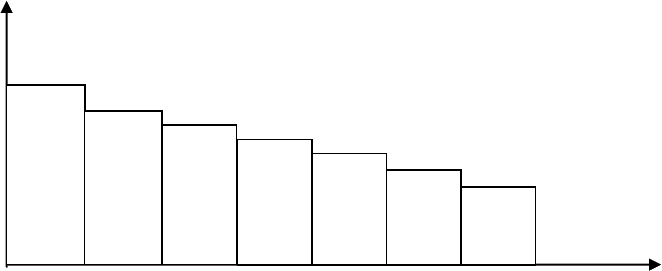
6. По результатам средних значений L
разр
строится срав-
нительная диаграмма ионизирующих свойств различных ком-
понентов (рис. 3.2).
Рис. 3.2. Сравнительная диаграмма ионизирующих свойств компонен-
тов электродных покрытий
Компоненты покрытий
L
разр
Красная кровя-
ная соль
69
7. По результатам опытов п/п 4 аналогично строится
сравнительная диаграмма стабильности дуги при различных
типах электродных покрытий.
8. Полученные данные и зависимости проанализировать и
сделать выводы.
5. Формы таблиц, рекомендуемых для записи измеряемых
свойств объекта исследования
Таблица 3.3
№
п/п
Наимено-
вание ком-
понента
Химиче-
ская
формула
№
опы-
тов
Длина раз-
рыва дуги
L
разр
, мм
Сред-
нее
значе-
ние
L
разр
,
мм
При
меча
ние
1
1
2
3
2
1
2
3
6. Типовые вопросы для контроля и самоконтроля
студентов
1. Как обозначаются типы покрытых электродов?
2. Какие компоненты входят в состав покрытия элек-
тродов?
3. Что такое термоэлектронная эмиссия?
4. Что такое электростатическая эмиссия?
5. Что такое фотоэмиссия?
6. Потенциал ионизации, эффективный потенциал ио-
низации дугового промежутка и степень ионизации?

70
3.2. ИССЛЕДОВАНИЕ МЕТАЛЛУРГИЧЕСКИХ
ПРОЦЕССОВ ПРИ СВАРКЕ В АТМОСФЕРЕ
ЗАЩИТНЫХ ГАЗОВ
1. Цель работы:
Изучение изменения состава металла при сварке в среде
защитных газов.
2. Оборудование, приборы и материалы
1. Стенд для автоматической дуговой сварки, оборудо-
ванный амперметром и вольтметром.
2. Расходомер (ротаметр).
3. Стальная пластина (малоуглеродистая сталь).
4. Электродная проволока Св-08.
5. Электродная проволока Св-10ГС.
6. Защитный щиток или маска.
3. Краткая характеристика объекта исследования
Электродуговая сварка в среде защитных газов, осуще-
ствляемая в камерах, заполненных газом, или в струе газа, по-
лучила широкое распространение в сварочной технике.
Наибольшее применение получила электродуговая сварка
в струе защитного газа как с вольфрамовым электродом, так и
с плавящимся электродом. Защитный газ подается в зону
сварки через специальное сопло (рис. 3.3). Он изолирует дуго-
вой разряд от воздушной атмосферы и омывает металл в зоне
сварки. В качестве защитных газов используют или инертные
газы Аr, Не, или углекислый газ СО
2
.
Металлургические процессы при сварке в атмосфере
инертных газов и СО
2
существенно различаются между собой.
При сварке в среде инертного газа изменение металла шва
происходит только за счет процессов испарения металла, так
как летучесть компонентов свариваемого сплава может быть