Russell I. (ed.) Whisky. Technology, Production and Marketing
Подождите немного. Документ загружается.


[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 192 178-207
and certainly in continuous stills without a wash coil, the feed to the top plate
of the analyser is kept to a constant temperature within the range 90–928Cto
control the system.
Wash is heated to 90–928C as it passes through the length of the wash coil in
the rectifier column, and is discharged onto the top of the analyser – usually
into a tray or trough that overflows to flood the top plate. Wash passes to the
next lower level through a downcomer pipe, projecting approximately 5 cm
above the level of the upper plate to maintain that depth of liquid over the
entire surface of the plate, to create the necessary liquid–vapour contact at
each level (Figure 6.7). It is essential that each plate is absolutely flat and
level to prevent shallow areas, which would dry out, causing at least a
scorched flavour and perhaps further distortion of the plate. The downcomer
reaches almost to the next lower plate and is protected by a circular 5-cm high
weir (seal pot), maintaining sufficient depth of liquid to prevent escape of
steam or vapour up the downcomer pipes.
Owing to the two-column design of the still, when the descending liquid
phase in the stripping section (rectifier column) reaches the bottom plate as
‘hot feints’, 10–15 per cent ABV it must be pumped up, usually via the hot
feints tank, to the feed plate of the analyser. Its flow rate must be synchro-
nized with the flow of wash in order to maintain a constant alcohol concen-
tration at the feed plate. This combined charge to the top of the analyser
cascades downwards, providing sufficient liquid to cover all plates of the
column, and volatile components are evaporated by the rising vapour from
steam supplied at the designed rate for the still. Water and non-volatile
liquid and solid components of the wash are removed at the base of the
analyser as spent wash.
Figures 6.4 and 6.6 show that at each level in the column the downcomer
pipes are fitted at alternate ends, so that descending wash must flow over the
length of each plate and volatiles are stripped from the wash by the steam or
hot vapour bubbling upwards through the holes. With the constant rate of
steam supply of the designed operating conditions, the rate of upward flow of
vapour is sufficient to prevent all but a slight leak of liqui d through the holes.
In fact, some ‘weeping’ of liquid through the holes is said to be useful to wash
away any accumulation of solids and prevent blockage of the holes.
Heating of the analyser column of a grain whisky distillery is by direct
steam injection. In theory, a reboiler would be a more economical use of
steam and boiler-feed water, and would reduce the volume of water to be
removed from spent wash in the animal feed plant. Unfortunately there are
several disadvantages, especially the fouling of the heat exchange surfaces in
a reboiler by the wash solids and the adverse effect on flavour by reheating
the spent wash. However, modern stills use a thermocompressor as an
energy-saving device to provide the steam supply (Watson, 1989). Three
sources of heat energy are available in a grain distillery for upgrading:
steam flashed off at the end of cooking, hot water from the top condenser,
and hot spent wash. The disadvantage of cooker exhaust is that it is only
intermittently available, whereas condenser water and spent wash are con-
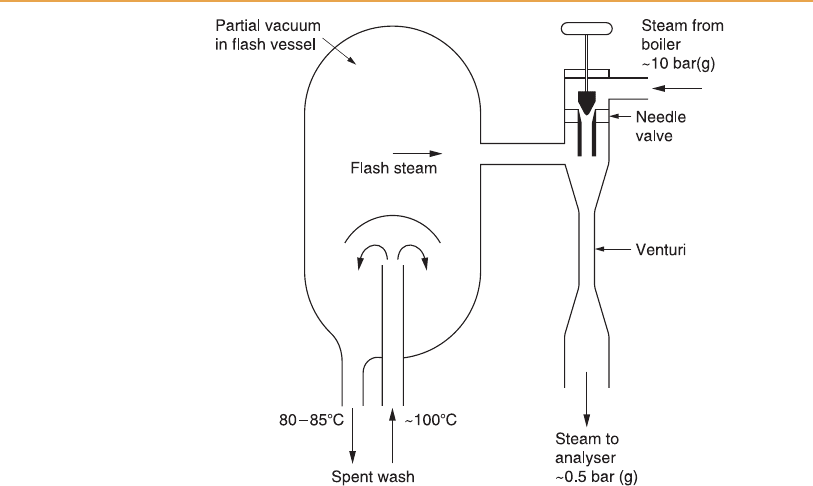
tinuously matched to current operating conditions in the still. Figure 6.8
192 Whisky: Technology, Production and Marketing
[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 193 178-207
shows steam continuously flashed off the hot (approximately 100 8C) spent
wash in the partial vacuum generated by the venturi being reactivated for
recycling to the base of the analyser column. Since a thermocompressor does
not heat the spent wash (on the contrary, it is cooled by at least 108C), there
is no risk of a deleterious flavour effect.
The hot vapour rising to the top of the analyser, containing all of the volatile
components strip ped from the wash, flows through the vapour pipes to the
base of the rectifier. The spirit vap our contains all of the congeners from the
wash that are sufficiently volatile to be evaporated from the top of the analy-
ser. Rising up the rectifier, the differen t components separate according to
their volatility and boiling points. In the temperature gradie nt of the rectifier
column, created partly by the normal kinetics of distillation and partly by the
wash in the coil entering the system about 308C at the top and increasing to at
least 908C as the wash pipe leaves the bottom, the least volatile components
condense in the lower section and highly volatile compounds remain in the
vapour phase throughout its height.
Since, unlike in pot stills, the external surfac e of the still columns is well
insulated by lagging, there is negligible condensation and reflux on the wall.
Reflux is generated by a combination of:
. Condensation of rising hot spirit vapour on the wash coil to provide the liquid
flooding each plate of the rectifier
Chapter 6 Grain whisky distillation 193
Figure 6.8
Thermocompressor for steam recovery.

[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 194 178-207
. Condensation of the vapour as it passes through the liquid on each plate
. Reflux from the top condenser.
In a Coffey still, with its reflux from the wash coil, approximately 5 cm of
liquid depth would collect naturally on each plate but in most stills that
depth is ensured by downcomer pipes projecting 5 cm above each plate in
the column.
Unlike the simple still illustrated in Figure 6.2, in a grain whisky still the top
condenser does not yield the spirit product; that is drawn off lower down the
column. The condensate from the top condenser, although at least 94 per cent
ABV, is termed feints, since it does not meet the quality specif ications of spirit.
Most is recycled to the rectifier as reflux, and only a small amount is drawn off
as ‘cold feints’, or ‘top feints’ (cold, since it has been cooled in the top con-
denser). In some distilleries the top section (top plate, in a sense) of the rectifier
column functions as the condenser, as in Figure 6.4, in which case all of the
condensate is returned to the column. Figure 6.9 shows the alternative system
of a separate top condenser. When the top section of the still itself contains the
condenser, the wash coil enters at the next lower level. In neither case is the
condensing system opera ted under total reflux. A proportion of the congeners
that are more volatile than ethanol is allowed to escape to atmosphere, to
prevent their accumulation to unacceptably high levels in the spirit over the
duration of the run.
The best quality spirit accumulates several plates down from the top of the
rectifier (Figure 6.10), and at the designed steady-state operational conditions
of the still is drawn off at that ‘spirit plate’. The defin ition of Scotch whisky
limits distillate strength to less than 94.8 per cent by volume, so theoretically
the maximum permitted alcohol concentration for spirit used for grain wh isky
is 94.7 per cent. However, no Scotch grain whisky still is operated to produce
spirit above 94.0 per cent ABV, allowing sufficient contribution by congeners
to its flavour.
Aeration
It has been known for many years that although beer suffers flavour defects as
a result of post-fermentation aeration, distillery wash and spirit can be aerated
without adverse flavour effects. Indeed, with the recent concern about levels of
ethyl carbamate in distilled spirits it has been suggested that aeration could be
beneficial, by eliminating the cyanide precursors of ethyl carbamate. Also,
aerated wash is more reactive with the copper surfaces of the stills, thus
reducing the amount of sulphury off-flavour.
So in most distilleries air is added to the wash, usually at the pump feeding
the wash coil. Throughout the still system, the dissolved oxygen encourages
reactions between wash and the copper of the coil, producing soluble copper
compounds or complexes that react with and remove sulphur compounds.
The solution of copper salts is particularly important at plates 1–3 at the
base of the rectifier column, where the hot, aerobic (by air carried in the hot
194 Whisky: Technology, Production and Marketing
[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 195 178-207
spirit vapour from the feed plate of the analyser), acid (volatile fatty acids)
conditions and relatively low concentrations of ethanol and fusel alcohols
encourage removal of cyanides associated with ethyl carbamate production.
Therefore unwanted congeners such as sulphur compounds and cyanides are
removed with the hot feints drawn from the base of the column.
Unfortunately, aeration of the wash increases the rate of corrosion of the
wash coil and plates of the still and increases the copper content of animal
Chapter 6 Grain whisky distillation 195
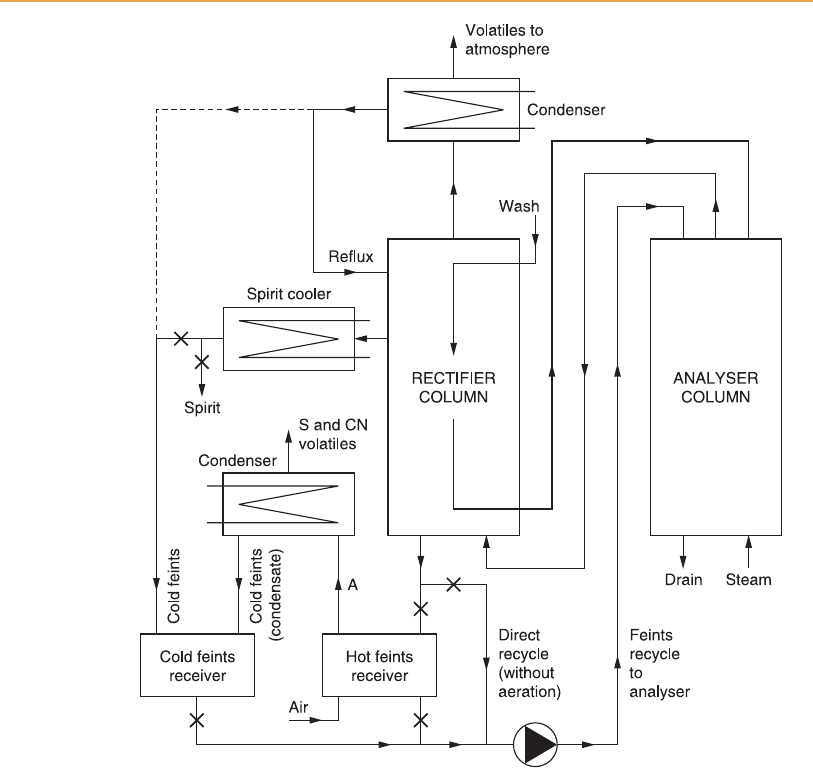
Figure 6.9
Treatment of feints from the rectifier column. Stream A from the hot feints receiver to
the hot feints condenser is the alcoholic vapour evaporated by aeration of the hot
feints tank. The unidentified streams between the analyser and rectifier columns are
the hot wash to the top of the analyser and the hot spirit vapour to the base of the
rectifier.
[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 196 178-207
feed from spent wash, but these difficulties are tolerated in the quest for
quality spirit.
Although it is possible to recirculate the hot feints from the base of the
rectifier directly to the top of the analyser column, it may be preferable to
aerate first, as shown in Figure 6.9, to evaporate the more volatile copper
complexes and break down the precursors of ethyl carbamate. Since the hot
feints are at a temperature of at least 908C a significant amount of ethanol is
stripped out by the airflow, but that is condensed, cooled and recycled to the
analyser with cold feints. During aeration at 908C, however, there is no pos-
sibility of further solution of oxygen.
196 Whisky: Technology, Production and Marketing
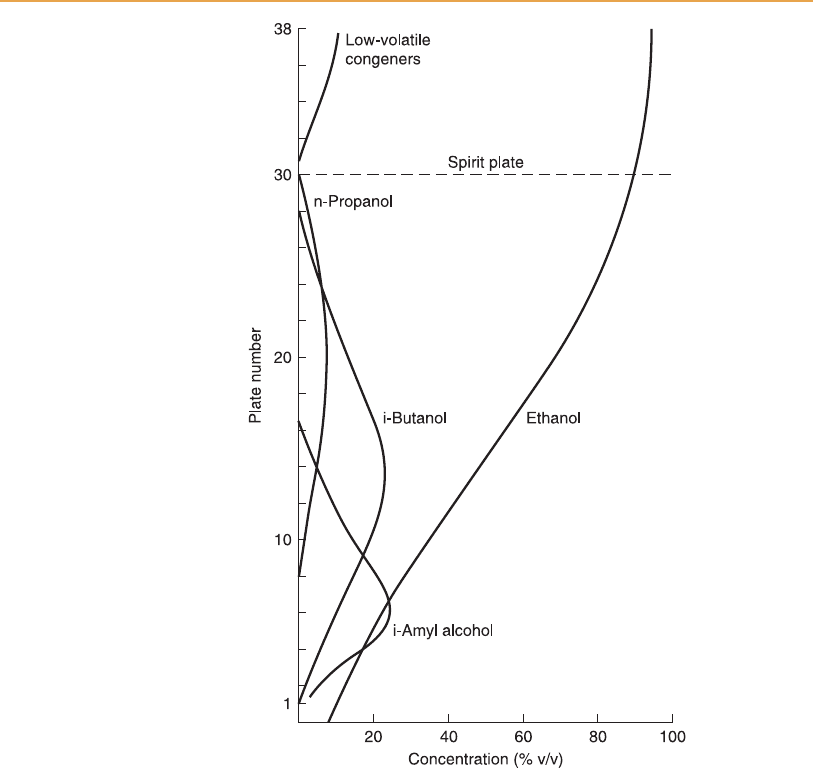
Figure 6.10
Congener profile in the rectifier column (from Whitby, 1992).
[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 197 178-207
Removal of feints
Butanols, n-propanol and iso-amyl alcohol are withdrawn continuously, at a
rate equal to their distillation from the wash, from several different levels in
the lower section of the rectifier (the region of the max imum concentrations of
the principal higher alcohols) to maintain constant conditions in the still. A
typical profile of the principal higher alcohols in grain whisky distilling is
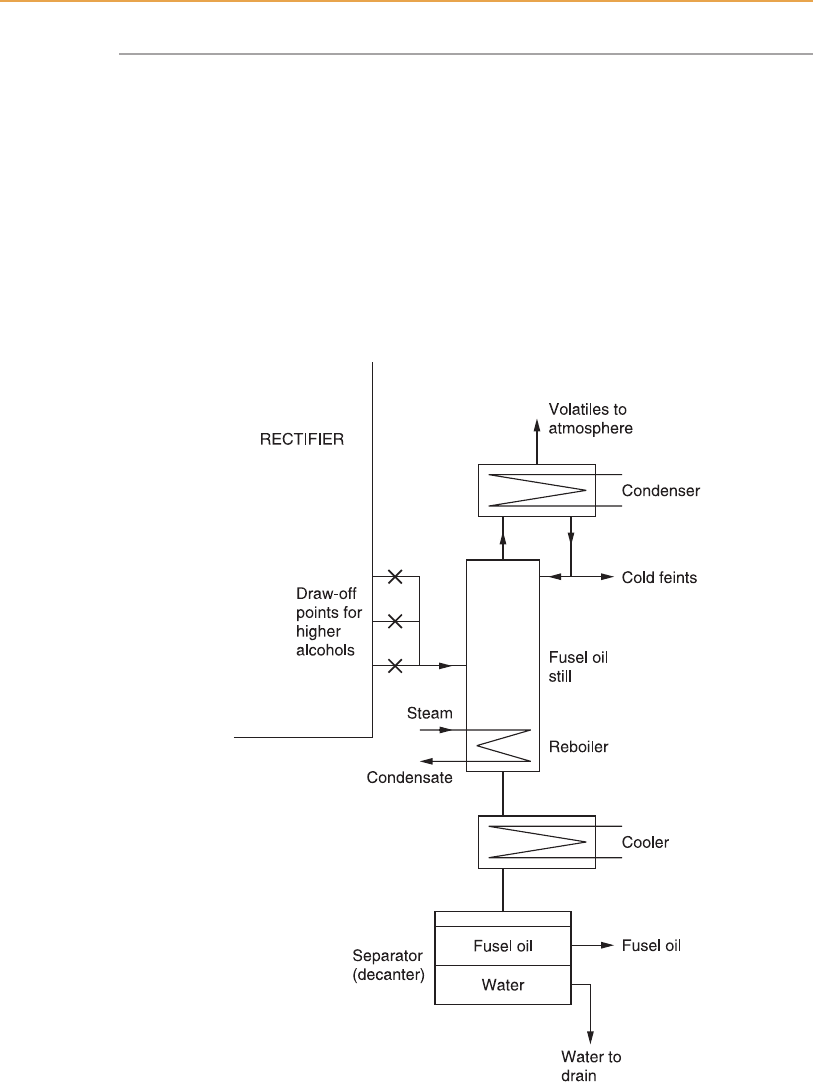
shown in Figure 6.10. The collected fusel oil is distilled to recover ethanol
(Figure 6.11). Although UK Customs & Excise permits up to 8.6 per cent
ethanol in fusel oil for sale, that amount represents a wasteful loss from the
system and it is usually possible to reduce the ethanol content of fusel oil to 1
per cent or less.
Chapter 6 Grain whisky distillation 197
Figure 6.11
Fusel oil still and decanter.

[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 198 178-207
The fusel oil still is a continuous still in its own right, and it too must
operate under stable conditions as far as possible – i.e. constant flow rate,
temperature and composition of feed. Since the still is of narrow cross-
section (it is unlikely to be more than 0.5 m in diameter), perforated plates
alone would have insufficient area and reflux capability so efficient separa-
tion is achieved by packing with stainless steel or ceramic rings. Since
flavour is irrelevant at this stage there is no need for copper in the system,
and the whole structure would now be constructed of stainless steel. The
fusel oil still has an entirely liquid feed and is therefore operated with a
(partial) reboiler, so the fusel oil still is very similar to the simple single-
column continuous still shown in Figure 6.2. Non-vaporized bottom pro-
duct proceeds to the cooling and separation stages. Fusel oil, i-amyl alcohol
in particular, is only poorly soluble in water, and can be collected as the
surface layer in the separator (decanter) tank. The lower water layer is of
sufficiently low organic content to be discharged to drain. As with any
continuous still, part of the condensed top product must be recycled as
reflux, but the remainder is returned to the main stills via the cold feints
tank to recover the ethanol. Incidentally, in a neutral spirit distillery the
amount of fusel oil to be removed from the system is greater than in grain
spirit production, so a larger multi-plate column would probably be justi-
fied.
Although not a common situation, it is possible to operate a grain whisky
still without the complication of a fusel oil still. In that situation, a propor-
tion of the liquid on the plate at the level of maximum i-amyl alcohol con-
centration is drawn off and cooled by addition of water. The water also
causes separation of the water and fusel oil phases; fusel oil is decanted
off and the ethanol-rich water phase is returned to a lower plate of the
column.
Fusel oil contains up to 95 per cent v/v iso-amyl alcohol, and small
amounts of ethanol, propanol and butanols. Various other metabolic pro-
ducts of fermentation are present in trace amounts (Walke r, 1988).
Although its removal obviously has a direct influence on flavour, there
is also the indirect benefit that high levels of iso-amyl alcohol inhibit the
solution of copper, and therefore restrict the copper-catalysed breakdown
of ethyl carbamate precurso rs and other unwanted compounds. Also, high
levels of iso-amyl alcohol in the lower section of the still inhibit the
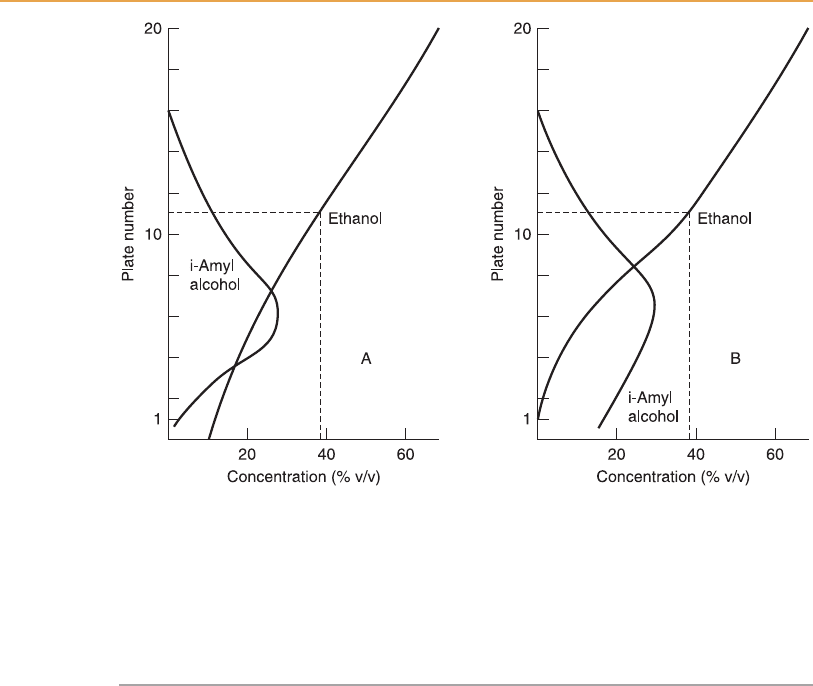
rectification of ethanol. Figure 6.12 shows the effect of accumulation of
iso-amyl alcohol in the base of the still: the amount of ethanol conden-
sing in the part below plate 10 is substantially reduced. Figure 6.12A is
copied from the lower section of Figure 6.10; Figure 6.12B shows that an
increase in the concentration of iso-amyl alcohol over the lower plates of
the rectifier suppresse s the condensation of ethanol. Although the profiles
of both ethanol and iso-amyl alcohol appear to be normal above plate 11,
the overall operation of the still is less efficient because plates 1–10 are
not involved to the same extent in rectification of the spirit. Therefore, in
two ways removal of iso-amyl alcohol contributes to a better quality of
spirit.
198 Whisky: Technology, Production and Marketing
[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 199 178-207
Stop and start procedures
Continuous stills should be operated for as long as possible, but accumulation
of wash solids on the analyser plates requires eventual stoppage for cleaning.
Oxidation and reactivation of internal copper surfaces also occur while the still
is open to the air. Since a substantial amount of alcohol is in circulation in the
system at any one time it is important to prevent any loss during the close-
down procedure. This is done in the following way:
1. The wash coil supply is changed from wash to water at the same temperature.
2. From then on, the qua lity of spirit must be checked at frequent intervals. It will
be acceptable for some time and then begin to deteriorate. At that stage the
flow is transferred to the cold feints tank, but at the same time the composition
of the bottom product of the a nalyser must be checked as the amount of wash
material decreases. Whe n sufficiently free of solids, it is run to drain rather
than to the spent grains plant.
3. When no more ethanol can be collected, as cold feints, the steam supply is
turned off.
4. The contents of the rectifier column are then drained into the hot feints tank,
and stored to start the next run.
5. Finally, the water supply to the condensers and coolers is turned off.
Chapter 6 Grain whisky distillation 199
Figure 6.12
Effect of i-amyl alcohol concentration on fractionation of ethanol: A, normal operation
in the lower section of the still; B, restricted fractionation of ethanol by unusually high
i-amyl alcohol concentration.

[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 200 178-207
Similarly, the start-up routine should avoid any loss of the previously recov-
ered alcohol. Different distilleries have their individual methods, but the fol-
lowing is a possible start-up system:
1. The still is heated to its working te mperature with a water flow through the
wash coil, running to drain from a valve at the bottom of the rectifier.
2. Simultaneously, feints (originally hot feints) stored from the previous distil la-
tion is pumped at the normal flow rate for hot wash to the top of the analyser.
From there it provides feed for the analyser column and, evaporated by the
steam supply, hot spirit vapour to heat the rectifier wash coil. Although the
cold feints tank will also be fairly full at this stage, because of its high strengt h
only the normal small pro portion can be bled into the hot feints to supplement
its alcohol content.
3. When the temperature in the wash coil is steady the water flow in the coil can
be replaced by wash, and when the first wash appears at the bottom drain it is
closed to direct the flow to the top of the analyser column.
4. The hot feints feed onto the analyser column is adjusted to the same rate as
collection; this should be constant during the run.
5. Spirit is collected as cold feints until of acceptable quality for maturation.
6. Owing to its high alcohol content, any variatio n in addit ion of cold fe ints into
the still creates unstable conditions. So, stored cold feints from the stop and
start procedures is run onto the analyser column at a constant rate calculated
to empty the cold feints tank over the planned duration of the run. Only a
relatively small quantity of new cold feints is collected during the run. Most
(in some distilleries all) of the condensate from the top condenser is recycled
as reflux to the rectifier plates, but the top product of the fusel oil still must be
recycled as cold feints. However, if an excess of cold feints does accumulate it
can be recycled in the same way as unacceptable spirit.
In an alternative start-up procedure the water is not drained from the bottom
of the wash coil at stage (1) as abov e, but continues to the feed plate of the
analyser, and the stills are heated up with steam against the downflow of that
water. When normal workin g temperature is reached, the wash flow is turned
on to replace water in the coil and the feed of supplementary hot and cold
feints to the analyser is started. When spent wash rather than water appears at
the base of the analyser, the flow is diverted to the feed plant. The distillate at
the spirit plate is collected as cold feints until it meets quality specifications, or
for a standard time that is known from previous experience to ensure collec-
tion of the desired quality of spirit.
Spirit that fails to the meet chemical or nosing tests for quality must be
redistilled. Although an unlikely event, on the large-scale operation of a con-
tinuous distillation process the quantity would probably be too large for
blending with normal feed as cold feints. In that case the still would have to
be run only on failed spirit, diluted with warm water to the normal tempera-
ture and alcoholic strength of wash. Since spent wash is no longer produced
the bottom product of the analyser is run to drain, but otherwise the still
operates normally until all the faulty batch has been re-distilled.
200 Whisky: Technology, Production and Marketing
[15:36 13/3/03 n:/3991 RUSSELL.751/3991-006.3d] Ref: 3991 Whisky Chapter 006 Page: 201 178-207
Development of flavour
The first section of this chapter described the theory of continuous distillation
of a simple solution of ethanol in water. In reality, the feed to the still is a
solution in aqueous alcohol of several hundred compounds derived from the
cereal, the structure of the yeast and its metabolic products during fermenta-
tion (Nykanen and Suomalainen, 1983; Chapter 4). Irrespective of their con-
tribution as congeners to the overall flavour and aroma of the distilled spirit, it
is common knowledge in the distilling industry that these compounds can be
classified into three types: (A) those more volatile than ethanol; (B) those with
approximately the same volatility as ethanol; and (C) those less volatile than
ethanol.
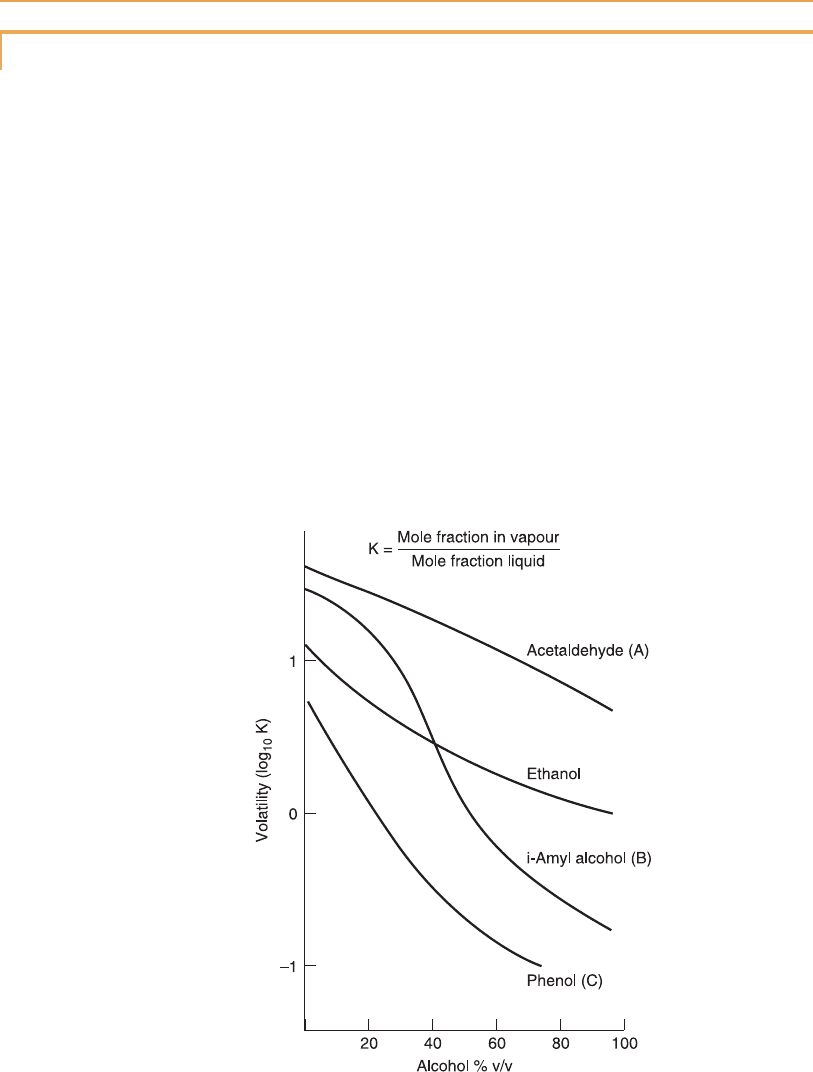
Athough volatility is related to the boiling point of the compound, it is also
influenced by the concentration of ethanol. The type B congeners are less
volatile than ethanol itself at high ethanol concentrations, but become more
volatile than ethanol as its concentration falls. In batch distillation the alcoholic
strength falls throughout the run, and therefore the relative volatility of type B
compounds increas es with time (Figure 6.13). In continuous distillation, how-
Chapter 6 Grain whisky distillation 201
Figure 6.13
Relative volatility of flavour congeners (from Pan ek and Boucher, 1989).