Руководство пользователя Программирование открытым текстом HEIDENHAIN iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 201
6.3 Вход в контур и выход из контура
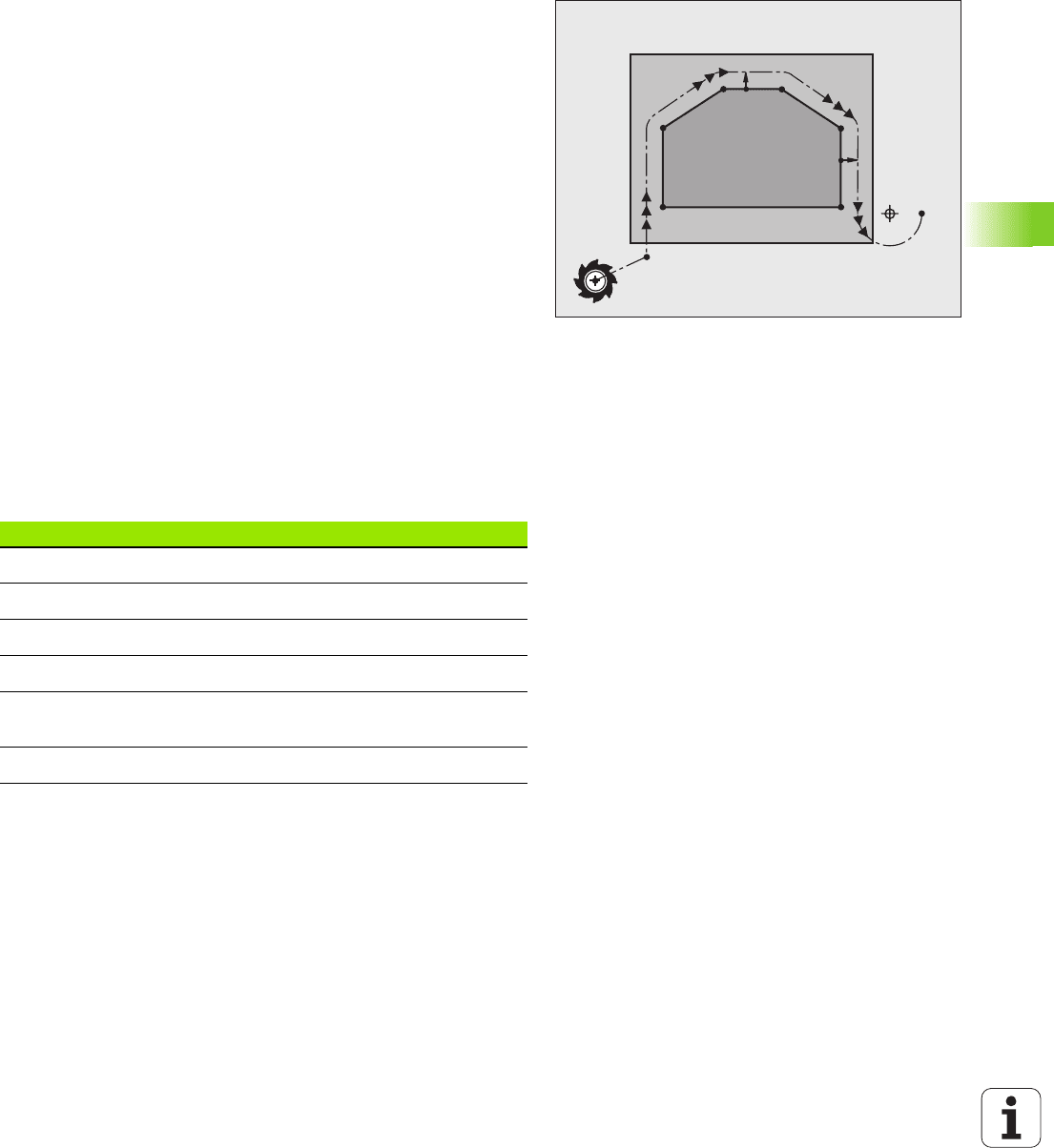
Важные позиции при входе и выходе
Точка старта P
S
Эта точка программируется непосредственно перед APPR-
кадром. P
s
лежит вне контура, подвод производится без
поправки на радиус (R0).
Вспомогательная точка P
H
Подвод и отвод для некоторых форм траектории выполняется
через вспомогательную точку P
H
, координаты которой система
ЧПУ рассчитывает, исходя из данных APPR- и DEP-кадров.
Система ЧПУ перемещает от текущей позиции к
вспомогательной точке P
H
, заданной в последней подаче. Если
точка была запрограммирована в последнем кадре
позиционирования перед функцией подвода FMAX
(позиционирование на ускоренном ходу), то ЧПУ выполняет
подвод к вспомогательной точке P
H
на ускоренном ходу.
Первая точка контура P
A
и последняя точка контура P
E
Первая точка контура P
A
программируется в APPR-кадре,
последняя точка контура P
E
при помощи любой функции
траектории. Если APPR-кадр содержит также Z-координату,
система ЧПУ перемещает инстумент сначала в плоскости
обработки в точку P
H
, а затем на заданную глубину по его оси.
Конечная точка P
N
Позиция P
N
лежит вне контура и рассчитывается из данных
DEP-кадра. Если DEP-кадр также содержит Z-координату, то
система ЧПУ перемещает инструмент сначала в плоскости
обработки в точку P
H
, а затем поднимает на заданную высоту по
его оси.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
Краткое обозначение Значение
APPR англ. APPRoach = подвод
DEP англ. DEParture = отвод
L англ. Line = прямая
C англ. Circle = окружность
T Тангенциальный (плавный переход, по
касательной)
N Нормаль (перпендикуляр)
202 Программирование: программирование контуров
6.3 Вход в контур и выход из контура
Полярные координаты
Точки контура для функций подвода/отвода, указанных ниже,
можно запрограммировать при помощи полярных коодинат:
APPR LT становится APPR PLT
APPR LN становится APPR PLN
APPR CT становится APPR PCT
APPR LCT становится APPR PLCT
DEP LCT становится DEP PLCT
Для этого нажмите оранжевую клавишу Р после выбора клавишей
Softkey функции подвода или отвода.
Поправка на радиус
Поправка на радиус программируется вместе с первой точкой
контура P
A
в APPR-кадре. DEP-кадры автоматически отменяют
поправку на радиус!
Подвод без поправки на радиус: если в APPR-кадре задано R0, то
система ЧПУ перемещает инструмент как инструмент с R = 0 мм
и поправкой на радиус RR! Таком образом, при исользовании
функций APPR/DEP LN и APPR/DEP CT задается направление, в
котором система ЧПУ подводит инструмент к контуру и отводит
его от
контура. В первм кадре перемещения после APPR следует
дополнительно ввести обе координаты плоскости обработки
При позиционировании фактической позиции
относительно вспомогательной точки P
H
система ЧПУ
не проверяет вероятность возникновения
повреждений на заданном программой контуре.
Необходио проверить это с помощью тестовой
графики!
Для функций APPR LT, APPR LN и APPR CT
перемещение системой ЧПУ происходит от
фактической позиции к вспомогательной очке P
H
с
последней запрограммированной
подачей/ускоренным ходом. При выполнении функции
APPR LCT перемещение систеой ЧПУ во
вспомогательную точку P
H
производится с подачей,
заданной в APPR-кадре. Если до кадра подвода
подача еще не задавалась, система ЧПУ выает
сообщение об ошибке.
HEIDENHAIN iTNC 530 203
6.3 Вход в контур и выход из контура
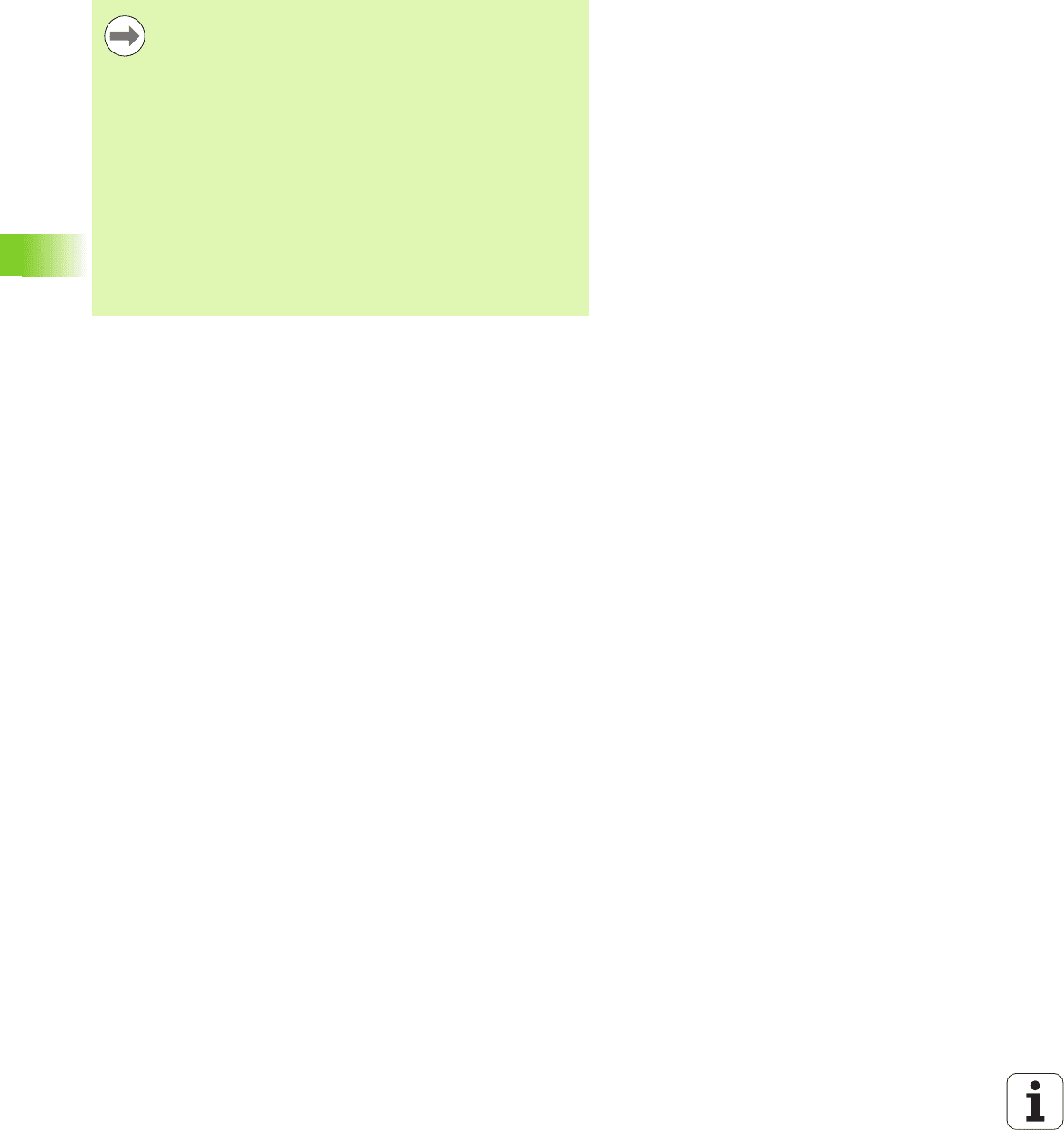
Подвод по прямой вдоль контура: APPR LT
Система ЧПУ перемещает инструмент по прямой от точки старта
P
S
к вспомогательной точке P
H
. Оттуда перемещает его к первой
точке контура P
A
по прямой, являющейся касательной.
Вспомогательная точка P
H
находится на расстоянии LEN от
первой точки контура P
A
.
U Произвольная функция траектории: выполните подвод к точке
старта P
S
U Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey APPR LT:
U Координаты первой точки контура P
A
U LEN: расстояние от вспомогательной точки P
H
до
первой точки контура P
A
U Поправка на радиус RR/RL для обработки
Примеры NC-кадров
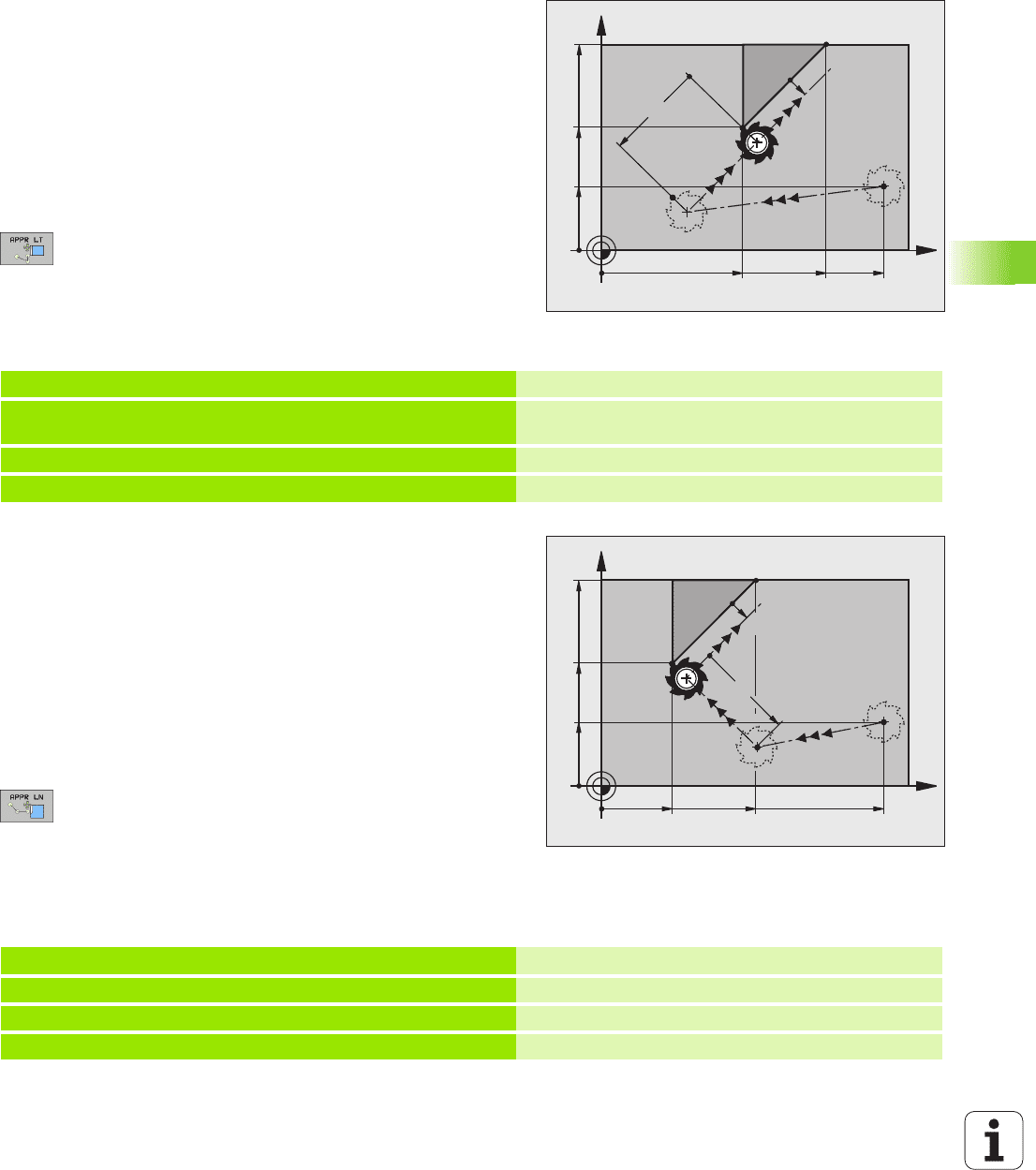
Подвод перпендикулярно контуру в первой
точке: APPR LN
Система ЧПУ перемещает инструмент по прямой от точки старта
P
S
к вспомогательной точке P
H
. Оттуда перемещает его к первой
точке контура P
A
по перпендикуляру. Вспомогательная точка P
H
находится на расстоянии LEN + радиус инструмента от первой
точки контура P
A
.
U Произвольная функция траектории: выполните подвод к точке
старта P
S
U Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey APPR LN:
U Координаты первой точки контура P
A
U Длина: расстояние от вспомогательной точки P
H
.
LEN всегда должно иметь положительное
значение!
U Поправка на радиус RR/RL для обработки
Примеры NC-кадров
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35
7 L X+40 Y+10 R0 FMAX M3
P
S
подвод без поправки на радиус
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
P
A
с поправкой на радиус RR, расстояние от P
H
до P
A
: LEN=15
9 L X+35 Y+35
Конечная точка первого элемента контура
10 L ...
Следующий элемент контура
X
Y
10
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
15
35
20
7 L X+40 Y+10 R0 FMAX M3
P
S
подвод без поправки на радиус
8 APPR LN X+10 Y+20 Z-10 LEN15 RR F100
P
A
с поправкой на радиус RR
9 L X+20 Y+35
Конечная точка первого элемента контура
10 L ...
Следующий элемент контура
204 Программирование: программирование контуров
6.3 Вход в контур и выход из контура
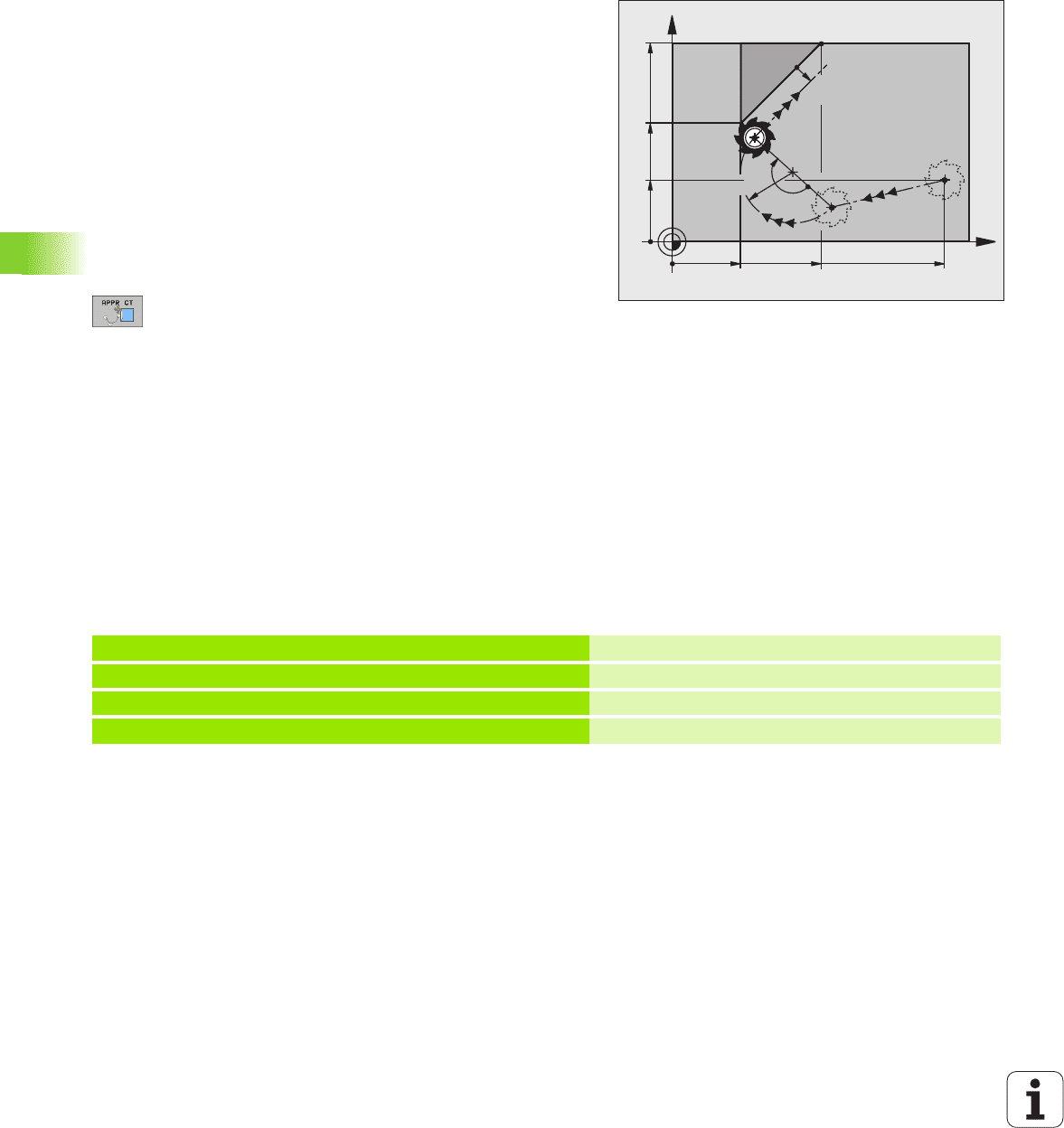
Подвод по касательной дуге с
тангенциальным примыканием: APPR CT
Система ЧПУ перемещает инструмент по прямой от точки старта
P
S
к вспомогательной точке P
H
. Оттуда она перемещает его по
круговой траектории, плавно переходящей в первый элемент
контура, к первой тчке контура P
A
.
Круговая траектория от точки P
H
к P
A
определяется на основании
радиуса R и центрального угла CCA. Направление круговой
траектории задается выполнением первого элемента контура.
U Произвольная функция траектории: выполните подвод к точке
старта P
S
U Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey APPR CT:
U Координаты первой точки контура P
A
U Радиус R круговой траектории
Подвод к заготовке со стороны, определенной
поправкой на радиус: введите положительное
значение для перемнной R
Подвод к заготовке с одной из ее сторон:
введите отрицательное значение для
переменной R
U Центральный угол круговой траектории CCA
Для CCA должно задаваться только
положительное значение
Максимальное значение ввода 360°
U Поправка на радиус RR/RL для обработки
Примеры NC-кадров
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
4010
CCA=
180°
R10
35
20
7 L X+40 Y+10 R0 FMAX M3
P
S
подвод без поправки на радиус
8 APPR CT X+10 Y+20 Z-10 CCA180 R+10 RR F100
P
A
с поправкой на радиус RR, радиус R=10
9 L X+20 Y+35
Конечная точка первого элемента контура
10 L ...
Следующий элемент контура
HEIDENHAIN iTNC 530 205
6.3 Вход в контур и выход из контура
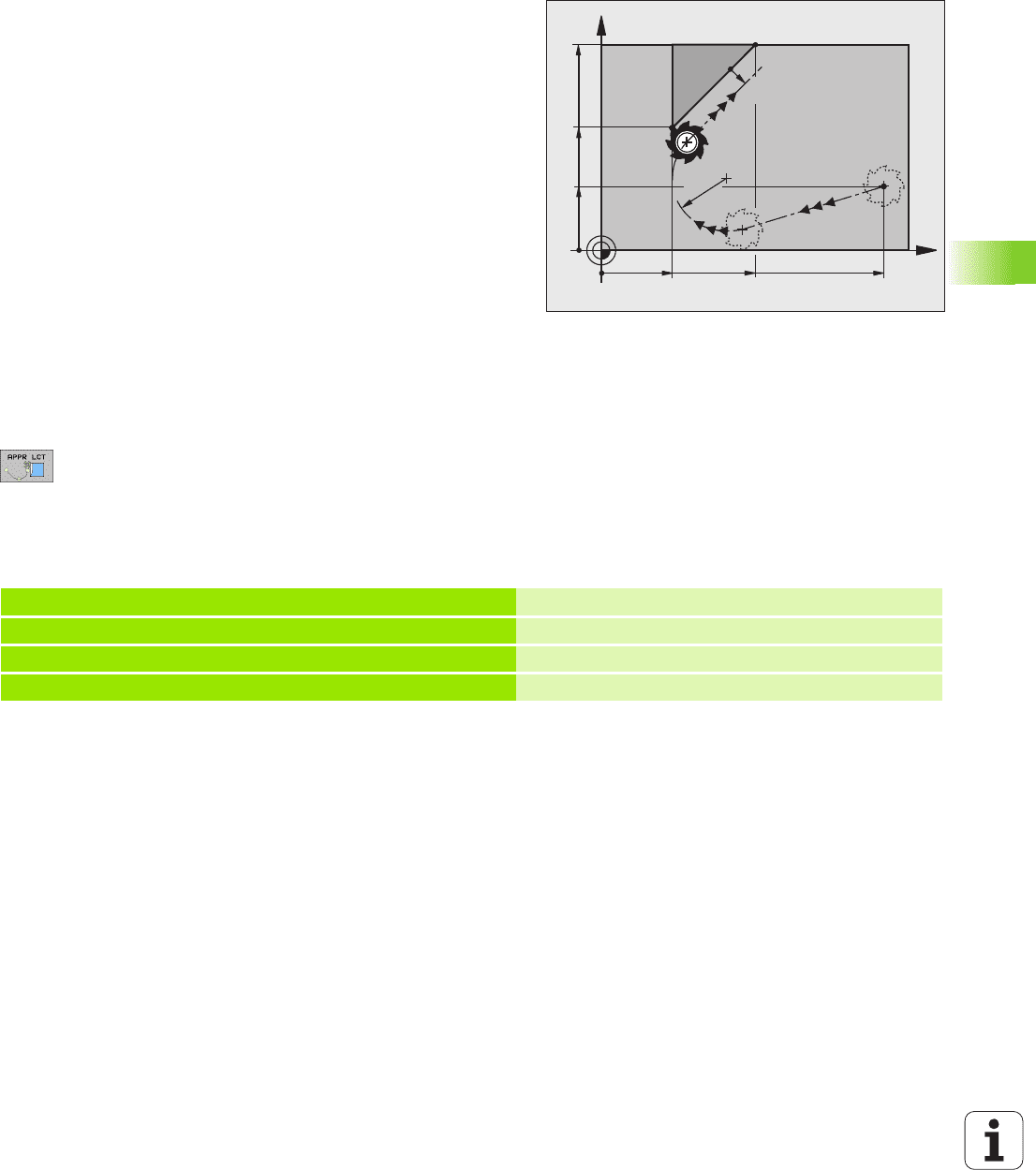
Подвод вдоль контура по касательной дуге,
плавно переходящей в прямую: APPR LCT
Система ЧПУ перемещает инструмент по прямой от точки старта
P
S
к вспомогательной точке P
H
. Оттуда она перемещает его по
круговой траектории к первой точке контура P
A
. Подача,
запрограммированная в APPR-кадре, действительна для всего
отрезка, по которому перемещается систем ЧПУ в кадре подвода
(отрезок P
S
– P
A
).
Если в кадре подвода были запрограммированы все три главные
оси координат X, Y и Z, то движение ЧПУ происходи
одновременно по трем осям от определенной до APPR-кадра
позиции до вспомогательной точки P
H
, а затем от P
H
до P
A
только
в плоскости обработки.
Круговая траектория тангенциально примыкает как к прямой P
S
–
P
H
, так и к первому элементу контура. Таким образом, она
однозначно определена через радиус R.
U Произвольная функция траектории: выполните подвод к точке
старта P
S
U Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey APPR LCT:
U Координаты первой точки контура P
A
U Радиус R круговой траектории. Введите
положительное значение для R
U Поправка на радиус RR/RL для обработки
Примеры NC-кадров
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
4010
R10
35
20
7 L X+40 Y+10 R0 FMAX M3
P
S
подвод без поправки на радиус
8APPR LCTX+10Y+20Z-10R10RRF100
P
A
с поправкой на радиус RR, радиус R=10
9 L X+20 Y+35
Конечная точка первого элемента контура
10 L ...
Следующий элемент контура
206 Программирование: программирование контуров
6.3 Вход в контур и выход из контура
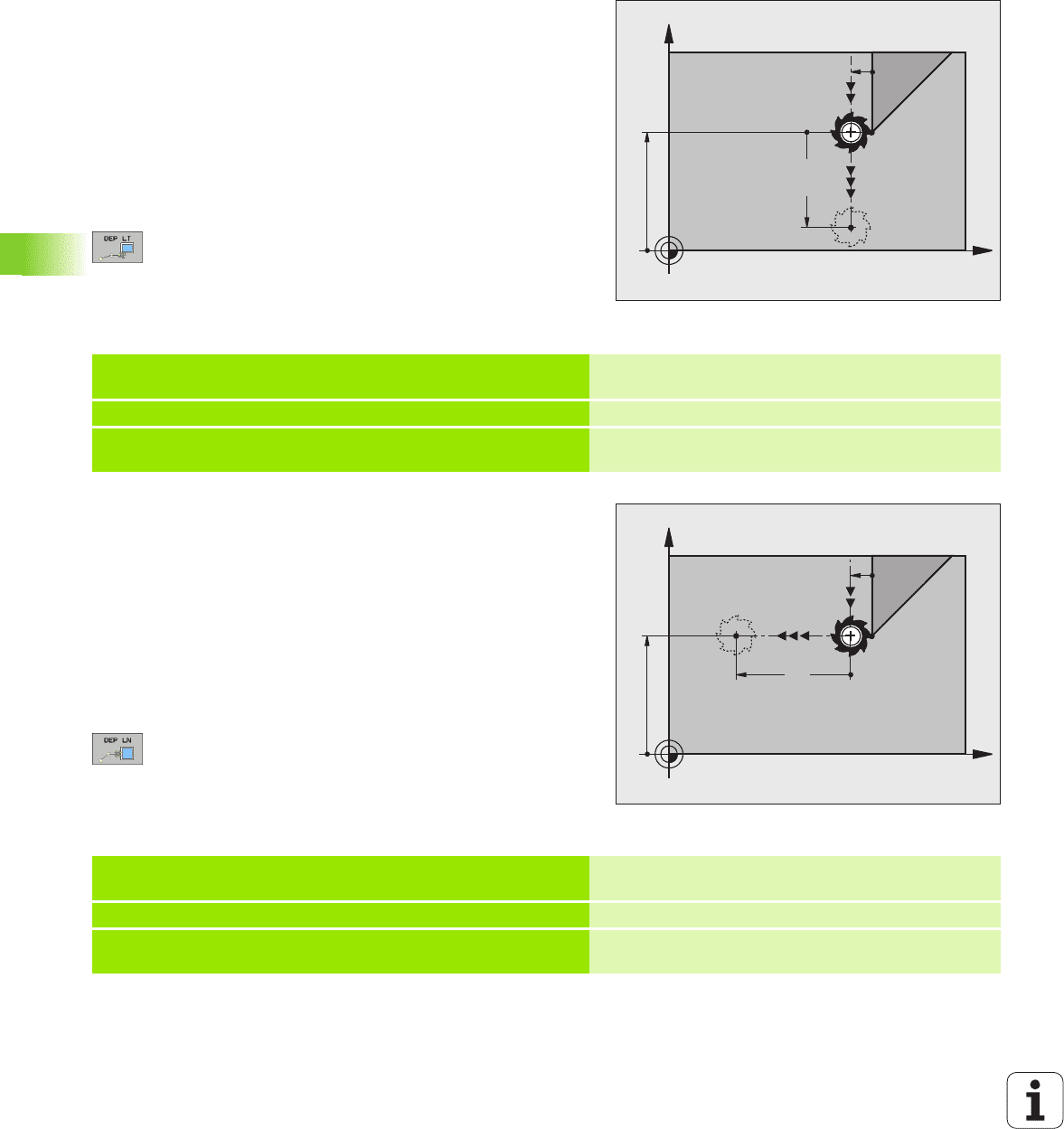
Отвод по прямой, касательной к окружности:
DEP LT
Система ЧПУ перемещает инструмент по прямой от последней
точки контура P
E
к конечной точке P
N
. Прямая продолжает
последний элемент контура. P
N
находится на расстоянии LEN от
P
E
.
U Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
U Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey DEP LT:
U LEN: введите расстояние до конечной точки P
N
от
последнего элемента контура P
E
Примеры NC-кадров
Отвод перпендикулярно контуру в последней
точке контура: DEP LN
Система ЧПУ перемещает инструмент по прямой от последней
точки контура P
E
к конечной точке P
N
. Прямая проходит
перпендикулярно контуру в последней точке P
E
. P
N
находится от
P
E
на расстоянии, равном LEN + радиус инструмента.
U Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
U Начните диалог нажатием клавиши APPR/DEP и клавиши
Softkey DEP LN:
U LEN: введите расстояние до конечной точки P
N
Внимание: введите положительное значение
переменной LEN
Примеры NC-кадров
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Последний элемент контура: P
E
с поправкой на
радиус
24 DEP LT LEN12.5 F100
Отвод на LEN=12,5 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец
программы
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Последний элемент контура: P
E
с поправкой на
радиус
24 DEP LN LEN+20 F100
Для отвода от контура по нормали на LEN=20 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец
программы
HEIDENHAIN iTNC 530 207
6.3 Вход в контур и выход из контура
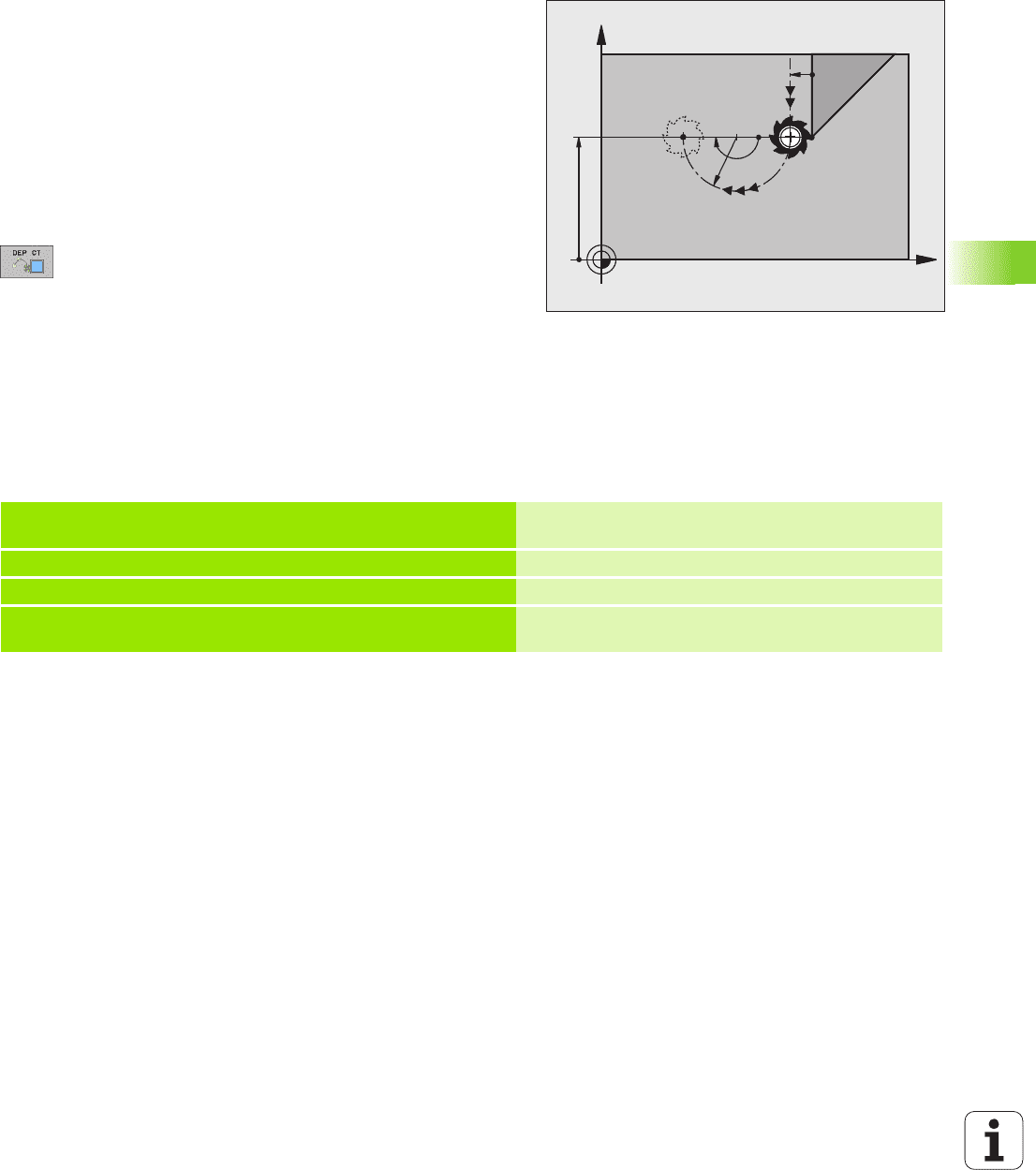
Отвод по касательной дуге вдоль контура:
DEP CT
Система ЧПУ перемещает инструмент по круговой траектории от
последней точки контура P
E
к конечной точке P
N
. Круговая
траектория примыкает к последнему элементу контура по
касательной.
U Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
U Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey DEP CT:
U Центральный угол CCA круговой траектории
U Радиус R круговой траектории
Инструмент должен быть отведен от заготовки с
той стороны, которая была задана коррекцией
на радиус: введие положительное значение для
R
Инструмент должен быть отведен от заготовки
со стороны, противоположной той, для
которой была задана коррекция на радиус:
введите отрицательное значение для R
Примеры NC-кадров
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR
23 L Y+20 RR F100
Последний элемент контура: P
E
с поправкой на
радиус
24 DEP CT CCA 180 R+8 F100
Центральный угол=180°,
Радиус круговой траектории=8 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец
программы
208 Программирование: программирование контуров
6.3 Вход в контур и выход из контура
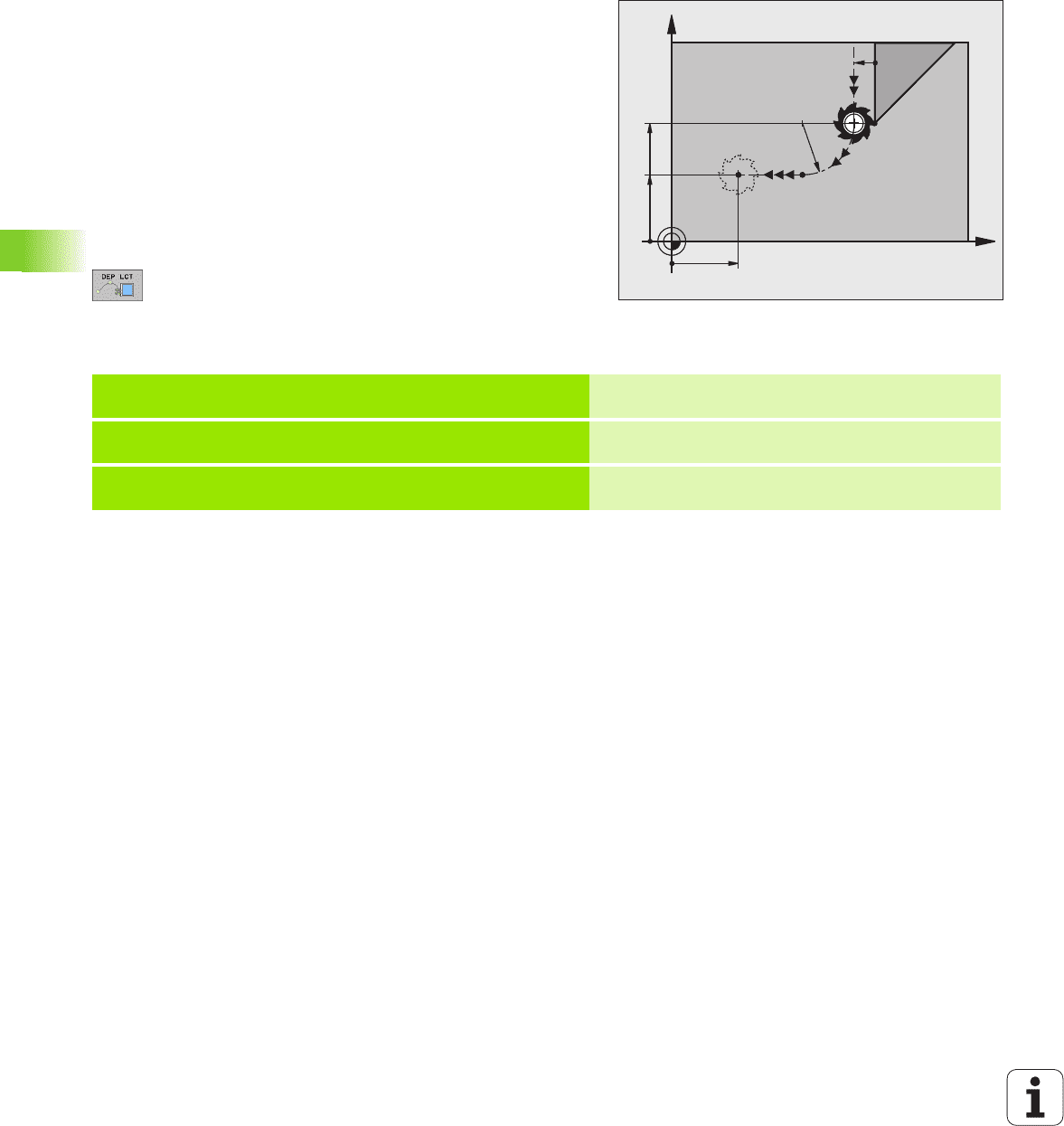
Отвод вдоль контура по касательной дуге,
плавно переходящей в прямую: DEP LCT
Система ЧПУ перемещает инструмент по круговой траектории от
последней точки контура P
E
к вспомогательной точке P
H
. Оттуда
она перемещает его по прямой к конечной точке P
N
. Последний
элемент контура и прямая P
H
– P
N
имеют тангенциальные
переходы с круговой траекторией. Таким образом, круговая
траектория однозначно определена через радиус R.
U Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
U Начните диалог с помощью клавиши APPR/DEP и клавиши
Softkey DEP LCT:
U Введите координаты конечной точки P
N
U Радиус R круговой траектории. Введите
положительное значение для R
Примеры NC-кадров
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Последний элемент контура: P
E
с поправкой на
радиус
24 DEP LCT X+10 Y+12 R+8 F100
Координаты P
N
, радиус круговой траектории=8
мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец
программы
HEIDENHAIN iTNC 530 209
6.4 Движение по траектории – декартовы координаты
6.4 Движение по траектории –
декартовы координаты
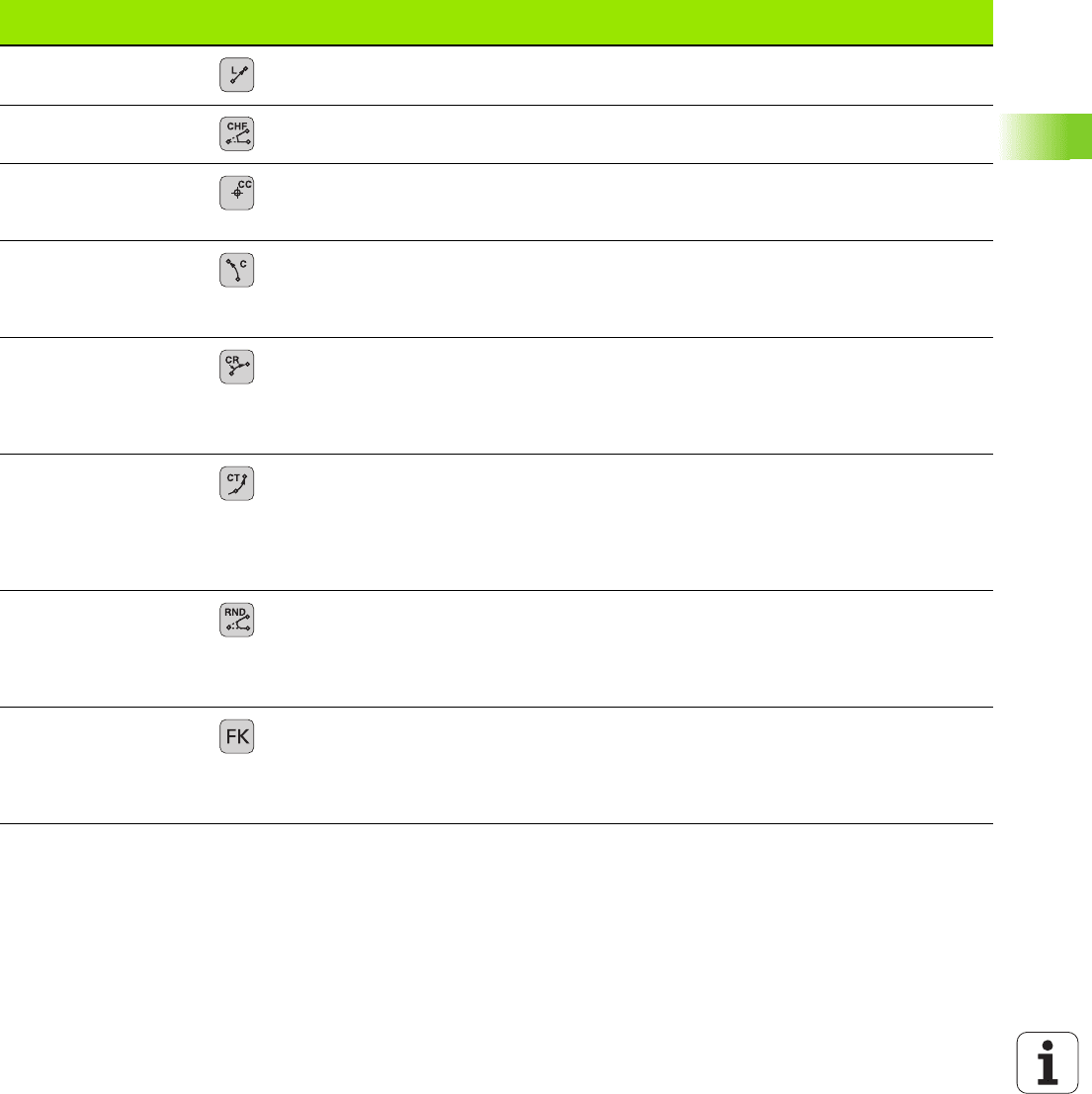
Обзор функций траектории
Функция
Функциональная
клавиша траектории
Движение инструмента Вводимые данные Страница
Прямая L
англ.: прямая
Прямая Координаты конечной
точки прямой
Страница 210
Фаска: CHF
англ.: фаска
Фаска между двумя
прямыми
Длина фаски Страница 211
Центр окружности CC;
англ.: центр
окружности
Отсутствует Координаты центра
окружности или полюса
Страница 213
Дуга окружности C
англ.: окружность
Круговая траектория с
центром окружности CC,
идущая к конечной точке
дуги окружности
Координаты конечной
точки окружности,
направление вращения
Страница 214
Дуга окружности с
указанием радиуса CR
англ.: окружность,
построенная по
радиусу
Круговая траектория с
указанием радиуса
Координаты конечной
точки окружности,
радиус окружности,
направление вращения
Страница 215
Круговая траектория с
плавным сопряжением
участков контура CT
англ.: дуга окружности,
построенная по
касательной
Круговая траектория с
плавным примыканием к
предыдущему и
последующему элементу
контура
Координаты конечной
точки
окружности
Страница 217
Скругление углов RND
англ.: скругление угла
Круговая траектория с
плавным примыканием к
предыдущему и
последующему элементу
контура
Радиус угла R Страница 212
Программирование
свободного контура FK
Прямая или круговая
траектория с любым
переходом к
предыдущему элементу
контура
смотри „Движение по
траектории –
программирование
свободного контура
FK”, страница 230
Страница 234

210 Программирование: программирование контуров
6.4 Движение по траектории – декартовы координаты
Прямая L
Система ЧПУ перемещает инструмент по прямой от его текущей
позиции к конечной точке прямой. Точка старта яляется конечной
точкой предыдущего кадра.
U Координаты конечной точки прямой, если
необходимо
U Поправка на радиус RL/RR/R0
U Подача F
U Дополнительная функция M
Примеры NC-кадров
Ввод фактической позиции
Кадр прямой (L-кадр) можно формировать также с помощью
клавиши „ПРИСВОЕНИЕ ФАКТИЧЕСКОЙ ПОЗИЦИИ“:
U В режиме работы “Ручное управление” следует переместить
инструмент в позицию, которую вы намерены ему прсвоить
U Переключите индикацию дисплея на
"Программирование/редактирование"
U Выберите кадр программы, за которым должен быть вставлен
L-кадр
U Нажмите клавишу „ ПРИСВОЕНИЕ ФАКТИЧЕСКОЙ
ПОЗИЦИИ“: ЧПУ сформирует L-кадр с
координатами фактической позиции
X
Y
60
15
40
10
10
20
7 L X+10 Y+40 RL F200 M3
8LIX+20IY-15
9LX+60IY-10
Количество осей, сохраняемых в памяти системой
ЧПУ в L-кадре, задается MOD-функцией (смотри
„Выбор оси для генерирования L-кадра”,
страница 632).