Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.

ПРИЛОЖЕНИЕ
B--63844RU/02
D. НОМОГРАММЫ
817
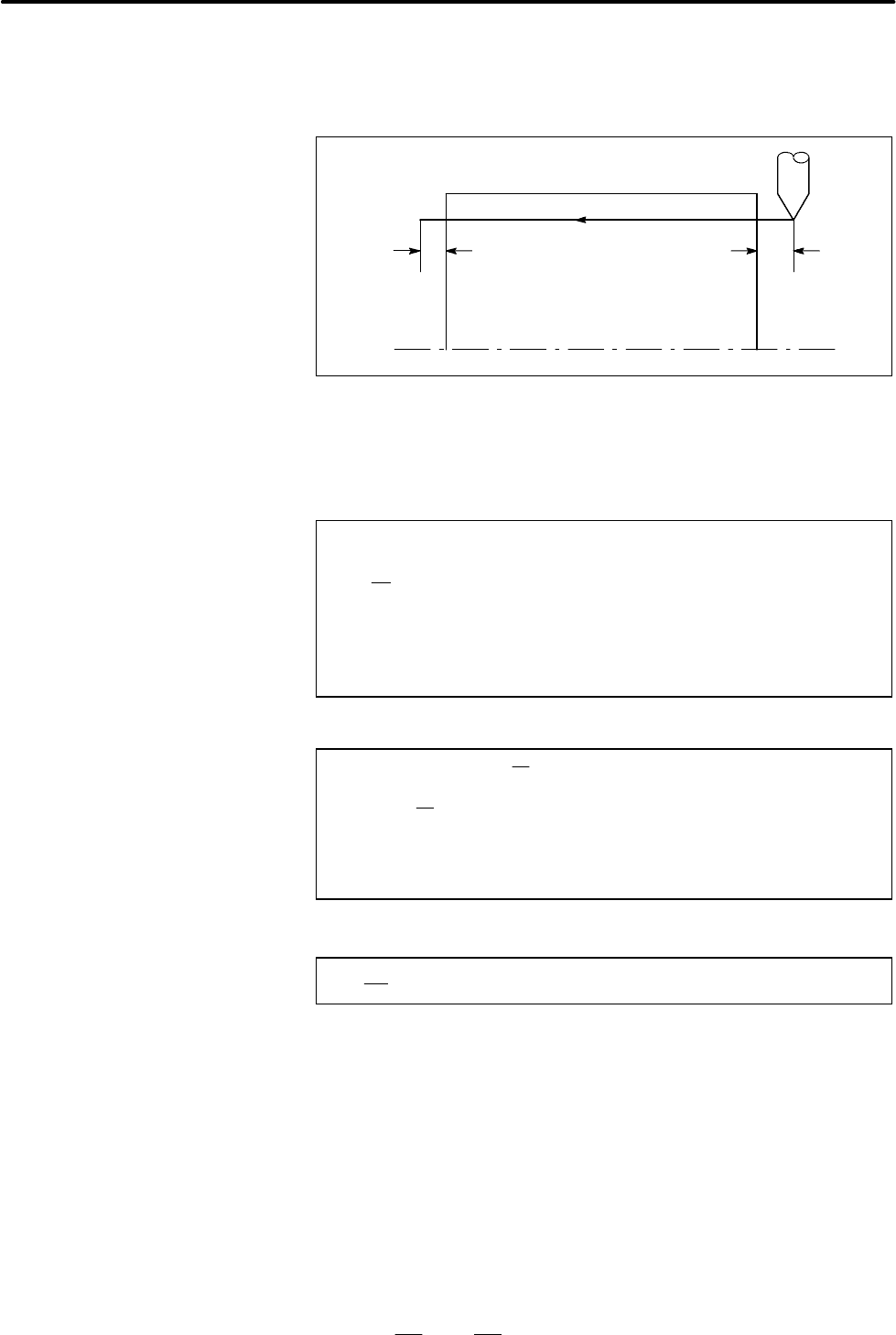
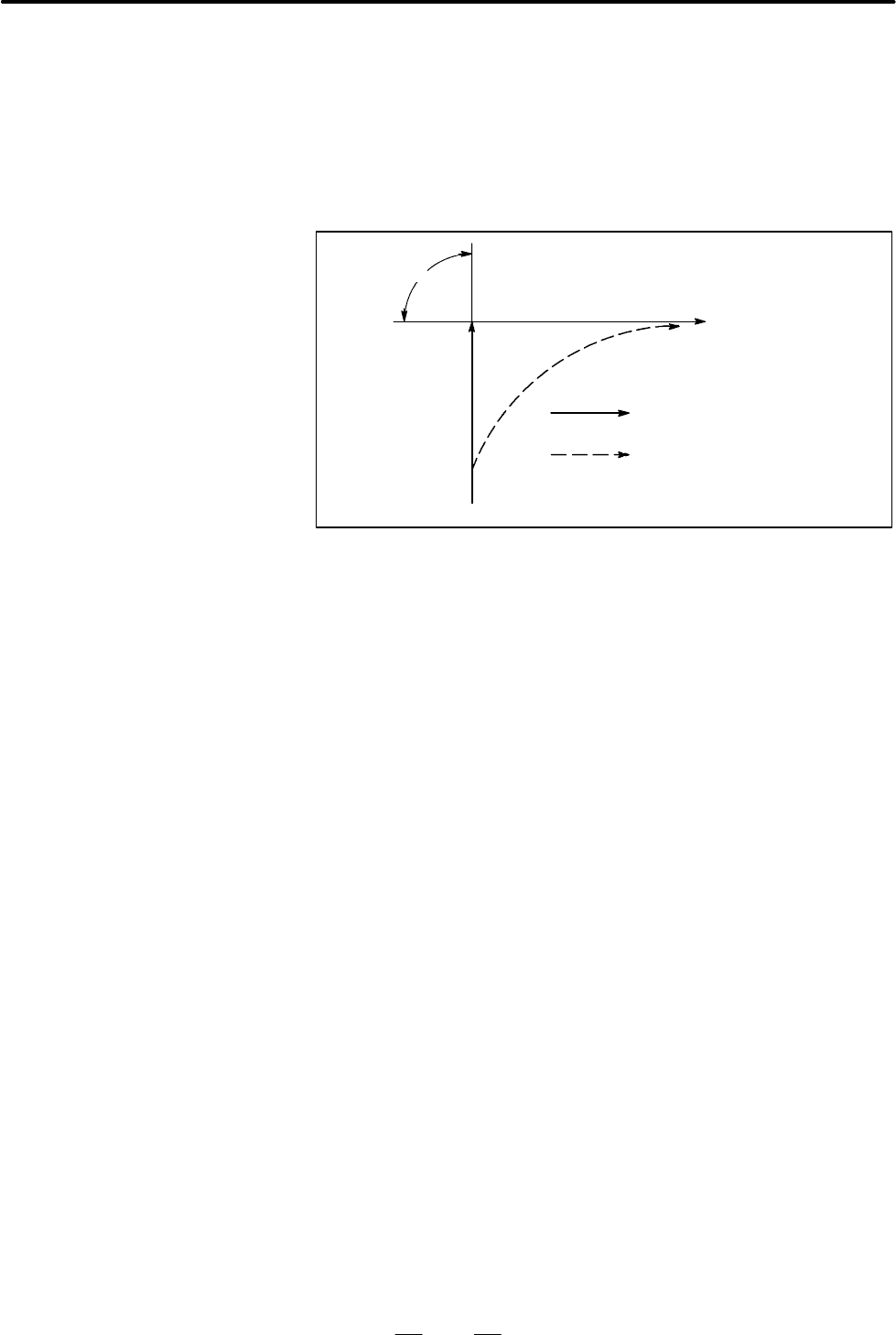
Шаги резьбы, как правило, неверны в δ
1
и δ
2
, как показано на
рис.D.1(a), вследствие автоматического ускорения и замед-
ления. Таким образом, допуски по расстоянию должны
устанавливается в программе до размера δ
1
и δ
2
.
Рис.D.1(a) Неверное положение резьбы
δ
2
δ
1
δ
2
= T
1
V
V =
1
60
RL
T
1
: Постоянная времени сервосистемы (сек)
V: Скорость резания (мм/сек)
R: Скорость шпинделя (мин
--1
)
L: Подача при нарезании резьбы (мм)
Постоянная времени T
1
(сек)
сервосистемы: Обычно
0.033 сек.
(1).......
(мм)
δ
1
= {t–T
1
+ T
1
exp(–
t
T
1
)}V
a = exp(–
t
T
1
)
(2).......
(3).......
T
1
: Постоянная времени
сервосистемы (сек)
V:Скорость резания (мм/сек)
Постоянная времени T
1
(сек)
сервосистемы: Обычно
0.033 сек.
Шаг в начале нарезания резьбы короче заданного шага L, и
допустимой погрешностью шага является ∆L. Отсюда следует.
a =
∆L
L
Когда определено значение HαI, возникает погрешность
времени до момента получения точной резьбы. Время HtI заме-
няется на (2) для того, чтобы определить δ
1
: Постоянные V и T
1
определяются аналогично δ
2
. Поскольку вычисление δ
1
достаточно сложное, на следующих страницах приведены
номограммы.
D.1
НЕВЕРНАЯ ДЛИНА
РЕЗЬБЫ
Пояснения
D Как определить δ
2
D Как определить δ
1
ПРИЛОЖЕНИЕD. НОМОГРАММЫ
B--63844RU/02
818
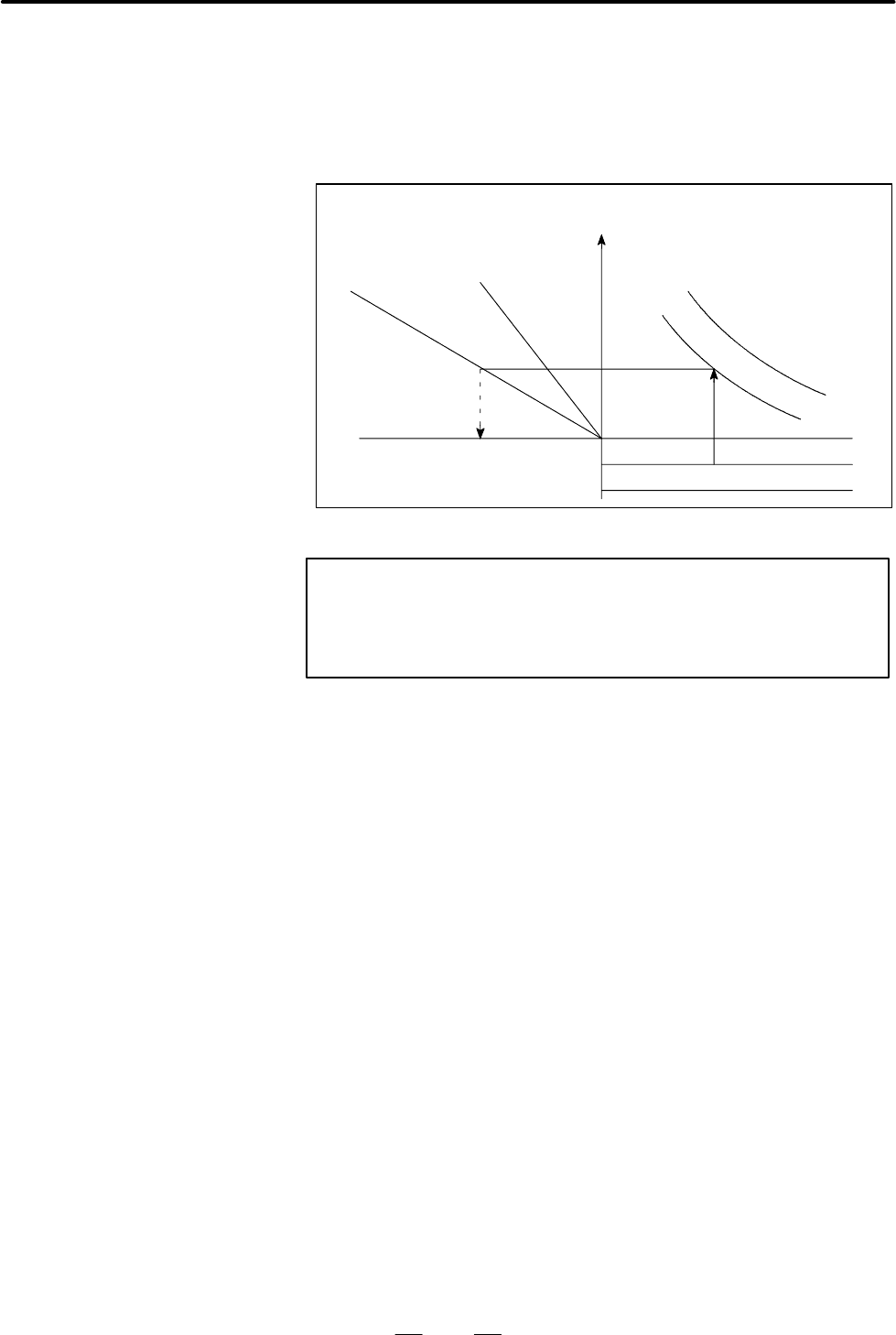
Сначала задайте класс и шаг резьбы. Точность резьбы, α, будет
получена в (1) и зависит от постоянной времени ускорения /
торможения рабочей подачи, значение δ
1
, когда V=10мм/сек,
будет получено в (2). Затем, в зависимости от скорости наре-
ания резьбы, значениеδ
1
при скорости, кроме 10 мм/сек, будет
получено в (3).
Постоянная
времени
сервосистемы
V=40 мм/сек
V=20 мм/сек
(3)
0
δ
1
a
L
L
(1)
(2)
δ
1
(V=10 мм/сек)
T
1
T
2
Рис.D.1(b) Номограмма
Смотрите далее в руководстве в
разделе справочной информации
реальный пример графика.
ПРИМЕЧАНИЕ
Уравнения для δ
1
и δ
2
используются для тех случаев,
когда постоянная времени ускорения / торможения
рабочейподачиравна0.
D Как использовать
номограмму
ПРИЛОЖЕНИЕ
B--63844RU/02
D. НОМОГРАММЫ
819
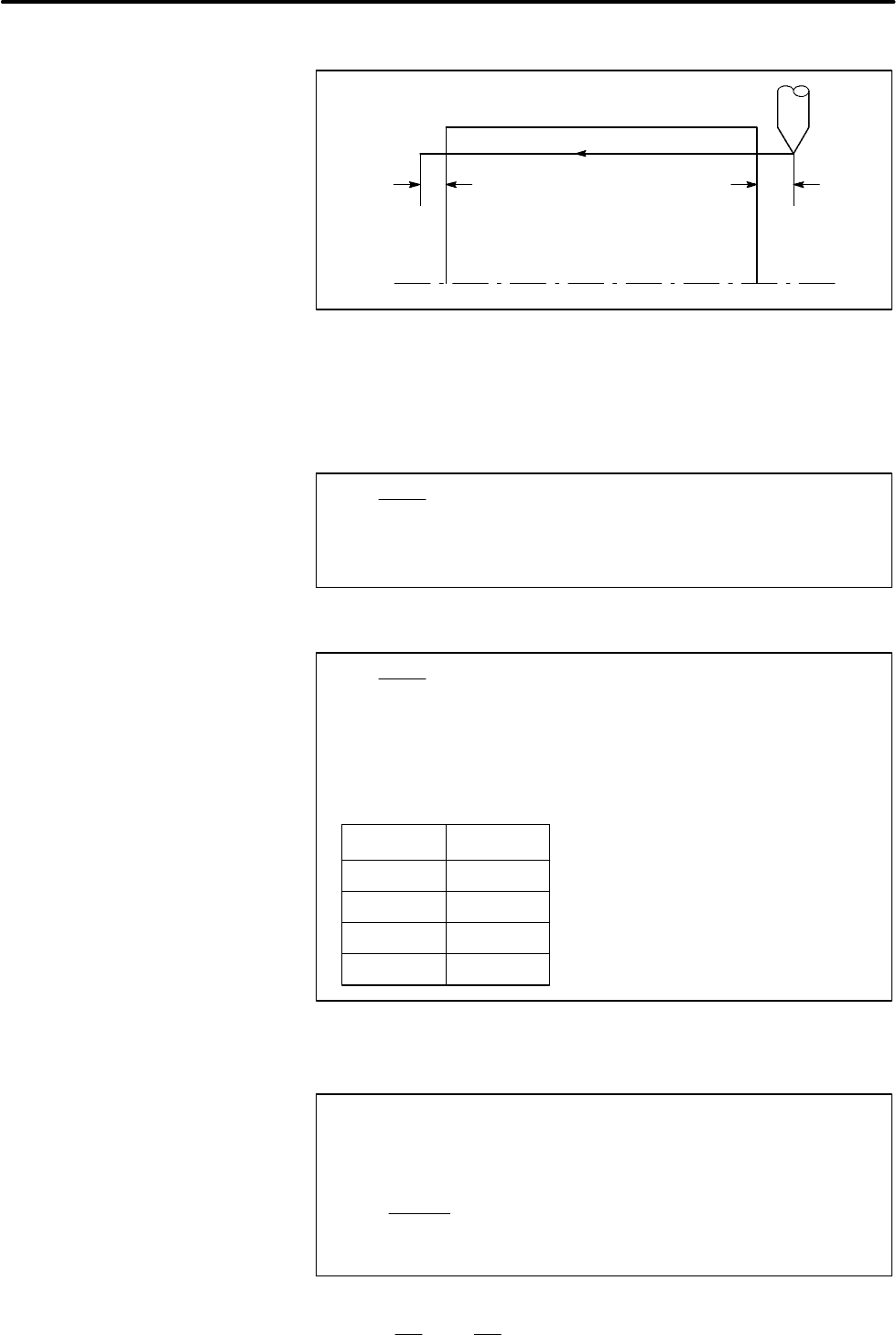
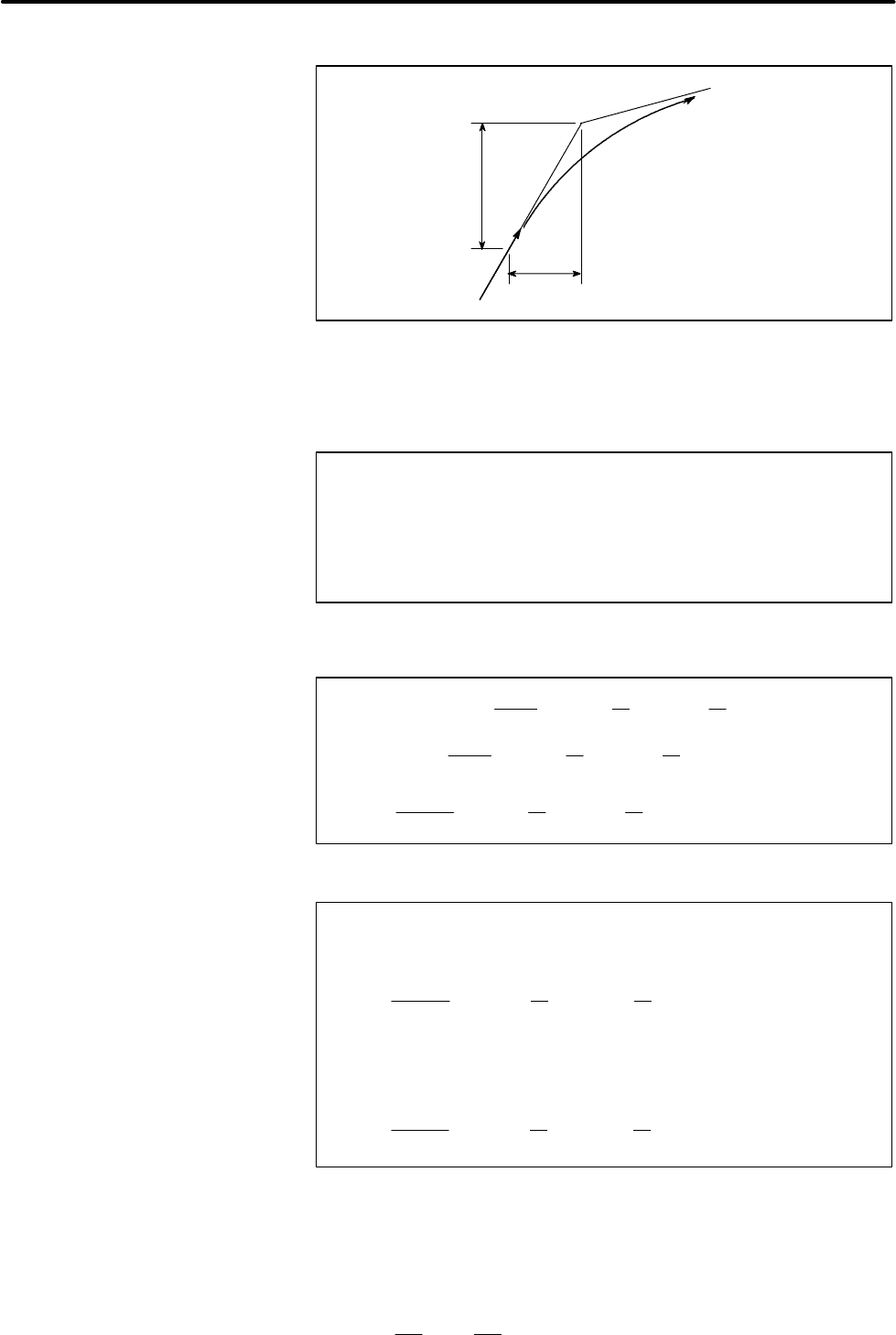
Рис.D.2(a) Неверный участок нарезки резьбы
δ
2
δ1
R: Скорость шпинделя (мин
--1
)
L: Шаг резьбы (мм)
* Когда постоянная времени
сервосистемы равна 0.033 сек.
δ
2
=
LR
1800 *
(мм)
δ
1
=
LR
1800 *
(–1–lna)
= δ
2
(–1–lna)
Ниже приведены допустимые размеры резьбы.
a
--1--lna
0.005 4.298
0.01
0.015
0.02
3.605
3.200
2.912
(мм)
(мм)
R: Скорость шпинделя (мин
--1
)
L: Шаг резьбы (мм)
* Когда постоянная времени
сервосистемы равна 0.033 сек.
R=350 мин
1
L=1 мм
a=0.01 тогда
δ
2
=
350 × 1
1800
= 0.194
δ
1
= δ
2
× 3.605 = 0.701
(мм)
(мм)
D.2
ПРОСТОЕ
ВЫЧИСЛЕНИЕ
НЕВЕРНОЙ ДЛИНЫ
РЕЗЬБЫ
Пояснения
D Как определить δ
2
D Как определить δ
1
Примеры
ПРИЛОЖЕНИЕD. НОМОГРАММЫ
B--63844RU/02
820
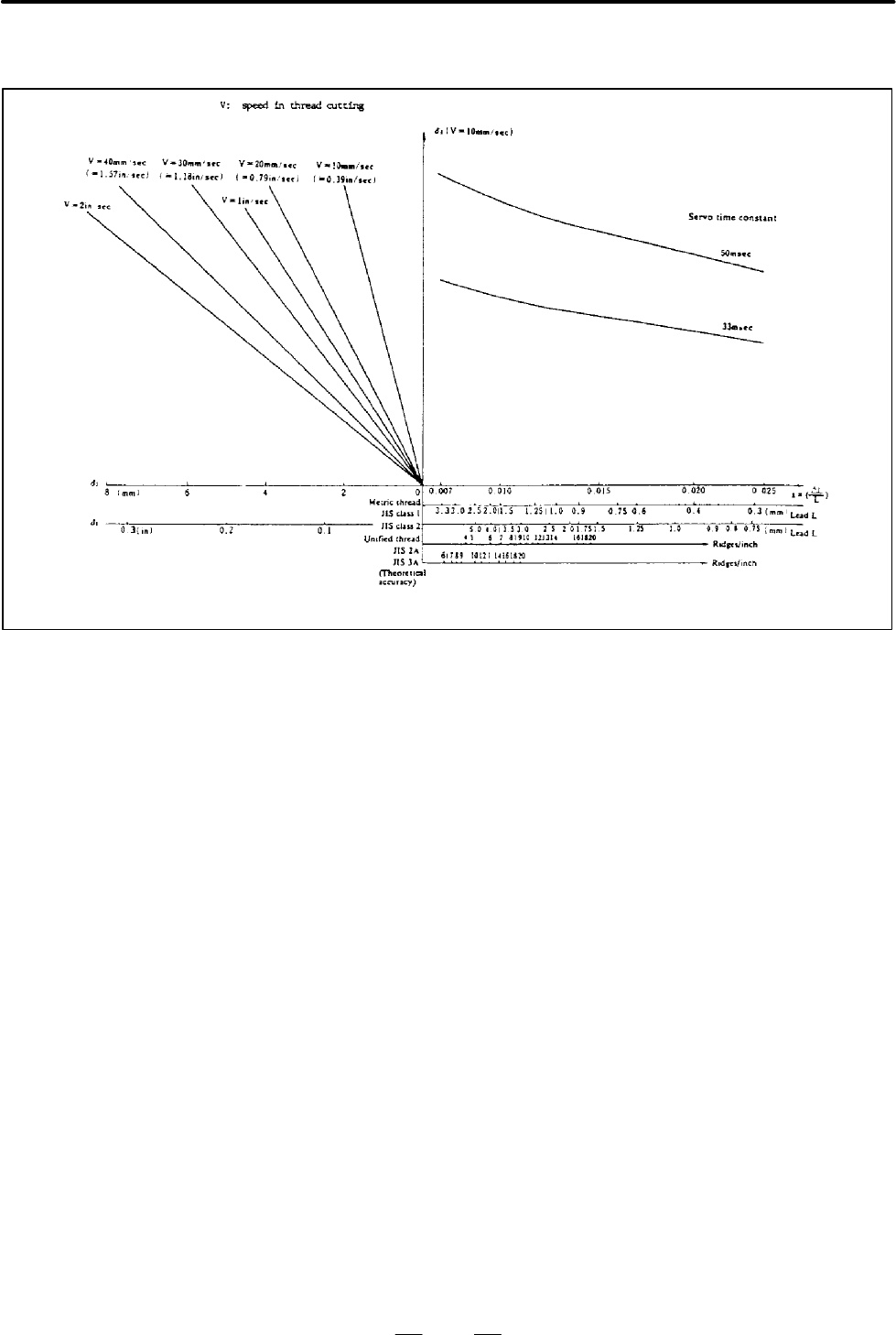
Рис.D.2(b) Номограммадляполучениярасстоянияприближенияδ
1
D Справочная
информация
ПРИЛОЖЕНИЕ
B--63844RU/02
D. НОМОГРАММЫ
821
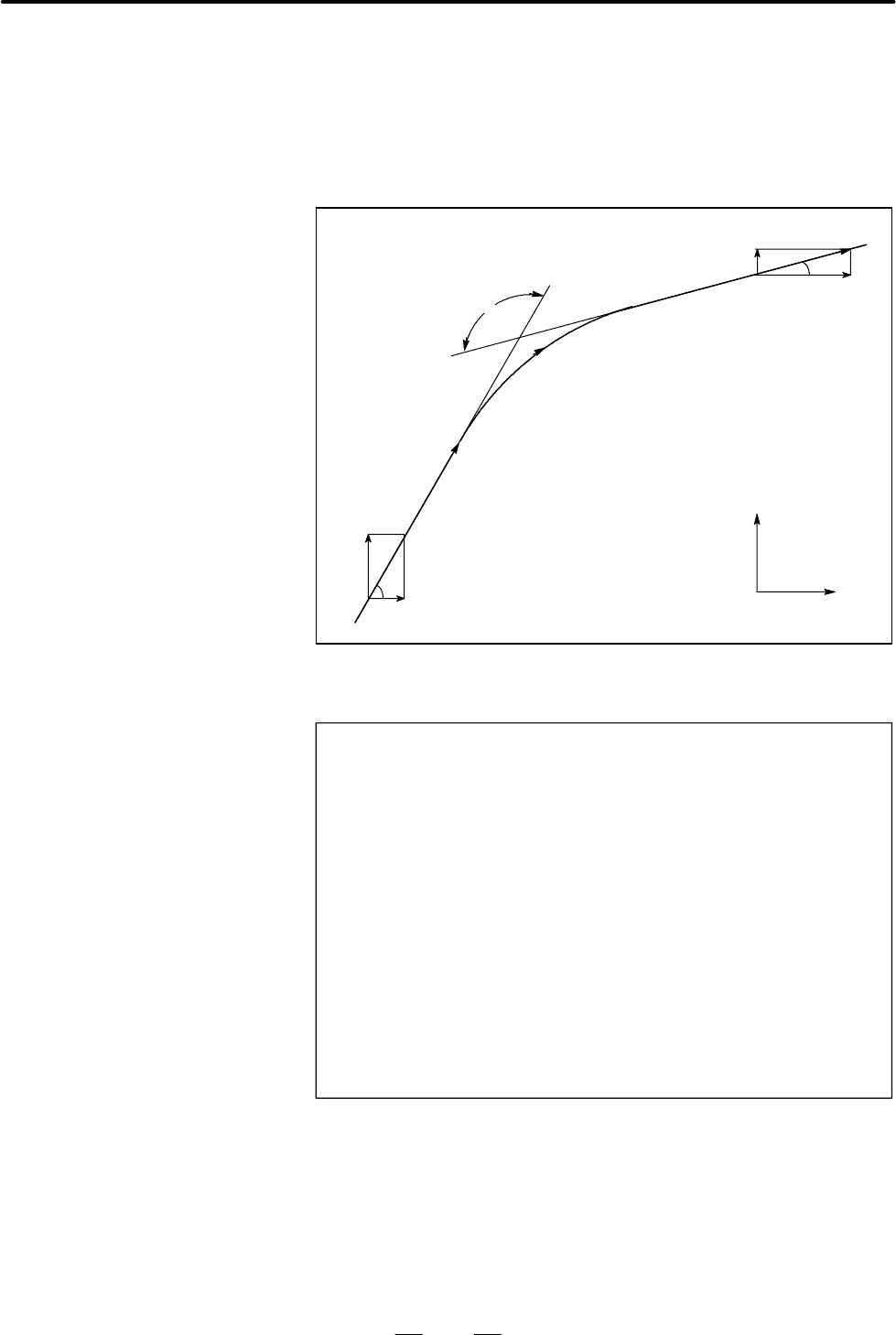
Когда задержка сервосистемы (вследствие экспоненциального
ускорения/ торможения при резании или вызванная системой
позиционирования) сопровождается скруглением углов,
возникает незначительное различие между траекторией
движения инструмента (траекторией центра инструмента) и
запрограммированнойтраекторией, как показано на
рис. D.3 (a).
Постоянная времени T
1
экспоненциального ускорения/
торможения установлена на 0.
θ
V
1
V
2
Траектория движения инструмента
Рис.D.3(a) Небольшое отклонение между траекторией движения
инструмента и запрограммированной траекторией
Запрограммированная траектория
Данная траектория движения инструмента определяется
следующими параметрами:
• Скорость подачи (V
1
,V
2
)
• Величина угла (q)
• Постоянная времени экспоненциального ускорения /
замедления (T
1
) при резании (T
1
=0)
• Наличие или отсутствие буферного регистра.
Указанные выше параметры используются для теоретического
анализа траектории движения инструмента, а вышеуказанная
траектория прочерчивается с помощью параметра, который
установлен в качестве примера.
Во время фактического программирования необходимо учи-
тывать указанные выше пункты, а программирование необ-
ходимо осуществлять внимательно, так чтобы форма заготовки
была получена с желаемой точностью.
Другими словами, когда форма заготовки не соответствует
теоретическойточности, команды следующего блока не должны
считываться до тех пор, показаданная скоростьподачинестанет
равной нулю. После чего используется функция задержки для
остановки станка на определенное время.
D.3
ТРАЕКТОРИЯ
ДВИЖЕНИЯ
ИНСТРУМЕНТА В УГЛУ
ПРИЛОЖЕНИЕD. НОМОГРАММЫ
B--63844RU/02
822
Траектория движения инструмента, показанная на рис. D.3 (b),
анализируется с учетом следующих условий:
Скоростьподачиявляется постоянной вобоих блокахдо и после
скругления.
Контроллер имеет буферный регистр.(Погрешность различна
в зависимости от скорости считывания устройства с ленты,
количества символов следующего блока и т.д.).
θ
V
V
X1
V
Y1
φ
1
V
Y2
V
X2
φ
2
V
Z
X
0
Рис.D.3(b) Пример траектории инструмента
V
X1
= V cos φ
1
V
Y1
= V sin φ
1
V
X2
= V cos φ
2
V
Y2
= V sin φ
2
V:Скорость подачи в обоих блоках до и после скругления
V
X1
: Составляющая скорости подачи в предыдущем блоке по оси Х
V
Y1
: Составляющая скорости подачи в предыдущем блоке по оси Y
V
X2
: Составляющая скорости подачи в последующем блоке по оси Х
V
Y2
: Составляющая скорости подачи в последующем блокепо оси Y
θ : Угол
φ
1
: Угол, образованный заданным направлением траектории
предыдущего блока и осью Х
φ
2
: Угол, образованный заданным направлением траектории
последующего блока и осью Y
Анализ
D Описание условий и
символов
ПРИЛОЖЕНИЕ
B--63844RU/02
D. НОМОГРАММЫ
823
Рис.D.3(c) Исходное значение
Y
0
X
0
V
0
Исходное значение, когда начинается скругление, то есть
координаты X и Y в конце распределения команд контроллером,
определяется скоростью подачи и постоянной времени
позиционирования сервомотора.
X
0
= V
X1
(T
1
+ T
2
)
Y
0
= V
Y1
(T
1
+ T
2
)
T
1
: Постоянная времени экспоненциального ускорения /
торможения.(T=0)
T
2
: Постоянная времени системы позиционирования (обратно
пропорциональная коэффициенту обратной связи по положению)
Уравнения ниже представляют скорость подачи на угловом
участке в направлении оси Х и направлении оси Y.
V
X
(t) = (V
X2
–V
X1
)[1–
V
X1
T
1
–T
2
{T
1
exp(–
t
T
1
)–T
2
exp(–
t
T
2
)} + V
X1
]
= V
X2
[1–
V
X1
T
1
–T
2
{T
1
exp(–
t
T
1
)–T
2
exp(–
t
T
2
)}]
V
Y
(t) =
V
Y1
–V
Y2
T
1
–T
2
{T
1
exp(–
t
T
1
)–T
2
exp(–
t
T
2
)} + V
Y2
Следовательно, координаты траектории движения инструмента
за время
t рассчитываются по следующим уравнениям:
X(t) =
t
0
V
X
(t)dt–X
0
=
V
X2
–V
X1
T
1
–T
2
{T
1
2
exp(–
t
T
1
)–T
2
2
exp(–
t
T
2
)}–V
X2
(T
1
+ T
2
–t)
Y(t) =
t
0
V
Y
(t)dt–Y
0
=
V
Y2
–V
Y1
T
1
–T
2
{T
1
2
exp(–
t
T
1
)–T
2
2
exp(–
t
T
2
)}–V
Y2
(T
1
+ T
2
–t)
D Вычисление
исходного значения
D Анализ траектории
движения
инструмента в углу
ПРИЛОЖЕНИЕD. НОМОГРАММЫ
B--63844RU/02
824
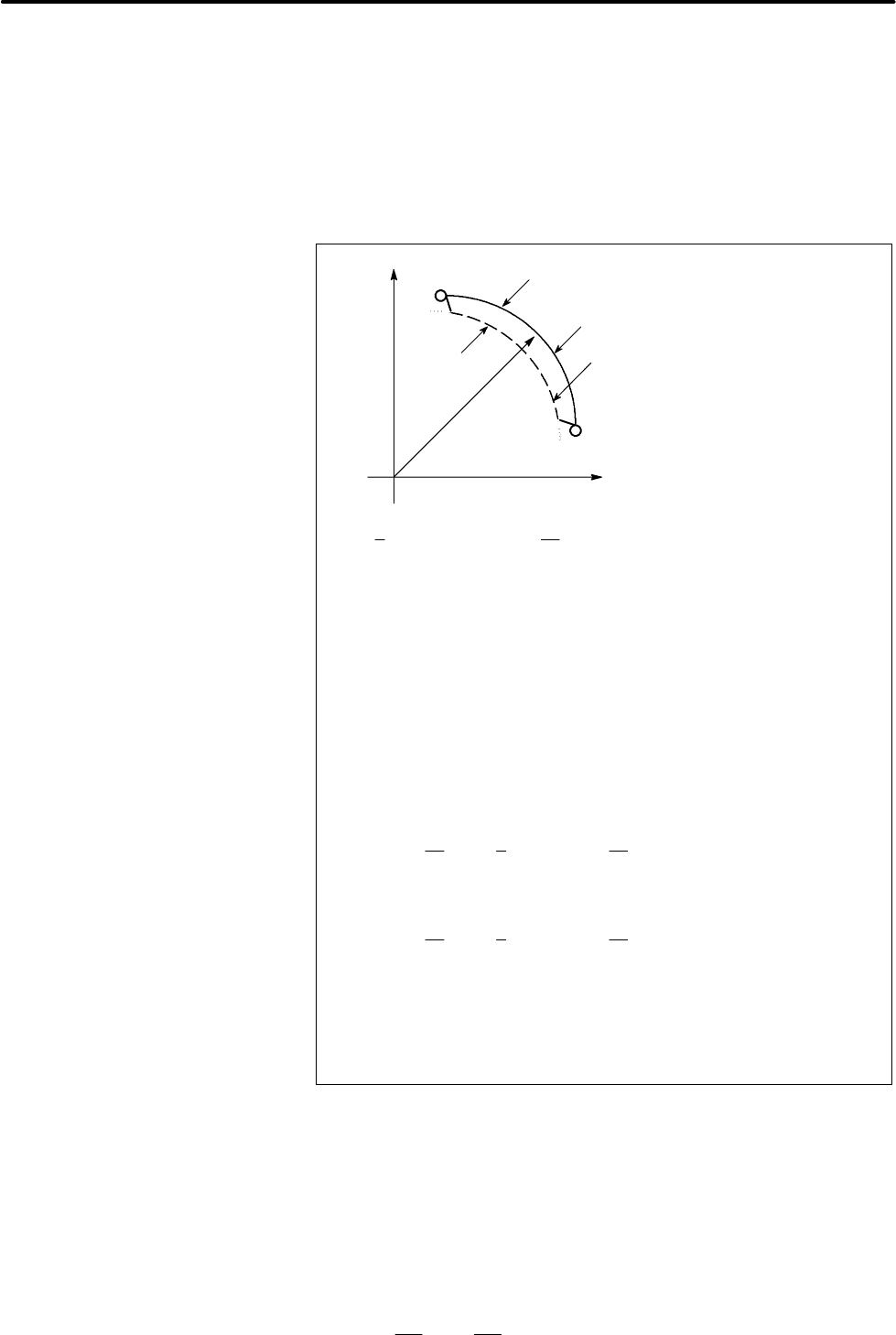
Когда используется сервомотор, система позиционирования
создает погрешность между введенными командами и выведен-
нымирезультатами. Поскольку инструментперемещается вдоль
заданного участка, при линейной интерполяции погрешности
не возникает. Прикруговойинтерполяции, однако, возможно
возникновение радиальной погрешности, особенно во время
резания по окружности при высоких скоростях.
Эту погрешность можно рассчитать следующим образом:
∆r =
1
2
(T
1
2
+ T
2
2
(1 − α
2
))
V
2
r
∆
r
X
Z
(1).......
Запрограммированная траектория
Фактическая траектория
∆
r:Максимальная погрешность радиуса (мм)
v:Скорость подачи (мм/сек)
r:Радиус окружности (мм)
T
1
: Постоянная времени экспоненциального ускорения
/ торможения (сек) при резании (T=0)
T
2
: Постоянная времени системы позиционирования (сек).
(Обратно пропорциональна
коэффициенту обратной связи по положению)
α
: Коэффициент скорости подачи вперед (%)
r
В случае применения колоколообразного ускорения / торможения и
линейного ускорения / торможения после интерполяции рабочей
подачи, приближенное значение данной погрешности радиуса можно
рассчитать по следующему уравнению:
Линейное ускорение / торможение после интерполяции рабочей
подачи
Колоколообразноеускорение/ торможение после интерполяции
рабочей подачи
Таким образом, погрешность радиуса в случае применения
колоколообразного ускорения / торможения и линейного ускорения /
торможения после интерполяции меньше погрешности в случае
применения экспоненциального ускорения / торможения на коэф--
фициент 12, исключая любую погрешность, вызванную постоянной
времени в контуре системы привода подачи.
∆r =
1
24
T
1
2
+
1
2
T
2
2
(1 − α
2
)
V
2
r
∆r =
1
48
T
1
2
+
1
2
T
2
2
(1 − α
2
)
V
2
r
Поскольку радиус обработки r(мм) и допустимая погрешность
∆r(мм) заготовки получаются при фактической обработке, до-
пустимая предельная скорость подачи v(мм/сек) определяется
уравнением (1).
Поскольку постоянная времени ускорения / торможения при
резании, которая устанавливается для данного оборудования,
различна для различных станков, смотрите руководство,
издаваемое изготовителем станка.
D.4
ПОГРЕШНОСТЬ В НАП-
РАВЛЕНИИ РАДИУСА
ПРИ РЕЗАНИИ ПО
ОКРУЖНОСТИ
ПРИЛОЖЕНИЕ
B--63844RU/02
E. СТАТУС ПРИ ВКЛЮЧЕНИИ ПИТАНИЯ,
ОЧИСТКЕ ДАННЫХ ИЛИ ПЕРЕЗАГРУЗКЕ
825
E
СТАТУСПРИВКЛЮЧЕНИИПИТАНИЯ, ОЧИСТКЕ
ДАННЫХ ИЛИ ПЕРЕЗАГРУЗКЕ
Параметр CLR (ном. 3402#6) используется для того, чтобы
выбрать, будет ли сброс ЧПУ переводить систему в состояние
очистки данных или сброса (0: состояние перезагрузки /1:
состояние очистки данных).
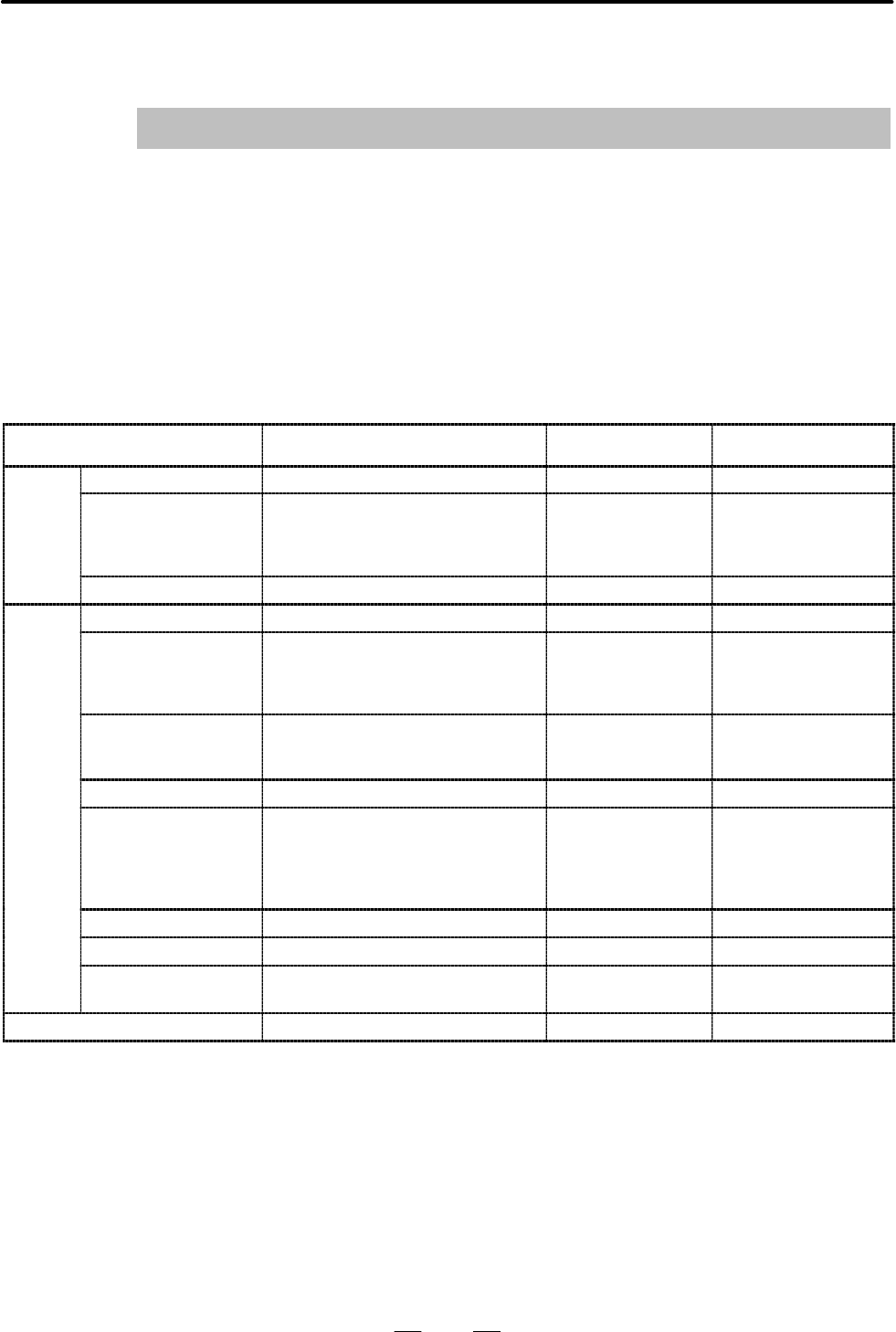
Символы в таблице ниже означают следующее :
f:Состояниенеменяетсяилиперемещениепродолжается.
×:Состояние отменяется или перемещение прерывается.
Элемент При включении питания Очистка данных Сброс
Задан--
е
Величина коррекции f f f
ные
данные
Данные,
установленные
операцией ручного
ввода данных
f f f
Параметр f f f
Раз--
е
Программы в памяти f f f
личные
данные
Содержимое в
буферном
запоминающем
устройстве
× × f : Режим ручногом
ввода данных
× : Другой режим
Отображение
номера
последовательности
f f (Примечание 1) f (Примечание 1)
Однократный G--код × × ×
Модальный G--код Исходные G--коды.
(Коды G20 и G21 возвращаются в
то же состояние, в котором они
находились при последнем
отключении питания).
Исходные G--коды.
(G20/G21 не
меняются).
f
F Нуль Нуль f
S, T, M × f f
К (Количество
повторов)
× × ×
Значение координат заготовки Нуль f f
ПРИЛОЖЕНИЕ
E. СТАТУС ПРИ ВКЛЮЧЕНИИ ПИТАНИЯ,
ОЧИСТКЕ ДАННЫХ ИЛИ ПЕРЕЗАГРУЗКЕ
B--63844RU/02
826
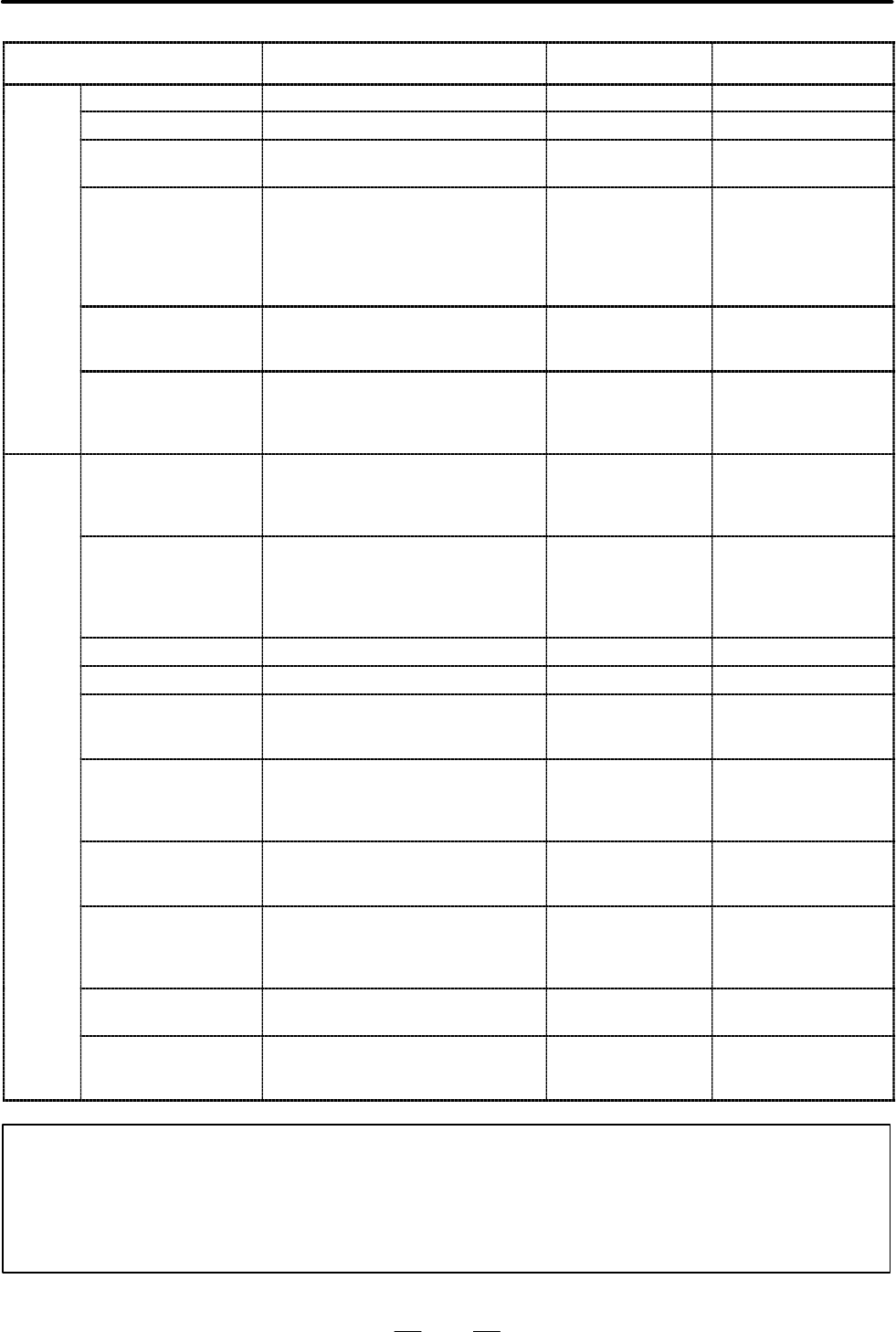
Элемент СбросОчистка данныхПри включении питания
Дейст--
е
Перемещение × × ×
вие в
п
р
о--
Задержка × × ×
п
р
о
-
-
цессе
работы
Выдача M, S и T--
кодов
× × ×
Коррекция на
длинуинструмента
× В зависимости от
параметра LVK
(ном. 5003#6)
f : Режим ручного
ввода данных
Другие режимы
зависят от
параметра LVK (ном.
5003#6).
Коррекция режущего
инструмента
× × f : Режим ручного
ввода данных
× : Другие режимы
Сохранение в памяти
номера вызванной
подпрограммы
× × (Примечание 2) f : Режим ручногом
ввода данных
× : Другие режимы
(Примечание 2)
Выход--
ные
сиг--
налы
Сигнал тревоги ЧПУ
AL
Аннулируется, если нет причины
для сигнала тревоги
Аннулировать,
если нет причины
для сигнала
тревоги
Аннулировать, если
нет причины для
сигнала тревоги
Индикатор,
подтверждающий
возврат
в референтное
положение
× f
(× : Аварийная
остановка)
f
(× : Аварийная
остановка)
S, T и B--коды × f f
M--код × × ×
M, S и T
стробирующие
сигналы
× × ×
Сигнал вращения
шпинделя
(аналоговый S--
сигнал)
× f f
Сигнал готовности
ЧПУ
MA
ВКЛ f f
Сигнал готовности
сервосистемы
SA
ВКЛ (Если это не сигнал
тревоги, относящийся к
сервосистеме)
ВКЛ (Если это не
сигнал тревоги,
относящийся к
сервосистеме)
ВКЛ (Если это не
сигнал тревоги,
относящийся к
сервосистеме)
Индикатор пуска
цикла (STL)
× × ×
Индикатор
блокировки подачи
(SPL)
× × ×
ПРИМЕЧАНИЕ
1 Когда выполнен заголовок, отображается номер основной программы.
2 Когда сброс выполняется во время исполнения подпрограммы, управление возвра--
щается к заголовку главной программы.
Нельзя начать выполнение середины подпрограммы.