Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

13. Вспомогательные программные функции
13.18 ASCII макрокодировка
Формат команды
За
д
ает а
др
ес и ко
д
ASCII код для вызова макроса (один символ)
Значение или выражение для вывода переменной
(Диапазон настройки: ±999999.9999)
Подробное описание
(1) Указанная выше команда действует таким же образом, как и указанная ниже.
Соответствие команд задается для каждого ASCII кода при помощи параметров.
0: M98 P∆∆∆∆ ;
1: G65 P∆∆∆∆ <аргумент> ;
2: G66 P∆∆∆∆ <аргумент> ;
3: G66.1 P∆∆∆∆ <аргумент> ;
Если параметры заданы для указанных выше пунктов 2 и 3 , модовый вызов будет
отменен. Поэтому следует задавать команду отмены (G67) после задания кода вызова
или во время макроса пользователя.
(2) Код ASCII для вызова макроса при помощи ASCII кодов и № вызываемой программы
P∆∆∆∆ задаются при помощи параметров.
До двух ASCII кодов могут быть зарегистрированы.
(3) Раздел кодов выводится для переменных, однако конечная цель вывода
различается в зависимости от типа вызова и адреса.
(a) Для типа M98
Раздел кода выводится для стандартной переменной, а номер переменной
задается при помощи параметров.
При соответствии с первым адресом (параметр #7401), раздел выводится для
стандартной переменной, которая обозначает первый номер переменной.
(параметр #7404).
(b) Для типа G65/G66/G66.1
Раздел кодов выводится для локальной переменной. № переменной различается в
зависимости от адреса и соответствует следующей таблице.
Адрес
#
Адрес
#
Адрес
#
Адрес
#
Адрес
#
Адрес
#
A 1 F 9 K 6
P
16 U 21 Z 26
B 2 G 10 L 12
Q
17 V 22
C 3 H 11 M 13
R
18
w
23
D 7 I 4 N 14
S
19 X 24
E 8 J 5 0 15 T 20 Y 25
(Примечание) Могут быть использованы следующие адреса.
A, B, D, F, H, I, J, K, M, Q, R, S, T
472
13. Вспомогательные программные функции
13.18 ASCII макрокодировка
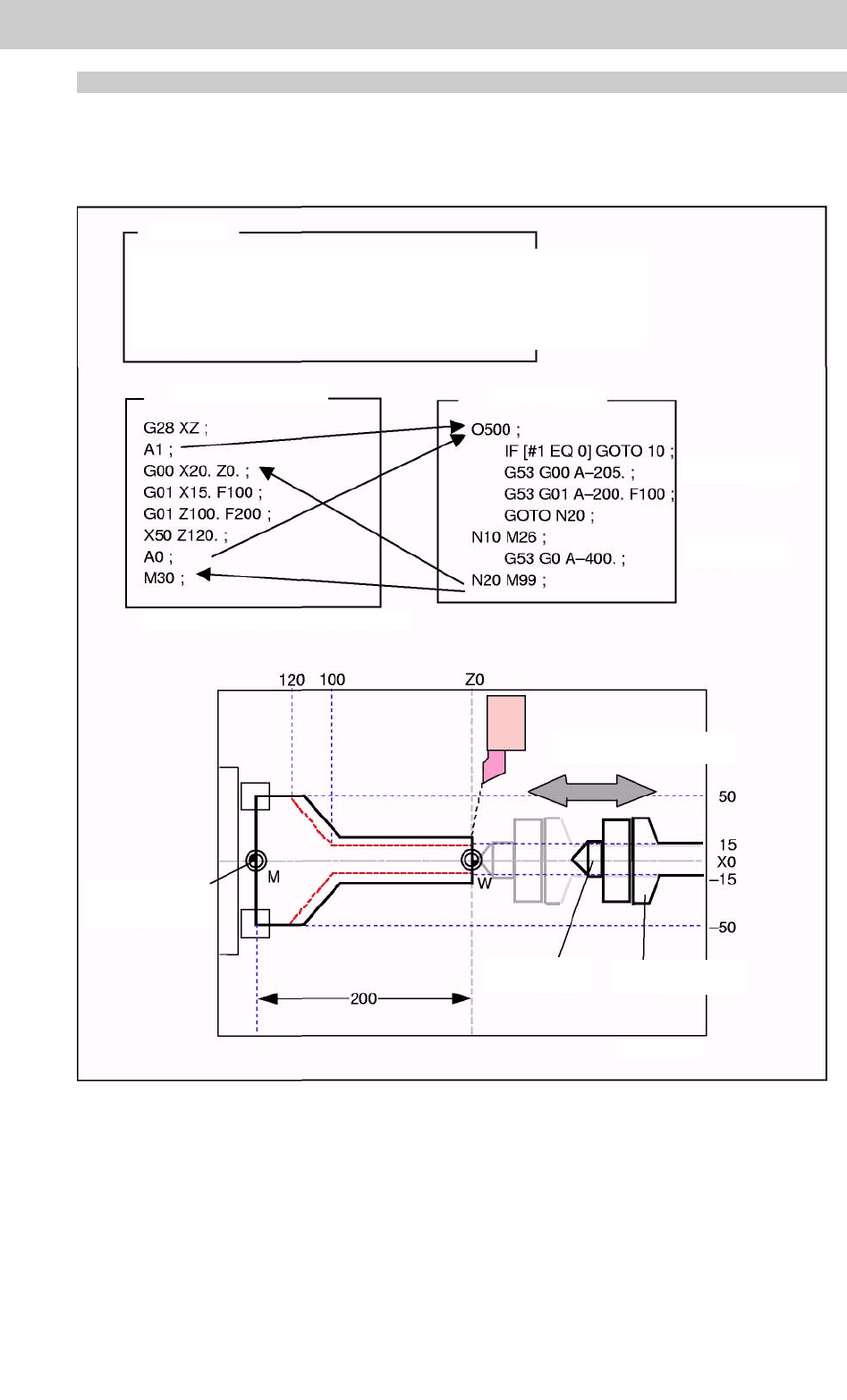
Пример программы
Программа, предназначенная для управления задней бабкой с адресом A и обработки
длинной тонкой заготовки, приведена ниже.
473
Параметр
#7411 (ASCII [02] Действ./Недейств) 1 (Действ.)
#7412 (ASCII [02] Код) A
#7413 (ASCII [02] Тип) 1 (G65 тип)
#7414 (ASCII [02] № программы.) 500
#7415 (ASCII [02] Переменная) 100 (Не используется)
Основная программа
Подпрограмма
Движение
зад
н
е
й
баб
ки
Отвод задней
бабки
Адрес A преобразуется в G65 P500.
Нажать при помощи A1
Тян
у
ть п
р
и помо
щ
и A0
Нулевая точка
координат
станка
Шпиндель
задней бабки
Шпиндель
задней бабки A
(Ед-ца: мм)
13. Вспомогательные программные функции
13.18 ASCII макрокодировка
Ограничения
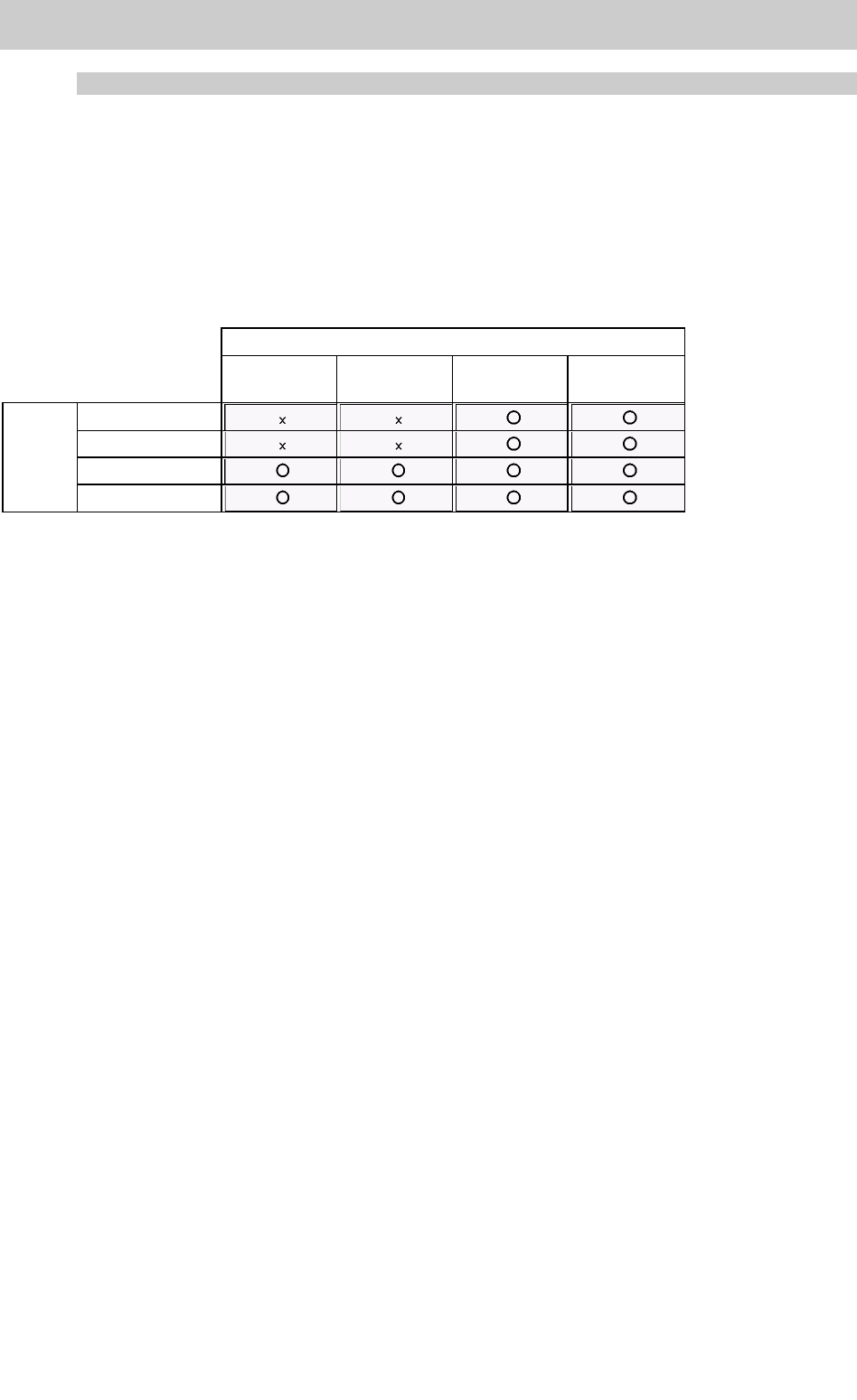
(1) Вызов макроса при помощи ASCII кода из программы, вызванной макросом при
помощи ASCII кода
Макрос не может вызван при помощи ASCII кода из программы, вызванной макросом
при помощи ASCII кода.
Другие схемы приведены ниже.
Если указано, что макрос не может быть вызван, команда будет распознаваться как
стандартная команда.
Вызываемая сторона
ASCII
GMSTB
макрос
G65/66/66.1
M98
ASCII
GMSTB макрос
G65/66/66.1
Сторона
вызова
M98
(2) Уровень вложения команды макровызова
Мокроподпрограмма может вызываться на макс. четырех уровнях при использовании
команд простого вызова (G65) и модового вызова(G66/G66.1).
Аргумент команды макровызова действует только на вызываемом макроуровне.
Так как уровень вложения макровызова ограничен четырьмя уровнями, аргумент для
каждого макровызова может использоваться в программе в качестве локальной
переменной.
(3) Уровень вложения вызова подпрограммы
Если принять основную программу за 0, до восьми уровней подпрограмм могут
вызываться (M98) из подпрограммы.
Следующие команды используются для вложения подпрограммы.
(a) M98
(b) G65 G66 G66.1
(c) Вызов G кода Вызов внесистемной функции (M/S/T/B)
(d) MDI прерывание
(e) Автоматическое измерение длины резца
(f) Функция многоступенчатого пропуска
Следующие команды задаются независимо от вложения.
(g) Фиксированный цикл
(h) Макропрерывание
474
13. Вспомогательные программные функции
13.18 ASCII макрокодировка
(4) Очередность приоритета команд
Если "M" задана для ASCII кодового адреса, происходит наложение основных,
необходимых для станка, кодов. В таком случае идентификация команд производится
со следующим приоритетом с использованием кодовых значений.
(a) M98, M99 (команда вызова подпрограммы)
M00 (команда остановки программы), M01 (опциональная команда остановки)
M02, M30, M198, M199 (команда окончания) M96, M97 (команда макропрерывания)
(b) При соответствии ASCII кодовой макрокоманде
(c) Используется в качестве стандартной команды
Будет также происходить наложение "S", "T" и "B" при макровызове внесистемной
команды. Однако если данные команды не соответствуют индексному значению, будет
выполняться ASCII-кодовый макрос.
Если другие адреса не соответствуют ASCII кодовой макрокоманде, они будут
распознаваться как стандартные команды. Если используемая команда
накладывается на ASCII кодовую макрокоманду, она должна задаваться в программу
с макровызовом при помощи ASCII-кода. Следует учитывать, что существуют случаи,
когда команда безусловно распознается как стандартная команда, как описано ниже в
пункте (5).
(5) Условия для распознавания адреса, заданного в ASCII кодовой макрокоманде, в
качестве стандартной команды
(a) Если в том же блоке присутствует команда настройки данных (G10).
(b) Если ASCII кодовый макровызов выполняется после G кодовой команды
макровызова в одном блоке (также действует для M, S, T, B и ASCII)
Пример) Если адрес "D" (тип G65) задан в ASCII кодовой макросе, а M50 задана в
макровызове (тип G65).
M50 D200 ; Выполнение M кодового макроса с аргументом (200
заданным в #7)
(c) При вводе параметров
(d) Если отсутствует запятая (,) перед адресом. Пример) ,D ,R, и т.д.
(e) Если задано в фиксированном цикле
(f) Если задано в макроподпрограмме, вызванной при помощи G
кодового макровызова
(Также действует, если макрос вызван при помощи M, S, T, B или
ASCII)
475
13. Вспомогательные программные функции
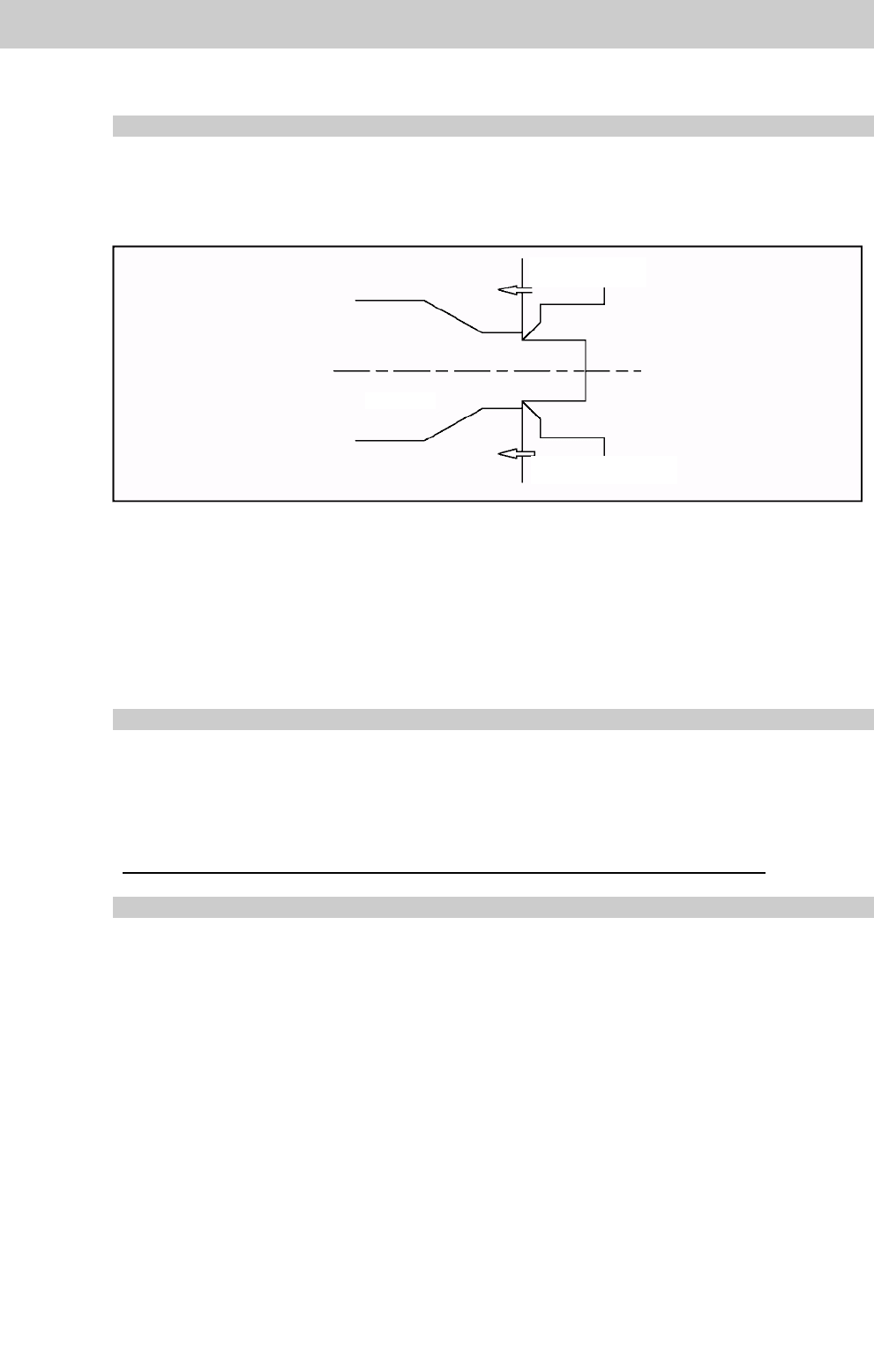
13.19 Сбалансированная резка
13.19 Сбалансированная резка
Функция и назначение
Время для начала операции револьверной головки системы 1 и револьверной головки
системы 2 может быть синхронизировано.
При обработке относительно тонкой и длинной заготовки на токарном станке заготовка
может провисать, что делает невозможной высокоточную обработку.
В таком случае, если резцы применяются одновременно с обеих сторон заготовки, и
обработка заготовки производится при их синхронизации (сбалансированная резка),
провисание может подавляться.
Кроме того время обработки может быть сокращено при использовании двух резцов.
С помощью данной функции движение двух револьверных головок, относящимся к разным
системам, может быть полностью синхронизировано, что позволяет легко выполнять
следующий вид обработки.
Формат команды
G15;
G14;
G15 Команда сбалансированной резки ВКЛ (модовое значение)
G14 Команда сбалансированной резки ВЫКЛ (модовое значение)
Подробное описание
(1) Команды G15 и G14 следует задавать в отдельных блоках.
(2) G15 и G14 являются модовыми командами. В исходном состоянии CNC команда
сбалансированной резки G14 ВЫКЛ.
(3) Если задана G15, движение будет находиться в режиме готовности во всех
командных блоках подачи резки, пока не будет задана команда G14 либо пока
модовые данные не будут сброшены при помощи сигнала сброса.
(4) Если команда G15 или G14 задана в одной системе, движение не будет выполняться,
пока такой же G код не будет задан в другой системе.
(5) Если выполняется вызов подпрограммы, макровызов или PLC прерывание, команда
подачи резки в блоке, отвечающем за конфигурацию подпрограммы, будет
распознаваться как один блок и будет синхронизирована.
(6) После задания G14 в обеих системах система 1 и система 2 будет работать независимо.
476
Рев. головка
(система 1)
Заготовка
Рев. головка
(система 2)
13. Вспомогательные программные функции
13.19 Сбалансированная резка
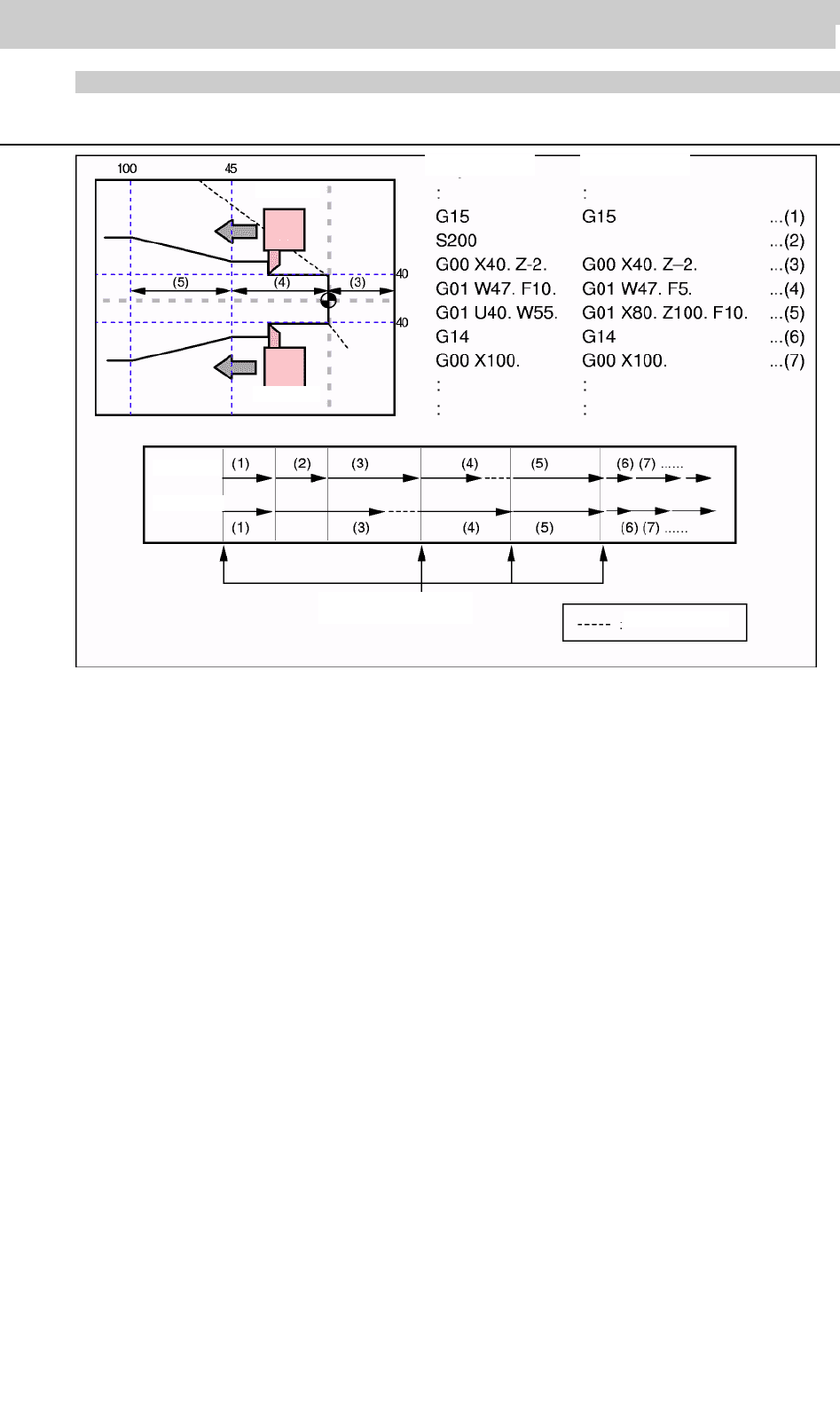
Пример операции
(1) Включение сбалансированной резки производиться при помощи команды G15.
(2) (3) Команда S и команда быстрого хода не синхронизируются, операция при этом
будет пребывать в режиме ожидания в (4).
(4) Система 1 завершит работу первой, однако по причине того, что следующим блоком
является команда подачи резки, операция будет пребывать в режиме ожидания в
начале (5).
(5) Резка начинается одновременно для системы 1 и системы 2.
(6) Отключение сбалансированной резки производиться при помощи команды G14.
(7) После этого каждая система будет работать независимо.
477
<
Система 1 > <Система 2>
Система 1
Система 2
Система 1
Система 2
Синхронизированный
у
часток
Синхронизация
13. Вспомогательные программные функции
13.19 Сбалансированная резка
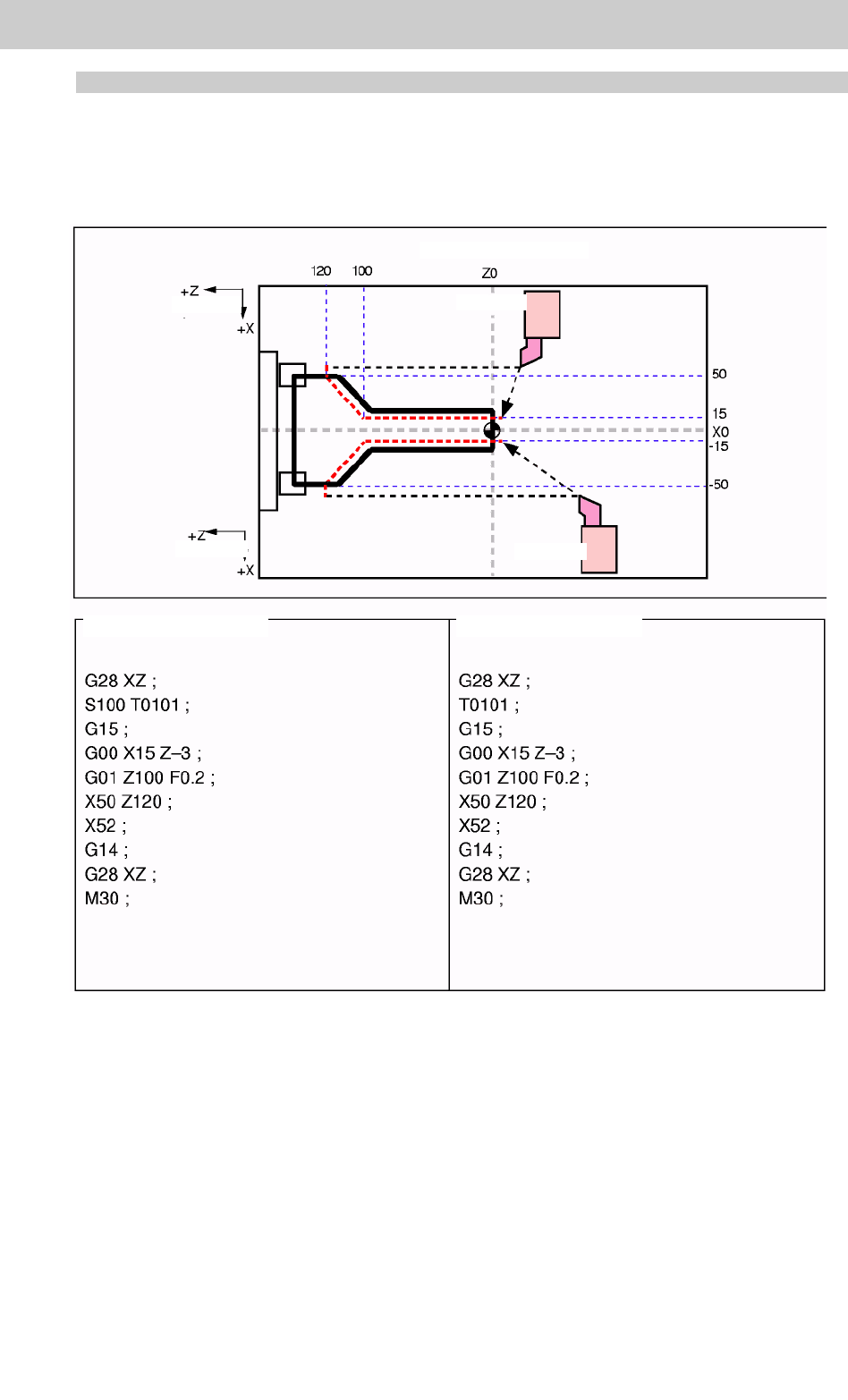
Пример программы
Далее приведен пример программы для обработки на 1-шпиндельном токарном станке с
ЧПУ с 2-мя револьверными головками при одновременной подаче резцов сверху и снизу
длинной тонкой заготовки при использовании сбалансированной резки.
478
Нулевая точка заготовки
Система 1
Система 1
Система 2
Система 2
Программа системы 1 Программа системы 2
13. Вспомогательные программные функции
13.19 Сбалансированная резка
Меры предосторожности
(1) Синхронизация во время движения
Данная функция одновременно начинает подачу резки для обеих система.
Следующая синхронизация будет изменяться в зависимости от уровня движения
и скорости подачи и т.д. и поэтому не может быть гарантирована. Для полностью
синхронного движения для уровня движения и скорости подачи должны быть заданы
одинаковые значения. Следует учитывать, что даже если предыдущие условия будут
удовлетворены, все еще могут быть случаи, когда точная обработка не будет возможной,
например, нарезание резьбы.
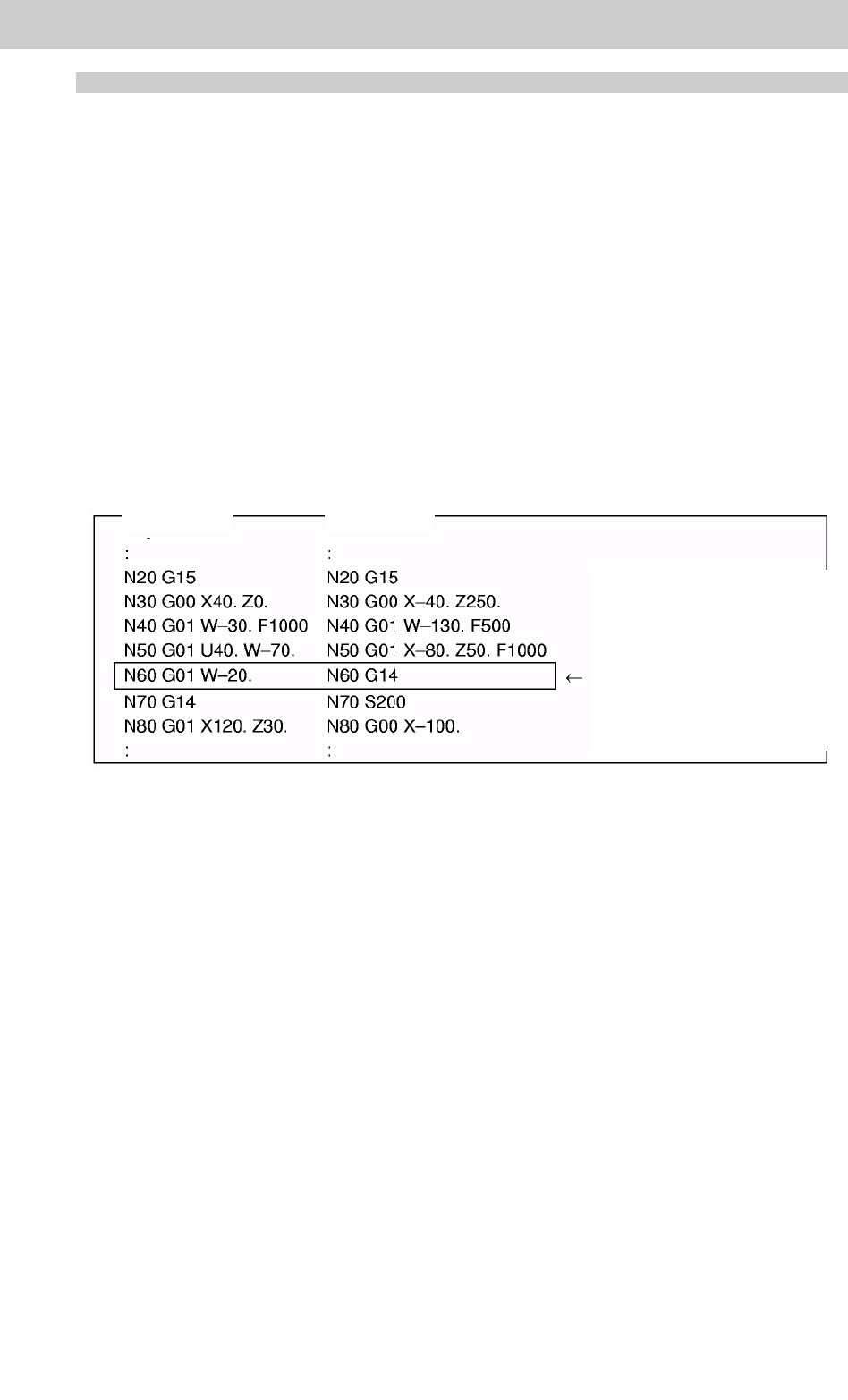
(2) Количество блоков подачи резки в режиме сбалансированной резки
Если G14 задана сначала в одной системе, а для другой системе выполняется подача
резки, первая система перейдет в режим ожидания синхронизации. В данном случае
невозможен переход операции к следующим блокам. При задании сбалансированной
резки следует убедиться, что задано одинаковое количество блоков подачи резки
между состояниями ВКЛ и ВЫКЛ системы 1 и системы 2.
(3) Использование при помощи команды системной синхронизации
Если одна система переведена в режим ожидания синхронизации при помощи
команды ожидания системной синхронизации, а другая система перешла в режим
ожидания синхронизации при помощи команды G15, обе системы будут находиться в
режиме ожидания и не перейдут к следующему блоку. Следует задавать команды
таким образом, чтобы ожидание синхронизации при помощи G15 и ожидание
синхронизации при помощи команды ожидания системной синхронизации не
происходили одновременно.
(4) Команда системной синхронизации в режиме сбалансированной резки
Если задана команда системной синхронизации в режиме сбалансированной резки,
она распознается как команда одного блока без движения и не будет
синхронизироваться.
(5) Условия для подачи аварийного сигнала G15 и G14
(a) Для одной системы
Выдается программная ошибка (P34), если G15 или G14 заданы в одной системе.
(b) Команда во время фрезерования
Выдается программная ошибка (P481), если G15 или G14 заданы в режиме
фрезерования.
(6) Условия для пропуска G15 и G14
Если G14 задана, но не задана G15 (при отключенной сбалансированной резке), блок
G14 будет игнорироваться.
479
<
Система 1 > <Система 2>
Режим сбалансированной резки
отменяется при помощи G14
сначала со стороны системы 2, так
что система 1 переходит в режим
ожидания синхронизации.
Переход в режим ожидания
синхронизации производится
также, если произведен сброс
только одной системы.
13. Вспомогательные программные функции
13.20 Синхронизация операций между системами
13.20 Синхронизация операций между системами
13.20.1 Код ожидания синхронизации (! код)
Функция и назначение
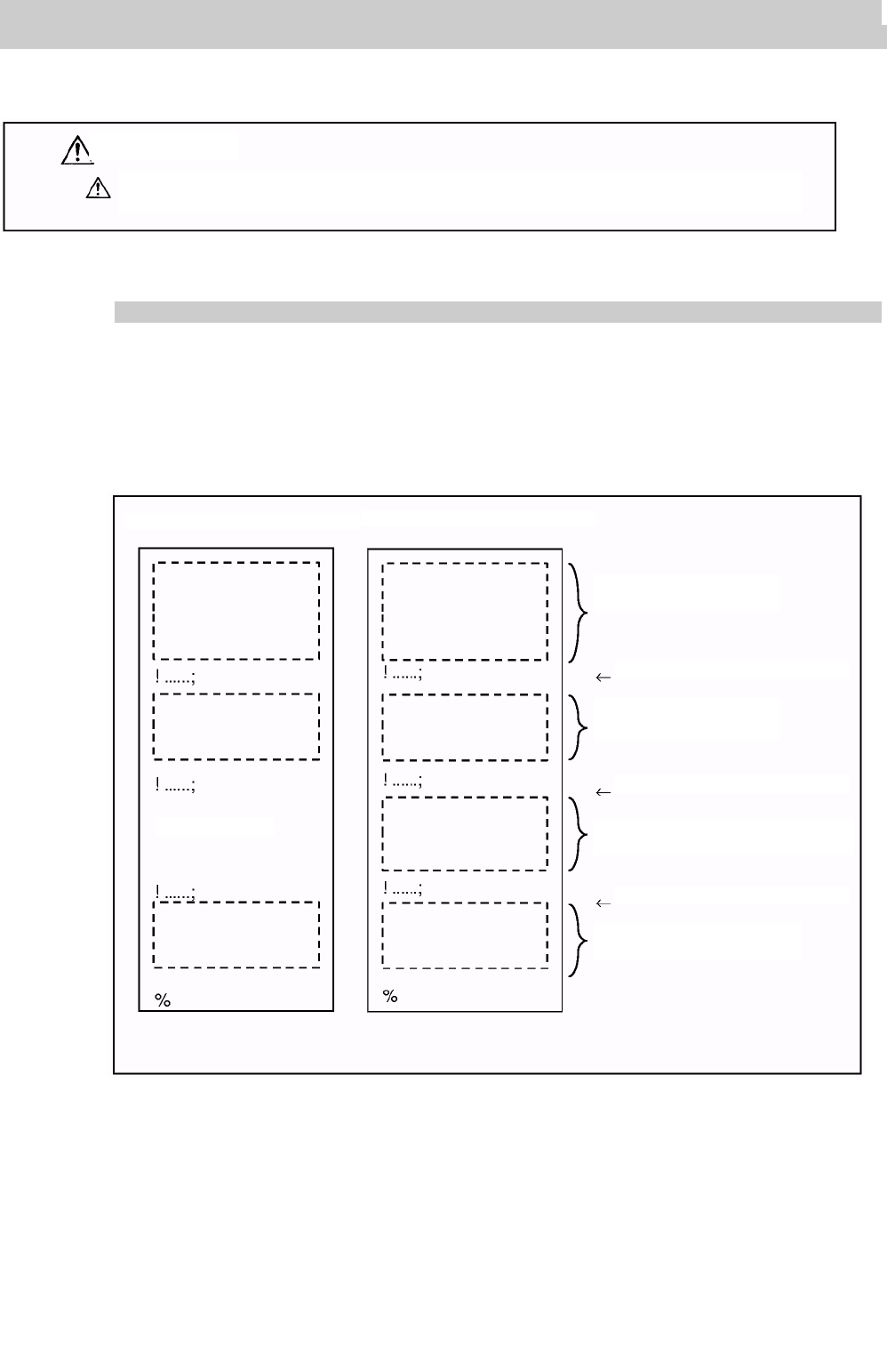
Многоосевая, мультисистемная комплексная система управления NC может
одновременно независимо выполнять несколько программ обработки. Функция
синхронизации между системами используется в тех случаях, когда в определенных точках
во время операции необходимо выполнение синхронизации операций систем 1 и 2 либо в
случаях, когда требуется выполнение операции только одной системой.
480
.ВНИМАНИЕ
При мультисистемном программировании следует тщательно следить за
движениями, вызываемыми п
р
ог
р
аммами д
ру
гой системы
Программа обработки системы 2
Программа обработки системы 1
Синхронная и
независимая операция
Синхронизированная операция
Синхронная и
независимая опе
р
ация
Синхронизированная операция
Нет программы
Операция только системы 2;
синхронизация системы 1
Синхронизированная операция
Синхронная и независимая
операция
13. Вспомогательные программные функции
13.20 Синхронизация операций между системами
Формат команды
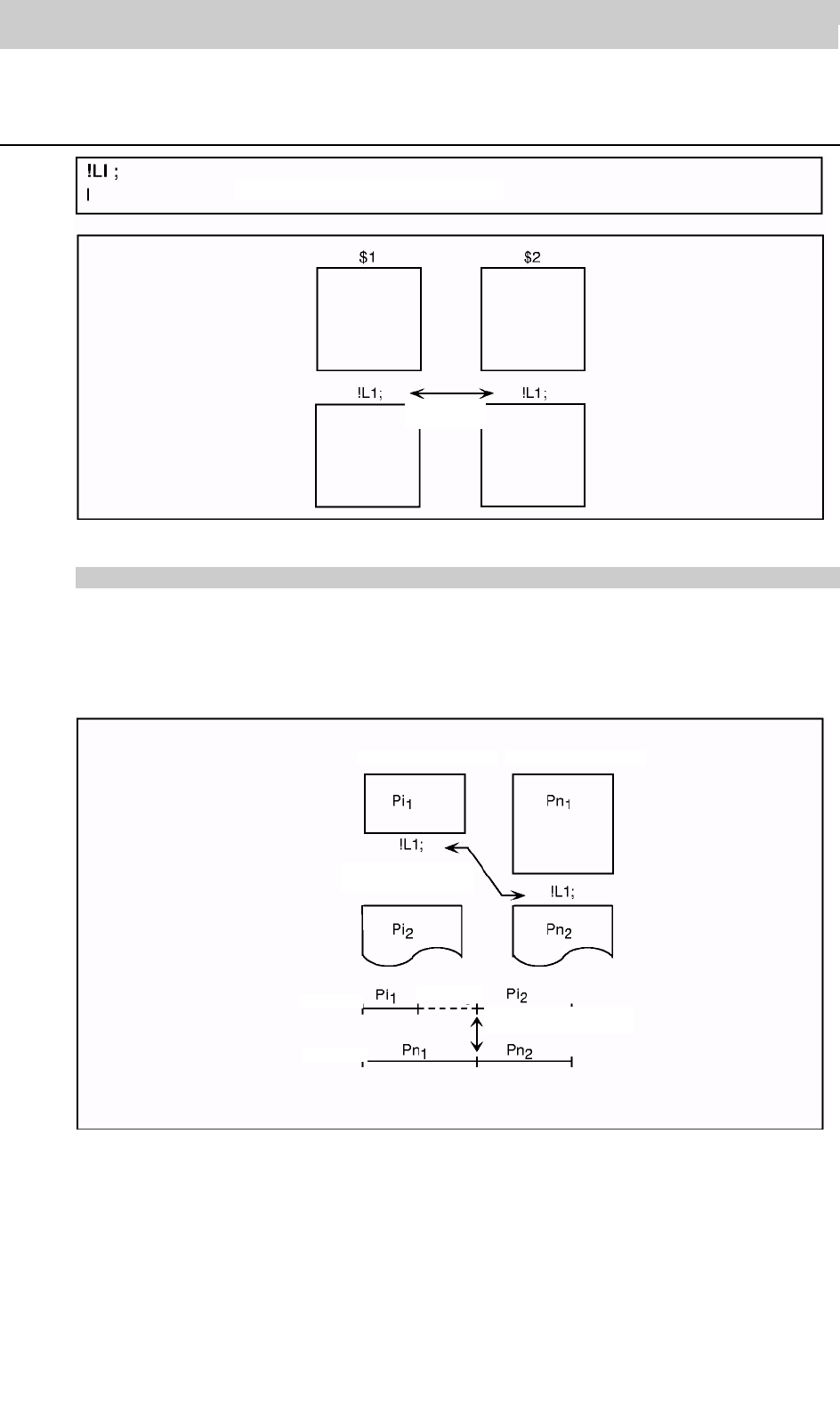
Подробное описание
(1) Если !L1 задано одной системой, операция программы первой системы будет ожидать,
пока программой другой системы не будет задана команда !L1. Когда будет задана !L1,
пуск программ обеих систем произойдет синхронно.
481
Номер синхронизации 01 - 9999
Синхронизиро-
ванная
операция
Программа системы 1 Программа системы 2
Синхронизированная
опе
р
ация
Ожидание
Система 1
Одновременный пуск
Система 2