Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.

Запись программы 3
3-361
3-27-5 Значение и направление корректировки
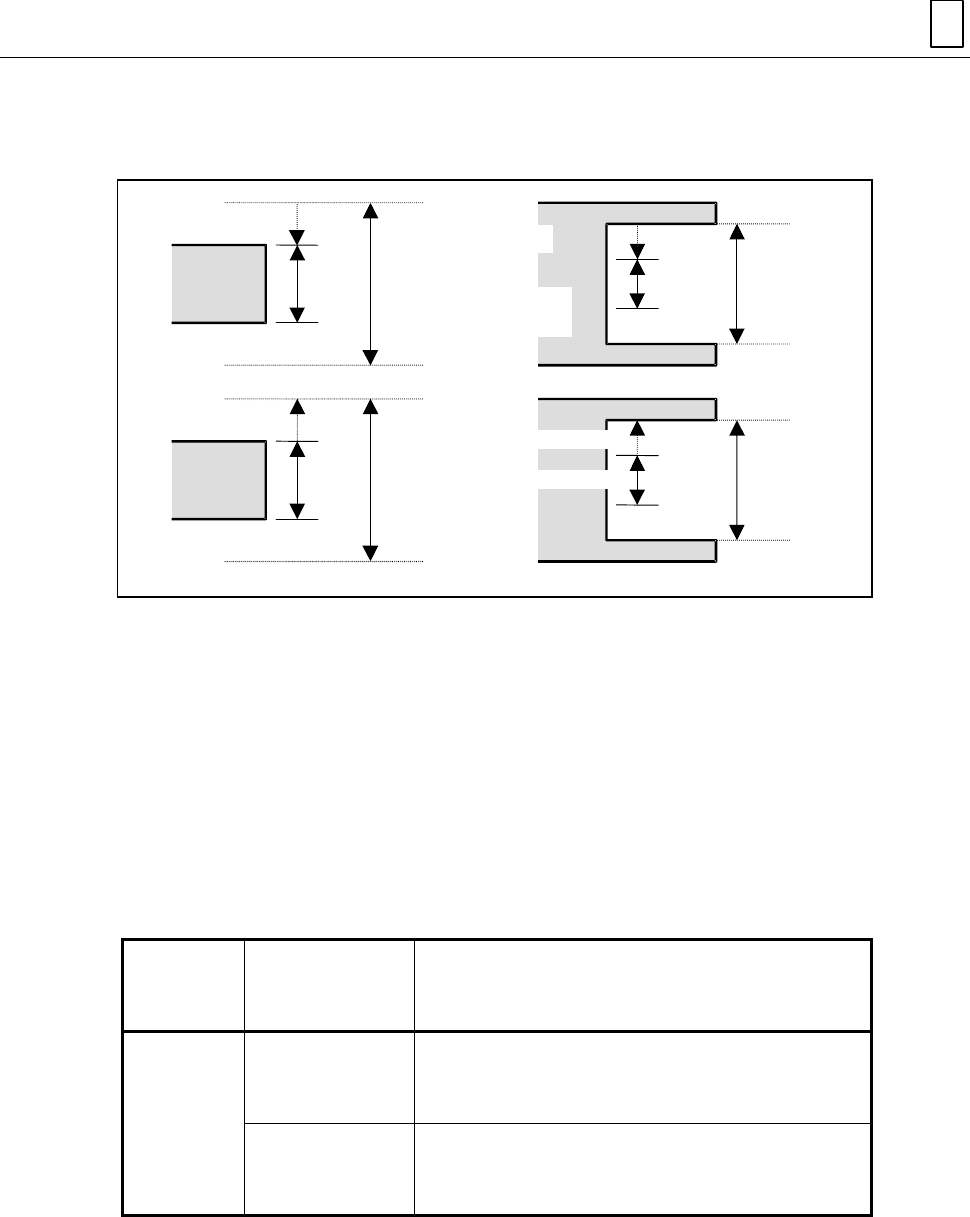
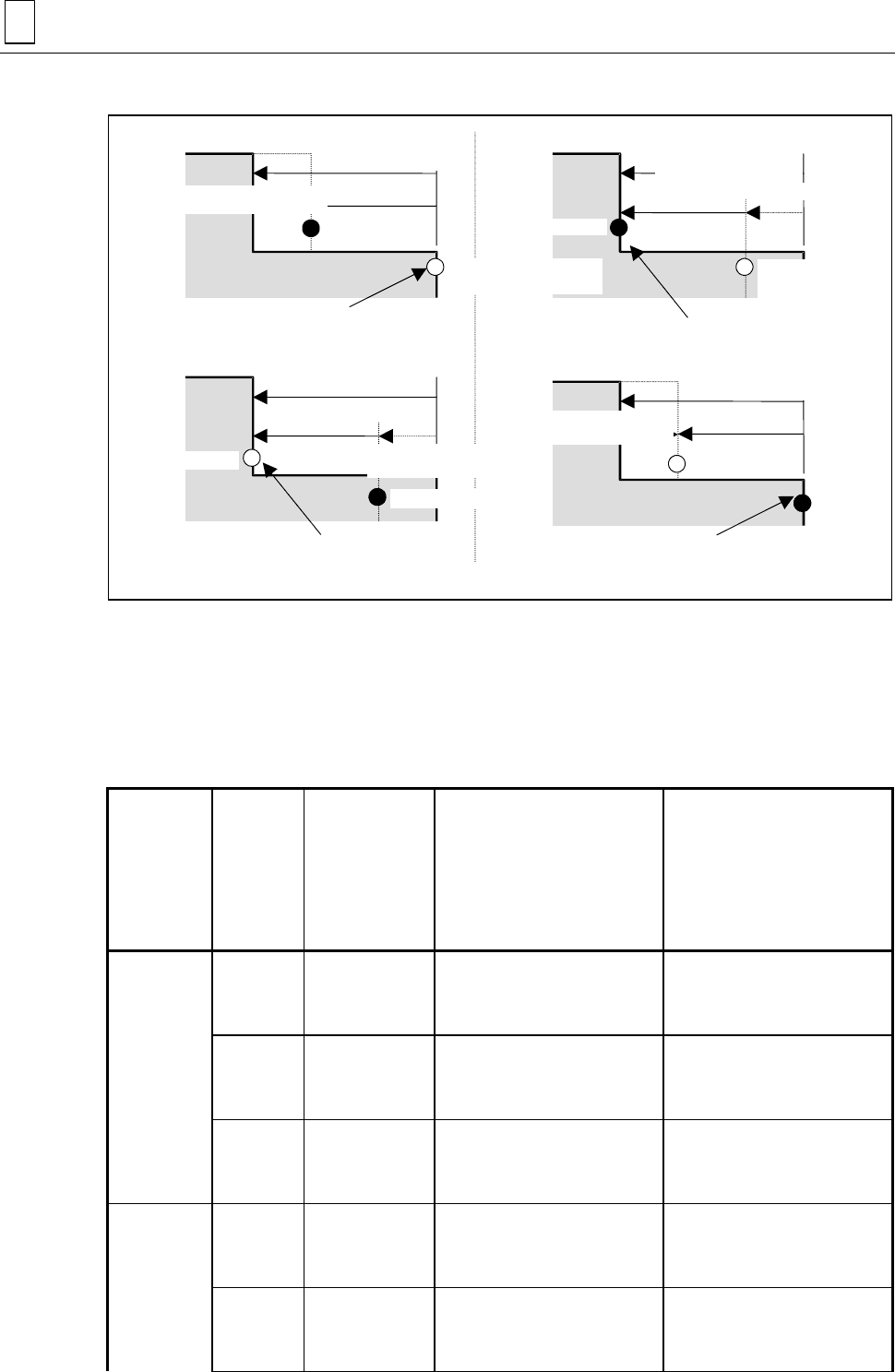
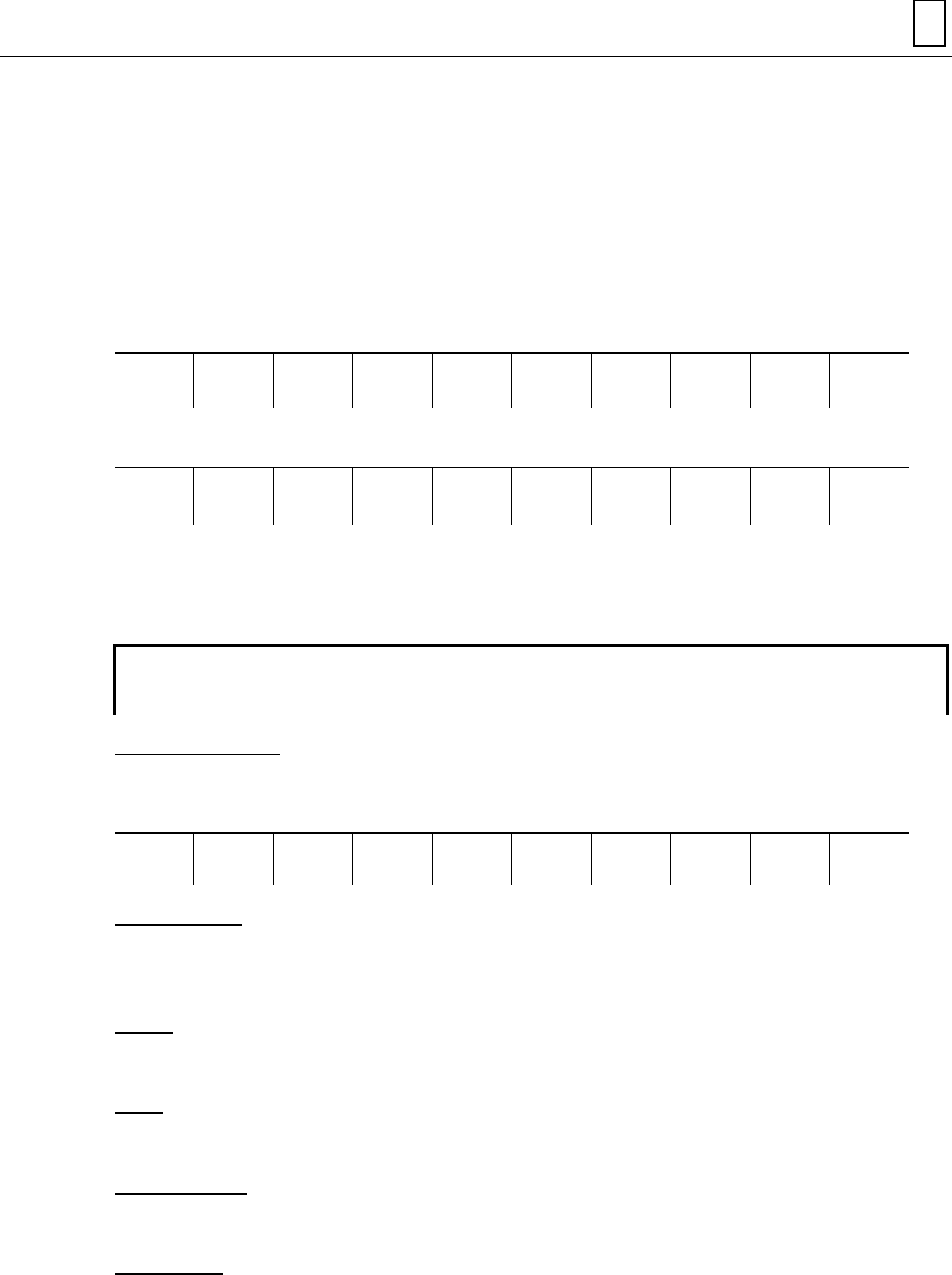
1. Измерение наружного и внутреннего диаметра
D736P0125
Результат
измерения
Результат
измерения
Целевое значение
Целевое
значение
Результат
измерения
Значение корректировки
Значение корректировки
Значение корректировки
Значение корректировки
Результат
измерения
Целевое
значение
Целевое значение
Целевое значение X (Y) = Начальное положение X (Y)
Результат измерения X
= | (Точка измерения #1 – Точка измерения #2) |/2 – 2 × Радиус шарикового щупа датчика
касания
Результат измерения Y
= | (Точка измерения #1 – Точка измерения #2) | – 2 × Радиус шарикового щупа датчика
касания
Значение корректировки X (Y) = Целевое значение X (Y) – Результат измерения X (Y)
[Корректировка для измерения наружного и внутреннего диаметра
На п р а в л е н
ие
измере
ния
Корректировка
X
Корректировка износаX = Корре
ктировка
износаX + Корректиро
вка
X
Инструмент
токарной
обработки
Y
Корректировка износаX = Корре
ктировка
износаX + Корректиро
вка
Y
3 Запись программы
3-362
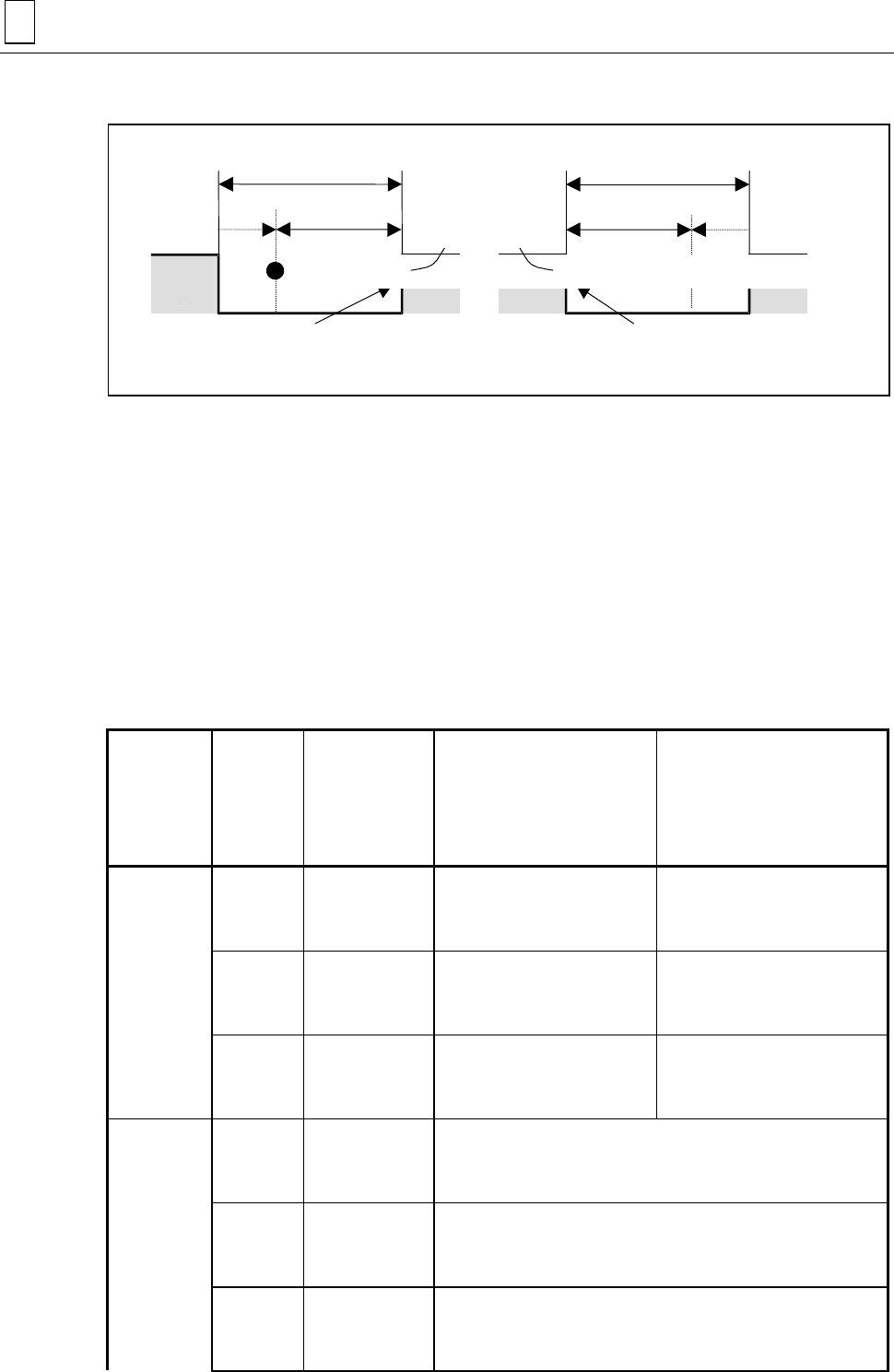
2. Измерение ширины канавки и ширины внутреннего диаметра канавки
??
D736P0126
Целевое значение
а
чение корректировки
Начальное положение
Результат
измерения
Начальное положение в качестве опорной точки (BASE = 0) Конечное положение в качестве опорной
точки (BASE = 1)
Результат
измерения
Целевое значение
Значение
корректировки
Конечное
пoложение
Начальное положение
Целевое значение X (YZ) = | Начальное положение X (YZ) – Конечное положение X (YZ) |
Результат измерения X
= | Точка измерения #1 – Точка измерения #2 | + 4 × Радиус шарикового щупа датчика
касания
Результат измерения Y (Z)
= | Точка измерения #1 – Точка измерения #2 | + 2 × Радиус шарикового щупа датчика
касания
Значение корректировки X (YZ) = Целевое значение X (YZ) – Результат измерения X (YZ)
[Измерение корректировки ширины канавки]
На п р
авле
ние
и
змер
ения
Коррект
ировка
На ч а л ь н о е поло
жен и е
в качест
ве
опорной точ
ки
(BASE = 0)
Конечное положе
ние
в качестве о
порной
точки
(BASE = 1)
X
Коррект
ировка
и
зноса
X =
Корректировка
износаX – Корре
ктировка
X
Корректировка и
зноса
X + Коррект
ировка
X
Y
Коррект
ировка
и
зноса
X =
Корректировка
износаX – (Корре
ктировка
Y × 2)
Корректировка и
зноса
X + (Коррект
ировка
Y × 2)
Ин с т р
умент
токар
ной
об
работ
ки
Z
Коррект
ировка
и
зноса
Z =
Корректировка
износаZ – Корре
ктировка
Z
Корректировка и
зноса
Z + Коррект
ировка
Z
X
Диаметр
инструм
ента
=
Диаметр инструмента + Коррек тир
овк а
X
Y
Диаметр
инструм
ента
=
Диаметр инструмента + (Коррек тир
овк а
Y × 2)
Ин с т р
умент
фрезе
рован
ия
Z
Диаметр
инструм
ента
=
Диаметр инструмента + (Коррек тир
овк а
Z × 2)
Запись программы 3
3-363
X
Коррект
ировка
и
зноса
X =
Корректировка
износаX – Коррек
тировка
X
Корректировка
износаX + Коррек
тировка
X
Y
Коррект
ировка
и
зноса
Y =
Корректировка
износаY – Коррек
тировка
Y
Корректировка
износаY + Коррек
тировка
Y
Z
Коррект
ировка
и
зноса
Z =
Корректировка
износаZ – Коррек
тировка
Z
Корректировка
износаZ + Коррек
тировка
Z
3 Запись программы
3-364
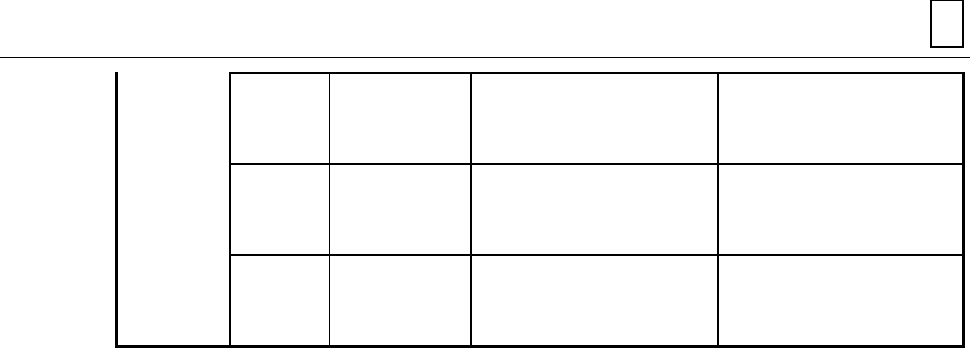
3. Измерение ширины выступа и ширины внутреннего диаметра выступа
D736P0127
Значение корректировки
Начальное положение
Результат измерения
Целевое значение
Значение
корректировки
Конечное
пoложение
Начальное положение
Результат измерения
Целевое значение
Начальное положение в качестве опорной точки (BASE = 0) Конечное положение в качестве опорной
точки (BASE = 1)
Целевое значение X (YZ) = | Начальное положение X (YZ) – Конечное положение X (YZ) |
Результат измерения X
= | Точка измерения #1 – Точка измерения #2 | – 4 × Радиус шарикового щупа датчика
касания
Результат измерения Y (Z)
= | Точка измерения #1 – Точка измерения #2 | – 2 × Радиус шарикового щупа датчика
касания
Значение корректировки X (YZ) = Целевое значение X (YZ) – Результат измерения X (YZ)
[Корректировка измерения ширины выступа]
На п р
авле
ние
и
змер
ения
Коррект
ировка
На ч а л ь н о е поло
жен и е
в качест
ве
опорной точ
ки
(BASE = 0)
Конечное положе
ние
в качестве о
порной
точки
(BASE = 1)
X
Коррект
ировка
и
зноса
X =
Корректировка
износаX – Корре
ктировка
X
Корректировка и
зноса
X + Коррект
ировка
X
Y
Коррект
ировка
и
зноса
X =
Корректировка
износаX – (Корре
ктировка
Y × 2)
Корректировка и
зноса
X + (Коррект
ировка
Y × 2)
Ин с т р
умент
токар
ной
об
работ
ки
Z
Коррект
ировка
и
зноса
Z =
Корректировка
износаZ – Корре
ктировка
Z
Корректировка и
зноса
Z + Коррект
ировка
Z
X
Диаметр
инструм
ента
=
Диаметр инструмента – Корректир
овк а
X
Y
Диаметр
инструм
ента
=
Диаметр инструмента – (Корректир
овк а
Y × 2)
Ин с т р
умент
фрезе
рован
ия
Z
Диаметр
инструм
ента
=
Диаметр инструмента – (Корректир
овк а
Z × 2)
Запись программы 3
3-365
X
Коррект
ировка
и
зноса
X =
Корректировка
износаX – Коррек
тировка
X
Корректировка
износаX + Коррек
тировка
X
Y
Коррект
ировка
и
зноса
Y =
Корректировка
износаY – Коррек
тировка
Y
Корректировка
износаY + Коррек
тировка
Y
Z
Коррект
ировка
и
зноса
Z =
Корректировка
износаZ – Коррек
тировка
Z
Корректировка
износаZ + Коррек
тировка
Z
3 Запись программы
3-366
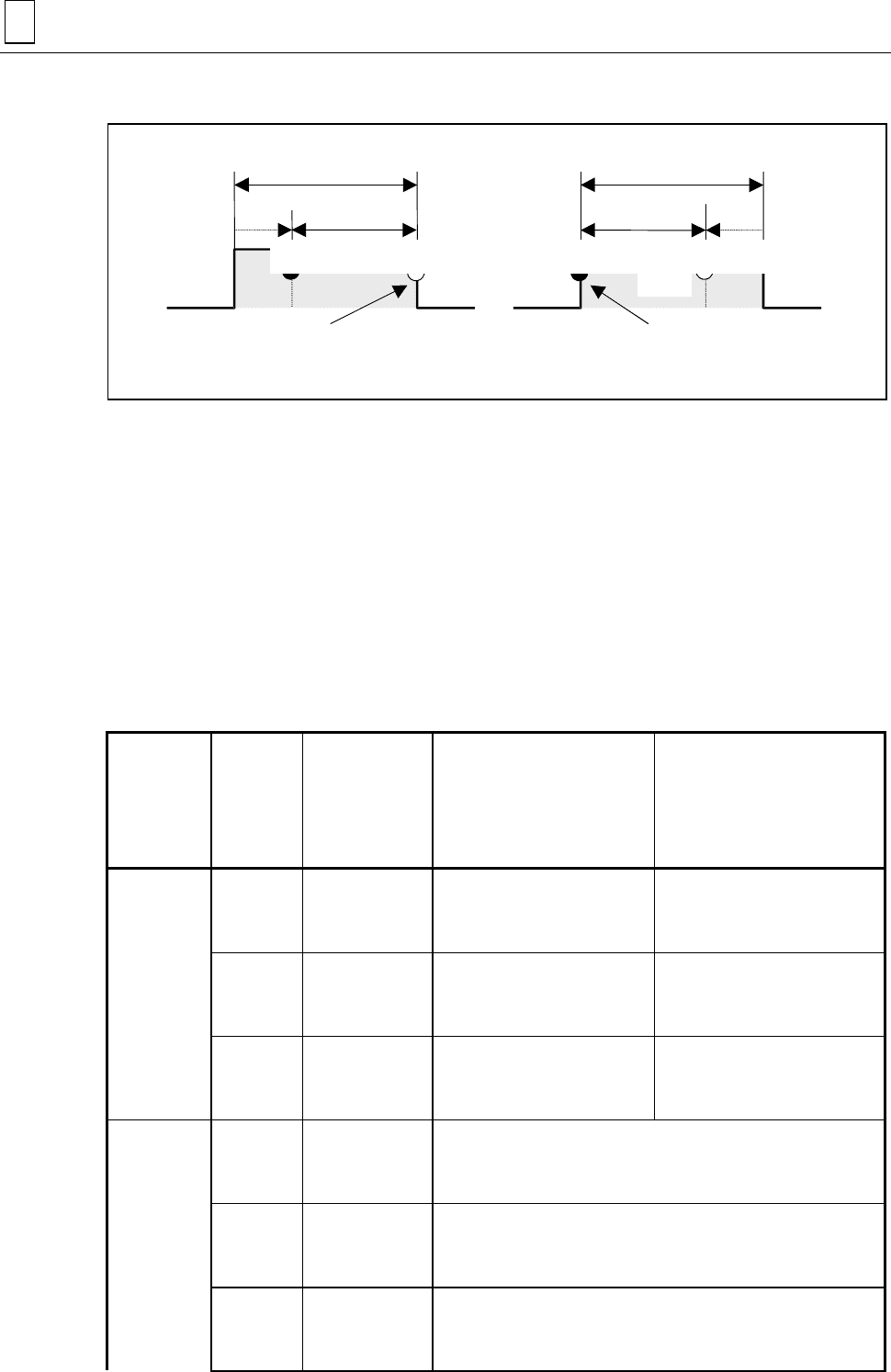
4. Измерение длины шага инструмента
Целевое значение
Результат измерения
Целевое значение
Целевое значение
Конечное положение
Результат измерения
Начальное положение в качестве опорной точки (BASE = 0)
Целевое значение
Значение корректировки
Начальное положение
Результат измерения
Целевое значение
Начальное положение
Конечное
положение
Результат измерения
Конечное положение
Чрезмерность резки
Начальное положение
D736P0128
Конечное
положение в качестве
опорной точки (BASE = 1)
Начальное положение в качестве опорной точки (BASE = 0) Конечное положение в качестве
опорной точки (BASE = 1)
Недостаточность резки
Начальное
положение
Значение
корректировки
Конечное положение
Недостаточность резки
Чрезмерность резки
Значение корректировки
Целевое значение X (YZ) = | Начальное положение X (YZ) – Конечное положение X (YZ) |
Результат измерения X (YZ) = | Точка измерения #1 – Точка измерения #2 |
Значение корректировки X (YZ) = Целевое значение X (YZ) – Результат измерения X (YZ)
[Корректировка измерения длины шага]
На п р
авле
ние
и
змер
ения
Корректировка
По л о же н и е опор
ной
точки в нап
равлении
увели
чения
по отноше
нию
к друг ому п
оложению
Положение опорной точки в
направлении уменьшения по
отношению к другому
положению.
X
Коррект
ировка
и
зноса
X =
Корректировка
износаX – Коррек
тировка
X
Корректировка
износаX + Коррек
тировка
X
Y
Коррект
ировка
и
зноса
X =
Корректировка
износаX – (Коррек
тировка
Y × 2)
Корректировка
износаX + (Коррек
тировка
Y × 2)
Ин с т р
умент
токар
ной
об
работ
ки
Z
Коррект
ировка
и
зноса
Z =
Корректировка
износаZ – Коррек
тировка
Z
Корректировка
износаZ + Коррек
тировка
Z
X
Диаметр
инструм
ента
=
Диаметр инстру
мен т а
– Коррект
ировка
X
Диамет р инстру
мен т а
+ Коррект
ировка
X
Ин с т р
умент
фрезе
рован
ия
Y
Диаметр
инструм
ента
=
Диаметр инстру
мен т а
– (Коррект
ировка
Y × 2)
Диамет р инстру
мен т а
+ (Коррект
ировка
Y × 2)
Запись программы 3
3-367
Z
Диаметр
инструм
ента
=
Диаметр инстру
мен т а
– (Коррект
ировка
Z × 2)
Диамет р инстру
мен т а
+ (Коррект
ировка
Z × 2)
X
Коррект
ировка
и
зноса
X =
Корректировка
износаX – Коррек
тировка
X
Корректировка
износаX + Коррек
тировка
X
Y
Коррект
ировка
и
зноса
Y =
Корректировка
износаY – Коррек
тировка
Y
Корректировка
износаY + Коррек
тировка
Y
Z
Коррект
ировка
и
зноса
Z =
Корректировка
износаZ – Коррек
тировка
Z
Корректировка
износаZ + Коррек
тировка
Z
3 Запись программы
3-368
5. Внешнее измерение
Целевое значение = Значение, заданное в последовательности измерения заготовки
Значение корректировки = Целевое значение – Измеренное значение
[Корректировка удаленного измерения]
Об ъ е к т коррек т
ировки
Корректировка
Корректировка
износаX =
Корректировка износаX + Ко
рректировка
X
Ин с т р у м
ент
ток
арной
о
бработк
и
Корректировка
износаZ =
Корректировка износаZ + Ко
рректировка
Z
Диаметр инстру
мен т а
=
Диаметр инструмента + Корр
ектировка
value / 2
Корректировка
износаX =
Корректировка износаX + Ко
рректировка
X
Ин с т р у м
ент
фр е
зерован
ия
Корректировка
износаZ =
Корректировка износаZ + Ко
рректировка
Z
3-27-6 Решение о корректировке
Данные о корректировке, полученные от измерений, обрабатываются следующим
образом:
[Условия решения о корректировке]
Условие
Результат
Значение коррек тировки > Ошибка! × K18
Отображается сигн
ал
тревог и.
Ошибка! × K18 ≥
Значение коррек тировки ≥ Ошибка! × K17
Выпо лня ет с я корре
ктировка
.
Ошибка! × K17 >
Значение коррек тировки > – Ошибка! ×
K17
Корректировка не в
ып о л н я е т с я
.
– Ошибка! × K17 ≥
Значение коррек тировки ≥ – Ошибка! ×
K18
Выпо лня ет с я корре
ктировка
.
– Ошибка! × K18 > Значение корректировки
Отображается сигн
ал
тревог и.
Параметр K17: Нижнее значение ограничителя допуска
Параметр K18: Верхнее значение ограничителя допуска
Верхний допуск/нижний допуск: Настройки программы
Значение корректировки: Рассчитывается от целевого значения, блока измерения,
верхнего допуска и нижнего допуска.
Запись программы 3
3-369
3-28 Блок измерения инструмента (TOOL MES)
Во время автоматической работы станка данный блок измеряет данные об инструменте с
использованием функции измерительной головки TOOL EYE, а затем автоматически
исправляет значение корректировки износа инструмента.
3-28-1 Процедура выбора блока измерения инструмента
(1) Для отображения следующего меню, нажать клавишу переключателя из меню
(клавиша располагается справа клавиш меню).
POINT
MACH-ING
LINE
MACH-ING
FACE
MACH-ING
TURNING
MACH-ING
MANUAL
PROGRAM
END SHAPE
CHECK
>>>
(2) Нажать клавишу меню [ >>> ]. Отображается следующее меню.
M CODE SUB
PROGRAM
WPC
MSR
WORKPICE
MEASURE
TOOL
MEASURE
WORKPICE
SHAPE
>>>
(3) Нажать клавишу меню [TOOL MEASURE].
3-28-2 Настройка данных блока
UNo. UNIT COMPENSATE OFS-TOOL No. # INTERVAL OUTPUT
TOOL MES [1] [2] [3] [4] [5] [6]
[1] COMPENSATE
Выбрать из меню, должны ли для исправления данных об инструменте использоваться
результаты измерений.
YES
NO
[2] OFS-TOOL
Задать название инструмента, номинальный диаметр (номинальный размер),
идентификационный код, и количество револьверных головок измеряемого инструмента.
[3] No.
Ввести номер приоритета обработки.
[4] #
Определить положение отвода нижней револьверной головки в процессе измерений.
[5] INTERVAL
Определить участки, на которых будет использоваться блок измерений заготовки.
[6] OUTPUT
Выбрать, нужно ли пересылать результаты измерения на внешнее оборудование.
0: Пересылка не требуется
1: Пересылка в текстовый файл на жесткий диск
2: Пересылка на серийный принтер посредством интерфейса RS-232
Примечание. Задать пункты пересылки в параметре F112.
3 Запись программы
3-370
3-28-3 Настройка данных последовательности
1. Настройка данных последовательности TOOL MES
SNo. PTN T-LIM-X T-LIM-Z TOOLEYE
DIR.
1 [1] [2] [3] [4] [5]
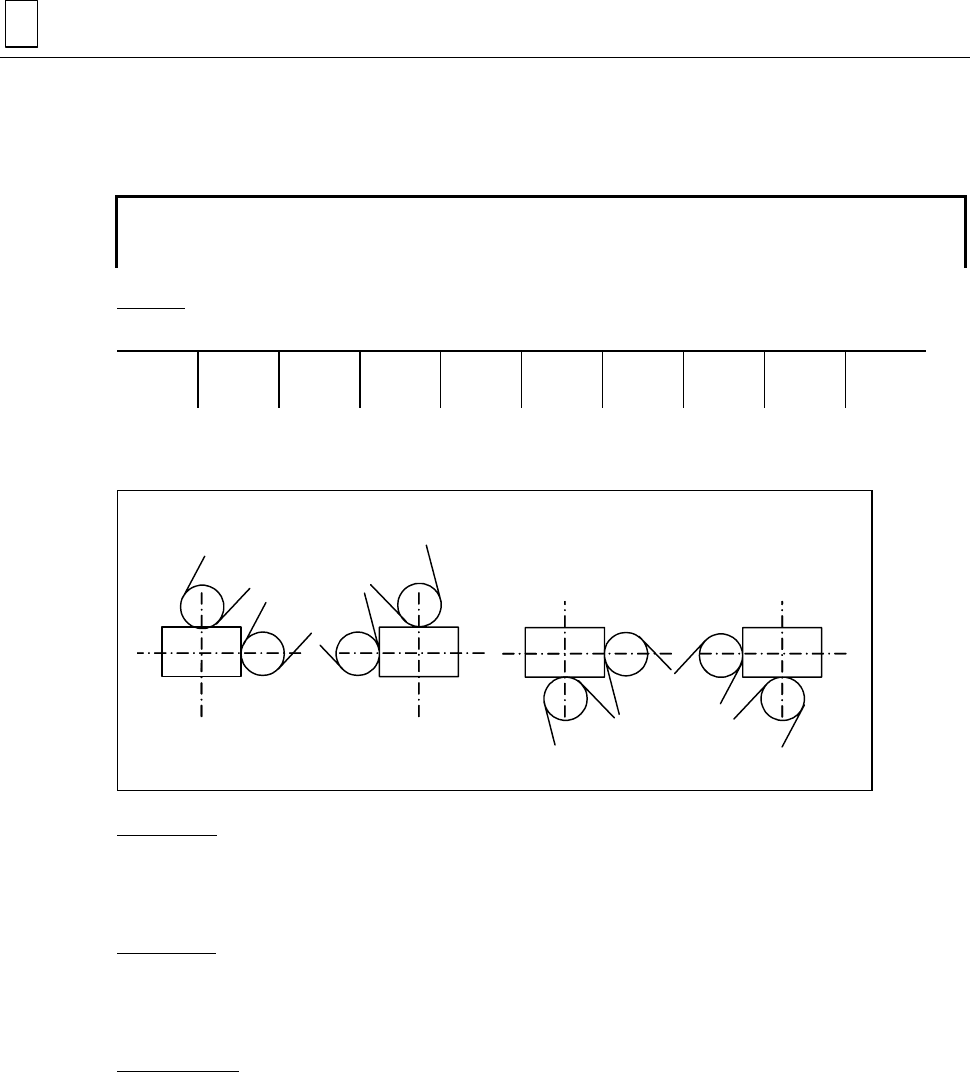
[1] PTN
Выбрать из меню модель измерения инструмента.
TOOL EYE
#1
TOOL EYE
#2
TOOL EYE
#3
TOOL EYE
#4
Задать следующие направления измерения для функции измерительной головки TOOL
EYE:
D736P0129
#3. I.D.,
Пост
у
пательное
#2. O.D.,
Обратное
#4. I.D.,
Об
р
атное
#1. O.D.,
Поступательное
[2] T-LIM-X
Ввести значение допуска верхнего ограничителя по оси X.
Если допуск по оси X не введен, измерения по оси X не будет.
[3] T-LIM-Z
Ввести значение допуска верхнего ограничителя по оси Z.
Если допуск по оси Z не введен, измерения по оси Z не будет.
[4] TOOLEYE
Ввести 0 для выключения функции измерительной головки TOOL EYE после выполнения
блока измерения, или ввести значение 1, чтобы продолжить работу с данной функцией.
Когда необходимо измерить наконечники многократных инструментов в
последовательности, время измерения можно минимизировать путем ввода значения 1,
так как функцию измерительной головки TOOL EYE не нужно каждый раз возобновлять
или выключать.
Тем не менее, введите 0
для последнего инструмента, чей наконечник необходимо
измерить с помощью данного блока. Если останется введенным значение 1, то
выполняется следующий блок обработки при обновлении функции измерительной
головки TOOL EYE.