Руководство. Основы, Справочник по программированию Sinumerik 840D (new)
Подождите немного. Документ загружается.


Создание программы ЧПУ
3.4 Примеры программы
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
51
Пример программы 2
Программный код Комментарий
N5 G0 G53 X280 Z380 D0 ; Стартовая точка
N10 TRANS X0 Z250 ; Смещение нулевой точки
N15 LIMS=4000 ; Ограничение числа оборотов (G96)
N20 G96 S250 M3 ; Выбор постоянной скорости резания
N25 G90 T1 D1 M8 ; Выбор инструмента и коррекции
N30 G0 G42 X-1.5 Z1 ; Подвод инструмента в рабочее положение с
коррекцией радиуса инструмента
N35 G1 X0 Z0 F0.25
N40 G3 X16 Z-4 I0 K-10 ; Обтачивание радиуса 10
N45 G1 Z-12
N50 G2 X22 Z-15 CR=3 ; Обтачивание радиуса 3
N55 G1 X24
N60 G3 X30 Z-18 I0 K-3 ; Обтачивание радиуса 3
N65 G1 Z-20
N70 X35 Z-40
N75 Z-57
N80 G2 X41 Z-60 CR=3 ; Обтачивание радиуса 3
N85 G1 X46
N90 X52 Z-63
N95 G0 G40 G97 X100 Z50 M9 ; Отключение коррекции радиуса инструмента и
подвод к точке смены инструмента
N100 T2 D2 ; Вызов инструмента и выбор коррекции
N105 G
96 S210 M3 ; Выбор постоянной скорости резания
N110 G
0 G42 X50 Z-60 M8 ; Подвод инструмента в рабочее положение с
коррекцией радиуса инструмента
N115 G1 Z-70 F0.12 ; Обтачивание диаметра 50
N120 G2 X50 Z-80 I6.245 K-5 ; Обтачивание радиуса 8
N125 G0 G40 X100 Z50 M9 ; Отвод инструмента и выключение коррекции
радиуса инструмента
N130 G0 G53 X280 Z380 D0 M5 ; Переход к точке смены инструмента
N135 M30 ; Конец программы
Создание программы ЧПУ
3.4 Примеры программы
Основы
52 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
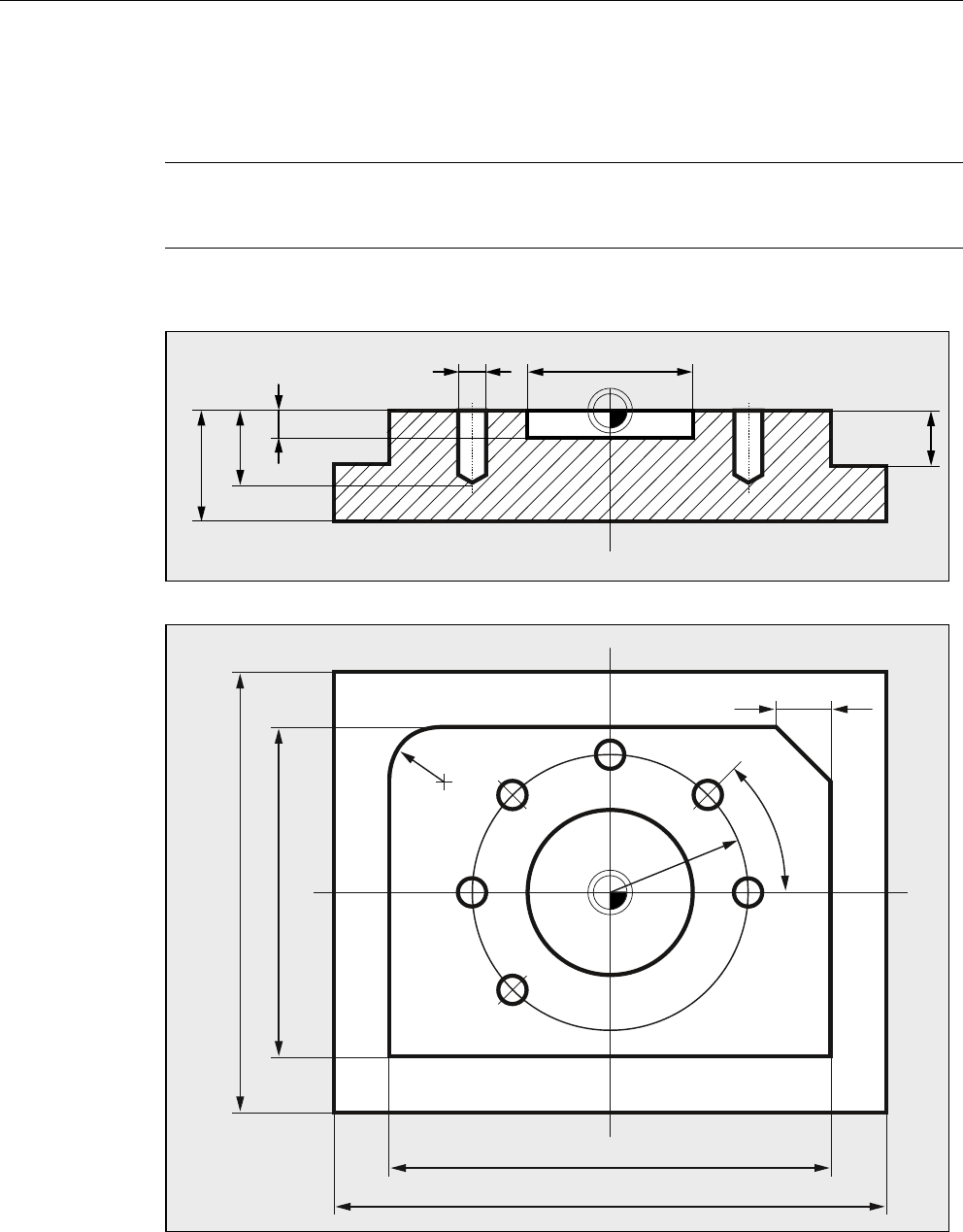
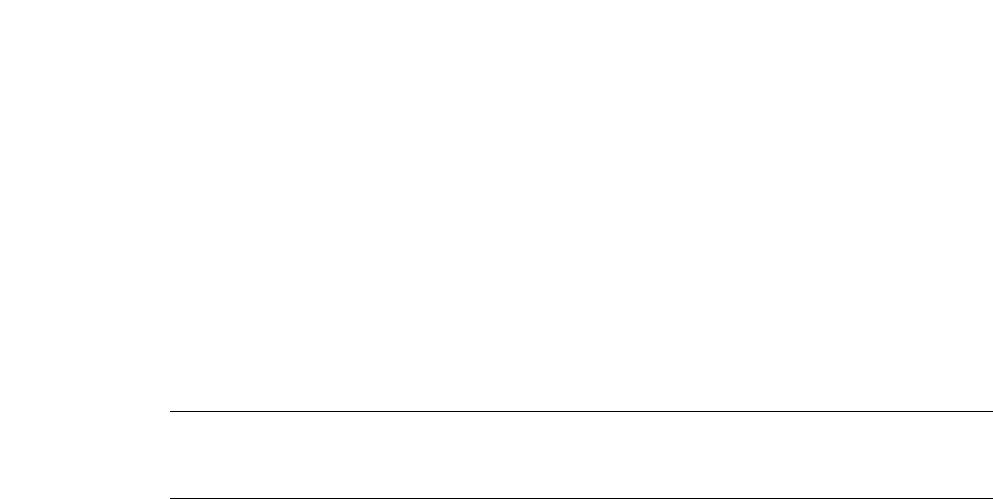
3.4.3 Пример 3: Программа ЧПУ для фрезерной обработки
Пример программы 3 предназначен для обработки детали на вертикальном фрезерном
станке. Он содержит фрезерование поверхности и боковых сторон, а также сверление.
Габаритный чертеж детали
Изображение 3-2 Вид сбоку
Изображение 3-3 Вид сверху
Примечание
Для того, чтобы программа работала на станке, должны быть правильно установлены
машинные данные ( → изготовитель станка!).
ෘ ෘ
r
[r
5
5

Создание программы ЧПУ
3.4 Примеры программы
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
53
Пример программы 3
Программный код Комментарий
N10 T="PF60" ; Предварительный выбор
инструмента с именем PF60.
N20 M6 ; Установить инструмент в
шпиндель.
N30 S2000 M3 M8 ; Число оборотов, направление
вращения, охлаждение вкл.
N40 G90 G64 G54 G17 G0 X-72 Y-72 ; Первичные установки геометрии
и подвод к стартовой точке.
N50 G0 Z2 ; Ось Z на безопасное
расстояние.
N60 G450 CFTCP ; Поведение при активной G41/
G42.
N70 G1 Z-10 F3000 ; Фреза на глубине контакта с
подачей=3000мм/мин.
N80 G1 G41 X-40 ; Включение коррекции радиуса
фрезы.
N90 G1 X-40 Y30 RND=1
0 F1200 ; Движение по ко
нтуру с
подачей=1200мм/мин.
N100 G1 X40 Y30 CHR=10
N110 G1 X40 Y-30
N120 G1 X-41 Y-30
N130 G1 G40 Y-72 F3000 ; Выключение коррекции радиуса
фрезы.
N140 G0 Z200 M5 M9 ; Подъем фрезы, шпиндель +
охлаждение выкл.
N150 T="SF10" ; Предварительный выбор
инструмента с именем SF10.
N160 M6 ; Установить инструмент в
шпиндель.
N170 S2800 M3 M8 ; Число оборотов, направление
вращения, охлаждение вкл.
N180 G90 G64 G54 G17 G0 X0 Y0 ; Первичные установки геометрии
и подвод к стартовой точке.
N190 G0 Z2
N200 POCKET4(2,0,1,-5,15,0,0,0,0,0,800,1300,0,21,5,,,2,0.5) ; Вызов цикла фрезерования
кармана.
N210 G0 Z200 M5 M9
; Подъем фрезы, шпиндель +
охлаждение вык
л.
N220 T="ZB6" ; Вызвать центровое сверло 6
мм.
N230 M6
N240 S5000 M3 M8
N250 G90 G60 G54 G17 X25 Y0 ; Точный останов G60 из-за
точного позиционирования.
N260 G0 Z2

Создание программы ЧПУ
3.4 Примеры программы
Основы
54 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
N270 MCALL CYCLE82(2,0,1,-2.6,,0) ; Модальный вызов цикла
сверления.
N280 POSITION: ; Метка перехода для
повторения.
N290 HOLES2(0,0,25,0,45,6) ; Образец позиции для схемы
сверления.
N300 ENDLABEL: ; Конечный идентификатор для
повторения.
N310 MCALL ; Сброс модального вызова.
N320 G0 Z200 M5 M9
N330 T="SPB5" ; Вызвать спиральное сверло
D5мм.
N340 M6
N350 S2600 M3 M8
N360 G90 G60 G54 G17 X25 Y0
N370 MCALL CYCLE82(2,0,1,-13.5,,0) ; Модальный вызов цикла
сверления.
N380 REPEAT POSITION ; Повторение описания позиции
из центрования.
N390 MCALL ; Сброс цикла сверления.
N400 G0 Z200 M5 M9
N410 M30 ; Конец программы
Программный код Комментарий
Основы
Справочник по программированию 02/2011, 6FC5398-1BP40-1PA0
55
4
Смена инструмента
Тип смены инструмента
У цепных, дисковых и плоских магазинов процесс смены инструмента обычно
подразделяется на два этапа:
1. С помощью команды Т выполняется поиск инструмента в магазине.
2. После с помощью команды М выполняется установка в шпиндель.
У револьверных магазинов на токарных станках смена инструмента, т.е. поиск и
установка, выполняются только с помощью команды Т.
Условия
При смене инструмента:
• Должны быть активированы сохраненные под одним номером D значения коррекции
инструмента.
• Должна быть запрограммирована соответствующая рабочая плоскость (первичная
установка: G18). Таким образом, обеспечивается согласование коррекции длин
инструмента с надлежащей осью.
Управление инструментом (опция)
Программирование смены инструмента у станков с активным управлением
инструментом (опция!) отличается от такового у станков без активного управления
инструментом. Поэтому обе возможности описываются отдельно.
Примечание
Тип смены инструмента устанавливается через машинные данные
( → изготовитель станка).

Смена инструмента
4.1 Смена инструмента без управления инструментом
Основы
56 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
4.1 Смена инструмента без управления инструментом
4.1.1 Смена инструмента с командой T
Функция
С помощью программирования команды Т осуществляется прямая смена инструмента.
Использование
На токарных станках с револьверным магазином.
Синтаксис
Выбор инструмента:
T<номер>
T=<номер>
T<n>=<номер>
Отмена выбора инструмента:
T0
T0=<номер>
Значение
Пример
T: Команда для выбора инструмента, включая смену инструмента и
активацию коррекции инструмента
<n>: Номер шпинделя как расширение адреса
Указание:
Возможность программирования номера шпинделя как расширения
адреса зависит от проектирования станка;
→ см. Указания изготовителя станка)
<номер>: Номер инструмента
Диапазон значений: 0-32000
T0: Команда для выключения активного инструмента
Программный код Комментарий
N10 T1 D1 ; Установка инструмента T1 и активация коррекции инструмента D1.
...
N70 T0 ; Отключить инструмент T1.
...

Смена инструмента
4.1 Смена инструмента без управления инструментом
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
57
4.1.2 Смена инструмента с M6
Функция
С помощью программирования команды Т выбирается инструмент. Активация
инструмента происходит только с M6 (включая коррекцию инструмента).
Использование
На фрезерных станках с цепными, дисковыми или плоскими магазинами.
Синтаксис
Выбор инструмента:
T<номер>
T=<номер>
T<n>=<номер>
Смена инструмента:
M6
Отмена выбора инструмента:
T0
T0=<номер>
Значение
T: Команда выбора инструмента
<n>: Номер шпинделя как расширение адреса
Указание:
Возможность программирования номера шпинделя как расширения
адреса зависит от проектирования станка;
→ см. Указания изготовителя станка)
<номер>: Номер инструмента
Диапазон значений: 0-32000
M6: Функция M для смены инструмента (согласно DIN66025)
С помощью M6 выбранный инструмент (T…) и коррекция инструмента
(D...) активируются.
T0: Команда для выключения активного инструмента
Смена инструмента
4.1 Смена инструмента без управления инструментом
Основы
58 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Пример
Программный код Комментарий
N10 T1 M6 ; Установка инструмента T1.
N20 D1 ; Выбор коррекции длин инструмента.
N30 G1 X10 ... ; Работа с T1.
...
N70 T5 ; Предварительный выбор инструмента T5.
N80 ... ; Работа с T1.
...
N100 M6 ; Установка инструмента T5.
N110 D1 G1 X10 ... ; Работа с инструментом T5
...
Смена инструмента
4.2 Смена инструмента с управлением инструментом (опция)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
59
4.2 Смена инструмента с управлением инструментом (опция)
Управление инструментом
Опционная функция "Управление инструментом" обеспечивает наличие на станке в
любое время надлежащего инструмента на правильном месте и соответствие
относящихся к инструменту данных актуальной версии. Кроме этого, она обеспечивает
быструю смену инструмента, не допускает брака посредством контроля времени
использования инструмента, а также простоя станка посредством учета запасных
инструментов.
Имена инструментов
На станке с активным управлением инструментом для однозначной идентификации
инструментам должны быть присвоены имена и номера (к примеру, "Сверло", "3").
В этом случае инструмент может вызываться по имени, к примеру:
T="Сверло"
4.2.1 Смена инструмента с помощью команды Т при активном
управлении инструментом (опция)
Функция
С помощью программирования команды Т осуществляется прямая смена инструмента.
Использование
На токарных станках с револьверным магазином.
Синтаксис
Выбор инструмента:
T=<место>
T=<имя>
T<n>=<место>
T<n>=<имя>
Отмена выбора инструмента:
T0
ЗАМЕТКА
Имя инструмента не должно содержать специальных символов.

Смена инструмента
4.2 Смена инструмента с управлением инструментом (опция)
Основы
60 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Значение
Пример
Револьверный магазин имеет места с 1 по 20 со следующим распределением
инструментов:
T=: Команда смены инструмента и активации коррекции инструмента
В качестве данных возможны:
<место>: Номер места в магазине
<имя>: Имя инструмента
Указание:
при программировании имени инструмента обратить
внимание на правильное написание (прописные/строчные
буквы).
<n>: Номер шпинделя как расширение адреса
Указание:
Возможность программирования номера шпинделя как расширения
адреса зависит от проектирования станка; → см. Указания изготовителя
станка)
T0: Команда отключения инструмента (место в магазине свободно)
Примечание
Если в магазине инструмента выбранное место не занято, то команда инструмента
действует как T0. Выбор не занятого места в магазине может использоваться для
позиционирования свободного места.
Место Инструмент
Группа
инструментов
Состояние
1 Сверло, номер гнезда=1 T15 заблокировано
2свободно
3 Сверло, номер гнезда=2 T10 разрешено
4 Сверло, номер гнезда=3 T1 активен
5 ... 20 свободно