Руководство. Основы, Справочник по программированию Sinumerik 840D (new)
Подождите немного. Документ загружается.

Коррекции инструмента
5.5 Типы инструментов
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
71
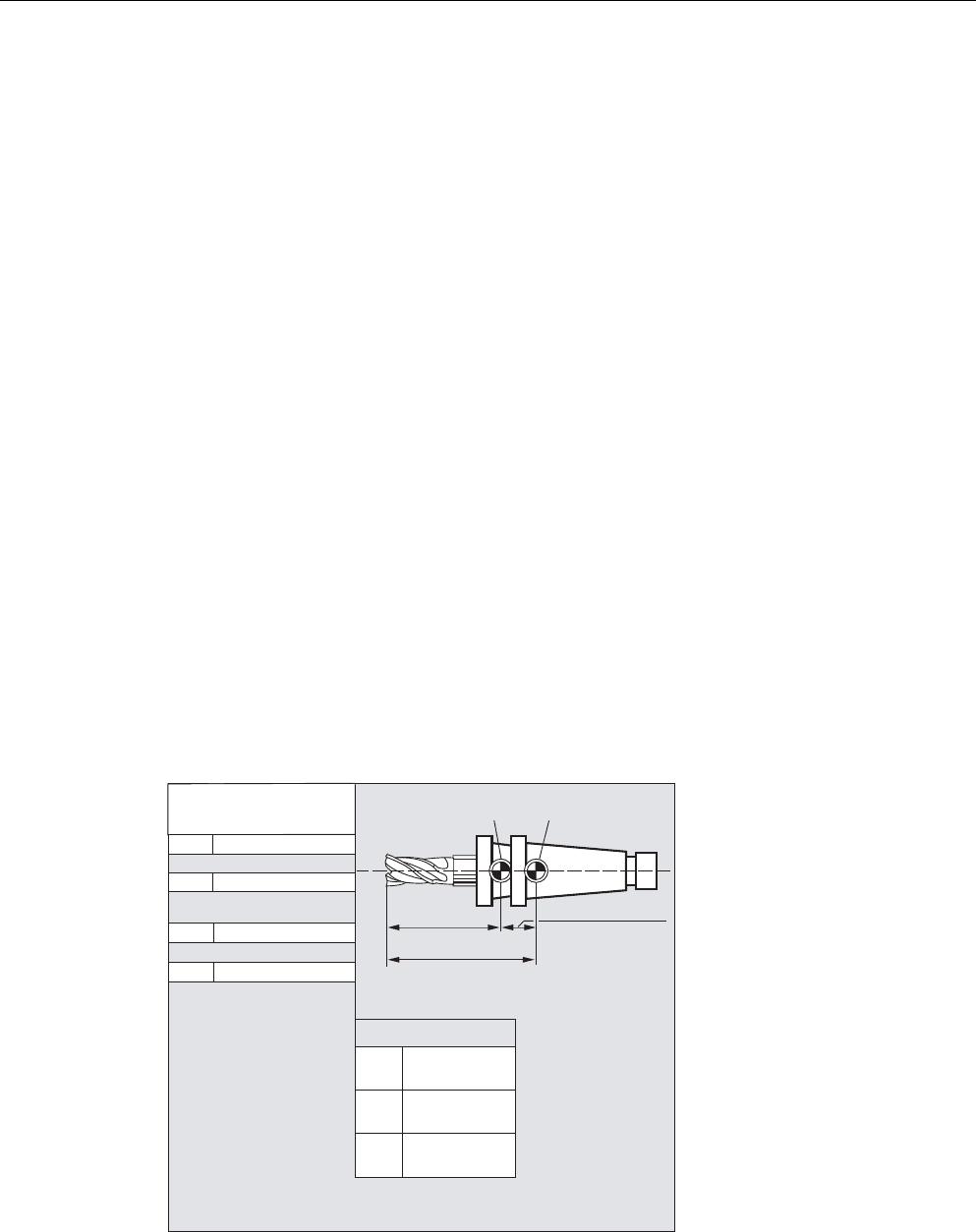
5.5.2 Фрезерный инструмент
В группе инструментов "Фрезерный инструмент" существуют следующие типы
инструментов:
Параметры инструмента
Рисунки ниже показывают, какие параметры инструмента (DP...) вносятся в память
коррекций для фрезерных инструментов:
100 Фрезерный инструмент согласно CLDATA (Cutter Location Data)
110 Сферическая фреза (цилиндрическая зенковка)
111 Сферическая фреза (коническая зенковка)
120 Концевая фреза (без закругления углов)
121 Концевая фреза (с закруглением углов)
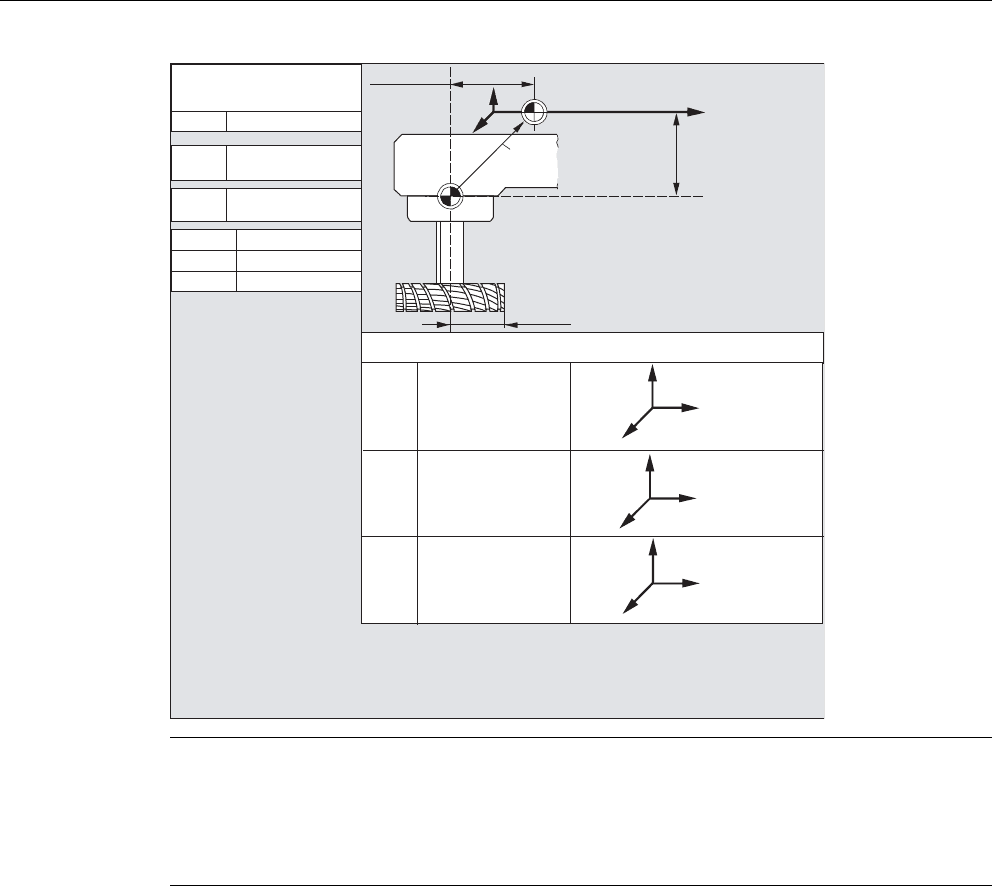
130 Угловая фреза (без закругления углов)
131 Угловая фреза (с закруглением углов)
140 Торцовая фреза
145 Резьбовая фреза
150 Дисковая фреза
151 Пила
155 Коническая фреза (без закругления углов)
156 Коническая фреза (с закруглением углов)
157 Коническая зенковка
160 Сверлильная резьбовая фреза
))
'3
'3
'3
'3
[\
̮͇͖͏͘͏͉
̶͇͇͓͙͗͌͗͢
͏͔͙͚͓͔͙͇͗͌͘
̫͒͏͔͇͕͓͙͊͌͌͗͏ͦ
̷͇͋͏͚͕͓͙͊͌͌͗͘͏ͦ
̫͒͏͔͇͇͇͖͙͋͌͗
̮͔͇͔͌͞͏ͦ͏͎͔͕͇͘
͕͇͔͕͊͒͘͘
͙͈͕͉͇͔͗͌͏͓ͦ
̺͙͇͔͕͉͘͏͙͖͕ͣ͗͞͏͌
͎͔͇͔͌͞͏ͦ
͔͇
*
*
*
̫͒͏͔͇͉=
̷͇͋͏͚͉͘;<
̫͒͏͔͇͉<
̷͇͋͏͚͉͘=;
̫͒͏͔͇͉;
̷͇͋͏͚͉͘<=
)v͏͕͔͇͋ͦ͘͜
͙͕͇͑͞
͎͇͍͏͓͇
͏͔͙͚͓͔͙͇͗͌͘
)͏͕͔͇͙͕͇͇͇͖͙͇͖͋ͦ͑͋͌͗͗͘͜͞͏
͉͙͇͉͔͔͕͓͒͌͘͏͔͙͚͓͔͙͗͌͌͘ ͏͕͔͇͋ͦ͘͜
͙͕͇͑͞͏͔͙͚͓͔͙͇͔͕͕͚͖͖͕͙͇͗͌͒ͣ͊͗͘͘
̫͙͉͌͐͘͏͌
̫͒͏͔͇
̫͒͏͔͇͕͈͇ͦ͠
̫͒͏͔͇͇͇͖͙͋͌͗
̶͗͏***͉͕͎͓͕͍͔͕͛͏͑͘͏͕͉͇͔͔͕͕͇͕͉͇͔͗͌͊͒͘͘͏͌
͖͑͗͏͓͚͌͗͋͒͏͔͇ ;͋͒͏͔͇ =͋͒͏͔͇ <
͓͘)%:̱͕͗͗͏͔͙͗͘
Коррекции инструмента
5.5 Типы инструментов
Основы
72 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
'3
'3
'3
'3
'3
'3
[\
)
)
;
<
=
=
;
<
<
=
;
̮͔͇͔͌͞͏ͦ͏͎͔͕͇͘
͕͇͔͕͊͒͘͘
͙͈͕͉͇͔͗͌͏͓ͦ
̺͙͇͔͕͉͘͏͙ͣ
͖͕͗͞͏͎͔͇͔͌͌͞͏ͦ
͔͇
̫͙͉͌͐͘͏͌
*
*
*
̫͒͏͔͇͉<
̫͒͏͔͇͉;
̫͒͏͔͇͉=
̷͇͋͏̷͚̱̯͉͘=;
̫͒͏͔͇͉;
̫͒͏͔͇͉=
̫͒͏͔͇͉<
̷͇͋͏̷͚̱̯͉͘<=
̫͒͏͔͇͉=
̫͒͏͔͇͉<
̫͒͏͔͇͉;
̷͇͋͏̷͚̱̯͉͘;<
̮͇͖͏͘͏͉
͖͇͇͓͙͗͌͗͢͏͔͙͚͓͔͙͇͗͌͘
̫͒͏͔͇
͕͓͙͊͌͌͗͏ͦ
̷͇͋͏͚͘
͕͓͙͊͌͌͗͏ͦ
̫͒͏͔͇͈͇͎͕͉͇ͦ
̫͒͏͔͇͈͇͎͕͉͇ͦ
̫͒͏͔͇͈͇͎͕͉͇ͦ
̨͇͎͕͉͇͎͓͐͗͌͗͢
̫͒͏͔͇
̨͇͎͕͉͐͢
͇͎͓͗͌͗
̫͒͏͔͇
̨͇͎͕͉͐͢
͇͎͓͗͌͗
̫͒͏͔͇
)v͏͕͔͇͙͕͇͎͇͍͋ͦ͑͘͜͞͏͓͇͏͔͙͚͓͔͙͇͗͌͘
)͏͕͔͇͙͕͇͋ͦ͑͘͜͞͏͔͙͚͓͔͙͇͔͕͕͗͌͒ͣ͊͘
͚͖͖͕͙͇͗͘
̷͇͋͏͚͘
̶͗͏***͉͕͎͓͕͍͔͕͛͏͑͘͏͕͉͇͔͔͕͕͇͕͉͇͔͗͌͊͒͘͘͏͌
͖͑͗͏͓͚͌͗͋͒͏͔͇ ;͋͒͏͔͇ =͋͒͏͔͇ <
͓͘)%:̱͕͗͗͌͑͝͏ͦ͏͔͙͚͓͔͙͇͗͌͘
Примечание
Краткие описания по параметрам инструментов находятся на интерфейсе.
Дополнительную информацию см.:
Литература:
Описание функций "Основные функции"; Коррекции инструмента (W1)
Коррекции инструмента
5.5 Типы инструментов
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
73
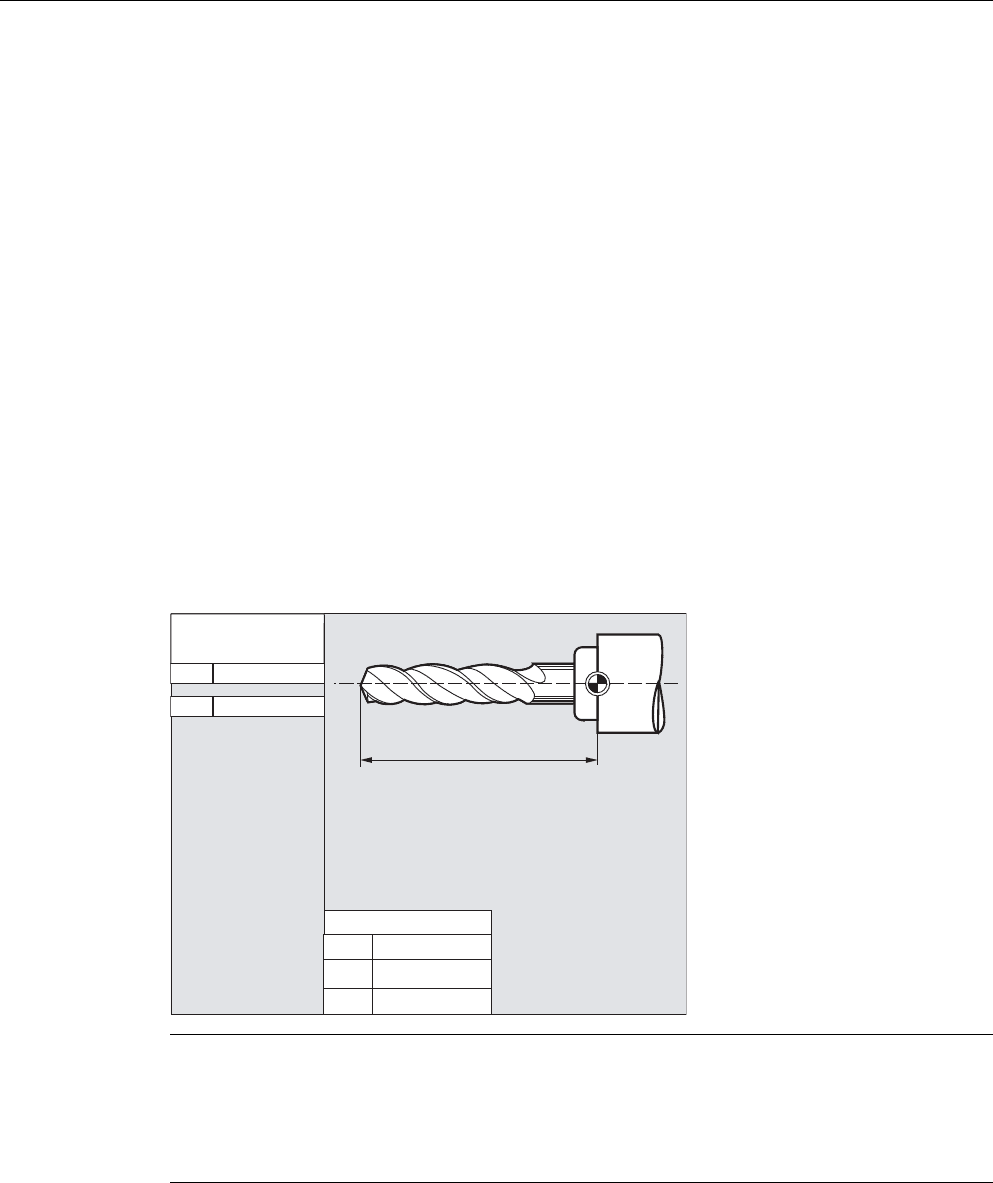
5.5.3 Сверло
В группе инструментов "Сверло" существуют следующие типы инструментов:
Параметры инструмента
Рисунки ниже показывают, какие параметры инструмента (DP...) вносятся в память
коррекций для сверл:
200 Спиральное сверло
205 Сплошное сверло
210 Расточная оправка
220 Центровое сверло
230 Коническая зенковка
231 Цековка
240 Метчик основной резьбы
241 Метчик точной резьбы
242 Метчик резьбы Withworth
250 Развертка
̮͇͖͏͘͏͉
͖͇͇͓͙͗͌͗͢
͏͔͙͚͓͔͙͇͗͌͘
̫͒͏͔͇
̮͔͇͔͌͞͏ͦ͏͎͔͕͇͘
͕͇͔͕͊͒͘͘
͙͈͕͉͇͔͗͌͏͓ͦ
̺͙͇͔͕͉͘͏͙ͣ
͖͕͗͞͏͎͔͇͔͌͌͞͏ͦ
͔͇
*
̫͒͏͔͇͉=
̫͒͏͔͇͉<
̫͒͏͔͇͉;
*
*
)͏͕͔͇͙͕͇͋ͦ͑͘͜͞
͏͔͙͚͓͔͙͇͔͕͗͌͒ͣ͊͘
͕͚͖͖͕͙͇͗͘
̫͒͏͔͇
̫͙͉͌͐͘͏͌
)
'3
'3
[\
Примечание
Краткие описания по параметрам инструментов находятся на интерфейсе.
Дополнительную информацию см.:
Литература:
Описание функций "Основные функции"; Коррекции инструмента (W1)
Коррекции инструмента
5.5 Типы инструментов
Основы
74 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
5.5.4 Шлифовальный инструмент
В группе инструментов "Шлифовальный инструмент" существуют следующие типы
инструментов:
Параметры инструмента
Рисунки ниже показывают, какие параметры инструмента (DP...) вносятся в память
коррекций для шлифовального инструмента:
400 Периферийный шлифовальный круг
401 Периферийный шлифовальный круг с контролем
402 Периферийный шлифовальный круг без контроля без базового размера
(управление инструментом)
403 Периферийный шлифовальный круг с контролем без базового размера для
окружной скорости круга SUG
410 Плоский круг
411 Плоский круг (управление инструментом) с контролем
412 Плоский круг (управление инструментом) без контроля
413 Плоский круг с контролем без базового размера для окружной скорости
круга SUG
490 Правящий инструмент
̮͇͖͏͘͏͉͖͇͇͓͙͗͌͗͢
͏͔͙͚͓͔͙͇͗͌͘
̫͒͏͔͇
̫͒͏͔͇
̷͇͋͏͚͘
̴͕͓͖͌͗͟͏͔͋͌͒ͦ
̶͇͉͗͏͕͉͎͒ͦ͘͏
̳͏͔͇͗͋͏͚͚͇͑͗͊͘
̳͏͔͟͏͗͏͔͇͚͇͑͗͊
̧͙͚͇͔͇͑͒ͣͦ͟͏͗͏͔͇͚͇͑͗͊
̳͇͕͕͙͑͑͗ͣ͘͘͘
̺͕͔͇͕͔͔͕͕͚͇͊͒͑͒͊͑͗͊
̶͇͇͓͙͗͌͗1U͇͇͋͗͗͋͘͞͏͚͇͘
̮͔͇͔͌͞͏ͦ͏͎͔͕͇͘
͕͇͔͕͊͒͘͘
͙͈͕͉͇͔͗͌͏͓ͦ
̺͙͇͔͕͉͘͏͙͖͕ͣ͗͞͏͌
͎͔͇͔͌͞͏͔͇ͦ
̫͙͉͌͐͘͏͌
̫͒͏͔͇͉<
̫͒͏͔͇͉;
̷͇͋͏͚͉͘;<
̫͒͏͔͇͉;
̫͒͏͔͇͉=
̷͇͋͏͚͉͘=;
̫͒͏͔͇͉=
̫͒͏͔͇͉<
̷͇͋͏͚͉͘<=
)͏͕͔͇͙͕͇͋ͦ͑͘͜͞͏͔͙͚͓͔͙͇͔͕͕͚͖͖͕͙͇͗͌͒ͣ͊͗͘͘
̷͇͋͏͚͘
̪͕͓͙͌͌͗͏ͦ
̫͒͏͔͇
̨͇͎͕͉͇ͦ͋͒͏͔͇
̨͇͎͇
̫͒͏͔͇
̪͕͓͙͌͌͗͏ͦ
̫͒͏͔͇
̶͕͕͍͔͒͌͏͌
̶͕͕͍͔͒͌͏͎͕͉͌͗͌͝
̳͇͕͚͍͔͇͕͕͙͑͑͗ͦ͑͗ͣ͘͘͘
)
)
'3
'3
'3
'3
73*
73*
73*
73*
73*
73*
73*
73*
73*
'3
*
*
*
Примечание
Краткие описания по параметрам инструментов находятся на интерфейсе.
Дополнительную информацию см.:
Литература:
Описание функций "Основные функции"; Коррекции инструмента (W1)
Коррекции инструмента
5.5 Типы инструментов
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
75
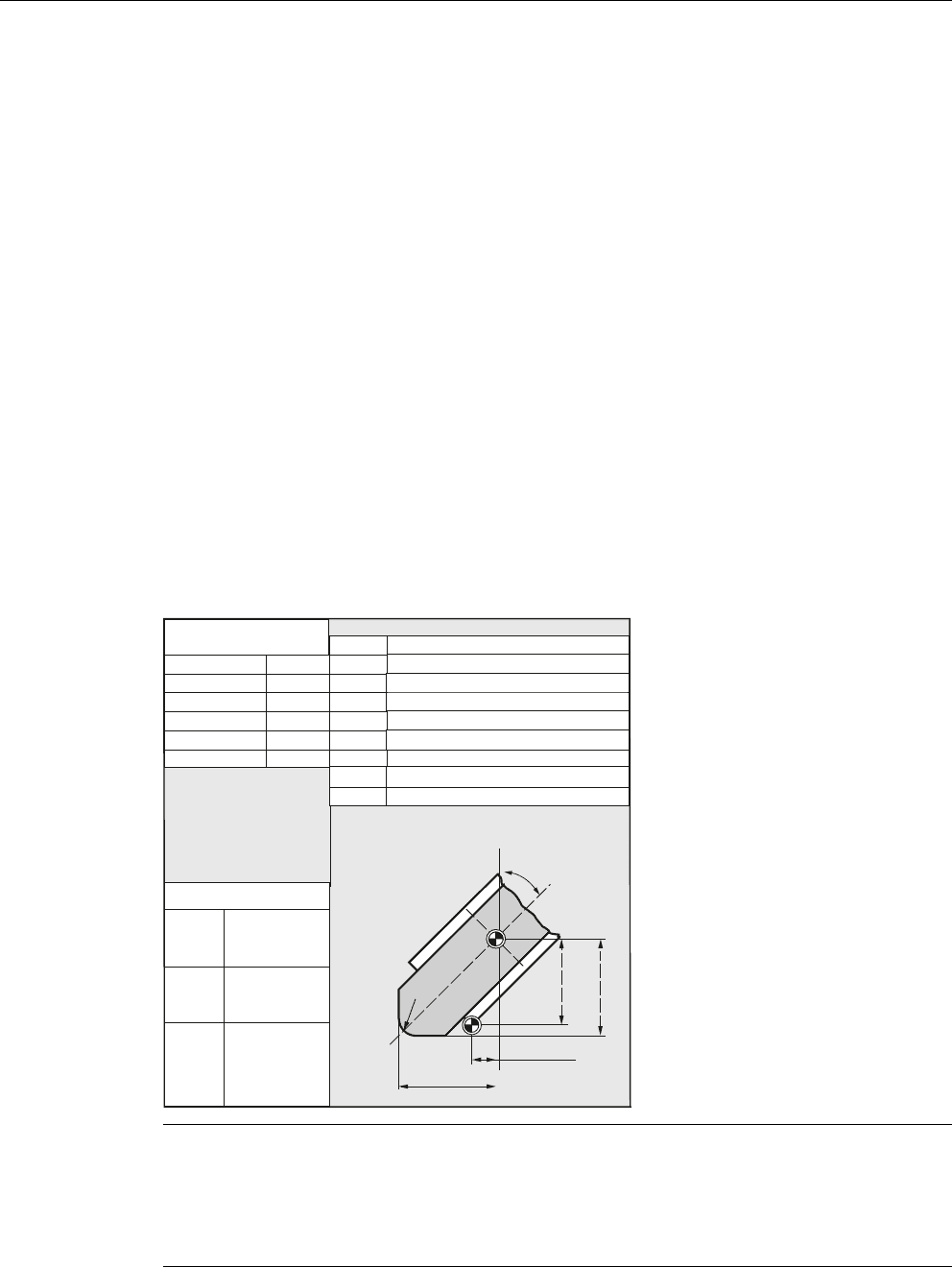
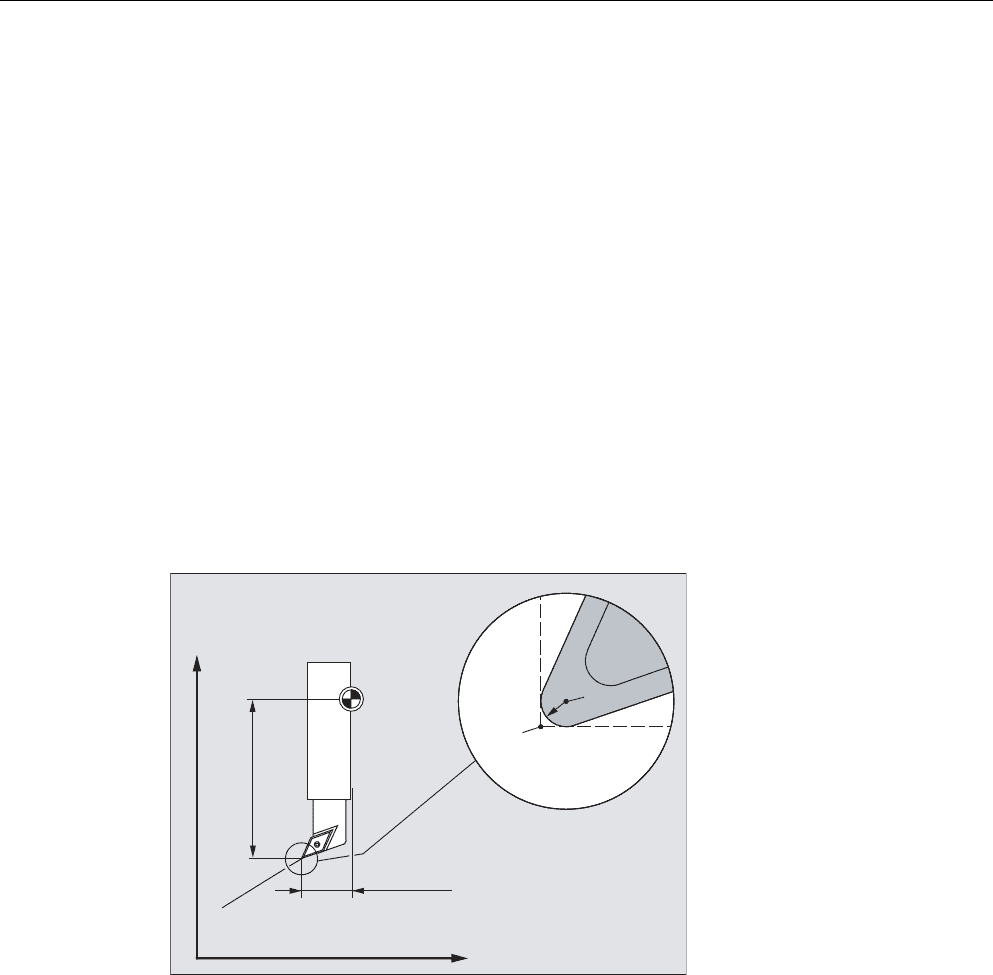
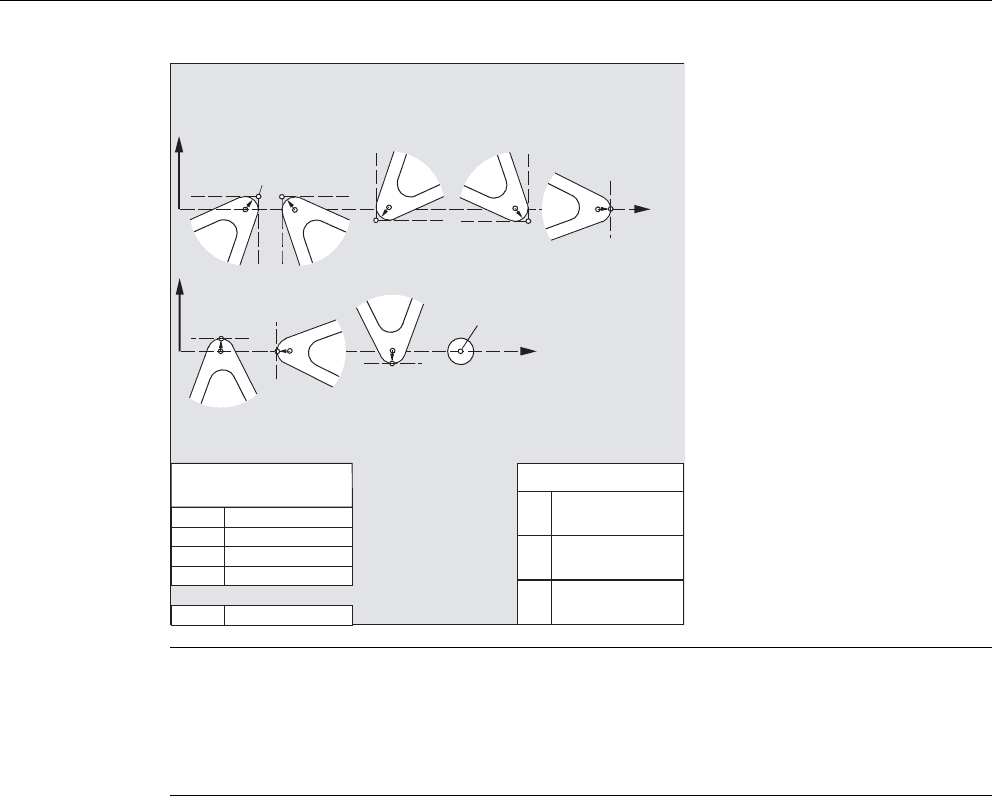
5.5.5 Токарный инструмент
В группе инструментов "Токарный инструмент" существуют следующие типы
инструментов:
Параметры инструмента
Рисунки ниже показывают, какие параметры инструмента (DP...) вносятся в память
коррекций для токарных инструментов:
500 Обдирочный резец
510 Чистовой резец
520 Прорезной резец
530 Отрезной резец
540 Резьбовой резец
550 Фигурный резец/профильный резец (управление инструментом)
560 Коловорот (ECOCUT)
580 Измерительный щуп с параметром положения резцов
=
;
)
5
6
3
̹͕͇͔͎͑͗͐͗͌͌͢͝
̱͖͗͏͓͚͌͗*͖͕͕͙͒͑ͣ͘͘=;
)͏͕͔͇͙͕͇͎͇͍͋ͦ͑͘͜͞͏͓͇
͏͔͙͚͓͔͙͇͗͌͘
̫͒͏͔͇=
̵͙͗͘͏͌͏͔͙͚͓͔͙͇͗͌͘3
͎͗͌͌͝ 'Q
̫͒͏͔͇;
6͖͕͕͍͔͒͌͏͔͙͇͎͇͌͌͗͗͌͝͝
5͇͗͋͏͚͎͇͗͌͘͝
͇͗͋͏͚͘͏͔͙͚͓͔͙͇͗͌͘
Коррекции инструмента
5.5 Типы инструментов
Основы
76 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
=
;
3
=
;
3 6
'3
'3
'3
'3
'3
[\
̮͇͖͏͘͏͉
̫͒͏͔͇
̫͒͏͔͇
̷͇͋͏͚͘
̫͙͉͌͐͘͏͌
̫͒͏͔͇͉<
̫͒͏͔͇͉;
̫͒͏͔͇͉;
̫͒͏͔͇͉=
̫͒͏͔͇͉=
̫͒͏͔͇͉<
̮͔͇͔͌͞͏ͦ͏͎͔͕͇͘
͕͇͔͕͊͒͘͘
͙͈͕͉͇͔͗͌͏͓ͦ
̺͙͇͔͕͉͘͏͙͖͕ͣ͗͞͏͌
͎͔͇͔͌͞͏ͦ
͔͇
̶͇͇͓͙͗͌͗͏͔͙͚͓͔͙͇͗͌͘'3͚͇͎͉͇͙͖͕͕͍͔͑͌͒͌͢͏͎͇͌͗͌͝
̩͕͎͓͕͍͔͕͎͔͇͔͌͞͏͖͕͕͍͔͌͒͌͏͕ͦ͋
̶͕͕͍͔͒͌͏͎͇͌͗͌͝'3
̺͇͎͇͔͑͏͌
̺͇͎͇͔͑͏͌͋͒͏͔͋͒͢͏͔͕͙͔͕͙ͦͦ͑͘͘͢
͙͕͖͑͌͗͞͏͖͕͕͍͔͒͌͏͏͎͇͗͌͝
͔͕͖͗͏͑66 3
͖͇͇͓͙͗͌͗͢
͏͔͙͚͓͔͙͇͗͌͘
*
*
*
Примечание
Краткие описания по параметрам инструментов находятся на интерфейсе.
Дополнительную информацию см.:
Литература:
Описание функций "Основные функции"; Коррекции инструмента (W1)
Коррекции инструмента
5.5 Типы инструментов
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
77
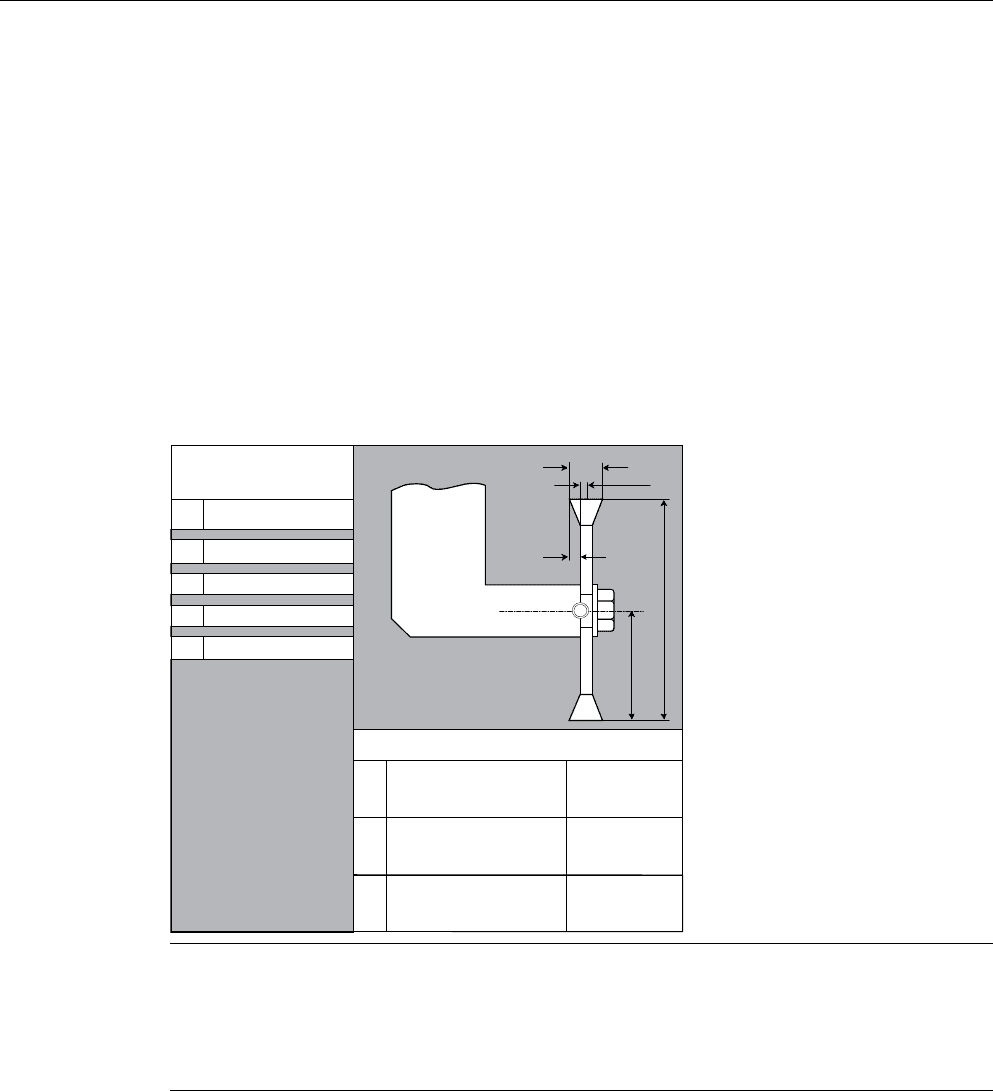
5.5.6 Специальный инструмент
В группе инструментов "Специальный инструмент" существуют следующие типы
инструментов:
Параметры инструмента
Рисунок ниже показывает, какие параметры инструмента (DP...) вносятся в память
коррекций для типа инструмента "Наградка":
700 Наградка
710 Измерительный щуп 3D
711 Контурный щуп
730 Упор
̮͇͖͏͘͏͉
͖͇͇͓͙͗͌͗͢͏͔͙͚͓͔͙͇͗͌͘
'3̫͒͏͔͇͈͇͎͕͉͇ͦ
'3̫͒͏͔͇͈͇͎͕͉͇ͦ
'3̫͏͇͓͙͕͓͙͌͗͊͌͌͗͏ͦ
'3̴͚͒͟͏͗͏͔͇͕͓͙͊͌͌͗͏ͦ
'3̩͙͚͖͕͓͙͊͌͌͗͘͢͏ͦ
̮͔͇͔͌͞͏ͦ͏͎͔͕͇͘
͕͇͔͕͊͒͘͘
͙͈͕͉͇͔͗͌͏͓ͦ
̺͙͇͔͕͉͘͏͙͖͕ͣ͗͞͏͌
͎͔͇͔͌͞͏͔͇ͦ
̫͙͉͌͐͘͏͌
̴͚͉͇͒͌ͦ͟͏͗͏͔͇E
̨͇͎͕͉͇͎͓͗͌͗
̫͒͏͔͇
̩͙͚͖͘͢
N
̨͇͎͕͉͇͎͓͐͗͌͗͢
̫͒͏͔͇
̫͏͇͓͙͌͗G
*̶͕͕͉͒͏͔͇͋͏͇͓͙͇͌͗/͉;̩͈͕͗͢
͖͕͕͙͒͑͌͐͘͘
̩͙͚͖͉͘͢/<͇͇͕ͦͦͣ͘;<
̶͕͕͙͔͕͖͒͏͉͒͢5;<
*̶͕͕͉͒͏͔͇͋͏͇͓͙͇͌͗/͉<̩͈͕͗͢
͖͕͕͙͒͑͌͐͘͘
̩͙͚͖͉͘͢/;͇͇͕ͦͦͣ͘;=
̶͕͕͙͔͕͖͒͏͉͒͢5=;
*̶͕͕͉͒͏͔͇͋͏͇͓͙͇͌͗/͉=̩͈͕͗͢
͖͕͕͙͒͑͌͐͘͘
̩͙͚͖͉͘͢/=͇͇͕ͦͦͣ͘<=
̶͕͕͙͔͕͖͒͏͉͒͢5<=
Примечание
Краткие описания по параметрам инструментов находятся на интерфейсе.
Дополнительную информацию см.:
Литература:
Описание функций "Основные функции"; Коррекции инструмента (W1)

Коррекции инструмента
5.5 Типы инструментов
Основы
78 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
5.5.7 Правило связи
Коррекции длин "геометрия", "износ" и "базовый размер" могут быть соответственно
связаны для левой и правой коррекции круга, т.е. при изменении коррекции длин для
левого резца значения автоматически вносятся и для правого резца и наоборот.
Литература
Описание функций "Расширенные функции"; Шлифование (W4)

Коррекции инструмента
5.6 Вызов коррекции инструмента (D)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
79
5.6 Вызов коррекции инструмента (D)
Функция
С 1 по 8 (при активном управлении инструментом 12) резцом одного инструмента могут
быть согласованы различные блоки данных коррекции инструмента (к примеру,
различные значения коррекции для левой и правой кромки у прорезного резца).
Активация параметров коррекции (среди них данные для коррекции длин инструмента)
специального резца осуществляется через вызов номера D. При программировании D0
коррекции для инструмента не действуют.
Коррекция радиуса инструмента должна быть включена дополнительно через G41 /
G42.
Синтаксис
Активация блока данных коррекции инструмента:
D<номер>
Активация коррекции радиуса инструмента:
G41 ...
G42 ...
Деактивация коррекций инструмента:
D0
G40
Значение
Примечание
Коррекции длин инструмента действует, если запрограммирован номер D. Если номер
D не запрограммирован, то при смене инструмента активна определенная через
машинные данные стандартная установка ( → см. Указания изготовителя станка).
D: Команда активации блока данных коррекции для активного
инструмента
Коррекция длин инструмента выводится при первом
запрограммированном перемещении соответствующей оси коррекции
длин.
Внимание:
Коррекция длин инструмента действует и без программирования D,
если для смены инструмента сконфигурирована автоматическая
активация резца инструмента ( → См. Указания изготовителя станка).
<номер>: Через параметр <номер> указывается активируемый блок данных
коррекции инструмента.
Тип программирования D зависит от проектирования станка (см. абзац
"Тип программирования D").
Диапазон
значений:
0-32000
Коррекции инструмента
5.6 Вызов коррекции инструмента (D)
Основы
80 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Тип программирования D
Тип программирования D устанавливается через машинные данные.
Существуют следующие возможности:
• Номер D = номер резца
Для каждого инструмента T<номер> (без управления инструментом) или T="имя" (с
управлением инструментом) существуют номера D от 1 до макс. 12. Эти номера D
напрямую присвоены резцам инструментов. Для каждого номера D (= номер резца)
существует блок данных коррекции ($TC_DPx[t,d]).
• Свободный выбор номеров D
Номера D могут свободно согласовываться с номерами резцов инструмента.
Верхняя граница используемых номеров D установлена через машинные данные.
• Абсолютные номера D без связи с номером T
В системах без управления инструментом можно выбрать независимость номера D
от номера T. Отношение номера T, резца и коррекции через номер D определяет
пользователь. Диапазон номеров D лежит между 1 и 32000.
Литература:
Описание функций "Основные функции"; Коррекция инструмента (W1)
Описание функций "Управление инструментом"; глава: "Варианты согласования
номеров D"
D0: Команда деактивации блока данных коррекции для активного
инструмента
G41: Команда включения коррекции радиуса инструмента с направлением
обработки слева от контура
G42: Команда включения коррекции радиуса инструмента с направлением
обработки справа от контура
G40: Команда отключения коррекции радиуса инструмента
Примечание
Коррекция радиуса инструмента подробно описана в главе "Коррекции радиуса
инструмента".