Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

15
Polymer Thin Films –
Processes, Parameters
and Property Control
Bertrand Fillon
INTRODUCTION
Over the last 10 years, the use of polymer thin films
has increased significantly in various domains of
application: in traditional industries (e.g. papers
and metal strips), in the automotive industry, in
packaging, etc. Moreover, emerging markets such
as consumer electronics and photovoltaic energy
use polymer thin films also. This growth has been
driven mainly by important advances in the prop-
erties of polymer thin films (better barrier proper-
ties (water, oxygen, etc.), wear resistance, optical
properties, etc.) and a much more extensive range
of applications (solvent-based coatings, water-
based coatings, plasma deposition, emulsions,
etc.). It would indeed be very ambitious to attempt
to cover all the properties of polymer thin films in
the space of a few pages. Nevertheless, there are
two major families of parameters which influence
the properties of these thin films:
*
Type of the polym er deposited;
*
Implementation conditions.
Clearly, the properties of these thin films
depend mainly on the type of polymer and its
thickness. Certain polymers are better for improv-
ing barrier properties, while others offer very
good sealing functions. As for the implementation
conditions, three processes are used to produce
most of these thin films: extrusion coating, depo-
sition in solution with radiation cross-linking
(thermal, UV, electron beam), and physical depo-
sition involving plasma. The ranges of polymer
thickness generally deposited by these three pro-
cess types are respectively: >5 mm, 1 < t < 5 mm
and <1 mm. Note that extrusion coating is at the
upper limit of the range defined for the thin films.
Generally speaking, a key technological req-
uirement is to provide all the desired functions
of the coating (optical, barrier, adhesive, electri-
cal, catalytic, etc.) while controlling the interfaces
and micro-structures (film, charge dispersion,
orientation, crystallinity, porosity, etc.).
This chapter is broken down into three major
sections. Each section will focus on one of the
three implementation processes mentioned above.
The objective is to briefly describe these processes,
indicating the most wid ely used polymers, and to
show how thin film properties can be improved by
the type of polymer deposited, but also through
control of the interactions between process para-
meters and material parameters. Each of these
sections will be illustrat ed by examples of appli-
cations requiring specific properties, e.g. water or
oxygen barrier properties, optical properties, seal-
ing properties or surface properties.
CHAPTER
241
THIN FILMS OBTAINED
BY EXTRUSION COATING
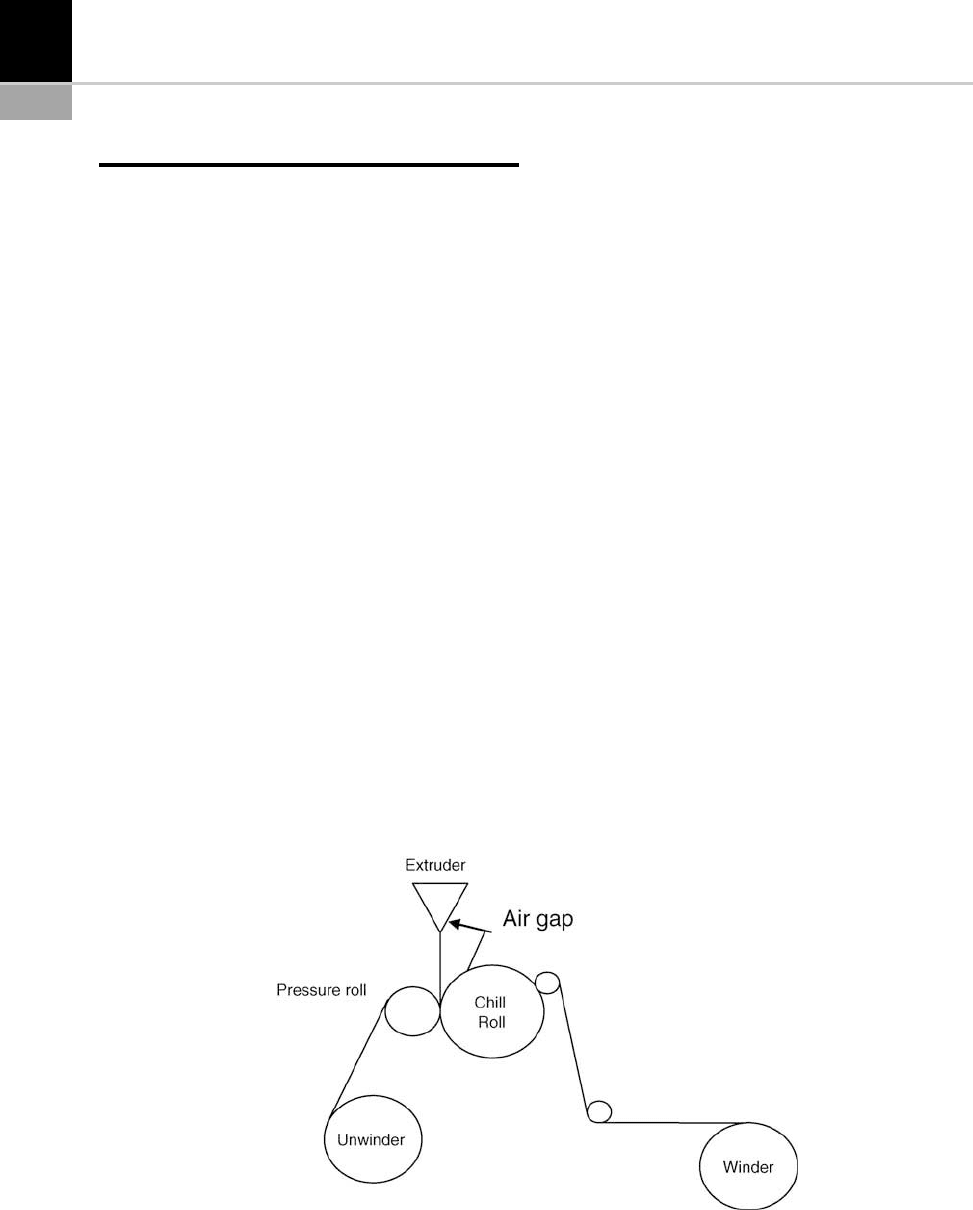
The process of extrusion coating (Fig. 15-1)enables
covering a flexible substrate with a very thin poly-
mer film. In industry, polyethylene is generally used
to cover commercial substrates such as paper, card-
board, polyester and other polymeric films, metal
foils including aluminum foil, textiles, etc. The
polymer deposited is often a semi-crystalline poly-
mer such as polyolefin (polyethylene, copolymers
such as EMA, EBA, etc.), polyesters, PVC, etc.
The objective is to coat a substrate with a poly-
mer, combining the best properties of the two
materials. The advantages of this process are a
heat-sealable surface, improved resistance to tears
and wrinkling, an excellent barrier against mois-
ture, oxygen and odors, enhanced optical proper-
ties (dullness, gloss) and an imprintable surface.
Principle of Extrusion Coating
Polymer granules are extruded using a slot die to
obtain a thin film of molten polymer. The role of
this coating die is to present the molten polymer in
a form similar to its final form (coating film), to
keep it at a co nstant temperature, to obtain a
stable flow of polymer and to coat the desired
width of the substrate with it. The molten poly-
mer travels over the distance between the slot die
and the substrate: this distance is often called the
air gap. The air gap value may vary depending on
the desired extrusion conditions.
The film of molten polymer is pressed through
two rollers positioned directly below the die. The
first of these, coated with neoprene, is the pressure
roll. It draws the substrate to be coated and
presses it against the molten polymer film. This
is the precise moment at which the extruded poly-
mer adheres to the substrate. The pressure roll is
cooled by internal water circulation with adjust-
able temperature. This prevents its temperature
from rising too rapidly.
The second roller is chrome plated and called
the chill roll. It is also cooled by internal water
circulation with adjustable temperature. Its role is
threefold:
*
It must cool and solidify the polymer in a frac-
tion of one rotation.
*
Its rotational speed controls the quantity of
polymer deposited on the substrate (coating
thickness or grammage).
*
Its surface (polished, matte, etc.) determines the
surface appearance of the polymer coating.
The resulting complex is then directed towards
the system’s draw roll and winder.
FIGURE 15-1 The process of extrusion coating.
242 CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control
Process Parameters and Influences
Polymer suppliers and converters must deal with a
growing market demand for low cost ‘deposited
film/substrate’ complexes which still offer high
performance properties. Manufacturers, polymer
and substrate suppliers, and converters must
work together to reach these objectives. Various
studies have enabled improving polymer perfor-
mance while at the same time optimizing process
parameters. For example, in the packaging indus-
try, several complexes such as aluminum/polyeth-
ylene, paper/PE, etc., are used with low density
polyethylene (LDPE) without a binder layer.
These various structures are produced using
extrusion coating. Good adhesion between the
LDPE and the substrate is clearly vital. However,
the adhesive strength is generally very weak
between the substrate and the LDPE, due to the
lack of polar or reactive functions in LDPEs. Like-
wise, following the extrusion coating process, the
complexes alu/LDPE, paper/LDPE, etc., maintain
the sealing properties of polyethylene.
Example: Adhesive Properties of an Aluminum/
LDPE Structure. For adhe sion to occur between
LDPE and the aluminum foil, the LDPE has to
oxid ize during the extrusion process . This func-
tionaliz ation of the LDPE primarily occurs dur-
ing the molten polymer’s dwell time between the
die’s opening and the point of contact with the
substrate, i.e. in the air gap. Adhesion between
the LDPE and the substrate is affected by several
factors, whi ch can be categorized into three
groups: extrusion parameters (melt temperature,
air gap, etc.), polymer parameters (melt index,
density, etc.) and substrate parameters (type, sur-
face roughness, etc.). Over the last 20 years, the
practical problem of ensuring good adhesion
between the LDPE and various substrates during
extrusion coating has been the subject of much
interest, both from a technical and a scientific
poin t of view [1–7]. Whereas some parameters
(corona treatment, ozone, post-treatment, etc .)
generally increase adhesion, it is difficult to draw
a single conclusion for process parameters overall,
but most authors agree that interactions do exist
between these parameters. The main process
parameters with the greatest effect on adhesion
between the polymer and the substrate are: tem-
perature of the molten polymer, thickness of the
film deposited, pressure of the rollers, extrusion
speed, and air gap.
It is very difficult to separate the last two para-
meters: increasing the substrate speed effectively
reduces the dwel l time (d
t
) in the air gap and LDPE
oxidation becomes difficult, resulting in poor
adhesion. If the air gap is increased, the dwell time
d
t
(or freeze time t
f
) and LDPE oxidation will also
increase, but the LDPE will cool and its viscosity
will increase, reducing its wettability relative to
the substrate’s roughness. This in turn reduces
mechanical adhesion. These two phenomena con-
flict with one another; hence the need for a com-
promise. According to most authors, line speed
and air gap can be expressed as a single parameter,
that of freeze time t
f
:
t
f
¼
H
V
t
V
0
Ln
V
t
V
0
where V
t
= line speed, V
0
= material through P
and H = air gap.
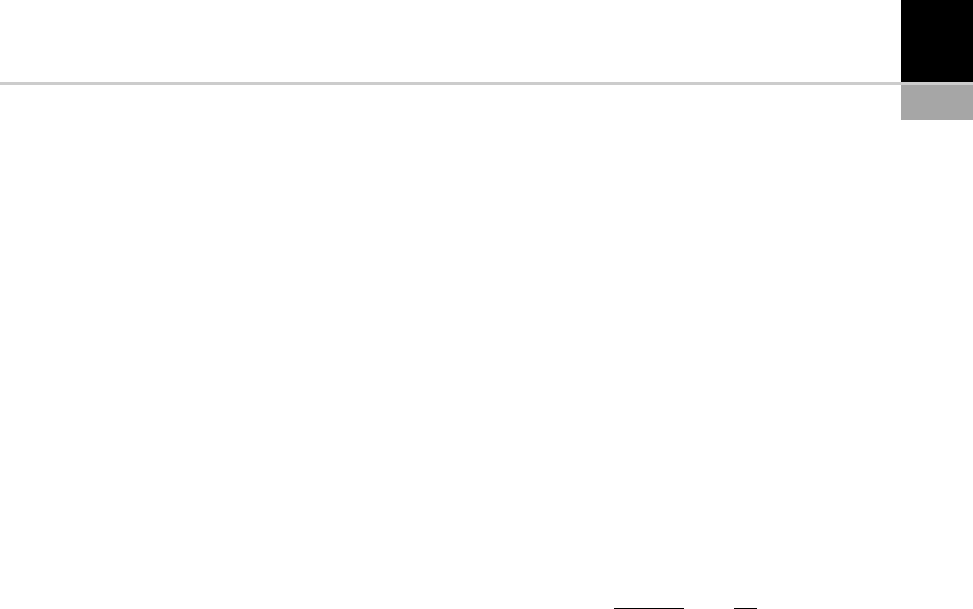
Figure 15-2 illustrates the interactions between
the process parameters and the polymer, which
lead to changes in adhesive strength. At low tem-
peratures (T =285
C), the adhesive strength (F
p
)
of the LDPE increases with dwell time, attaining a
maximum value then falling. This increased adhe-
sion is correlated with an increase in the LDPE’s
carboxylic functions and, as a result, in its surface
energy (Y
p
). The drop in adhesion at high t
f
values
is related to cooling of the LDPE, which becomes
more viscous on contact with the substrate; as
a result, the LDPE does not mold as well to
the substrate’s surface. At high temperatures
(T =315
C), adhesion of the LDPE is very strong
despite short dwell times. This adhesion
decreases with high t
f
values. Oxidation of the
LDPE becomes excessive and initiates its degra-
dation, resulting in a high number of ruptured
chains and a drop in its surface energy ( Y
p
). This
leads to a layer with poor cohesion at the s urface
of the LDPE film, in turn provoking the drop
in adhesion.
CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control 243
Achieved through co ntrolling process para-
meters, LDPE oxidation is necessary to attain
good LDPE/aluminum adhesive strength.
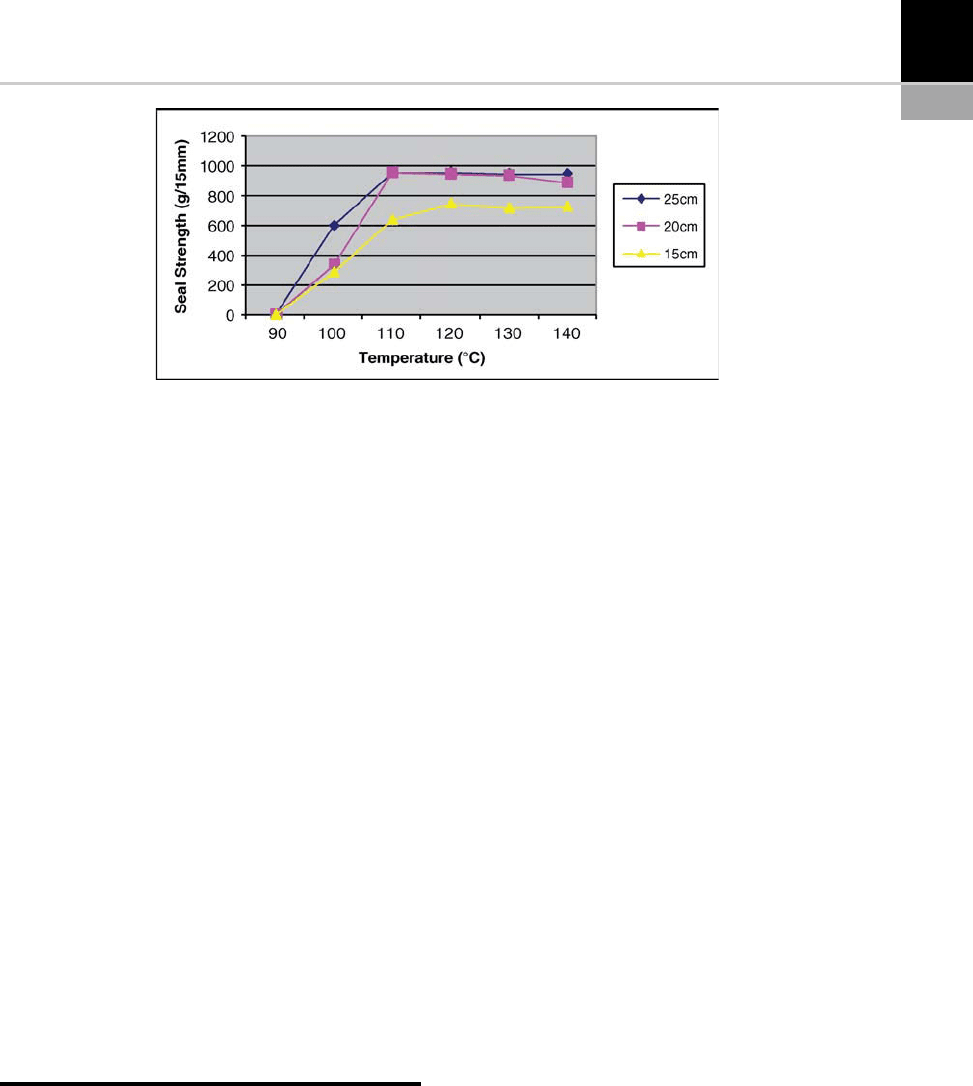
Example: Sealing Properties of an Aluminum/
LDPE Structure. Besides the adhesion between
the aluminum foil and the polyethylene, the
LDPE film should have good sealing properties.
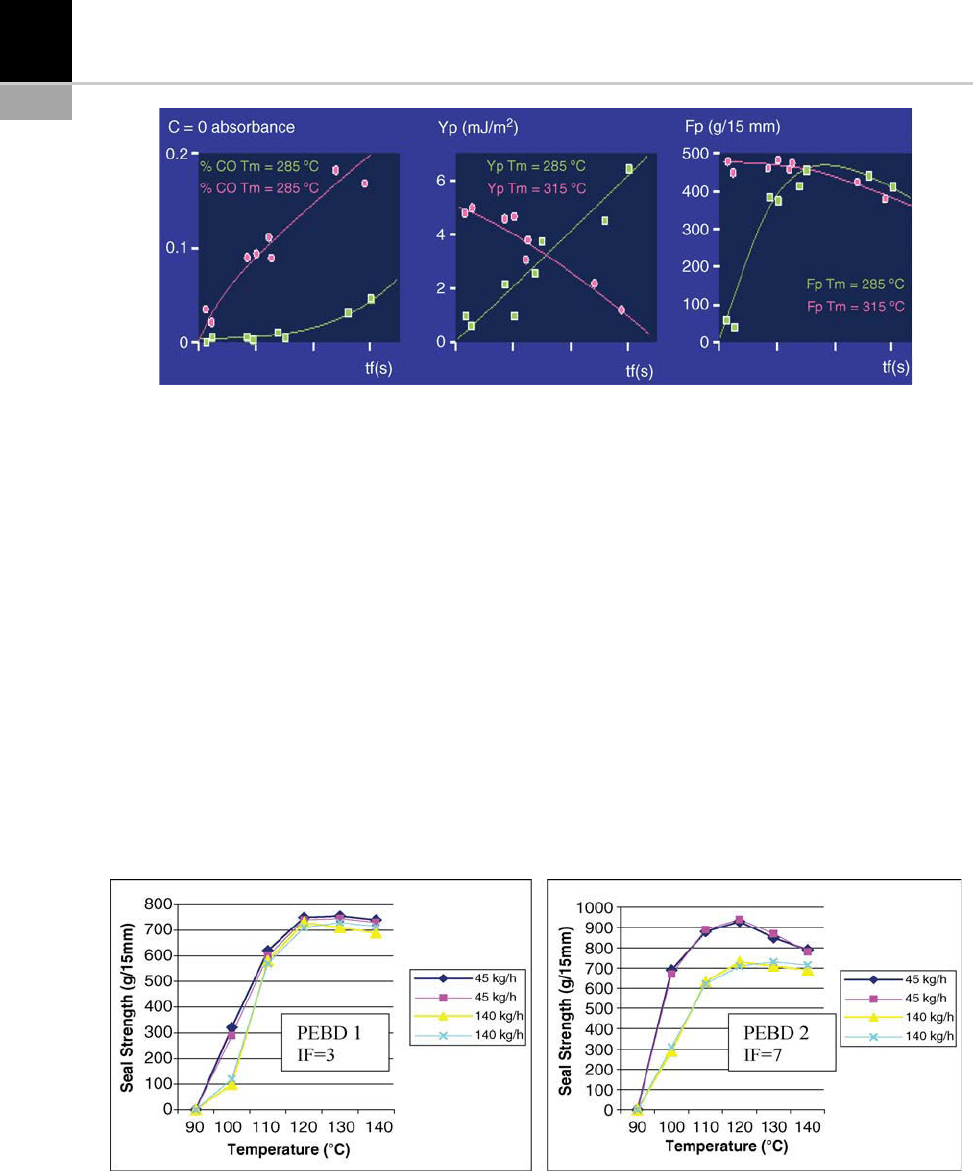
Figure 15-3 illustrates the changes in the seal
strength of one alu/LDPE complex compared to
another alu/LDPE complex, both obtained by
extrusion coating. The sealing capacity of a poly-
mer is most often linked to its melt index (MI). A
high MI results in a high degree of fluidity and
improves interfacial diffusion during sealing,
allowing the polymer to attain a high seal strength
at low temperatures. This is illustrated by Fig.15-3;
the LDPE2 sealing curve (MI = 7) starts at a lower
temperature than that of LDPE1 (MI = 3).
Extruded at low pressure and a low rate (45 kg/h),
LDPE1 attained a seal strength of 300 g/15 mm at
a temperature of 100
C. Under the same condi-
tions, LDPE2 attained a seal strength of 700 g/
15 mm.
Process parameters clearly have an influence
on sealing properties as well as on adhesion.
Figure 15-3 illustrates the effect of extrusion rate
on seal strength. Within the operating range for
the selected process parameters, when LDPE2
is deposited on aluminum foil at a lower rate
(45 kg/h), seal strength goes from 300 g/15 mm
FIGURE 15-3 Changes in seal strength of two LDPEs (LDPE1: MI = 3; LDPE2: MI = 7) according to sealing temperature. The
alu/LDPE complexes were obtained by extrusion coating at two different rates (45 and 140 kg/h) and at two different
pressures (90 and 150 bar). The low pressure curves are represented by dotted lines.
FIGURE 15-2 Freeze time (t
f
) dependent changes in the oxidation rate, polar function (Y
p
) and peel strength (F
p
) of a low
density polyethylene extruded on aluminum foil at two temperatures (285
C and 315
C). The thickness of the LDPE film and
the pressure between the rollers were constant (e =10mm; P = 6 bars).
244 CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control
to 700 g/15 mm. Likewise the air gap has an effect
on seal strength, which is weaker when the air gap
is reduced (Fig. 15-4). Sometimes these process/
material interactions do not exist; this is the case
for pressure during the extrusion process [3].
Summary on Extrusion Coating
Variation in process parameters can have a signif-
icant impact on the final properties of film com-
plexes such as alu/PE, paper/PE, alu/EVA, etc.
Final products with excellent performance can
be obtained at low cost through polymer selection
and adjustment of the process parameters. In the
section above, the examples presented for adhe-
sive and sealing properties clearly illustrate the
interactions between material and process para-
meters. Whatever the target property – barrier,
optical, etc. – these interactions between pro-
cess/material parameters will always play an
important role in determining the final properties
of the product [8].
ORGANIC COATINGS DEPOSITED
IN SOLUTION
Organic coatings deposited in solution (i.e. using
wet methods) are found in very diverse areas.
They are commonly produced by coating sub-
strates with thin layers of a liquid or suspension,
which are then transformed into solids by gela-
tion, drying or cross-linking. Such structures are
vital elements for an extremely broad range of
industrial products. They are developed for pa per,
steel, aluminum, polymer films, printed materials,
selective membranes, photographic film, photo-
sensitive coatings, adhesives, microelectronics,
integrated circuits, etc. However, deposition tech-
nologies may differ greatly depending on the final
application. For example, the manufacture of
microelectronic components uses spin coating,
whereas varnish is generally deposited on steel foil
using roll or spray coating.
This chapter focuses exclusively on organic
coatings deposited with the roll coating tech-
nique; this covers a large majority of the polymer
thin films produced industrially. Most of the
deposition processes based on this technique
involve a series of rollers producing polymer thin
films which can have thicknesse s below one
micron. These varnishes offer an effective protec-
tive barrier for metal substrates (aluminum, steel),
paper substrates or polymer films. These coatings
may also be used for decorative or aesthetic pur-
poses (glossy or matte effects, colors, etc.), or act
as sealants, etc. They must also offer specific char-
acteristics of durability and resistance to temper-
ature, solvents or UV radiation depending on the
final application of the coated product:
*
Exterior applications (pre-finished steel and
aluminum for construction);
*
Decorative interior elements, household appli-
ances, etc.;
*
Packaging for food products, cosmetics, etc.
FIGURE 15-4 Changes in seal strength according to temperature for alu/LDPE complexes extruded with various air gaps.
CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control 245
The composition of the varnishes or paints, the
choice of substrate, and the conditions under
which organic coatings are applied, dried and
cured are inextricably lin ked in determining the
properties of the end product [8].
Main Polymers used in Roll Coating
As in extrusion coating, the polymer used to coat
the substrate will strongly influence the quality of
deposition and the final properties. The most
commonly used coatings are indicated in
Table 15-1. Note that the molecular weights of
polymers deposited in solution are lower than
those of polymers deposited by extrusion.
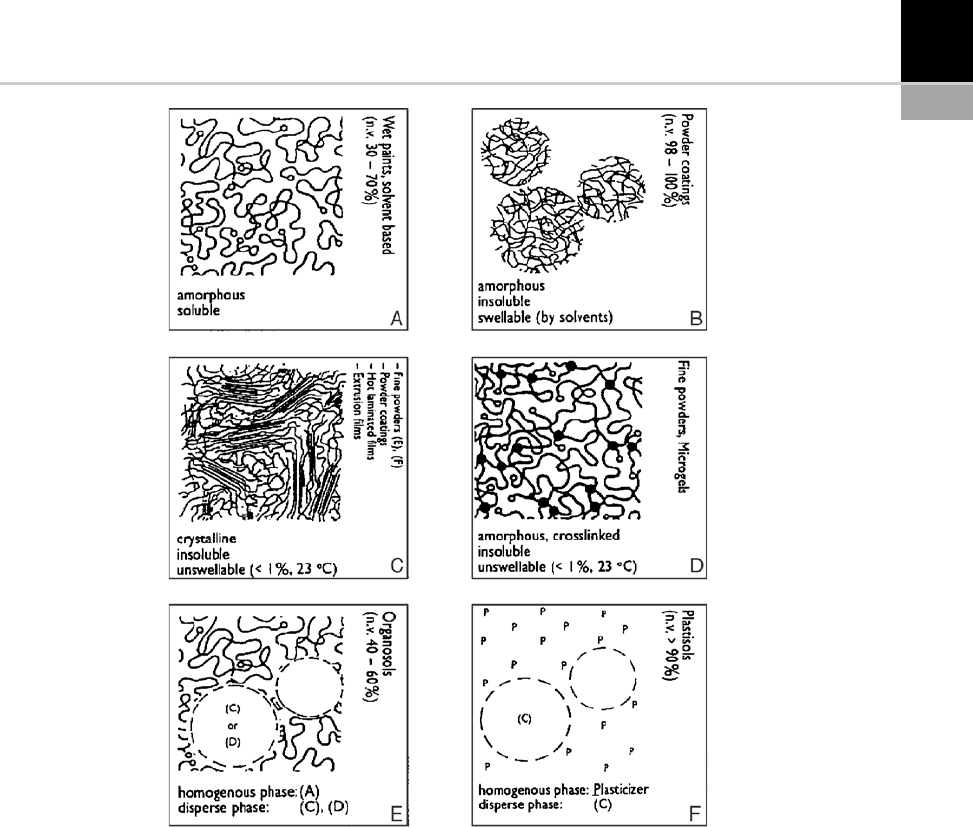
In general, six categories of basic polymers
(Fig. 15-5) are used in roll coating [9]. The differ-
ent categories are based on:
*
Solid state (amorphous or crystalline);
*
Solubility in common solvents;
*
Swellability of crystalline or cross-linked
polymers.
Amorphous and soluble polymers (A), for
example polyesters, epoxies or acrylics, produce
liquid varnishes and paints which are 30% to
70% non-volatile. Amorphous and insoluble
polymers (B), which are primarily polyesters,
can be used in powder coating technolo gy. Semi-
crystalline polymers (C), which form the basis of
the extrusion coating films listed in the previous
chapter, can also be used in roll coating after a
process of precipitation or grinding to produce
fine powders.
Dispersing these fine powders in other basic
polymer solutions produces organosols (E), which
are 40% to 60% non-volatile. Examples of orga-
nosols include PVDF films and polyester polyure-
thane systems modified by polyamide fine
powders.
Organosols can also be formulated with cross-
linked polymers (D) in the form of micro-gels or
ground into fine powders. Certain applications use
these substances, specifically cross-linked amine
polymers, acrylics and unsaturated polyesters.
A plastisol (F) is obtained if a fine and crystal-
line powder polymer is dispersed in a plasticizer
that homogeneously dissolves it at temperatures
above the crystallite melting point, forming a gel
after cooling. Plastisols are more than 90% non-
volatile. Little solvent is needed.
Note that in addition to the specific character-
istics for roll application and ‘flash’ form ing or
curing of the film, the varnishes or paints for the
pre-finishing of flat steel or aluminum must offer
excellent flexibility, e.g. meeting the post-forming
requirements for drawing food cans.
TABLE 15-1
Performance of Main Coatings used in Solution
Polymer
Family
Polyester/
Amine
Polyester/
Polyurethane
Epoxy PVDF PVC
Flexibility Good Very good Poor Good Very good
Hardness Good Average Very good Average Poor
Adhesion to
metal
Good Good Very good Poor Poor
Corrosion
protection
Good Good Very good Average Very good
Weather
resistance
Good Very good Poor Very good Average
Temperature
resistance
Good Good Good Good Poor
Recyclability Very good Good Good Poor Poor
246
CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control
Principle of Organic Coating
Deposition in Solution
Applying organic coatings to reels of flat substrate
offers major technical and financial advantages
due to the follow ing:
*
Increased productivity and yield of finishing sys-
tems (with linear speeds of up to 1000 m/mn), re-
ducing the cost of varnish and paint application.
*
Flexibility of roll coating; rapid changes can be
made without stopping the application process.
*
Various curing temperature levels (80–250
C),
enabling a wide range of binder systems to be
used via various film formation processes (flash
cross-linking, gelation or fusion). Cross-linking
increasingly involves the environment-friendly
techniques of UV radiation or electro n beams.
*
Efficient effluent treatment systems (e.g. incin-
eration of solvent vapors).
Generally, the process of roll coating includes
three phases:
*
Surface preparation and treatment: corona
surface treatments are widely used on various
substrates, e.g. chromate treatment of steel (no-
rinse process) which helps to control film
weight and eliminate releases.
*
Roll coating of the polymer: can be performed
on both sides of the reel simultaneously.
FIGURE 15-5 Morphology of basic resins [13].
CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control 247
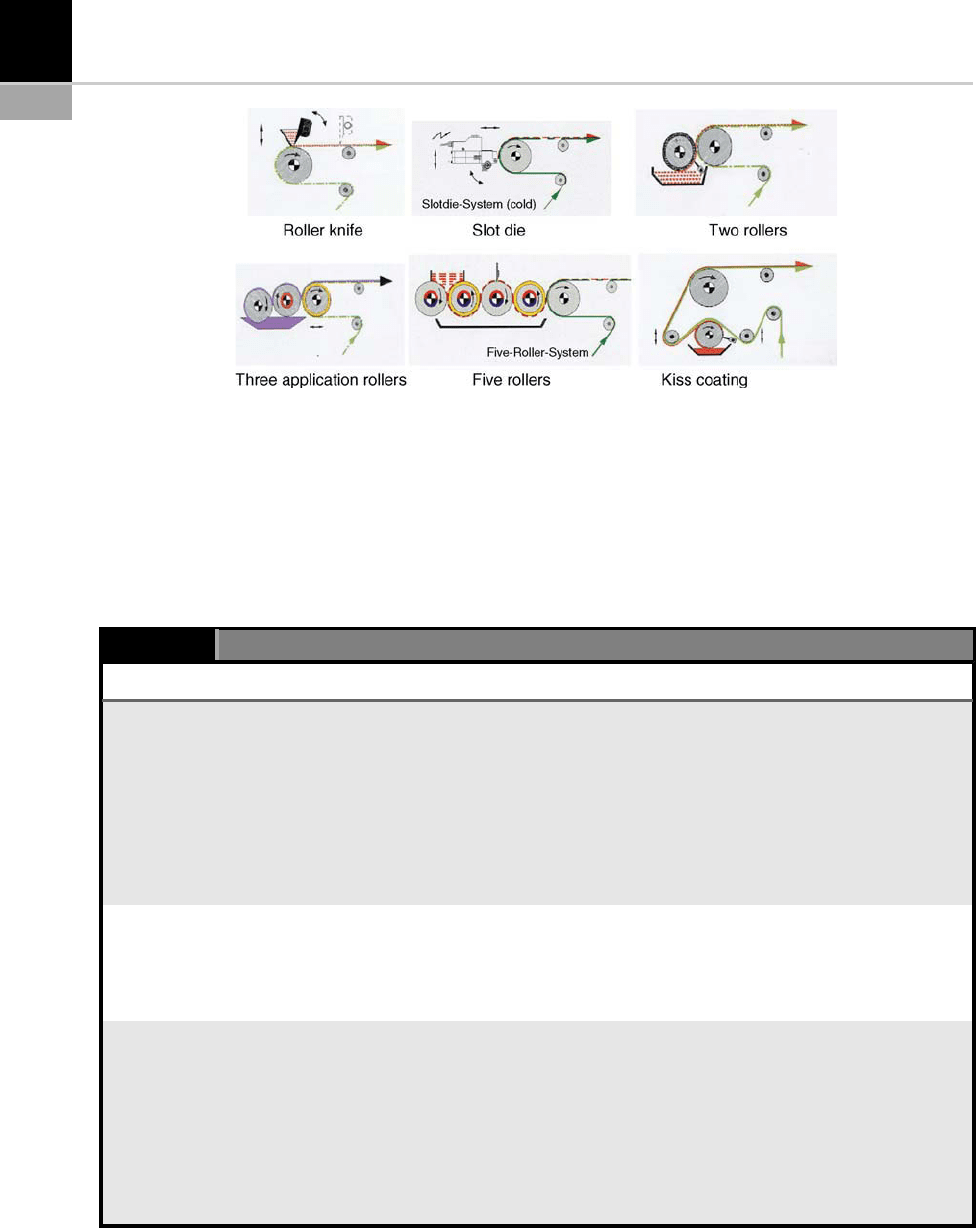
Various approaches can be used for this step
(Fig. 15-6). More than 35 systems are available
on the market to coat a variety of substrates
[10]. The varnish properties, surface appear-
ance and thickness ranges differ according to
the process used.
*
Solvent evaporation and flash curing: necessary
for forming the binding network.
FIGURE 15-6 Various systems for varnish deposition [10]. Diagrams from Coatema sales documentation.
TABLE 15-2
Three Varnish Deposition Processes most Commonly Encountered
Type of Process Characteristics Main Comments on the Process
Knife coating Thickness range: 5–500 mm
Viscosity: 5000–50,000 mPas
Maximum speed: 100 m/mn
Very dependent on varnish and
substrate. A very smooth film can be
obtained with 4% precision over the full
width of the substrate. For low viscosity
varnishes, there may be problems with
deposition uniformity. Solvent
evaporation during the implementation
process may lead to the appearance of
agglomerates.
Slot die Thickness range: <1–200 mm
Viscosity: <1000 mPas
Maximum speed: 1000 m/mn
Possible to work with minimum contact.
Substrate does not have a big influence.
Precision is on the order of 1%. The low
viscosity (<200 mPas) often results in
very good precision.
Roll coating Thickness range: 2–100 mm
Viscosity: <2000 mPas
Maximum speed: 1000 m/mn
Very dependent on the surface of the
deposition roller (very smooth with very
good precision, or gravure roller). A very
smooth film can be obtained. The
precision of deposition depends on the
parameters of the application roller and
the roller opposite to it. For film
thickness, precision is on the order
of 2%.
248
CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control
The choice of technology is based on the appli-
cation, but there are some country-specific trends
emerging in the technologies chosen [11].With
the process of varnish deposition, it is possible
to influence precision, coating weight and also
surface appearance (Table 15-2).
Most often, the coating is applied to the sub-
strate using a series of application rollers. The
reasons cited for using such a system are as fol-
lows: the ability to transmit shear to a liquid, to
smooth the coating before its deposition, to attain
an acceleration between the slow movement of
the rollers and the speed at which the substrate
passes through them (i.e. line speed) and to pro-
duce thin films by multiplying the separation
phases at each roller. The configurations are
selected based on the deposition thickness and
precision. In the two-roller configuration , there
is only one gap for adjusting and controlling the
thickness deposited. In a three-rol ler configura-
tion, the additional gap allows this thickness to
be optimized. Each roller has two functions. First,
rollers act as a divider by reducing the thickness
and uniformly spreading the varnish between all
the rollers. Second, they create the necessary shear
to provoke Newtonian behavior in the varnish.
There are few publications [12–15] explaining
how these deposits form, how a thin film is cre-
ated, how good the sensitivity is and how to per-
fectly control coating weight based on roller
speed, gap, and varnish properties.
But obviously there will always be interactions
between the varnish type, its viscosity and the
additives (size of charges, chemical nature, form,
etc.). Note that for certain production processes,
the central chemical treatment and coating sec-
tion is isolated from the unwinding and winding
sections by accumulators, allowing for uninter-
rupted operation during reel changing.
Process Parameters and Influences
Example: Optimizing Optical Properties.
There is a great deal of demand for coatings with
specific visual or optical propert ies (transparency,
gloss, matte finish). By adjusting the parameters
of the implementation process, it is possible to
influence a coating’s surface appearance as well
as its thickness and precision.
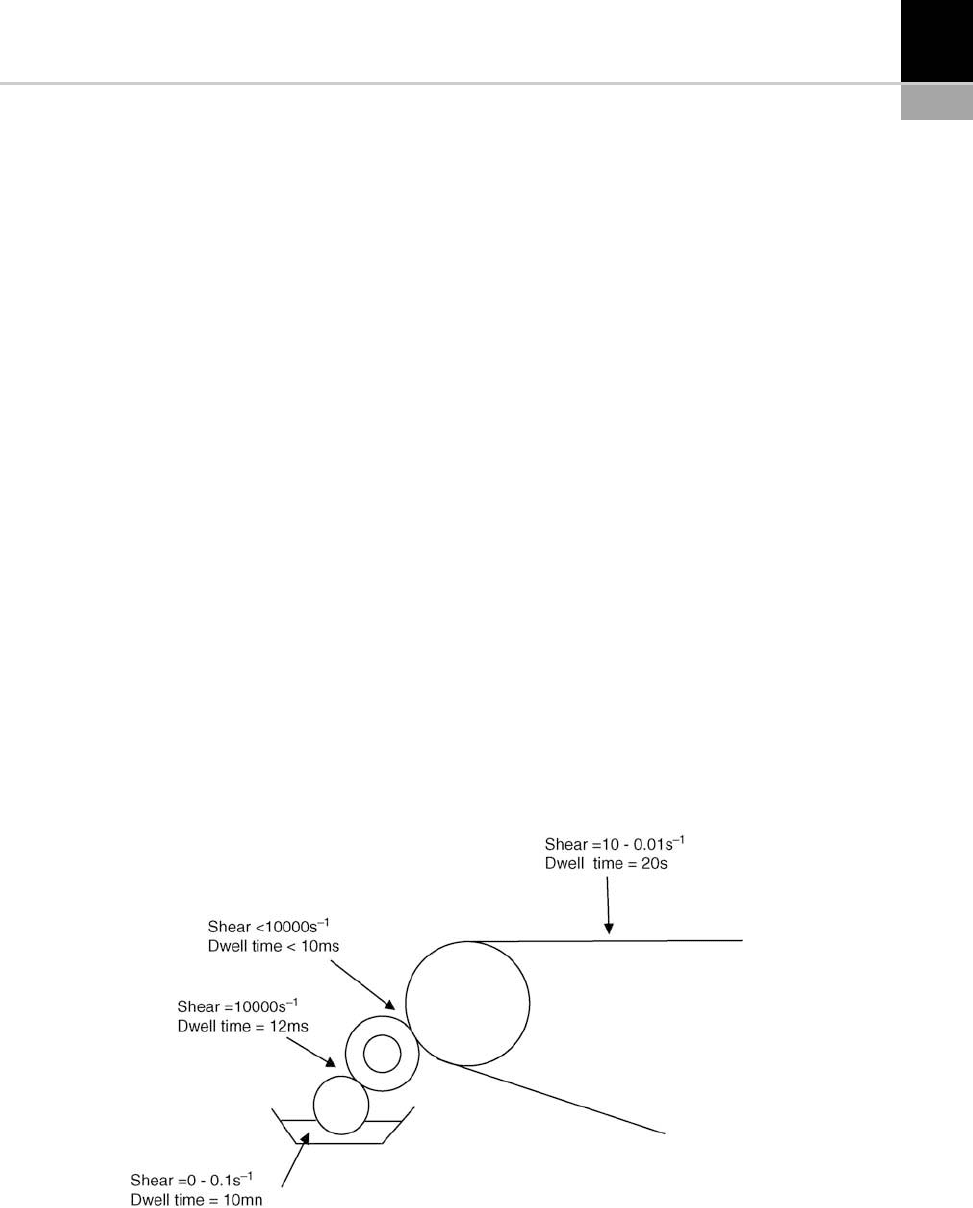
As the varnish is applied to the substrate, the
shear rate changes abruptly, potentially attaining
very high values (Fig. 15-7), but this intense shear
strain lasts only a short time (<0.01 s). Use of an
elastomer roller can be estimated to increase the
dwell time and reduce shear by a factor of around
10 compared to a rigid roller. The viscosity of the
varnish will thus have a non-negligible effect on
its thickness and visual qualities, and it will
FIGURE 15-7 Timescale and typical values of process parameters for wet deposition.
CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control 249
interact with the system of application. Eleven
types of flow between two rollers have been
described. Experimental and theoretical studies
have examined some of them [16] and have
enabled correlating the quantity deposited with
the flow characteristics. Likewise, a strong inter-
action between the implement ation parameters
and the optical properties has been demonstrated
by the number of capillaries:
C
a
¼
h
o
V
s
where h
o
= viscosity, V = line speed and s =
surface energy.
Whatever the mode of varnish transfer (co-
rotating or reverse), the optical characteristics of
the film vary strongly according to Ca. When Ca is
high, an ‘orange peel’ effect or bubbles appear
(Figs. 15-8 and 15-9). This is caused by a reso-
nance phenomenon provoking a wave effect in the
liquid solution when it is transferred by the appli-
cation roller to the substrate. This defect can mea-
sure several microns [17] and increases in size
when the film is thin an d the line speed is high.
It is generally agreed that competition exists
between the viscosity of the varnish and the sur-
face energy of the surface. This phenomenon is
also observed for Newtonian liquids [18].
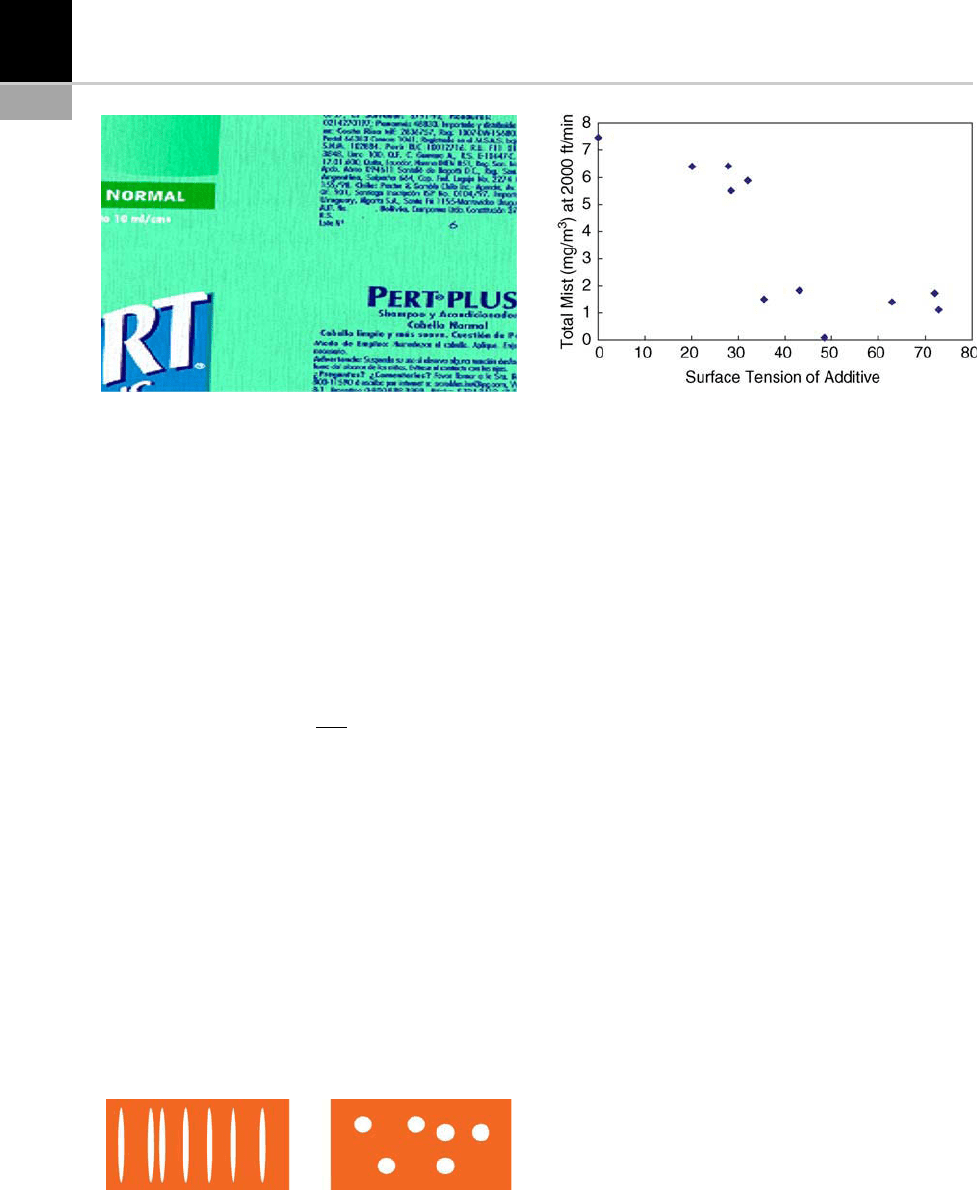
Optical properties can be improved by increas-
ing substrate surface energy or by decreasing the
viscosity of the varnish as much as possible. How-
ever, one of the conditions essential to forming a
continuous film of varnish at the surface of the
substrate is that the latter have a surface energy
higher than the surface tension of the liquid var-
nish, to ensure good wetti ng of the substrate.
Figure 15-10 clearly illustrates that a critical sur-
face energy is needed to eliminate these defects.
Coating quality also plays a very important
role in determining its final properties, but several
types of defects are possible, depending on the im-
plementation conditions. They can include lines,
pores, irregular thickness, etc. Extensive cracking
of thin films may be linked to the internal strain in
these fine organic coatings. This strain can also
develop over time, either due to age or UV radia-
tion. In addition to the loss of optical properties,
ageing often provokes delamination between the
polymer thin film and the substrate [19–20].
There is also consensus that the film’s glass tran-
sition temperature (T
g
) plays a role in this mech-
anism, given that polymer chain mobility may
facilitate the penetration of various species in
the polymer matrix, leading to a loss of adhesion
at the polymer/substrate interface. Figure 15-11
illustrates changes in glossiness for two families
FIGURE 15-8 Typical optical defect with a ‘bulge’
appearance.
FIGURE 15-9 Diagram of the two main appearance
defects (bulges and bubbles).
FIGURE 15-10 Changes in appearance defects according
to substrate surface energy for an acrylic varnish on a poly-
ethylene film.
250 CHAPTER 15 Polymer Thin Films – Processes, Parameters and Property Control