Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.


61
отстоит от сечения диаметром
15
=
d
мм на
4,6=
к
м
l
мм, т.е. достаточ-
но удалено от плоскости разъёма в окончательном ручье, чтобы осуще-
ствить штамповку без заусенца.
Объём конического набора в матрице
:)( Dd
км
=
=⋅+⋅+⋅=⋅+⋅+⋅= 4.6)15157.267.26(262.0)(
12
2222 k
Mkk
м
k
lDDDDV
π
3
1029.1 ⋅=
мм
3
,
в пуансоне
33
1081.1710)29.110.19( ⋅=⋅−=−=
м
kв
n
k
VVV
,мм
3
.
Определяют меньший диаметр конического набора в пуансоне
5.151503.1
=
⋅
=
= Dd
k
η
мм
3
;
длина конуса
:1081.1707.1)](262.0/[
322
1
⋅⋅=+⋅+= DDDDVUl
kk
n
k
k
n
5,53)]15157,267,26(262.0[:
22
=+⋅+
мм;
07,1
1
=
U
(см. таблицу 2.4).
Общая длина наборного конуса
609,595,534,6 ≈=+=+=
k
n
k
мk
lll
мм.
Средний диаметр набора
1,212/)5,157,26(2/)(
=
+
=
+=
kkср
dDD
мм.
Так как
,38,2/ <=
срk
Dl
то следующий переход окончательный.
Выбирают температурный интервал штамповки стали Ст. 3 (таб-
лица 2.11) [11]
СТ
инт
0
7501300 ÷=
и определяют усилие (P) дефор-
мации в формовочном ручье по формуле [4]:
14,08010
4
78414,3
2.2
4
6
2
=⋅⋅
⋅
⋅=⋅=
−
вt
n
D
KP
σ
π
МН;
принимаем
.1 МНР =
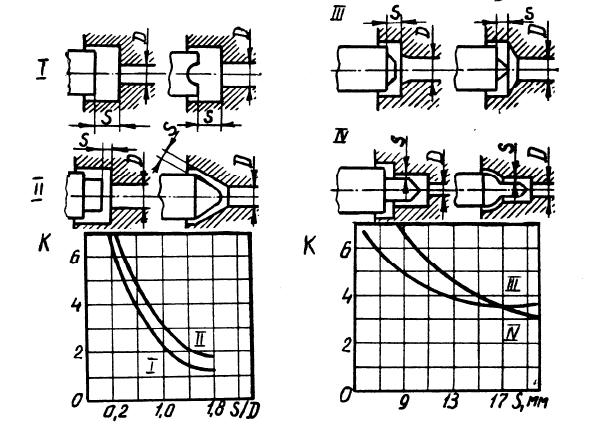
Здесь
2,2=K
находим по графику как
)/( DSfK
=
(рисунок
2.13);
3
1028
−
⋅=
n
D
м; для Ст3
80
=
вt
σ
МПа при T=750
0
C (см. табли-
цу 2.12) [11].
62
Рисунок 2.13 – Значение К
Далее рассчитывают размеры инструмента в соответствии с раз-
мерами штампового пространства ГШМ усилием I MH (таблица 2.6).
При наборе металла в пуансоне и матрице диаметр наборного пу-
ансона
485)5.537.26(2.07.265)(2.0 ≈+++=+++=
k
nkknн
lDDD
мм.
Диаметр полости матрицы
6.483.02482
=
⋅
+
=
+=
δ
nнмн
DD
мм (4,с. 304÷306).
Длина направляющей части полости матрицы
7,5560)155.02,108()5.0(
=
−
⋅
+
=
−
+=
kвмн
lDll
мм
Наружный максимальный диаметр вставки
6,86621026.4822
1
=⋅+⋅+=++= htDD
мн
н
вс
мм.
Здесь толщину боковой стенки матрицы
1
t
, толщину бурта h и за-
зор δ выбирают по таблицам (2.7 и 2.8) [4,с. 306, 321].
63
Таблица 2.6– Размеры блоков матриц, мм, [4, с. 254]
Усилие ГШМ, мн B H L
1.0 100 250 100;120;140;160;
1.6 120 310 140;160;180;200
2.5 140 380 180;200;220;250;280
4.0 160 480 220;250;280;320;360
6.3 200 590 250;280;320;360;400;450;500
8.0 220 660 250;280;320;360;400;450;500
10.0 220 740 280;320;360;400;450;500;560
12.2 260 820 300;360;400;450;500;560;630
Длина вставки наборной матрицы
)(
n
вс
l
равна
1.72104.67.55 =++=++=
м
k
ммн
н
вс
llll
мм.
Толщину задней стенки матрицы
10
=
м
l
мм выбирают из табли-
цы 2.8.
Направляющий диаметр формовочного пуансона
5510)285,028(4,02810)(4,0
=
+
⋅
+
+
=
+
+
+=
фnnnnф
lDDD
мм.
Здесь
nфn
Dl 5,0=
- половина сферы рычага, формируемая в полости
пуансона.
Таблица 2.7- Зазор между пуансоном и матрицей (δ), мм
D
K
, D
n
До 20 Св.20до 50 Св.50до 80 Св.90до100 Св.100 до120
δ
0,25 0,3 0,35 0,4 0,5
Таблица 2.8 – Толщина боковой стенки (t
1
), бурта (h) и задней стенки
(l
м
) матрицы, мм
Диаметр
ручья
матрицы
До 20 Св. 20 до 40 Св. 40 до 50 Св.50 до70 Св.70 до90
t
1
8 10 12 13 15
h 5 6 7 8 9
l
м
10 12 14 15 17
Диаметр полости формовочной матрицы
64
7,5535,02552
=
⋅
+
=
+
=
δ
nфмф
DD
мм.
Зазор δ находят по таблице 2.7 [4,c.306-306].
Наружный максимальный диаметр вставки
7,97821327,5522
1
=⋅+⋅+=++= htDD
мф
ф
вс
мм.
Длина направляющей части полости матрицы
61155,05,535,0 =⋅+=+= Dll
k
nмф
мм.
Общая длина вставки формовочного перехода
85121261 =++=++=
ìôììô
ô
âñ
llll
мм,
где
12
=
фм
l
мм-размер сферы, формируемой в матрице (см. рисунок
2.12),
12
=
м
l
мм (см. таблица 2.8).
Расчёт размеров блока матриц проводят в следующем порядке.
По таблице 2.6 для ГШМ усилием 1МН выбирают размеры блока: дли-
на L=160мм; ширина В=100мм; высота H=250 мм.
Расчётная длина
,ТlllL
зжпрвср
+
+
+
=
где
вс
l
- наибольшая длина вставки;
10
=
пр
l
мм – промежуточное рас-
стояние между наборной (формовочной) вставкой и зажимной;
зж
l
-
длина зажимной матрицы (таблица 2.9) [4, c.301]); Т=20мм – длина
клещевой выемки.
160215201001085 >
=
+
+
+
=
ð
L
мм.
Поскольку стержень рычага выступает за задний край блока мат-
риц, то в качестве заднего упора применяют упор – рамку, прикреп-
ляемую к блоку матриц [4, c.327].
Расчётную высоту блока определяют по формуле:
∑∑
+
+
=
+
+
+
+= 7,976,86)1(10)(3,0 klDDH
ppрр
2501,319)12(10)857,97(3,0)1,726,86(3,0 >
=
+
+
+
+++
мм.
Здесь
p
D
- наружные максимальные диаметры наборной и фор-
мовочной матриц;
p
l
- соответствующие длины матриц; к – количест-
во переходов.

65
Таблица 2.9 Длина зажимной матрицы
)(
зж
l
, мм
Диаметр
стержня
До 10 Св. 10 до 20 Св. 20 до 30 Св. 30 до 40
з
ж
l
60 100 120 160
Поскольку расчётная высота блока матриц больше стандартной
для ГШМ усилием 1МН, то принимают следующий типоразмер ГШМ
.мм310H;мм120B;мм200L;MH6,1
=
=
=
2.3 Определение термомеханических параметров
штамповки
Определение термомеханических параметров штамповки включа-
ет
- температурный интервал штамповки;
- степень и скорость деформации;
- режимы нагрева заготовок и охлаждения поковок;
- вид напряжённого состояния металла при деформировании
поковки.
Термомеханические параметры штамповки устанавливают на ос-
новании анализа диаграмм рекристаллизации и пластичности с учётом
скоростного упрочнения штампуемого металла.
Режимы нагрева
заготовок, температурный интервал (максималь-
ные и минимальные температуры нагрева) и сопротивления деформа-
ции, оцениваемые пределом прочности, приведены в таблицах 2.10;
2.11 и 2.12 [11].
При установлении степени и скорости деформации следует
учесть, что при малых обжатиях и небольших скоростях деформации
рекристаллизация обработки может заканчиваться образованием круп-
ного зерна. И только при больших обжатиях (ε>20
÷25%), независимо
от скорости обработки, сталь получается мелкозернистой и с высокими
механическими свойствами.
Нагрев заготовок из углеродистой и легированной стали с попе-
речным размером до 200мм можно вести с технически возможной ско-
ростью. Заготовки размером свыше 200 мм нагревают с допустимой
скоростью [11]. Жаропрочные стали и сплавы следует нагревать по
двухступенчатому режиму: медленно
до температуры 800-900
0
С и да-
лее - ускоренно.
По расходу энергии на тонну заготовок электронагрев менее эко-
номичен, чем нагрев в пламенных печах, однако этот способ более

66
производителен, легко автоматизируется, обеспечивает минимальное
окалинообразование. Поэтому электронагрев более эффективен в се-
рийном, а особенно в крупносерийном и массовом производстве.
При индукционном нагреве параметры индукторов и режимы на-
грева стальных заготовок выбирают из таблицы 2.10 [11].
Таблица 2.10 – Параметры индукторов и режимы нагрева стальных
заготовок [11]
Заготовка Индуктор Режим нагрева
Диаметр
Длина
Масса, кг
Внутренний
диаметр
Длина обмотки
Число витков
Число заготовок
в ин
ду
кто
р
е
Частота тока кГц
Напряжение, В
Средняя мощность
гене
р
ато
р
а
,
кВт
Темп выдачи загото-
вок
,
с
Время нагрева загото-
вок
,
с
Производительность,
кг/ч
мм мм
Обычный нагрев
56 230 4,4 120 1160 79 5 1 750 240 23 115 690
70 140 4,15 120 1160 79 8 1 750 350 13 104 1150
65 700 18,1 130 760 40 1 2,5 750 100 140 140 460
65 150 3,9 130 760 40 4 2,5 750 155 33 132 425
48 145 2,0 100 540 40 3 2,5 750 80 31 93 230
55 110 2,0 100 650 48 5 2,5 750 125 20 100 360
26 120 0,5 80 560 33 4 8 750 70 14 56 130
Ускоренный нагрев
120 215 19,0 174 1880 57 8 1 860 650 33 265 2060
95 120 6,6 140 1200 61 9 1 750 465 16 144 1490
80 160 6,3 130 1680 37 10 2,5 1000 485 12 120 1510
70 140 4,2 120 1680 40 12 2,5 1000 540 9 108 1680
Продолжительность нагрева (
н
τ
) заготовок при нагреве в пла-
менных печах можно ориентировочно определять по формуле
чDDkS
н
,⋅⋅=
τ
где D-размер сечения заготовки, м; k – коэффициент, учитывающий
химический состав стали: k=20 для углеродистых и низколегирован-
ных сталей; k=24 – для среднелегированной стали; k=30 – для высоко-
легированной стали; S – коэффициент, учитывающий вид заготовки:
S=0.65- для проката; S=1 – для слитка.
67
Таблица 2.11 - Температурные интервалы ковки, °С и сопротивление
деформации σ
в
, МПа [11]
Сталь Максимальная температура
нагрева металла
(числитель) и
σ
в
(знаменатель)
Минимальная темпера-
тура окончания ковки
(числитель) и
σ
в
(знаменатель)
Ст. 3 1300/17 750/80
Ст. 5 1260/15 750/82
Ст. 6 1250/19 780/84
30 1280/20 750/115
40 1250/22 800/113
45 1250/23 800/115
50 1250/26 800/123
55 1240/30 800/126
60 1220/32 800/131
20X 1260/23 750/123
40Х 1250/22 800/100
50Х 1250/26 780/95
30ХH3А 1220/17 800/87
18ХГТ 1200/26 800/96
Таблица 2.12 – Значение
вt
σ
, МПа [11]
Сталь Температура,
0
С
700 800 900 1000 1100 1200 1300
Ст3 100 64 66 44 32 25 17
Ст5 112 65 67 50 29 16 14
Ст6 120 69 72 54 33 21 18
30 147 100 75 49 31 21 22
40 145 113 72 50 38 26 18
45 171 115 77 51 35 27 19
50 187 123 81 57 39 32 22
55 192 126 86 62 49 36 26
60 195 131 92 67 48 42 28
20Х 152 95 86 52 34 26 22
40Х 178 100 71 44 26 24 20
50Х 184 112 79 50 34 30 24
30ХН3А 178 87 54 38 21 15 12
18ХГТ 180 96 73 42 28 26 24
68
Охлаждение поковок в зависимости от марки стали осуществляют
на воздухе, в песке, термосах, печах.
Вид напряжённого состояния следует учитывать при выборе и
разработке схемы штамповки. Наилучшую пластичность получают при
всестороннем неравномерном сжатии с высокими главными сжимаю-
щими напряжениями при наличии деформированного состояния, ха-
рактеризующегося двумя деформациями сжатия и одной растяжения
(например, штамповка выдавливанием).
2.4 Выбор типоразмера штамповочного оборудования
Выбору типоразмера оборудования предшествует расчёт ударной
массы молота или усилия пресса. Ударную массу (М
у
) молота для
круглых в плане поковок определяют по формуле [12]:
;10)001.075)(05,0100(
52 −
⋅⋅⋅+−=
nnnnу
DDDM
σ
кг (2,52)
В случае штамповки некруглых в плане поковок принимают
.13,1
nпрn
FDD ==
Здесь
nр
D
- приведённый диаметр поковки, мм; F
n
- площадь
проекции поковки в плане, мм
2
;
вt
σ
- предел прочности стали при тем-
пературе окончания штамповки, МПа (см. таблицы 2.11; 2.12) [11].
Усилие (Р) штамповки в закрытых штампах [4]:
+−
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−++
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−=
n
n
nn
n
n
вt
D
H
D
r
D
r
r
H
D
r
P 5,4112
2
5.1
ln5.,1
2
107.2[
22
2
2
2
σ
,]5,1)(
2
6
92,1
21
2
2
nn
nn
n
n
n
FrrH
DH
D
D
H
−−−+++
MH (2.53)
где
21
, rr
- радиусы закругления соответственно торцевой кромки пу-
ансона и угла дна матрицы, мм;
n
H
и
n
D
- высота и диаметр поковки,
мм.
Усилие, необходимое при штамповке прямым выдавливанием,
определяют по формуле
,
2
2
ln
cos1
2
sin2
1
n
cn
г
c
n
в
F
d
l
Д
H
f
F
P
⎥
⎦
⎤
⎢
⎣
⎡
++⋅
⎟
⎠
⎞
⎜
⎝
⎛
+
+=
αα
σ
МН (2.54)

69
где α - половина угла деформирующего конуса матрицы
)1202(
0
=
α
;
n
F
и
c
f
- площади поперечных сечений соответственно поковки
(утолщения) и стержня, мм
2
;
c
H
- высота головки (утолщения), мм;
n
D
и
c
d диаметры соответственно поковки и стержня, мм;
l
- длина ка-
либрующего пояска, мм.
По ударной массе (или усилию) выбирают типоразмер штампо-
вочного оборудования по справочнику [11] или Приложению Б.
3 Принципы оптимизированного проектирования техноло-
гии малоотходной горячей штамповки
3.1 Оптимизационная модель проектирования процесса
МГШ
Для оптимизации проектирования процесса МГШ принят мо-
дульный принцип построения технологического алгоритма. В этом
случае процесс оптимизации формируется из ряда конкретных задач,
описываемых моделью, целевой функцией, логическим построением и
т.д.
Из формализованных технологических задач формируется блок
программных модулей. Совокупность программных модулей, связан-
ных между собой функциональной зависимостью и подчиненных
еди-
ной цели, и составляет алгоритмическую оптимизационную систему –
модель проектирования МГШ.
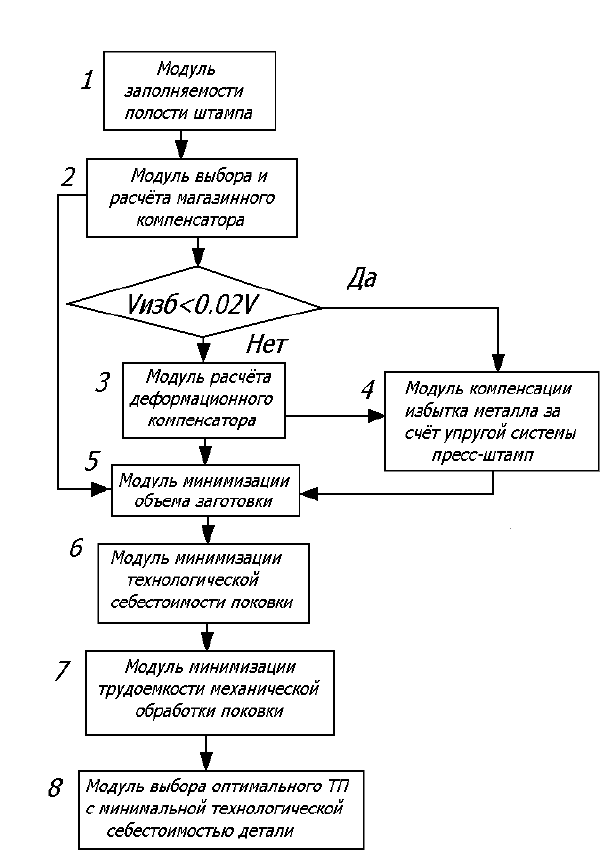
Так, применительно к оптимизационной системе проектирования
технологического [СТП] процесса штамповки выдавливанием, разра-
ботан восьмимодульный обобщенный оптимизационный алгоритм
(рис. 3.1) включающий: модуль 1, основанный на модели заполняемо-
сти полости штампа [5]:
у
пп
у
с l
dD
rb
l ⋅≥
)/ln(
)/ln(
1
+0,08D
п
[3(d
п
/D
п
)
2
+(d
п
/D
п
)-0,7], (3.1)
где
l
с
– длина стержневого (кольцевого) элемента, получаемого выдав-
ливанием, мм;
b
у
– ширина очага деформации в углу матрицы в момент его ста-
билизации, мм;
r
1
– радиус закругления угла матрицы, мм;
D
п
и d
п
– соответственно диаметры поковки и стержневого эле-
мента, мм;
70
Рисунок 3.1 - Обобщенный оптимизационный алгоритм проектирова-
ния процесса МГШ [17]