Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.

41
Если стержень расчетной заготовки имеет выступы (впадины), то
для расчёта
к
d
необходимо привести стержень к виду усечённого кону-
са, пользуясь формулой
min
2
min
5.07.0/82,3 ddlVd
ccк
−−=
. (2.21)
Значение
к
d
можно определить также по эпюре сечений, исполь-
зуя соотношение:
,13,113,1
эккк
MhSd ⋅== (2.22)
где
к
h
ордината эпюры сечений в месте перехода стержня в го-
ловку:
./2
minpcpcк
hlFh
−
=
(2.23)
Здесь
pc
F
- площадь эпюры стержня.
Для выбора ручьёв применяют два метода.
По первому методу определяют геометрические параметры заго-
товки
K,,
β
α
из соотношений:
,;;
minmax
c
k
ср
p
ср
l
dd
K
d
l
d
d −
===
βα
(2.24)
где K – конусность стержня, учитываемая, если точка диаграммы на-
ходится в зоне 5 [10].
Каждой зоне диаграммы пределов применения заготовительных
ручьёв соответствует заготовительный ручей или их комбинация [10].
Недостатком этого метода является то, что он не учитывает на-
бор, осуществляемый в штамповочных ручьях, и не даёт указаний на
замену пережимного ручья формовочным.
Второй метод
даёт возможность определить переходы штамповки
по общему коэффициенту подкатки
по
К
, который получают из соот-
ношений [10]:
2
2
maxmax
ср
ср
по
d
d
S
S
K ==
. (2.25)
Далее выбирают комбинацию ручьёв таким образом, чтобы вы-
полнить условие:
,...
21.. nmnnпроп
КKКKK
⋅
⋅
⋅
=
≤
(2.26)
где
пр
К
– суммарный коэффициент подкатки;
42
nmnn
КKК ⋅⋅⋅ ...
21
- коэффициенты подкатки ручьёв, выбранных из
таблицы [10]:
Значение коэффициентов подкатки ручьёв
п
К
:
Формовочный 1,2
Пережимной 1,2
Подкатный открытый 1,3
Подкатный закрытый 1,6
Предварительный 1,1
Окончательный 1,05
Например, в случае выбора подкатного закрытого, предваритель-
ного и окончательного ручьёв
.8,105,11,16,1
=
⋅
⋅
=
пр
К
Если окажется, что
8,1>
по
K
, то необходимо дополнительно
применить протяжной ручей. Результаты выбора заготовительных
ручьёв по обоим методам должны совпадать.
На основании расчётной заготовки, эпюры её сечений и принятых
переходов по нижеприведённым формулам определяют площадь
3
F
поперечного сечения исходной заготовки при штамповке [10]:
а) без заготовительных ручьёв
n
lVF /)05.102.1(
3
⋅
÷
=
, (2.27)
меньшее значение коэффициента принимают при длине заготовки рав-
ной длине ручья (так же для случаев б) и в));
б) с пережимом или формовкой:
;/)3.105.1(
3 n
lVF
⋅
÷
=
(2.28)
в) с подкаткой
;/)2.102.1(
3 n
lVF
⋅
÷
=
(2.29)
г) с протяжкой
,/
'
ГГЗ
lVF =
(2.30)
где
'
Г
V
- объём головки расчётной заготовки с учётом потерь на угар;
д) с протяжкой и подкаткой:
]
[
)/2.1)/(/2.1
'
3 nГГn
lVlVКlVF −−=
. (2.31)
43
По площади
)(
3
F
находят расчётный диаметр
)(
'
D
. После выбо-
ра диаметра исходной заготовки по стандарту определяют высоту заго-
товки.
При выборе переходов штамповки поковок II группы [4, c.50]
следует руководствоваться размерами основных элементов поковок
данной группы и соотношением размеров исходной заготовки.
Если при штамповке поковок второй группы типа ступицы с дис-
ком разница высотных размеров ступицы
)(
c
H
, диска
)(
д
h
и обода
)(Hо
невелика, то рекомендуют применять площадку для осадки и
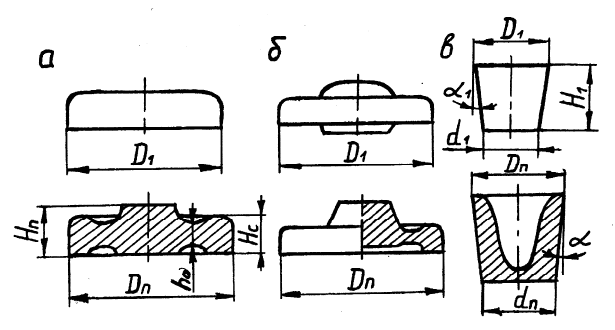
окончательный ручей (рисунок 2.4, а). Окончательный ручей может
быть расположен как в верхнем, так и в нижнем штампе. При необхо-
димости осадку сочетают с незначительным выдавливанием или на-
мёткой неглубокого отверстия для лучшей центровки.
Рисунок 2.4 – Варианты штамповки поковок в закрытых штампах
Если высота ступицы, диска и обода отличаются значительно,
осадку следует сочетать с выдавливанием ступицы предварительной
формы (рисунок 2.4, б).
Для расчёта поперечных размеров переходов используют форму-
лу, учитывающую необходимый зазор при укладке заготовки в ручей
штампа в каждом переходе:
.)95.0(
n
ik
i
DD ⋅=
−
(2.32)
44
где
i
D
и
n
D
- поперечные размеры (для круглых в плане поковок -
диаметры) соответственно i-го перехода и поковки;
k
- количество
переходов.
Высотные размеры перехода определяют исходя из равенства
объёмов заготовки в каждом переходе.
При проектировании переходов необходимо предусматривать
геометрические элементы (выступы, полости, бурты и т.д.) перехода
для фиксации его в следующем ручье нижнего штампа.
Для штамповки поковок типа стаканов и поршней обычно приме-
няют заготовительные и окончательные ручьи
с одинаковыми штампо-
вочными уклонами
α
α
=
1
(рисунок 2.4, в). Штамповочный ручей рас-
полагают в нижнем штампе со вставками и выталкивателем, причём
ммdd
n
)106(
1
÷
−
=
.
Полые поковки типа колец, втулок, шестерён нередко штампуют
на паровоздушном молоте без напусков по наружным и внутренним
поверхностям со штамповочными уклонами, образованными поворо-
том горизонтальных и вертикальных поверхностей на угол
0
75 ÷=
α
,
необходимый для свободного удаления поковки из ручья штампа (ри-
сунок 2.5). Окончательное оформление поковки производят обжимом
или раздачей одновременно с обрезкой заусенца и пробивкой отвер-
стия.
Предварительные размеры поковок типа венцов и колец опреде-
ляют следующим образом. При
2/)(
11
dDH
n
−
<
(см. рисунок 2.5, а)
основное сечение поковки следует повернуть относительно вертикаль-
ной оси на угол
0
75 ÷=
α
. Перемычку отверстия и заусенец распола-
гают у торцов поковки. После обрезки заусенца и пробивки отверстия
в комбинированном или двухпозиционном штампе поковка подверга-
ется правке на плоских или рельефных бойках.
На боковых поверхностях проектируемых поковок следует пре-
дусмотреть цилиндрические пояски, примыкающие к торцам: верхний
75 ÷=
в
l
мм для облегчения выхода поковки из матрицы, нижний
64 ÷=
н
l
мм для прохода выталкивателя [4].
Если
2/)(
11
dDH
n
−<
,то заусенец располагают у торца поков-
ки, а перемычку на расстоянии 5÷10 мм от торца. Наружний и внут-
45
ренний диаметры меньшего основания конуса принимают равным
соответствующим диаметрам поковки, т.е.
nn
ddDD
=
=
11
,
.
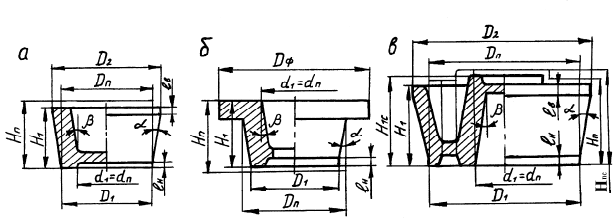
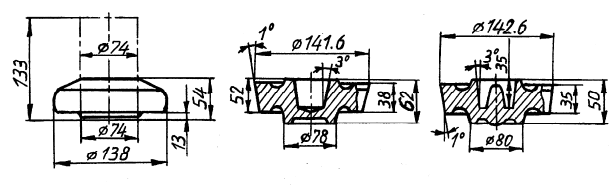
Рисунок 2.5 – Типовые поковки, штампуемые без штамповочных укло-
нов.
Больший диаметр конуса
α
tgHDD
n
⋅
+
=
12
2
, высота конуса
α
cos
1
⋅=
n
HH
(см. рисунок 2.5, а). Окончательную форму поковки
получают обжимом.
Если окончательную форму и размеры поковки типа втулки с
фланцем или без фланца получают раздачей (рисунок 2.5, б), то пере-
мычку располагают на расстоянии 3÷5мм от торца меньшего основа-
ния, а заусенец – на кромке торца большего основания конуса. Осталь-
ные размеры определяют,
как указано выше.
Поковки типа шестерён целесообразно штамповать со смещён-
ным диском, если это не противоречит эксплуатационным требовани-
ям к детали. При этом окончательные размеры обода будут получены
обжимом, а ступицы–раздачей. Следовательно
,,
11 nn
ddDD =
=
аналогично размеры ступицы
.,
11 nccncc
ddDD
=
=
Штамповочные
уклоны и радиусы закруглений устанавливают по ГОСТ 7505 (рисунок
2.5, в).
В качестве заготовительного ручья применяют площадку для
осадки с намёткой отверстия и ступицы для последующего центриро-
вания и снижения усилия штамповки в окончательном ручье. При
штамповке на кривошипных горячештамповочных прессах (КГШП)
выполняют переходы: осадку, высадку, прошивку, гибку, предвари-
тельную и
окончательную штамповку.
Протяжку и подкатку на прессе обычно не проводят из-за опасно-
сти заклинивания. Поэтому профилирование удлинённых в плане заго-
46
товок необходимо проводить на другом оборудовании: ковочных валь-
цах, станах поперечно-винтовой или поперечно-клиновой прокатки,
горизонтально - штамповочных машинах и т.п.
Штамповку на КГШП в закрытых штампах применяют для полу-
чения поковок 1 группы, иногда для поковок II-IV групп не сложной
формы с небольшой разницей в размерах сечений [4, c.179].
Возможны следующие варианты
штамповки поковок 1 группы:
осадка и окончательная штамповка – для поковок не сложной формы;
осадка простая или фасонированная, предварительная и окончательная
штамповка – для поковок сложной формы. В окончательном ручье для
излишков металла предусматривают компенсатор (рисунок 2.6).
Рисунок 2.6 – Переходы при штамповке шестерни в закрытом штампе
с внутренним компенсатором
Штамповку поковок выдавливанием производят на КГШП в
цельных и разъёмных матрицах. Выдавливанием в цельных матрицах
штампуют поковки типа тел вращения с утолщением на конце, стака-
нов, стержневых поковок с глухой или сквозной полостью и т.д.
Поковки типа стержня
с утолщением на конце штампуют за один,
два и три перехода. При однопереходной штамповке можно вести про-
цесс на верхнем температурном пределе, что позволяет уменьшить
сопротивление деформации металла, снизить потребное усилие, увели-
чить производительность.
За один переход штампуют следующие типы поковок [4]:
1- со стержнем постоянного сечения и головкой не сложной
кон-
фигурации, у которых коэффициент вытяжки
8,75,7
÷
≤
λ
(рисунок
2.7, а);
2- со ступенчатым хвостовиком, имеющим небольшую длину и
коэффициент вытяжки
108
÷
=
λ
; отношение площади поперечного
сечения головки к соответствующей площади большей ступени стерж-
ня меньше 8 (рисунок 2.7, б);
47
3- сложной конфигурации типа развилин с небольшой разницей
площадей поперечного сечения гладкого стержня и развилины (рису-
нок 2.7, в). В этом случае избыток металла вытесняется в стержень,
увеличивая его длину [4].
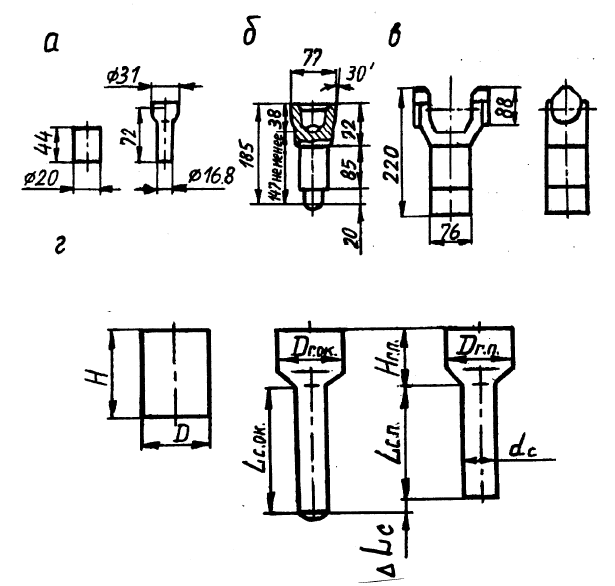
Размеры перехода (рисунок 2.7, г) определяют по формулам:
;03.1
nоk
VV
=
(2.33)
;
ccncok
LLL
∆
+
=
(2.34)
2
/)(4
knokc
dVVL
π
−=∆
, (2.35)
где
ок
V
- объём окончательного перехода:
n
V
- объём поковки. Ос-
тальные обозначения даны на (рисунке 2.7, г).
Рисунок 2.7 – Примеры поковок, штампуемых выдавливанием в один
переход, и схема перехода.
48
Штамповку в два перехода осуществляют при большом значении
()
8>
λ
λ
или сложной форме головки поковки, а также поковки со
ступенчатыми стержнями с фасонным хвостовиком.
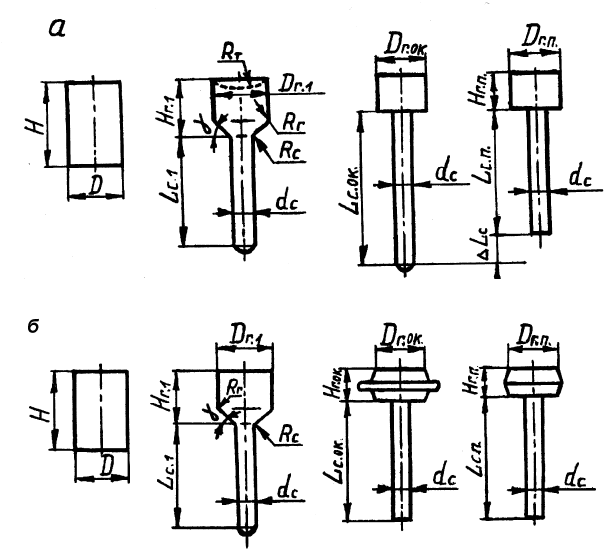
В первом ручье оформляют стержни на 65-95% по длине и пред-
варительно осаживают головку. Во втором ручье доштамповывают
головку и окончательно оформляют стержень по длине (рисунок 2.8).
Чем сложнее головка и больше усилие, тем больше дополнительное
удлинение стержня
во втором переходе (до 35%).
Число ступеней на стержне не должно превышать трёх. Диаметр
наименьшей ступени стержня должен быть не менее 0,2÷0,3 диаметра
поковки. Иногда целесообразно диаметр поковки принять равным
диаметру большей ступени стержня, тогда меньшую ступень можно
получить выдавливает, а головку осаживанием [4].
Размеры отдельных элементов поковки в первом (предваритель-
ном) и
во втором (окончательном) переходах определяют по форму-
лам:
:05,1
... nгlг
VV
=
(2.36)
,)85,095,0(
.1. nгг
DD
÷
=
(2.37)
где
1.г
V
и
nг
V
.
- соответственно объёмы головки после первого и вто-
рого переходов.
;/4
2
1.1.1.
ггг
DVH
π
=
(2.38)
;
1.1. гcc
VVV
−
=
(2.39)
;/4
2
1.1.
ccc
dVL
π
=
(2.40)
00
4530 ÷=
γ
(2.41)
);)(25,015,0(
. cсгг
dDR
−
÷
=
(2.42)
);)(5,03,0(
1. cгc
dDR
−
÷
=
(2.43)
,)3,02,0(05,1
1.гТ
DR
÷
=
(2.44)
где
1
V
и
1.c
V
- соответственно объёмы поковки и стержня в первом
переходе. Остальные размеры показаны на рисунке 2.8, а [15].
При штамповке в открытом ручье с последующей обрезкой облоя
(рисунок 2.8, б) объём головки первого перехода определяют по фор-
муле:
)VV(05,1V
обгn1
+
=
, (2.45)
49
где
об
V
- объём облоя. Всё остальные расчёты первого перехода про-
водятся по формулам (2.33)÷(2.44). Окончательный переход рассчиты-
вают по формулам (2.33)÷(2.35) и чертежу горячей поковки.
При штамповке поковок со сложной головкой, требующей дош-
тамповки в двух направлениях, процесс штамповки включает выдавли-
вание стержня в закрытом ручье, штамповку головки в направлении
оси хвостовика
в закрытом ручье, штамповку головки в направлении,
перпендикулярном оси хвостовика в открытом ручье. В этом же ручье
в случае необходимости производят изгиб или плющение стержня по-
ковки.
Рисунок 2.8 - Схемы переходов штамповки выдавливанием в двух
ручьях
50
Размеры переходов рассчитывают с использованием соотноше-
ний (2.32)÷(2.44). При штамповке поковок с полостями (V группа, 3-я
подгруппа) [4] применяют прямое и обратное выдавливание, а также
прошивку.
Штамповку осуществляют в два - четыре перехода с использова-
нием осадочных, формовочно-прошивных, штамповочно-прошивных,
штамповочных и прошивных ручьёв. Формовочно-прошивные ручьи
применяют для предварительной формовки заготовки
и её полости;
штамповочно-прошивные – для окончательного оформления поковки и
прошивки отверстий; прошивные – для прошивки сквозных отверстий.
При выдавливании стержневых поковок с глухой полостью в пер-
вом переходе образуют стержень и наметку углубления под выдавли-
вание полости. Во втором переходе осуществляют окончательное фор-
мирование стержня прямым выдавливанием и глухой полости –
обрат-
ным выдавливанием.
В два – три перехода штампуют невысокие стаканы и втулки с
буртом по верхней кромке (рисунок 2.9, а).
В четыре перехода получают высокие стаканы и втулки с флан-
цами простой и сложной формы (рисунок 2.9, б, в).
При изготовлении высоких стаканов обычно выполняют осадку,
прошивку, выдавливание и окончательную штамповку (рисунок 2.9, б
).
При получении высоких втулок – осадку, прошивку, просечку,
выдавливание и окончательную штамповку (рисунок 2.9, в) [21].
Размеры переходов при двух – четырёх переходной штамповке
поковок с глухой полостью даны в работе [4].
Окончательный (четвёртый) переход соответствует чертежу горя-
чей поковки. Размеры предварительного (третьего) перехода опреде-
ляют по формулам:
.12.1;)(
,3,
2
0
2
0
2
3 nггc
VVdddD =+−=
λ
(2.46)
Высоту
2
33.3.
/4 DVH
гг
π
=
находят с учётом перепада сечений
отдельных элементов головки. Длина
)(
.зс
L
стержня и объём
)(
.зс
V
равны:
),(/4
2
0
2
3.3.
ddVL
ccс
−=
π
(2.47)
3.33. гc
VVV
−
=
.
где
об
V
- объём облоя. Всё остальные расчёты первого перехода про-
водятся по формулам (2.33)÷(2.44). Окончательный переход рассчиты-
вают по формулам (2.33)÷(2.35) и чертежу горячей поковки.