Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.

111
Таблица 5.1–Расстояние между ручьями и толщина стенок штампа, мм
h 10 32 50 60 80 100 160
t
min
20 40 55 65 80 - -
t
1min
30 50 65 75 95 120 150
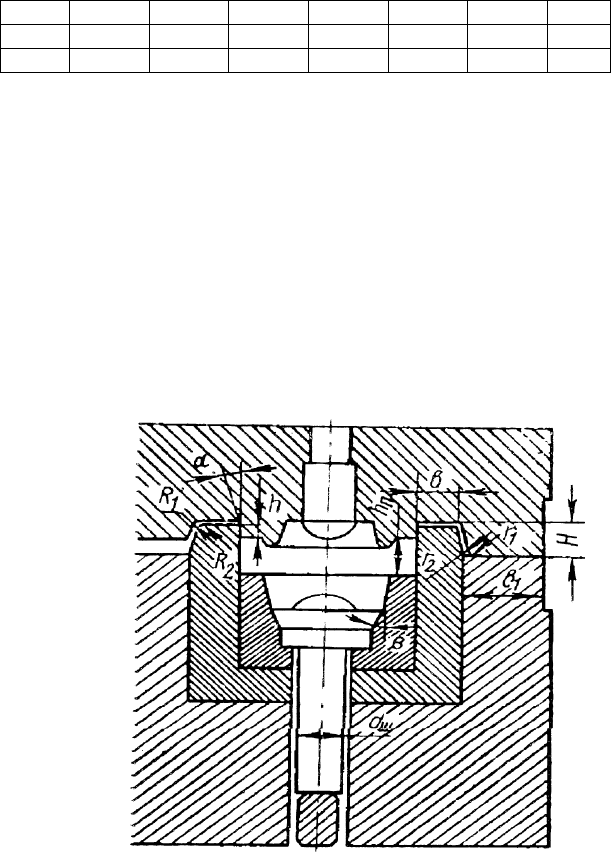
Толщина стенок и дна ручьевой вставки 20÷30мм. Ширина замка
)(4,1 hhв
n
+
≥
,
где
n
h
- высота полости ручья; h – глубина входа верхнего штампа,
для молотов с ударной массой 1,0÷10,0т
2515
÷
=
h
мм.
Высота замка
8045
÷
=H
мм и расстояние замка до края штампа
10040
1
÷
=в
мм для молотов с ударной массой 1,0÷10т. Радиусы за-
круглений
.8;10;84;105
2121
ммRммRммrммr
=
=
÷
=
÷=
Угол
наклона боковых стенок замка
α
=1
0
(рисунок 5.4). Ручей оснащён вы-
талкивателем, имеющим привод от пневмоцилиндра. Головка вытал-
кивателя имеет скос
0
2015 ÷=
β
(рисунок 5.4).
Рисунок 5.4 – Закрытый ручей молотового штампа
112
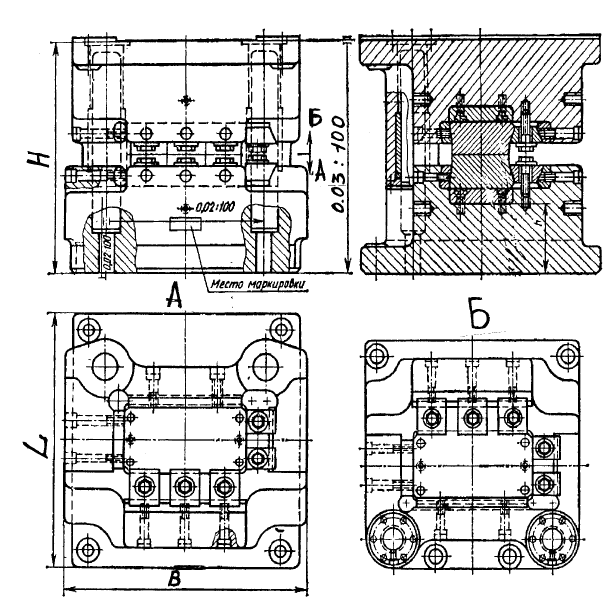
Рисунок 5.5 – Блок универсально-переналаживаемого штампа для
точной объёмной штамповки на КГШП [4,с 204, таблица 6]
ШТАМПЫ КГШП сборные, состоят из блоков (пакетов) (рисунок
5.5) и закреплённых в них ручьевых вставок. Блок состоит из верхней и
нижней монтажных плит, связанных между собой направляющими
колонкам, деталей крепления ручьевых вставок, матриц, пуансонов и
выталкивающего механизма
(ГОСТ 19579-ГОСТ 19584, см. Приложе-
ние А), [27,28].
Методика конструирования штамповочных ручьёв прессового
штампа аналогична таковой молотового штампа. Заготовительные ру-
чьи также выполняют по чертежам соответствующих переходов.
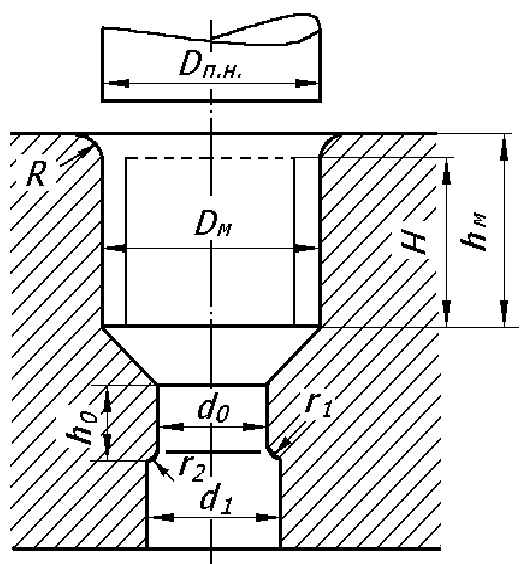
Элементы ручья для прямого выдавливания, не связанные черте-
жом перехода, рассчитываются по соотношениям (рисунок 5.6):
113
Рисунок 5.6 – Элементы ручья для прямого выдавливания
;)8.06.0(;1.0;1.1
10
dhDRRHh
мм
÷
=
=
+
=
(5.1)
)15.005.0(DD;d1,0rr;d)02.101.1(d
мпн02101
÷
−
=
=
=
÷=
, мм
где
H
- высота исходной заготовки. Высота пуансона может быть
определена по формуле
)105(
÷
+
+
−
=
мnлпрn
hhHh
мм, (5.2)
где
пр
H
- закрытая высота пресса с учётом возможной регулировки;
м
h - высота матрицы,
пл
h - суммарная толщина плит.
114
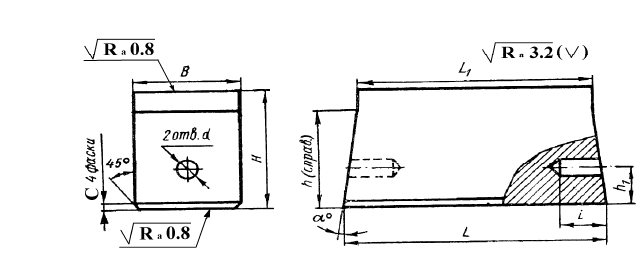
Ручьевые вставки в зависимости от конструкции блока изготов-
ляются призматическими и цилиндрическими. Наиболее удобны в экс-
плуатации блоки с призматическими ручьевыми вставками (рисунок
5.7), выбираемыми по ГОСТ 19582 (Приложение А).
Размеры ручьевых вставок даны в таблице 5.2.
Каждый ручей штампа изготовляется в отдельной паре ручьевых
вставок, пуансонов, матриц.
При конструировании ручьёв размеры
сменного инструмента увя-
зываются с размерами блока и закрытой высотой штампового про-
странства (рисунок 5.5 и таблица 5.2).
Рисунок 5.7–Чертёж призматической ручьевой вставки (
)10;7
00
=
α
Пример конструкции прессового штампа показан на рис. 5.8 [15,
с. 129, рисунок 62].
Ручей для осадки размещается на передней площадке перед мат-
рицей 2-го перехода.
Второй вариант конструкции прессового штампа показан на ри-
сунке 5.9 [13, c.156, рисунок 5.5].
ШТАМП ГШМ состоит из блока пуансонов и блока матриц. Блок
пуансонов содержит блок пуансонодержателей, пуансоны и крепёжные
детали (ГОСТ
16194; ГОСТ 16192, см. Приложение А).
Проектирование технологии штамповки, расчёт и конструирова-
ние инструмента описаны в работах [4, c.235-336; 12, c. 269÷304].
Пример конструкции штампа ГШМ представлен на рисунке 5.10.
115
Таблица 5.2 – Размеры ручьевых призматических вставок
(обозначения см. на рис. 5.7), мм
Усилие
пресса,
мН
H L B L
1
H
1
1 2 3 4 5 6
6.3 100 200 80;100;150;300 180 81.5
10.0 100 250 100;140;190;300 230 81.5
16.0 125 320 120;180;240;480 294 106.0
20.0 160 400 160;220;300;600 356 122.0
25.0 160 400 160;220;300;600 356 122.0
40.0 200 500 200;280;300 445 156.0
63.0 250 630 280;340;480 570 170.5
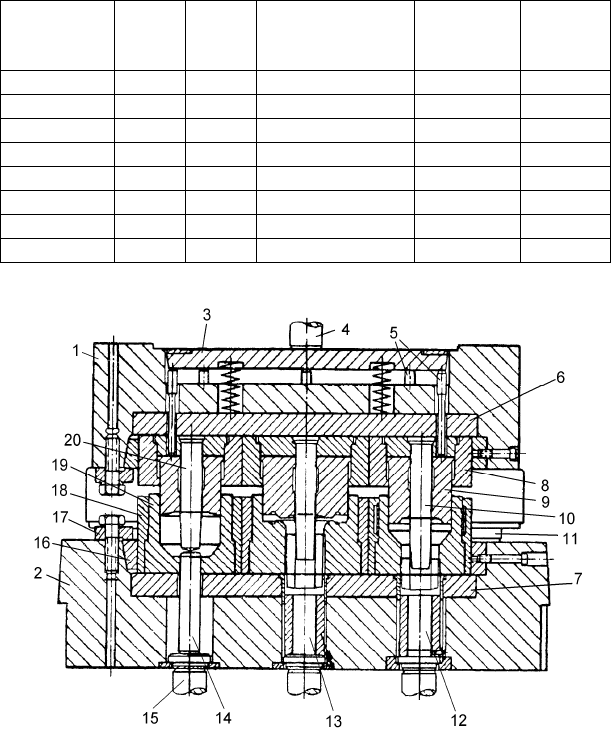
1.и 2 – верхняя и нижняя монтажные плиты; 3 – траверса; 4 – толка-
тель; 5 – выталкиватель; 6, 7 – подкладные плиты; 8 – пуансонодержа-
тель; 9 – пуансон; 10 – оправка; 11 – направляющая колонка; 12-14 вы-
талкиватели; 15 – толкатель; 16 – рейка клиновая; 17 – прижим; 18 –
державки;19 – вставка (матрица); 20 – прошивень.
Рисунок 5.8 – Штамп для выдавливания поворотной цапфы (переходы
штамповки см. рисунок 2.9, в)
116
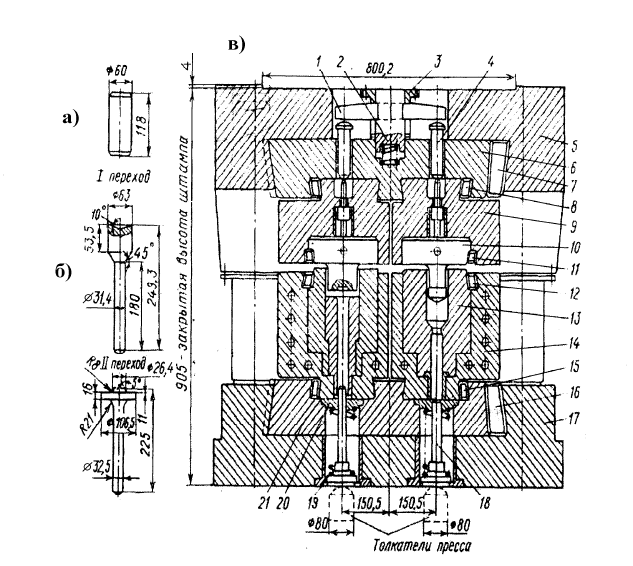
1 – траверса, 2 – ось, 3 – втулка, 4,18 – толкатели, 5,17 – монтаж-
ные плиты, 6,21 – подкладные плиты, 7,8,12,15,16 – клинья, 9 –
пуансонодержатель, 10 – пуансон, 13 – матрица, 14 – матрице-
держатель, 19, 20 – направляющие втулки.
Рисунок 5.9 - Заготовка (а), переходы штамповки (б) и штамп для
прямого выдавливания клапана (в)
117
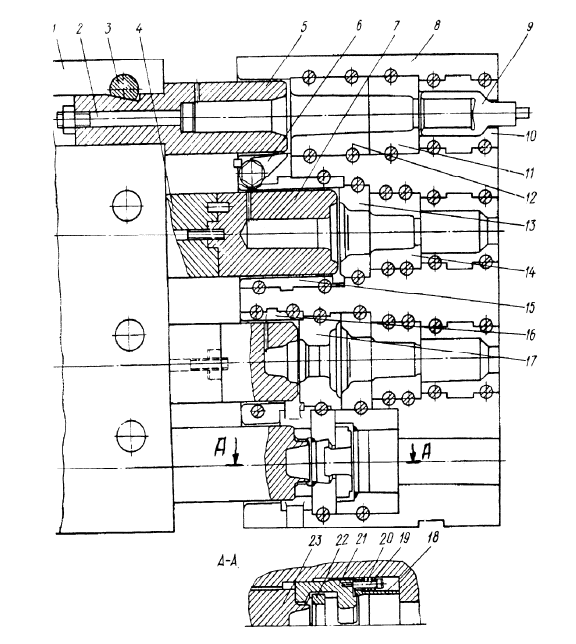
1 – пуансонодержатель, 2 – регулировочный винт, 3 – клин, 4 –
державка, 5 – наборный пуансон, 6 – поддерживатель, 7- формо-
вочный пуансон, 8 – неподвижный блок матрицедержателей, 9 –
упор-клещи, 10 – клещевая вставка, 11 – 13 – формовочные
вставки, 14 – зажимная вставка, 15,16 – направляющие вставки,
17 – формовочная вставка, 18 – обрезная вставка, 19 – винт, 20 –
пружина, 21 – ползушка, 22 – обрезная матрица, 23 – обрезной
пуансон.
Рисунок 5.10 – Штамп ГШМ для штамповки поковки промежу-
точного вала коробка передач
118
6. Технико-экономические обоснования технологического
процесса
6.1 Показатели эффективности технологического процесса
При разработке технологического процесса горячей объемной
штамповки необходимо оценить экономическую эффективность воз-
можных вариантов технологии изготовления поковок.
В качестве показателей эффективности используют минимум
стоимостных затрат; минимум трудоемкости; равномерность загрузки
оборудования и др. критерии
При сравнении вариантов технологических процессов целесооб-
разно анализировать только те затраты, которые непосредственно свя-
заны с изменением
параметров технологии изготовления поковки, т.е.
затраты, составляющие так называемую технологическую себестои-
мость (С
т
):
min),...,,(
21
1
→=
∑
=
n
m
i
iт
XXXСС
, (6.1)
где m - число учтенных затрат, C
i
- элементы удельных затрат; X
1
,
Х
2
,…X
n
- технологические параметры.
При сравнении вариантов технологического процесса штамповки
конкретной поковки необходимо учитывать затраты на последующую
механическую обработку детали, зависящие от изменения конфигура-
ции и точности поковки.
Следует учесть, что затраты на металл достигают 60÷80% от се-
бестоимости поковки, увеличение же производительности труда при
штамповке на 25% снижает себестоимость поковок только на 7,5%.
Целевая функция математико-экономической модели имеет вид
[16]:
min,)(
..
→
+
+
+
+=
эобтрпмт
ЗЗЗЗЗC
(6.2)
где
м
З - удельные затраты на металл;
пр
З - заработная плата произ-
водственных рабочих, отнесенная к изготовлению одной поковки;
т
З
и
об
З - удельные затраты соответственно на штамповую оснастку и на
амортизацию оборудования;
э
З - удельные затраты на электроэнергию.
Исходные данные для технико-экономической оценки технологи-
ческого процесса приведены в таблицах приложения В.

119
6.2 Удельные затраты производства поковок
Элементы удельных затрат рассчитывают по формулам:
1) удельные затраты на металл:
пок
руб
ЦМНКЦНЗ
отхnртрмрм
,)( −−⋅⋅=
(6.3)
где
Н
р
- норма расхода металла на одну поковку, кг/пок; Ц
м
- цена ме-
талла, руб/кг;
M
п
- масса поковки, кг; Ц
отх
- цена отходов, руб/кг;
К
тр
=1,1 - коэффициент учитывающий транспортные расходы на ме-
талл.
рр
КМH
⋅
=
,
где
М - масса заготовки, кг;
).5,03,1/()](/[ LDLLlllLLК
шшопробршшр
−
−
=
+
+
−=
(6.4)
К
р
– расходный коэффициент;
ш
L
- длина штанги, мм;
Dl
обр
4,0
=
-
торцовые обрезки, мм
(D - диаметр заготовки);
Ll
р
5,0
=
- некрат-
ность при раскрое проката, мм (
L - длина заготовки);
Dl
оп
9,0
=
- по-
тери на опорный конец при обрезке последней заготовки, мм [11]. (см.
п. 2.1.4)
2) заработная плата производственных рабочих, отнесенная к единице
продукции
×
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⋅⋅
+
⋅⋅
=+=
..
...
....
60
cn
ннн
штроро
нрорп
N
ТСN
ТСN
ЗЗЗ
(6.5)
,
.. сдпркр
КККК
⋅
⋅
⋅
×
где
.. ро
З и
н
З - заработная плата основных рабочих и наладчиков, руб.;
.. ро
N и
н
N - число основных рабочих и наладчиков (приложение В,
табл. В1 и В2);
.. ро
С и
н
С
- средняя часовая тарифная ставка основных рабочих и
наладчиков, руб./ч;
шт
Т - норма штучного времени на одну поковку, мин.;
н
Т - время на переналадку оборудования, ч (табл. В.2);
..сп
N - число поковок, изготовленных в смену;
..кр
К =1,15 - районный коэффициент;

120
14,1
=
пр
К - коэффициент, учитывающий величину премии из фон-
да заработной платы;
1,1
=
д
К - коэффициент, учитывающий дополнительную заработ-
ную плату;
14,1
=
с
К - коэффициент, учитывающий отчисления на социальное
страхование.
3) удельные затраты на технологическую оснастку [16]:
[]
nвшшвшишт
NСNКNСЗ /)1(
....
⋅
⋅
+
+
= руб./пок, (6.6)
где
..иш
C . - стоимость изготовления штампа, руб.;
..вш
C - стоимость
восстановления штампа, руб.;
ш
N - число комплектов штампов, необ-
ходимое для изготовления партии поковок
n
N (годовой программы);
в
К - допустимое число восстановлений штампа. Для цельных молото-
вых штампов
3=
в
К . При использовании сборных штампов срок
службы блока штампа составляет 5 лет, поэтому затратами на его экс-
плуатацию можно пренебречь. В этом случае при укрупненных расче-
тах принимают
0=
в
К , а затраты на штампы оценивают только по
сменному инструменту (вставки, пуансоны и т.д.), стоимость комплек-
та которого ориентировочно составляет 40% от затрат на изготовление
штампа в сборе:
[]
швnш
СКNN
⋅
+= )1/ [16]. (6.7)
Здесь
ш
С - стойкость штампа (сменного инструмента), - выбирается
по таблицам В3-В6.
4) удельные затраты на амортизацию оборудования [1, с.544]:
∑
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⋅
⋅⋅
⋅
=
n
j
штоб
д
обn
об
ТN
Ф
CА
З
1
100600
15.1
, руб./пок (6.8)
где 1,15 - коэффициент, учитывающий затраты на монтаж и транспор-
тирование оборудования;
д
Ф - суммарный фонд времени работы обо-
рудования данного типа, ч ;
n
А - установленный процент амортизаци-
онных отчислений;
об
C - балансовая стоимость единицы оборудования
данного типа, руб.;
об
N - количество единиц оборудования данного
типа; п - количество типов технологического оборудования для выпол-
нения заданной программы; j - номер типа оборудования.
5) удельные затраты на электроэнергию: