Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.

101
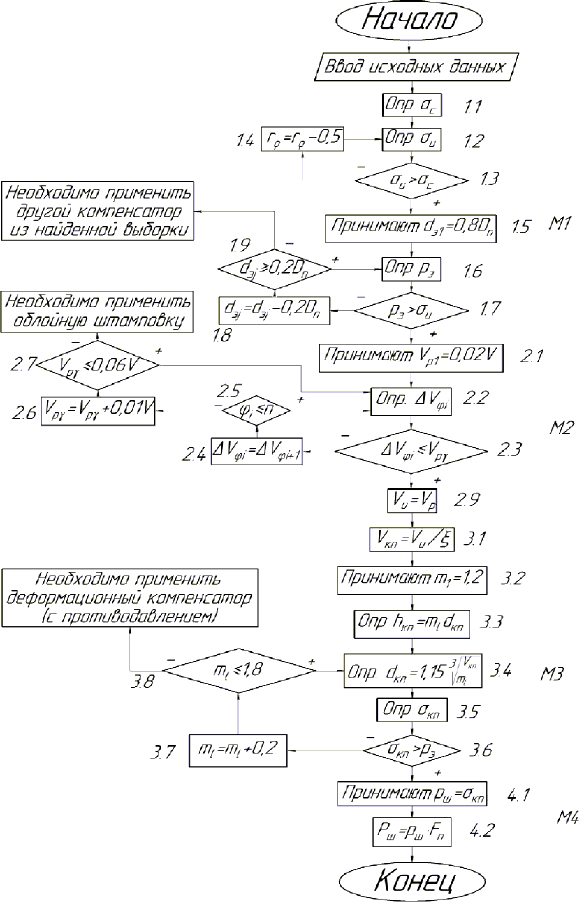
Рисунок 4.5 - Блок-схема алгоритма модели оптимизации процесса
выдавливания в закрытую полость
102
При минимизации объема штампуемого металла (модуль 2) вна-
чале принимается рекомендуемый объем избытка равный 2% от объе-
ма заготовки
(V
р
= (0,02÷0,06) V, γ = 1,…, k – номер параметров от-
хода металла;
k – количество параметров) и рассчитывается макси-
мальное отклонение объема заготовки при использовании проката
обычной точности и выборе наиболее простого способа рубки загото-
вок. Выполнения условия блока 2.3 добиваются за счет выбора более
точного проката и способа рубки заготовок (блок 2.4 и 2.5), т.е. варьи-
рованием группы (φ
i
) точности заготовки. Если не одна группа точно-
сти не удовлетворяет условию блока 2.3, то необходимо увеличить ре-
комендуемый объем избытка металла. Если рекомендуемый объем из-
бытка металла превышает 6% от объема заготовки, то необходимо
осуществить переход на облойную штамповку.
В блоке 2.9, в случае выполнения условия блока 2.3, объем (V
и
)
избытка металла принимают равным величине рекомендуемого при
закрытой штамповке объема (V
р
) отхода металла.
В модуле М3 оптимизируют геометрические и силовые парамет-
ры компенсационной полости (КП) (блоки 3.1, 3.2, 3.3 и 3.4). Высота
(h
кп
) компенсационной полости (блок 3.3) принимается равной h
к
=
m
l
·d
кп
, m
l
= (1,2 ÷ 1,8) – высотный параметр, шаг варьирования его
равен 0,2. Если КП имеет форму усеченного конуса, то
l
кп
кп
m
V
15.1d =
. (4.30)
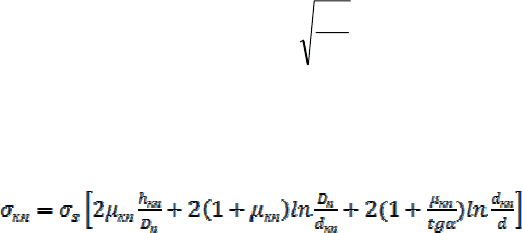
Сопротивление деформации
(
σ
кп
) при затекании металла в КП
(рис. 4.4, б) (блок 3.5) определяют по выражению, полученному в ра-
боте [10] при выдавливании металла в коническую полость:
, (4.31)
где
d
кп
и d – соответственно значения диаметров большего и меньшего
оснований конической полости (рис. 3.4, б);
α
- угол конусности по-
лости;
µ
кп
– показатель трения в КП.
В блоке 3.6 проверяют условие
σ
кп
>p
э
. Если условие блока 3.6 не
выполняется, то проводят корректировку размеров КП (блоки 3.7 и
3.8). Если высота компенсационной полости превышает 1,8 диаметра

103
(блок 3.8), то необходимо применить деформационный компенсатор (с
противодавлением).
Далее осуществляют расчет усилия штамповки (модуль М4). В
начале определяют напряжение деформации при доштамповке
(p
ш
),
используя зависимость, приведенную в работе [10]:
,(4.32)
где
F
п
– площадь поковки в плане; f
п
и f – площади сечений полостей,
соответствующих большему
(d
п
) и меньшему (d) диаметрам стержне-
вой полости (полости выступа).
С целью минимизации энергоемкости процесса штамповки целе-
сообразно, чтобы напряжение
p
ш
было равно сопротивлению деформа-
ции (
σ
кп
) при заполнении КП или не более чем на 20% превышало ве-
личину
σ
кп
(блок 4.1). Затем в блоке 4.2 определяют усилие (P
ш
) штам-
повки:
P
ш
= р
ш
⋅F
п
. (4.33)
4.2 Оптимизация процесса штамповки фланцевых поковок
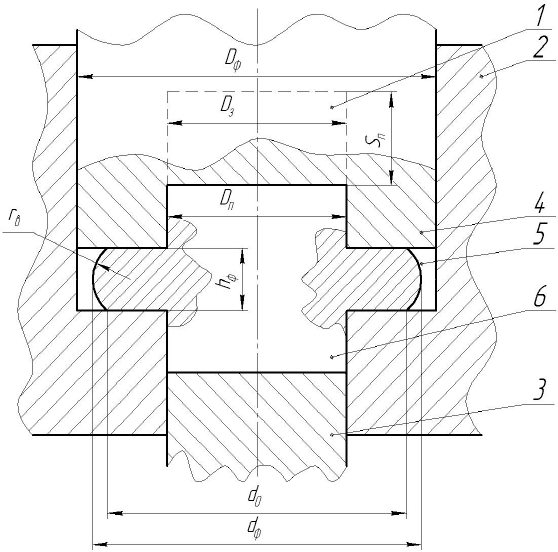
Процесс заполнения фланцевой полости осаживанием, как из-
вестно, требует меньшего усилия, чем радиальным выдавливанием,
однако, в любом случае, необходимо обеспечить точность дозирования
объема металла во фланцевой полости предварительного ручья штам-
па, что непосредственно влияет на заполняемость окончательного ру-
чья, силовые условия штамповки и стойкость штампа (рис. 4.6).
Исходная заготовка 1 (показана пунктиром) устанавливается
в
полость матрицы 2 на торце выталкивателя 3. При перемещении пуан-
сона 4 металл заполняет фланцевую полость 5 осаживанием заготовки
1. Точность дозирования объема металла во фланцевой полости обес-
печивается величиной хода
S
п
пуансона 4 (рис. 4.6).
Образующийся при этом фланец предварительного перехода 6
для удобства установки в следующем ручье выполняется диаметром
d
ф
= 0,95 D
ф
, где D
ф
– диаметр фланцевой полости ручья (диаметр флан-
ца поковки).
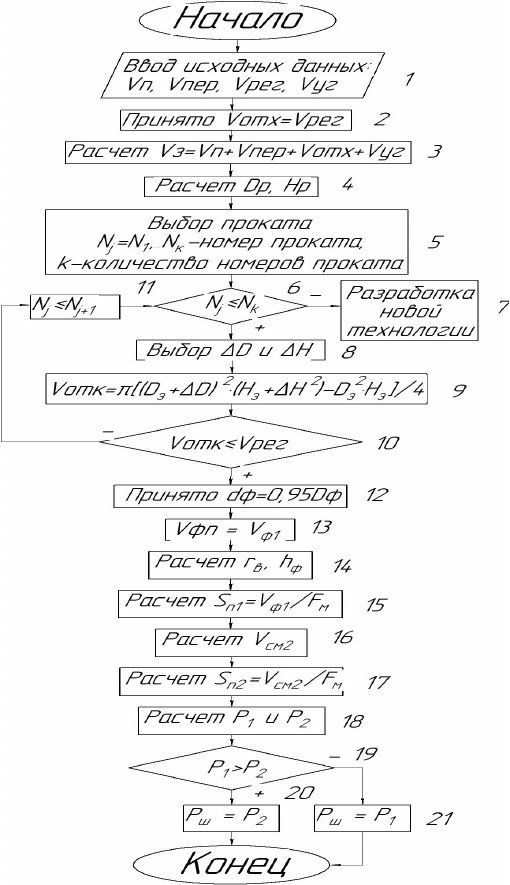
Процесс оптимизации объема металла, вытесняемого во фланце-
вую полость предварительного ручья, и силовых условий формирова-
ния фланца описан алгоритмом, блок-схема которого приведена на
рисунке 4.7.
104
Для функционирования алгоритма введены следующие величи-
ны:
D
п
, H
п
и V
п
– соответственно диаметр, высота и объем поковки;
D
ф
, H
ф
и V
ф
– соответственно диаметр, высота и объем фланца; V
пер
–
объем перемычки;
V
рег
= 0,05 V
п
– максимальный регламентируемый
объем отхода металла при закрытой штамповке.
Принимают объем
(V
отх
) отхода равным регламентируемому:
V
отх
= V
рег
(блок 2). Затем определяют объем (V
з
) заготовки (блок 3) и
рассчитывают диаметр
(D
р
) и высоту (H
р
) заготовки (блок 4). Далее из
множества номеров
(N
j
) проката выбирают прокат, например, пони-
женной точности, которому присваивают номер
N
1
.
Рисунок 4.6 - Схема заполнения фланцевой полости предварительного
перехода
105
Рисунок 4.7 - Блок-схема оптимизации избытка металла при штампов-
ке фланцевых поковок

106
Диаметр
(D
з
) выбранного профиля должен соответствовать рас-
четному
(D
р
). Из условия равенства объемов пересчитывают высоту
(H
з
) заготовки (блок 5). После проверки условия блока 6 выбирают
положительные отклонения диаметра
(
∆
D) проката и высоты (
∆
H)
заготовки после рубки (блок 8). По формуле (блок 9) определяют от-
клонение объема заготовки и сопоставляют его величину с регламен-
тируемым отходом металла
(V
рег
) (блок 10). Если условие блока 10 не
выполняется, то выбирают следующий по точности прокат (блок 11) и
возвращаются в блок 6. В случае невыполнения условия блока 6 следу-
ет изменить технологию штамповки (блок 7).
Далее принимают условие блока 12 и записывают соотношение
V
фп
= V
ф1
(блок 13):
, (4.34)
где
V
ф1
– объем металла во фланцевой полости предварительного ру-
чья, равный объему
(V
фп
) фланца поковки; r
0
и r
в
– соответственно
радиус основания фланца первого перехода и радиус выпуклости боко-
вой поверхности фланца.
Условие (4.34) является трансцендентным уравнением, которое
решается методом итерации с учетом допущения
(r
в
= 0,5h
ф
), ограни-
чения
(r
0
≥R
п
) и заменены (r
ф
= r
0
+ r
в
). Выразив h
ф
= 2 r
в
; r
0
= r
ф
-
r
в
; r
ф
= 0,95 D
ф
/2, находят r
в
, затем h
ф
(блок 14).
В блоке 15 определяют величину хода
(S
n1
) пуансона с момента
его контакта с торцом заготовки (рис. 4.7). Здесь
F
м
– площадь попе-
речного сечения полости матрицы. Аналогично расчету хода
(S
п1
) пу-
ансона в первом переходе определяют величину хода (ходов) пуансона
в последующих переходах как отношение величины смещаемого пуан-
соном объема
(V
см
) к площади поперечного сечения полости матрицы
в процессе формирования поковки (блоки 16 и 17).
В блоках 18-21 находят наибольшее усилие перехода и принима-
ют его за усилие штамповки, по которому выбирают штамповочное
оборудование. Если все переходы выполняют одновременно, то усилия
каждого перехода суммируют и приравнивают к усилию штамповки.
Алгоритм позволяет минимизировать объем заготовки
и силовые
условия, так как заполнение фланцевой полости осуществляется оса-
живанием металла.
107
5. Конструирование технологической оснастки
5.1 Конструирование штампов для резки заготовок
Производительными и экономичными способами разрезки прока-
та на мерные заготовки являются способы разрезки в штампах на кри-
вошипных прессах (при диаметре заготовок до 60 мм) и на сортовых
ножницах (при диаметре свыше
60мм). Разрезку осуществляют без
отхода металла путём смещения (сдвига) отрезаемой части прутка от
поверхности раздела под воздействием сближающихся кромок ножей.
Точность формы и размеров заготовки зависит от степени развития
пластической деформации и характера разрушения.
Отрезные штампы классифицируют по следующим признакам:
1) по способам и схемам отрезки заготовок;
2) по кинематике
ножей;
3) по способам удаления заготовки;
4) по числу одновременно отрезаемых заготовок;
5) по числу выполняемых переходов.
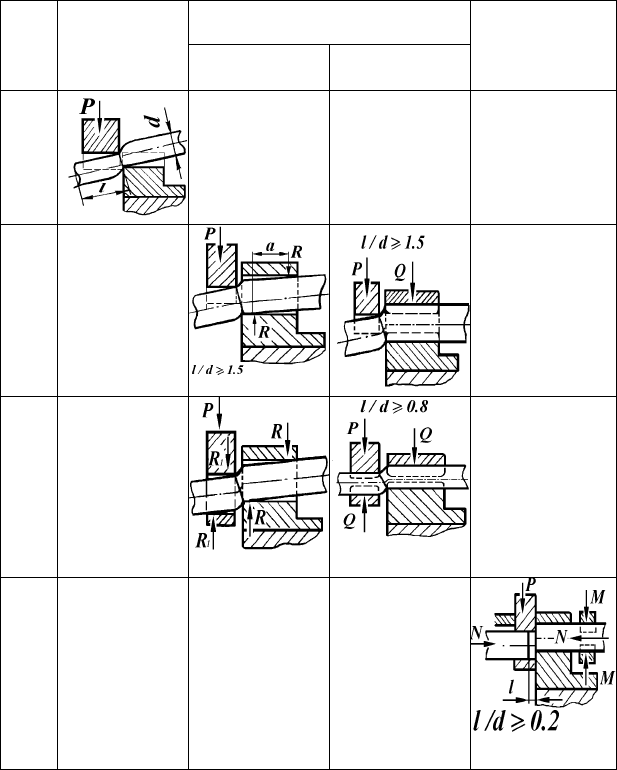
Классификация способов и схем отрезки заготовок сдвигом пред-
ставлена на рис.5.1.
При открытой разрезке подвижность прутка и заготовки не огра-
ничивается относительно ножей: ни точность размеров, ни качество
реза не обеспечивается. Способ применяется сравнительно
редко.
Не полностью открытая разрезка ограничивает поворот прутка в
неподвижном ноже, но подвижность отрезаемой заготовки не ограни-
чена. Способ обеспечивает простоту удаления заготовки, но хорошее
качество реза только при высокой скорости отрезки (свыше 40м/c).
Не полностью закрытая разрезка исключает поворот прутка и от-
резаемой части, что уменьшает искажение формы заготовки.
Наи-
большую точность заготовок при высокой производительности обес-
печивает не полностью закрытая разрезка в штампах с цельными вту-
лочными ножами или с ножами – полувтулками с активным попереч-
ным зажимом.
Закрытая разрезка осуществляется в результате пластического
сдвига металла без разрушения при удельных усилиях осевого сжатия
mос
q
σ
)52(
÷
=
. Это единственный способ получения весьма коротких
точных заготовок с гладкими торцами, перпендикулярными оси. Одна-
ко в результате наличия больших сжимающих усилий при закрытой
резке происходит схватывание металла прутка и ножей, что ухудшает
качество торца. Способ широко применяется для резки алюминия и
меди.
108
Разрезка
Без прижима С поперечным зажимом С осевым
сжатием
пассивным активным
Открытая
-- -- --
Не полностью
открытая
-- --
Не полностью
закрытая
-- --
Закрытая
Рисунок 5.1– Классификация способов и схем отрезки заготовок
Выбор и расчёт конструкций штампов и ножей приведены в рабо-
тах [1,11.14].
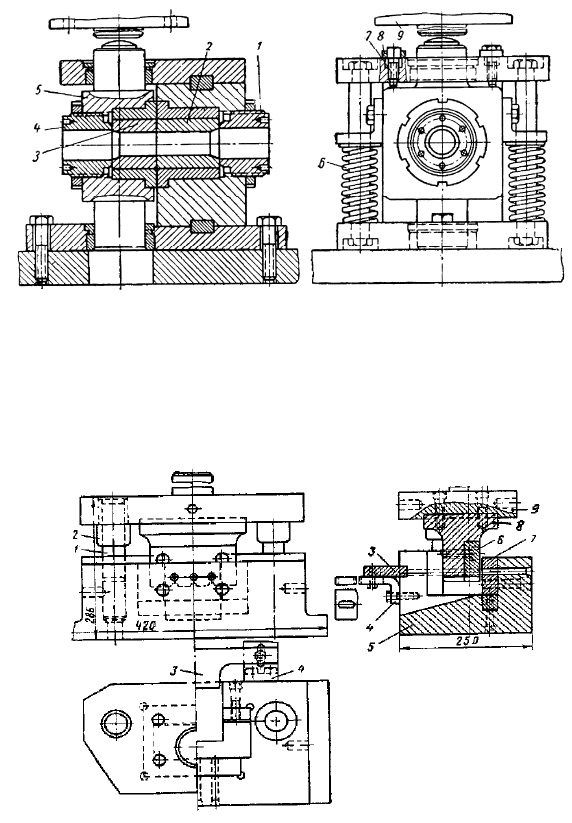
Пример штампа с круглым ножом для разрезки калиброванных
прутков изображён на рисунке 5.2 [1]. На рисунке 5.3 представлен
штамп для одновременной разрезки трёх прутков [12].
109
1 – гайка с направляющими отверстиями для прутка; 2 – непод-
вижный круглый нож; 3 – подвижный круглый нож; 4 – гайка с выход-
ным отверстием для заготовок; 5 – державка подвижного ножа; 6 –
пружина; 7 – установочный винт; 8 – регулируемый фиксатор для
обеспечения соосности ножей; 9 – нажимная плита пресса.
Рисунок 5.2 – Штамп для разрезки прутка
1 – направляющая колонка; 2 – втулка; 3 – упор; 4 – кронштейн; 5 –
нижняя плита; 6 – выдвижной нож; 7 – неподвижный нож; 8 – корпус
подвижного ножа; 9 – верхняя плита.
Рисунок 5.3 – Штамп для одновременной разрезки трёх прутков
110
5.2 Конструирование формоизменяющих штампов
Конструированию формоизменяющего штампа предшествуют
расчёт и конструирование ручьёв. Ручьи размещают непосредственно в
штампе или в ручьевых вставках (молотовые штампы); в пуансонах,
матрицах и ручьевых вставках (прессовые штампы, штампы ГШМ и
др.).
Окончательный (чистовой) ручей выполняют по чертежу горячей
поковки. Горизонтальные размеры предварительного ручья на 8÷15%
делают меньше соответствующих размеров окончательного
ручья, а
высотные размеры рассчитывают из условия постоянства объёма заго-
товки. В глубоких трудно заполняемых элементах ручья штамповоч-
ные уклоны увеличивают на 1÷3
0
, радиусы закруглений – на 2÷5мм.
Заготовительные ручьи выполняют по чертежам соответствую-
щих переходов, а в случае штамповки удлиненных поковок с большим
перепадом сечений вдоль продольной оси при конструировании ручьёв
используют расчётную заготовку и эпюру её сечений (см. рисунок 2.2).
МОЛОТОВЫЕ ШТАМПЫ обычно изготовляются из кованых
призматических заготовок – штамповых кубиков.
Размеры штампа
выбираются в зависимости от количества, рас-
положения и глубины ручьёв с учётом нагрузки опорной поверхности
хвостовика и поверхности соударения (зеркала штампа). (Приложение
А). Необходимая опорная площадь (хвостовика) не менее 450 см
2
на 1т
ударной массы.
Центры штамповочных ручьёв располагают по обе стороны от
центра штампа: окончательный ручей на расстоянии 1/3, а предвари-
тельный на расстоянии 2/3 общего расстояния между ручьями [4].
Для уравновешивания сдвигающих усилий применяют: спарива-
ние мелких поковок, разворот фигуры ручья, контрзамки и замки [4].
Толщина стенок штампа зависит от глубины ручья
)(h , штампо-
вочных уклонов (α) и радиусов закругления на дне ручья
)(r . Мини-
мально допустимая толщина стенок между ручьями
)(
min
t , расстояние
от ручья до края штампа
)(
min1
t
в зависимости от глубины ручья даны
в таблице 5.1.
При малоотходной (безоблойной) штамповке целесообразно из-
готовлять штампы из литых штамповых кубиков с ручьевыми вставка-
ми. Пример такого штампа показан на рисунке 5.4. Вставки-заготовки
выбирают по ГОСТ 19585 (Приложение А).