Плотников В.С. Геодезические приборы
Подождите немного. Документ загружается.


ведем конечные зависимости для установления требований к точности
изготовления деталей осевых систем. Приведем следующие зависимости
для расчета линейного эксцентриситета е:
KPSmin 2fXr
е < ; е < у
Р Р
где — цена деления прибора для отсчитывания; К — коэффициент,
делающий величину Кц пренебрегаемо малой по сравнению с р\ S - ми-
нимальное расстояние до предмета при визировании; г - радиус лимба.
Например, для 30-секундного теодолита при
S
m
j
n
= 1,5 м и
АГ
= 0,1
(отсчет по верньеру) е < 22 мкм; для теодолита с JU
te
2
СС
при S = 1,5 м
и К = 0,5 е < 2,4 мкм; для 5-секундного теодолита е < 9 мкм, а для
2-секундного теодолита е < 4,4 мкм.
Как указывалось в § 19, исходя из пренебрегаемо малого измене-
ния рена из-за эксцентриситета для теодолита Т2 допустимые значения
углового эксцентриситета получены е
доп
18",
а
линейного - е
доп
=
=
0,004
мм.
При отсчитывании по одной стороне лимба ошибка за влияние экс-
центриситета не должна быть больше ошибки штрихов, т.е. е" <6 '^
ах
.
Так, например, если на высокоточный лимб штрихи наносят с ошибка-
ми,
не превышающими 1,5", то 0,5 мкм. Такая точность центриров-
ки недостижима. Поэтому в высокоточных приборах применяют двусто-
роннее отсчитывание по диаметрально противоположным сторонам
лимба, что исключает ошибку в отсчете за эксцентриситет.
Как видно, допустимые значения эксцентриситетов осей геодезиче-
ских приборов весьма невелики, что требует высокой точности изготов-
ления деталей, юстировочных работ при сборке и отладке приборов.
Современная технология изготовления, сборки и юстировки осевых
систем позволяет обеспечить требуемые допуски и точность в части
эксцентриситета. Отметим, что при назначении допусков на отдельные
детали рассчитывают соответствующую размерную цепь, принимая за
допуск замыкающего звена полученные суммарные параметры. Расчет
рекомендуется выполнять вероятностным методом.
При этом необходимо учитывать точностные возможности отдель-
ных технологических операций. Например, центрировка окружности де-
лений лимба по отношению к оси вращения при его окончательной юсти-
ровке и закреплении с использованием двух поверочных микроскопов,
расположенных диаметрально, может быть выполнена с ошибкой, не
превышающей 1-2 мкм.
Следует учитывать, что к ошибкам эксцентриситета осей и посадоч-
ных поверхностей деталей добавляется и случайная ошибка наклона
оси алидады, вызванная зазорами оси алидады и втулки и их изменени-
ями за счет отклонения осей и втулок от заданной геометрической
формы.
Зазоры.
Зазоры в осевых системах непосредственно влияют на коле-
бание наклона осей и изменение их пространственного положения.
1 4 м I
D
N
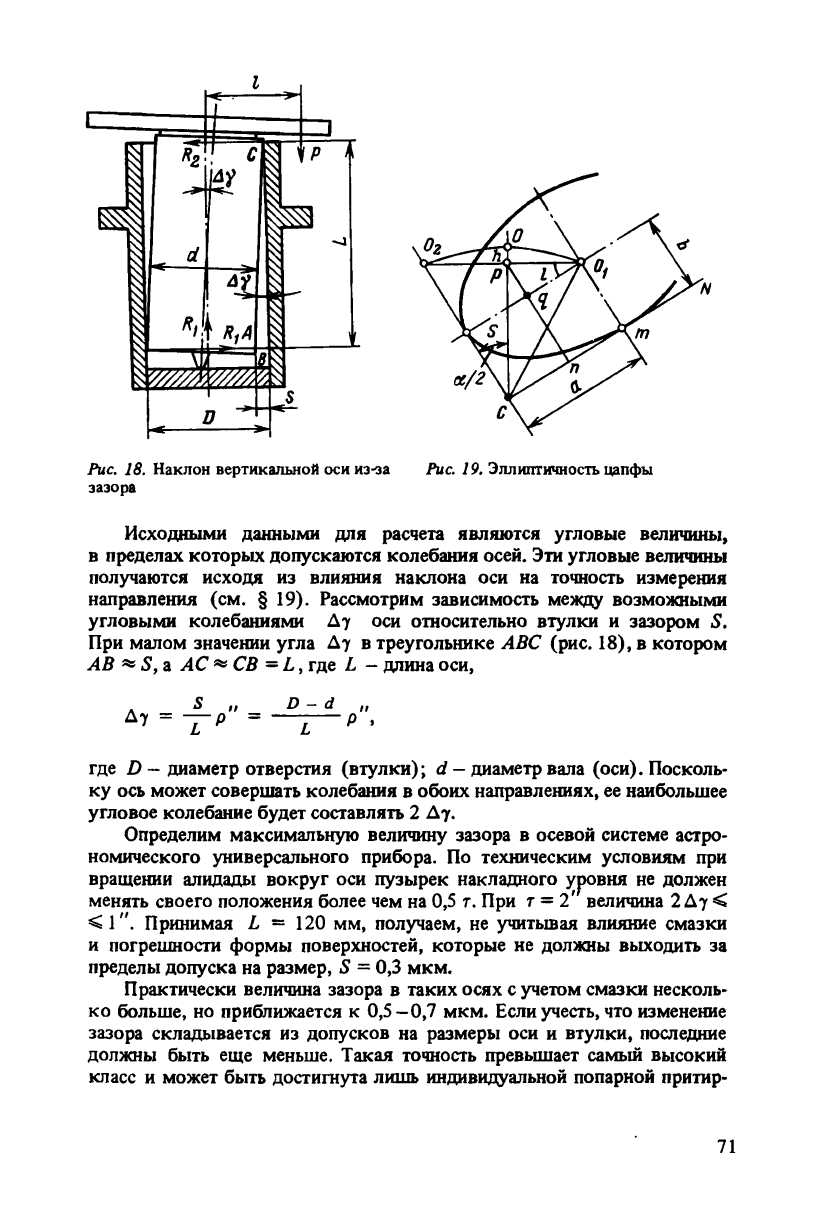
Рис. 18. Наклон вертикальной оси из-за Рис. 19. Эллиптичность цапфы
Исходными данными для расчета являются угловые величины,
в пределах которых допускаются колебания осей. Эти угловые величины
получаются исходя из влияния наклона оси на точность измерения
направления (см. § 19). Рассмотрим зависимость между возможными
угловыми колебаниями А7 оси относительно втулки и зазором S.
При малом значении угла Д7 в треугольнике ABC (рис. 18), в котором
АВ * S, а АС * СВ = L, где L - длина оси,
где D
—
диаметр отверстия (втулки); d
—
диаметр вала (оси). Посколь-
ку ось может совершать колебания в обоих направлениях, ее наибольшее
угловое колебание будет составлять 2 Ау.
Определим максимальную величину зазора в осевой системе астро-
номического универсального прибора. По техническим условиям при
вращении алидады вокруг оси пузырек накладного уровня не должен
менять своего положения более чем на 0,5 г. При г = 2' величина 2 Д7 <
<
1". Принимая L = 120 мм, получаем, не учитывая влияние смазки
и погрешности формы поверхностей, которые не должны выходить за
пределы допуска на размер, S = 0,3 мкм.
Практически величина зазора в таких осях с учетом смазки несколь-
ко больше, но приближается к
0,5—0,7
мкм. Если учесть, что изменение
зазора складывается из допусков на размеры оси и втулки, последние
должны быть еще меньше. Такая точность превышает самый высокий
класс и может быть достигнута лишь индивидуальной попарной притир-
зазора

кой конических осевых пар и тщательной регулировкой зазора при
сборке или селективным отбором цилиндрических осевых пар.
Эллиптичность и неравенство цапф горизонтальной оси. Эллиптич-
ность и неравенство цапф приводят к изменению наклона горизонталь-
ной оси при ее вращении и перекладке в лагерах. При вращении цапфы
эллиптического сечения в лагере (рис. 19) ее центр описывает пологую
кривую [7]. При вращении цапфы ее центр проходит по линии О
х
0
2
,
пересекая биссектрису угла а в точке О. Известно, что геометрическое
место вершин прямого угла, образованного касательными к эллипсу,
представляет собою окружность, центр которой совпадает с "центром"
эллипса. Следовательно, ОС = О
х
С = R. Проведем перпендикуляры
из 01 к ОС, из Р к CN и из О
х
к Рп и из треугольника
O
x
Pq
подучим
а а а а
/sin —
=
S sin Ь\ /cos —= a - S cos — .
Почленно сложив эти выражения и приняв а = 45°, получим
/ = 0,7 (я
—
Ь). (5.1)
Определим вертикальную составляющую перемещения цапфы ОР = И.
Из треугольника ОуРС получим
PC
=
y/R
2
-l
2
;
h = R-
yjR
2
-I
2
;
h * l
2
/2R,
а с учетом (5.1)
h * (a-b)
2
/4R.
Если положить, что расположение эллипсов двух цапф составляет
90°,
т.е. их центры перемещаются в противоположных направлениях
и при крайнем положении трубы изменение наклона оси произойдет
на угол 2 а" = р", то при L = 200 мм, 2а = l" / ^ 0,3 мкм,
а с учетом (5.1) величина а - Ь = 0,4 мкм, а величина h пренебрегаемо
мала.
Следовательно, эллиптичность цапф при угле между плоскостями
лагеров 90° не оказывает практического влияния на наклон горизон-
тальной оси в вертикальной плоскости. Это относится и к накладному
уровню с углом выреза ножек 90°. Однако при этих же условиях макси-
мальное горизонтальное перемещение цапф будет также равно величи-
не /, т.е. / = 0,7 (а - Ь), что при разной ориентации цапф приведет к
ощутимому азимутальному повороту горизонтальной оси.
На практике обычно выдерживается допуск а - b 0,5 мкм. Нера-
венство цапф горизонтальной оси приводит к тому, что показание на-
кладного уровня отражает не наклон горизонтальной оси
С
Х
С
2
(рис. 20),
а наклон линии Р
х
Р
2
. Если угол между плоскостями лагеров и подста-
вок уровня одинаков и равен 2 а, а расстояние между вершинами этих
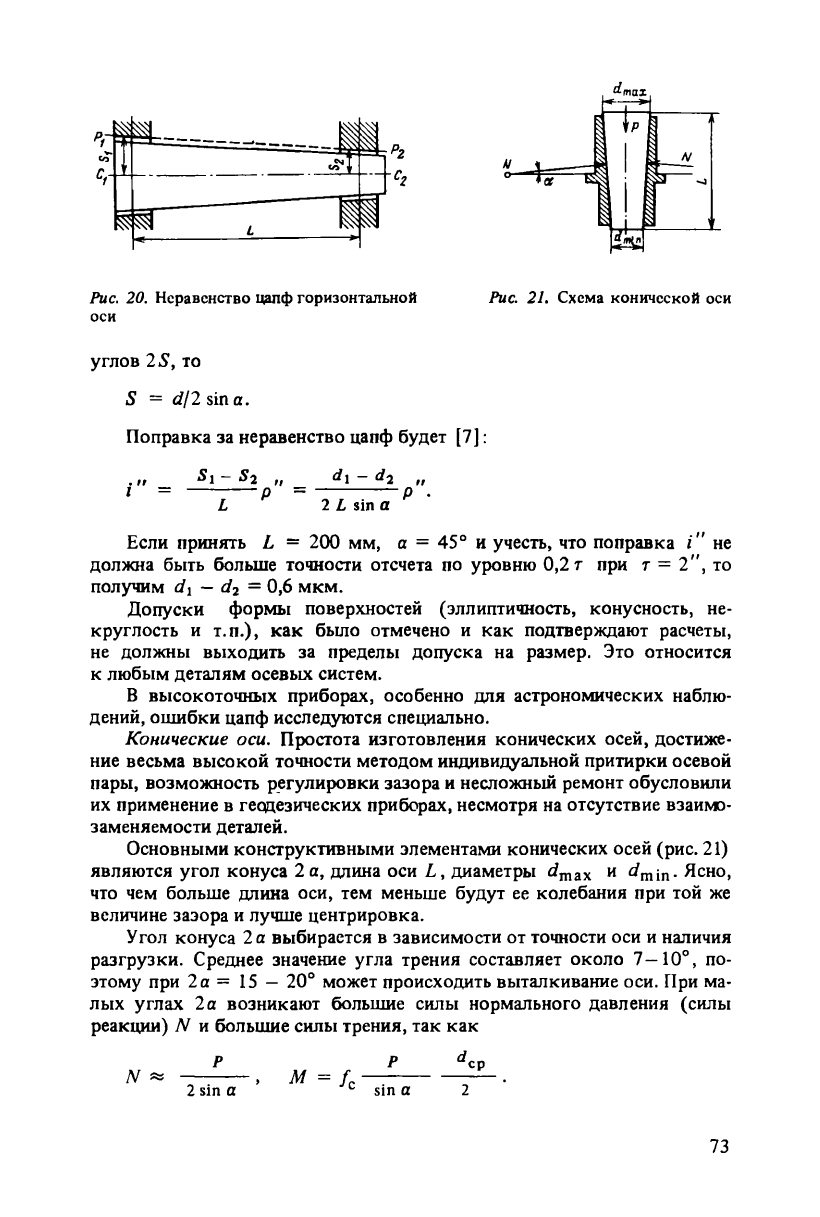
Рис.
20.
Неравенство цапф горизонтальной
Рис. 21.
Схема конической
оси
оси
углов
2S, то
S
— d\2
sin
а.
Поправка
за
неравенство цапф будет
[7]:
.„
Si ~ fr* „ d\ -
<*г
„
i
= р = р .
L
2 L
sin
а
Если принять
L — 200 мм, а = 45° и
учесть,
что
поправка
/" не
должна быть больше точности отсчета
по
уровню
0,2 г при г = 2", то
получим
d\
—
d
2
—
0,6
мкм.
Допуски формы поверхностей (эллиптичность, конусность,
не-
круглость
и
т.п.),
как
было отмечено
и как
подтверждают расчеты,
не должны выходить
за
пределы допуска
на
размер.
Это
относится
к любым деталям осевых систем.
В высокоточных приборах, особенно
для
астрономических наблю-
дений, ошибки цапф исследуются специально.
Конические
оси.
Простота изготовления конических осей, достиже-
ние весьма высокой точности методом индивидуальной притирки осевой
пары, возможность регулировки зазора
и
несложный ремонт обусловили
их применение
в
геодезических приборах, несмотря
на
отсутствие взаимо-
заменяемости деталей.
Основными конструктивными элементами конических осей (рис.
21)
являются угол конуса
2 а,
длина
оси L,
диаметры
d
max
и d
min
.
Ясно,
что
чем
больше длина
оси, тем
меньше будут
ее
колебания
при той же
величине зазора
и
лучше центрировка.
Угол конуса 2 а выбирается
в
зависимости
от
точности оси
и
наличия
разгрузки. Среднее значение угла трения составляет около 7—10°,
по-
этому
при 2а = 15
—
20°
может происходить выталкивание оси. При
ма-
лых углах
2а
возникают большие силы нормального давления (силы
реакции)
N и
большие силы трения,
так как
Р
Р
d
c
V
/V
~ — , М = /
с
— — .
2 sin
а
с
sin
а 2

При
2а =
8° 20'
N
=
5Р,
где
Р
— вертикальная нагрузка. Момент трения
М
для
вертикальной оси теодолита при
/
с
= 0,15, Р = 150Я 15 кг),
а
= 4° 10' и
<2
ср
= 30 мм М * 4,7
Н»м
47
кг-см). При таком момен-
те трения сила, необходимая
для
поворота алидады
при
длине рычага
упора хомутика
г = 120 мм, при
сухом трении
F = 40 Н 4 кг),
а
при
полусухом трении
—
около
15 Н 1,5
кг). Такая сила очень вели-
ка
и
вызовет деформации.
Следовательно,
в
конических осях
без
разгрузки, применяемых
в
малых приборах, угол конуса должен ограничиваться величиной порядка
12—15°.
В
высокоточных тяжелых приборах угол конуса должен быть
близким
к
минимальному
из
возможных углов
(2
а обычно лежит
в
пределах 4—15°)
с
применением регулировочного приспособления,
которое примет
на
себя почти
всю
нагрузку
от
массы вращающейся час-
ти.
Регулировочное приспособление должно обеспечить минимальное
изменение зазора.
Произведем расчет элементов регулировочного приспособления
для универсального теодолита
по
следующим данным:
2а =
8°20',
L
= 126 мм;
т
= 5";
точность регулировки должна соответствовать чув-
ствительности уровня
—
0,2
т.
Наклон оси
2
Д?, соответствующий
0,2
г,
2
Л?
—
1".
Определим односторонний зазор, соответствующий наклону
оси Ау
Вертикальное смещение алидады И будет
h
=
Ad/tg
а = 0,33/0,07 » 5 мкм.
Выбираем наименьший
из
технологически возможных
шаг
винта
S
= 0,25 мм.
Если механизм имеет отсчетный барабан,
то
число деле-
ний
п на его
окружности будет:
п = S/h. Для
приведенного примера
п
=50.
Цилиндрические
оси
нормального типа.
Как
было отмечено, цилинд-
рические
оси
нормального типа широко применяются
в
геодезических
приборах.
Они
обеспечивают значительные нагрузки, особенно
при
раз-
грузке
на
шарикоподшипниках. Однако кинематический принцип конст-
руирования при разгрузке
на
шариках вверху или внизу (см. рис.
9,
б>в)
и
на
заплечиках
(см. рис. 9, а)
полностью
не
обеспечивается,
так как
элементами разгрузки вводятся дополнительные опоры, ошибки выпол-
нения которых создают трение
на
торцах
и по
сути внецентренную
на-
грузку
на
ось. Должны быть предъявлены жесткие требования
по
перпен-
дикулярности
к оси
опорных поверхностей разгрузочных подшипников
и
к
разноразмерности шариков.
В
смысле соблюдения кинематического
принципа конструирования лучше разгрузочная опора
в
виде подпятни-
ка
(см. рис. 18),
однако
в
этом случае оказывается большим удельное
давление.
Ad
0,5-126
2-10
5
^
0,33
мкм.
При обеспечении заданных требований
к
центрировке
и
наклону
оси
допуски
на
диаметр
оси и
втулки
и на
погрешности
их
формы должны
быть достаточно жесткими. Допуск
на
размер
при
изготовлении уста-
навливается
по
6
—
7 квалитетам
(1-й
класс) точности, после чего
оси
и втулки комплектуются путем селективного отбора
для
обеспечения
необходимого зазора порядка
1 мкм.
Допуски формы
не
должны выхо-
дить
за
допуск размера
(с
учетом необходимых зазоров допуски формы
уменьшаются).
Так
как
цилиндрическая
ось
нормального типа представляет собой
подшипник скольжения,
то для
уменьшения трения
на
поверхности втул-
ки делают выборку, чтобы уменьшить поверхность соприкосновения
оси
и
втулки.
Для
обеспечения точного направления
оси
делают пояски
вверху
и
внизу шириной 5
—
6
мм.
Момент трения
при
вертикальной нагрузке должен возникать лишь
на разгрузочных приспособлениях, однако,
так как
практически нагруз-
ка является внецентренной, возникают перекосы
оси и
трение
на
направ-
ляющих боковых поверхностях.
На рис. 18
схематично показана верти-
кальная
ось
нормального типа. Внецентренная нагрузка
Р
приложена
на
расстоянии
/ от
осевой линии.
С
учетом появляющихся
сил
реакций
уравнение моментов относительно точки
С
будет
R
2
L
- PI = О,
отсюда
R
2
= Pl/L.
Величина
Р
может достигать
40—60 Н (^4
—
6
кг), a L =80—90 мм.
При
/
с
= 0,2, Р = 50 Н (« 5 кг), L = 80 мм, d = 20 мм Л/
т
= 5 Нем
(^
0,5
кг-см). Значение величины
/
найдем
из
формулы
Р1
При указанных условиях величина
/ = 20 мм.
Значение момента трения покоя
для
рукоятки наводящего винта
алидады, установленное ГОСТ
10529—79,,
равно принятой
для
расчета
величине,т.е. Л/
х
<5Н-см.
Полученное значение
/ = 20 мм
достаточно велико.
При
расчете
и конструировании обеспечивается меньшая величина
/,
поэтому можно
считать,
что
момент трения
для
сравнительно легких геодезических при-
боров
не
определяется неуравновешенностью вращающейся части.
Момент трения
для
вертикальной
оси
можно вычислять
по
формуле
М
т
=
КБ-?-,
(5.2)
где
S
—
площадь трущихся поверхностей;
К
—
коэффициент, зависящий
от качества смазки
и
температуры внешней среды.
При
температуре
20 °С
значение
К
колеблется
от 4 до 10
г/см
2
.
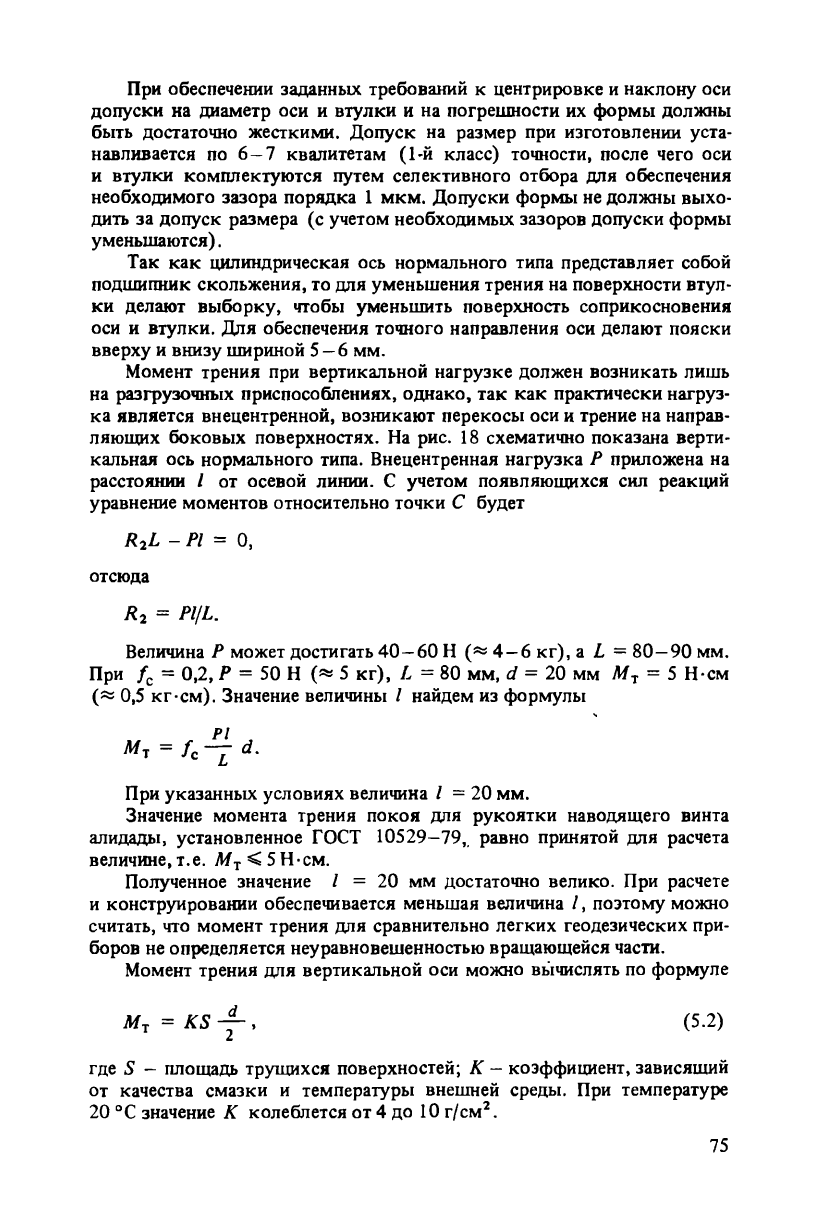
Рис. 22. Схема вращения Рис. 23. Эксцентриковое регулировочное уст-
цапфы в цилиндрическом ройство
лагере
Ось нормального типа представляет собою систему, подобную ци-
линдрической цапфе горизонтальной оси в круглом лагере. Таким осям
свойственно перемещение ("мертвый ход") при изменении направления
вращения зрительной трубы [7].
Пусть на горизонтальную цапфу действует сила Q (рис. 22). Когда
ось под действием момента М начинает вращаться в лагере, то в началь-
ный момент до появления скольжения она накатывается на поверхность
лагера. При наступлении скольжения момент силы трения F становится
равным моменту внешних сил М
9
т.е.
М = Fr,
причем ось и втулка соприкасаются в точке A. F и N
—
составляющие
реакции R, причем нормальная составляющая TV проходит через центр
цапфы 0
2
и, следовательно, через центр подшипника О. Обозначим
точку, в которой находился центр цапфы до приложения момента М
$
через 0\, а угол
О
х
00
2
через р. Из условия равновесия вытекает за-
висимость
N
sin р = F cos р,
откуда
F
= iVtgp.
Угол р является углом трения и tg р = /
с
.
Определим горизонтальную составляющую перемещения центра
цапфы 0\, т.е.
0
2
О
ъ
.
Так как цапфа касается лагера в точке А, то
d-d
0
2
0 = О
х
О = .
Из рис. 22 следует, что
0
2
0$
= 0
2
0 sin р. Принимая по малости угла р
sin о= tgp, получаем

0
2
0
3
=
(5.3)
Из этого следует,
что
центр цапфы
при
переменах вращения незави-
симо
от
нагрузки перемещается поступательно.
Если допустить,
что
разность диаметров
у
двух цапф горизонталь-
ной
оси
достигает
5 мкм, то при /
с
= 0,1
разность смещений составит
1
мкм, а при
длине
оси L 90 мм
поворот
в
горизонтальной плоскости
составит
» 1".
В горизонтальных осях нормального типа трение больше,
чем в
осях
кинематического типа. Момент трения
для
радиальной нагрузки
Р вы-
числяется
по
формуле
М
т
= Мь + f
c
P -у. (5.4^
Формула
(5.4)
учитывает
не
только трение
в
месте касания цапфы
и лагера,
но и
влияние смазки, действующее
в
начале вращения.
В формуле
(5.4) M
Q
— "начальный" момент, определяющийся выра-
жением
(5.2) с
теми
же
значениями.
Расчет эксцентрикового регулировочного устройства
для установки перпендикулярности горизонтальной
и
вертикальной осей
изложен
в
[
1
].
На
рис. 23
показана схема регулировочного устройства. Зависимости
его параметров таковы:
У
= -у-
(sin^~
sin^
0
);
чувствительность
dy
регулировки наклона
оси
выражается формулой
dy = ——
costfp"
d&„.,
еН
ш
где
е
—
эксцентриситет опорного
и
посадочного диаметра лагер-втулок
1
и
3\ t
—
шаг
регулировочных винтов поворота регулируемого лагера
3\
I
-
расстояние между регулируемой
3 и
нерегулируемой
7
лагер-втул-
ками;
Н —
длина рычага;
\р -
угол поворота регулируемого лагера;
7 -
угол наклона горизонтальной оси;
db
ux
-
чувствительность поворота
головки регулировочного винта. Если принять чувствительность
db
m
поворота головки винта шпилькой, равной
1:50
оборота (подтверждено
экспериментом),
то для
теодолита
Т1 при е = 0,5 мм, t = 0,7 мм, Н =
=
50 мм, / = 82 мм, а
также учитывая,
что
угол
$
изменяется
в
преде-
лах
± 3° и cos
\р
» 1,
получаем
dy" = 0,35".
Диапазон регулировки
в указанных пределах угла
^
получается также небольшим
'''max
_
~Г "max ~
±65
>
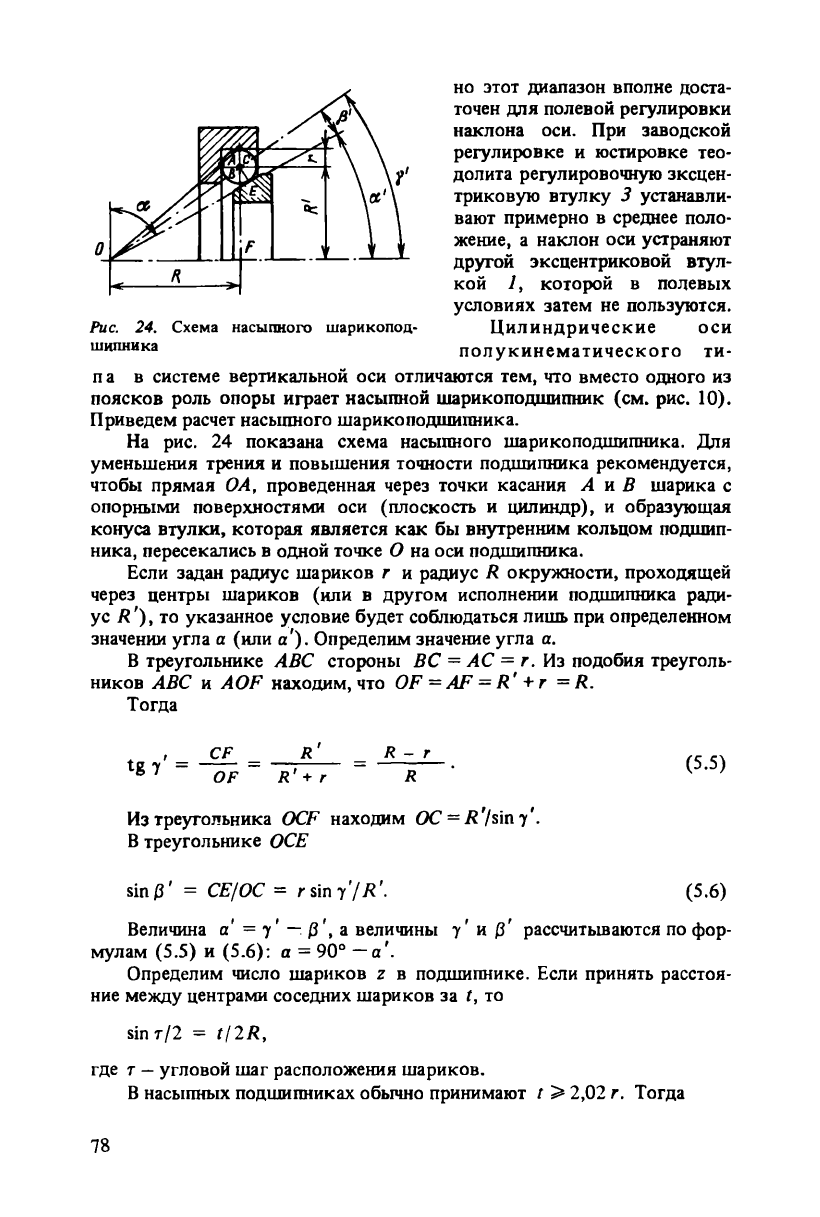
Рис. 24.
шипника
Схема насыпного шарикопод-
но этот диапазон вполне доста-
точен для полевой регулировки
наклона оси. При заводской
регулировке и юстировке тео-
долита регулировочную эксцен-
триковую втулку 3 устанавли-
вают примерно в среднее поло-
жение, а наклон оси устраняют
другой эксцентриковой втул-
кой 1, которой в полевых
условиях затем не пользуются.
Цилиндрические оси
пол у кинематического ти-
па в системе вертикальной оси отличаются тем, что вместо одного из
поясков роль опоры играет насыпной шарикоподшипник (см. рис. 10).
Приведем расчет насыпного шарикоподшипника.
На рис. 24 показана схема насыпного шарикоподшипника. Для
уменьшения трения и повышения точности подшипника рекомендуется,
чтобы прямая OA, проведенная через точки касания А и В шарика с
опорными поверхностями оси (плоскость и цилиндр), и образующая
конуса втулки, которая является как бы внутренним кольцом подшип-
ника, пересекались в одной точке О на оси подшипника.
Если задан радиус шариков г и радиус R окружности, проходящей
через центры шариков (или в другом исполнении подшипника ради-
ус Л'), то указанное условие будет соблюдаться лишь при определенном
значении угла а (или а'). Определим значение угла а.
В треугольнике ABC стороны ВС =
АС
= г. Из подобия треуголь-
ников ABC и AOF находим, что OF = AF = R' + г = R.
Тогда
. t CF R _ R - г
Г
с -4
Из треугольника OCF находим ОС
—
R'/s'my'.
В треугольнике ОСЕ
sin0'
=
СЕ/ОС
=
rsiny'/R'.
(5.6)
Величина а
—
у' —(5 \ а величины у' и 0' рассчитываются по фор-
мулам (5.5) и
(5.6):
а = 90° -а'.
Определим число шариков z в подшипнике. Если принять расстоя-
ние между центрами соседних шариков за г, то
sin г/2 = Г/2Л,
где г
—
угловой шаг расположения шариков.
В насыпных подшипниках обычно принимают / > 2,02 г. Тогда
sin
i-
=
iF
>1
-
01
^--
<
5
-
7
>
Искомая величина
360° 180°
z =
т/2
Значение т/2 определяют по формуле
(5.7).
Расчетная величина z обычно
не равняется целому числу, поэтому ее уменьшают до ближайшего цело-
го числа z
x
(z
1
- число шариков в подшипнике).
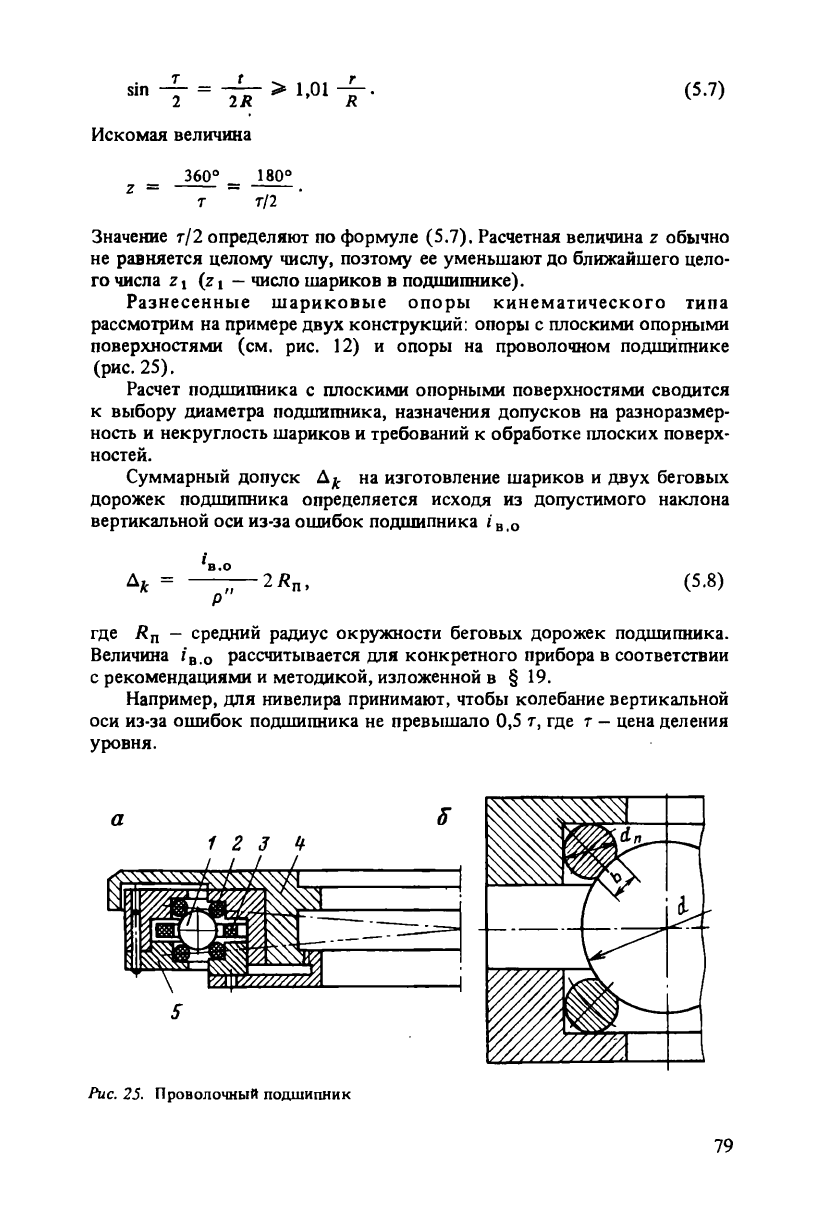
Разнесенные шариковые опоры кинематического типа
рассмотрим на примере двух конструкций: опоры с плоскими опорными
поверхностями (см. рис. 12) и опоры на проволочном подшипнике
(рис.
25).
Расчет подшипника с плоскими опорными поверхностями сводится
к выбору диаметра подшипника, назначения допусков на разноразмер-
ность и некруглость шариков и требований к обработке плоских поверх-
ностей.
Суммарный допуск Д^ на изготовление шариков и двух беговых
дорожек подшипника определяется исходя из допустимого наклона
вертикальной оси из-за ошибок подшипника /
В(0
Д* = 2Я
П
, (5.8)
Р
где R
n
— средний радиус окружности беговых дорожек подшипника.
Величина /
во
рассчитывается для конкретного прибора в соответствии
с рекомендациями и методикой, изложенной в § 19.
Например, для нивелира принимают, чтобы колебание вертикальной
оси из-за ошибок подшипника не превышало 0,5 г, где г
—
цена деления
уровня.