Плотников В.С. Геодезические приборы
Подождите немного. Документ загружается.


Для уменьшения удельного давления и сил трения на точных рабо-
чих поверхностях, например на цапфах горизонтальной оси тяжелых
высокоточных приборов, предусматривают разгрузку, например, лож-
ными лагерами, принимающими на себя основную нагрузку всей систе-
мы горизонтальной оси.
Необходимо, так же как и при параметрическом синтезе, соблю-
дать принципы технологичности, минимизации габаритных размеров,
компактности, эргономики и технической эстетики, функциональной
надежности, стоимости. На этапе разработки структурных и принципи-
альных схем механизмов, устройств и прибора в целом составляются
математические зависимости, связывающие обобщенные координаты и
параметры устройств.
Если у и
JC
—
выходная и входная обобщенные координаты устрой-
ства, то функция преобразования сигнала (ФПС) определяется как
у =
f{x,p.qy
9
(2.3)
передаточные функции сигнала
—
прямая А
х у
и обратная Л
ух
— мо-
гут быть представлены производными ФПС, т.е.
dx dy
Л
ху
=
dy
'
А
ух
=
' (
2
-
4
)
где р
—
параметры, не зависящие от схемы, a q
—
параметры, которые
зависят от схемы и которые необходимо определить.
Масштаб преобразования сигнала определяется уравнением чувстви-
тельности измерительной цепи
S
yx
= Ау/Ах, (2.5)
где Ау и Адг - изменения выходной и входной координат измеритель-
ной цепи. При достаточно малых Ау и
AJC
S
yx
^Л
ух
, что часто исполь-
зуется при определении схемных конструктивных параметров измери-
тельных цепей.
Для всех источников ошибок, которые могут быть выявлены, со-
ставляются уравнения точности:
А
-Ч-
= А
У
Я(
А
*/' (
2
-
6
>
где Ау - частичные ошибки функционирования цепи по парамет-
4
i
РУ Qj', А у ~ передаточные функции ошибок по параметру q.\ Aq
i
—
q
i
ошибки параметров, первичные ошибки.
Суммарная ошибка механизма, цепи, прибора представляет собой
комплексную ошибку суммарного влияния частичных ошибок, входя-
щих в рассматриваемую цепь, поэтому главной задачей является задача
определения наивыгоднейшего (оптимального) соотношения частичных
ошибок на основе системного подхода при заданном значении суммар-
ной или комплексной ошибки.
В соответствии с известным принципом наложения (суперпозиции)
частичных ошибок суммарная ошибка
=
Z Дду. (2.7)
/-1
1
Однако во многих случаях функция, связывающая результат единично-
го измерения с отдельными структурными звеньями, при проектирова-
нии неизвестна, функцию передачи сигнала составить не представляется
возможным. В таких случаях при параметрическом синтезе с учетом сис-
темного подхода оцениваются и назначаются частичные комплексные
ошибки отдельных структурных частей и элементов, выбираются конст-
руктивные элементы и параметры, допуски на их изготовление, произво-
дится проверочный расчет на точность, уточняются допуски на изготовле-
ние конструктивных элементов и значения частичных и комплексных
ошибок. Суммирование частичных ошибок производится по правилам,
изложенным в гл. 4.
Параметрический синтез - это сложный многоступенчатый и много-
вариантный процесс, для этапов которого можно наметить следующую
примерную последовательность [14]: находятся функции преобразова-
ния сигнала для структурных элементов и цепи в целом; составляются
выражения для передаточных функций; на основе полученной при струк-
турном синтезе системы индикации выходного сигнала и способе его
регистрации и измерения определяется чувствительность измерительной
цепи, а следовательно, масштаб преобразования сигнала и передаточные
функции цепи. Формулы для передаточных функций являются исходны-
ми и составляют основу для дальнейших расчетов значений параметров;
для выбора vl обоснования параметров кроме функциональных зависи-
мостей (и для структурных частей и элементов, где функциональные за-
висимости отсутствуют) при системном подходе принимаются во внима-
ние технологические, эргономические, экономические, эксплуатацион-
ные и другие соображения и факторы. Нормированные значения парамет-
ров (например, фокусные расстояния объективов, увеличение окуля-
ров,
шаги точных резьб, модули зацепления и т.п.) и принятые заданные
или целесообразные ограничения (например, минимальное число зубьев
шестерни, габаритные размеры, полезное увеличение микроскопа и т.п.)
позволяют определить значение этих параметров сравнительно легко.
С таких параметров целесообразно начинать исследование многопарамет-
рической цепи. Выбор параметров производят методом проб, используя
известные из опыта аналогии, "опорные" варианты решения. В большин-
стве случаев задача усложняется тем, что многие параметры являются
взаимозависимыми и решение может быть найдено путем целесообраз-
ных компромиссов в процессе решения задачи оптимизации.
Необходимо учитывать зарекомендовавшие себя правила.
1.
Оптимальное соотношение частичных, первичных и комплексных
ошибок одинакового ранга соответствует случаю, когда отдельные
ошибки примерно равны между собой. Уменьшение одной из ошибок
в суммируемом ряду практически не уменьшает суммарную ошибку,
а трудоемкость изготовления и стоимость детали, механизма, устрой-
ства существенно повышаются. Существенно большая ошибка в ряду
примерно одинаковых ошибок также нежелательна, так как на суммар-
ную ошибку она влияет существенно, что в процессе измерений потре-
бует уменьшения этого влияния трудоемкими и дорогостоящими мето-
дическими мерами. Однако методические пути уменьшения влияния
той или иной ошибки во всех случаях должны быть тщательно проана-
лизированы (см., например, гл. 3), так как может оказаться, что умень-
шение допусков на изготовление деталей и сборку менее выгодно, чем
уменьшение влияния ошибки методикой измерений.
2. Общий коэффициент усиления сигнала с точки зрения точности
выгодно распределить между структурными элементами цепи так, что-
бы наибольшее усиление приходилось на начало цепи, т.е. на первичную
и сразу следующую за ней ступень преобразования сигнала.
3. При распределении передаточной функции структурной цепи меж-
ду составляющими звеньями, если главным требованием является точ-
ность, следует: для цепей, работающих на замедление, предусматривать
наибольшее возможное замедление на выходе, постепенно снижая его ко
входу; для цепей, работающих на ускорение, наоборот, выгодно иметь
наибольшее ускорение на входе, постепенно уменьшающееся к выходу.
Все требования и обеспечивающие их параметры можно подразде-
лить по значимости на следующие: 1) генеральные (главные), 2) важные,
3) второстепенные, 4) желательные. По характеру связей параметры раз-
личаются следующим образом: а) независимые, б) взаимозависимые.
По характеру ограничений - предписанные (заданные ГОСТ), норми-
рованные, сильно ограниченные, слабо ограниченные, свободные. Ясно,
что при расчете и проектировании различным параметрам уделяется вни-
мание в порядке их классификации. В первую очередь обеспечиваются
генеральные параметры, иногда в ущерб всем остальным. Характер свя-
зей и ограничений параметров определяет последовательность и процеду-
ру их выбора.
§ 10. Исходные данные для проектирования геодезических
приборов
Исходные данные, необходимые при проектировании, расчете и конст-
руировании геодезических приборов, можно разделить на следующие.
1.
Исходные данные, заданные в ТЗ на разработку прибора.
2. Исходные данные, полученные из обзорных, информационных,
отчетных и патентных материалов по данному виду и классу приборов
и устройств.
3. Справочные исходные данные (общие и специальные).
4. Данные по предельным технологическим возможностям изготов-
ления ответственных деталей и сопряжений.
1.
Как было отмечено, требования ТЗ должны быть согласованы
с соответствующими требованиями ГОСТ, ОСТ и других стандартов;
они должны быть на уровне или выше требований ГОСТ. Основными
требованиями являются: назначение; условия эксплуатации (см. § 3);
предельные масса и габариты; виды и особенности измерений; пример-
ная методика измерений; пределы и точность результатов измерений;
степень автоматизации; особые условия. Точность результатов
измерений задается средней квадратической ошибкой конечного ре-
зультата; предельной ошибкой (абсолютной или относительной). Напри-
мер,
для теодолита может быть задана средняя квадратическая ошибка
измерения горизонтального угла одним полным приемом (для теодоли-
та типа Т2
—
2"). Задание только точности без указания методики изме-
рений делает задачу для конструктора неопределенной, ибо конструктор
должен проанализировать возможные варианты ее решения. Так, ошибку
измерений не более 2" можно получить теодолитом, имеющим ошибку
измерения угла одним приемом не более
1
" (типа Т1), но измерять угол
одним полуприемом. При отсутствии аналогий и исходного варианта
конструкции такой случай вполне возможен, особенно если речь идет
о принципиально новой идее прибора, и в этом случае конструктор дол-
жен проанализировать все возможные варианты сочетания целесообраз-
ного уровня точности, технологии изготовления и методики измерений
на основе системного подхода. При этом решаются и вопросы оптималь-
ного распределения ошибок на отдельные части прибора.
2. Обзорные сведения такого рода могут быть получены в государ-
ственных центрах научно-технической информации, отраслевых НИИ
и подготовлены специальной группой отдела научно-технической инфор-
мации организации-разработчика. В квалифицированных конструктор-
ских организациях и подразделениях наличие систематизированных
обзорных материалов, относящихся к основным видам разрабатыва-
емых приборов, должны составлять обязательный фонд, полнота кото-
рого определяет научно-технический уровень и сроки проведения ОКР.
3. Справочные исходные данные полезно разделить на общие и спе-
циальные. К общим можно отнести, например, данные о физико-химиче-
ских свойствах материалов, таблицы допусков и посадок, общие данные
об источниках и приемниках излучения и многие другие данные, имею-
щиеся в справочной литературе. К специальным относятся справочные
данные, которые трудно в систематизированном виде найти в справочной
литературе. Такие данные должны накапливаться и систематически
пополняться разработчиками. Например, данные о физиологических
возможностях глаза (разрешающая способность для различных условий
наблюдения, спектральный диапазон и максимум чувствительности,
контрастная чувствительность и др.); специальные данные об источни-
ках и приемниках излучения (время стабилизации лазерного пуч-
ка и пр.).
4. Предельные технологические возможности изготовления ответ-
ственных деталей и сопряжений прямо влияют на конструкцию. Приве-
дем некоторые достигнутые (1980 г.) показатели:
1) ошибка нанесения штрихов на стеклянных лимбах 0,5 ";
2) колебания цены деления уровня на разных частях ампулы при
цене деления г =
1
"
—
не более 10 %;
3) наименьшая толщина штрихов на лимбе — 1,5 мкм, сеток и
шкал -1—2 мкм;
4) наименьший шаг резьбы микрометренных винтов t = 0,25 мм
(желательно не менее 0,35 мм); ошибка шага At =0,5 мкм;
5) максимальная "эллиптичность" цапф астрономо-геодезических
приборов — 0,2 мкм (при индивидуальном изготовлении и доводке);
6) минимальный зазор в цилиндрических осях между осью и втул-
кой - до 0,8 мкм, при селективном отборе
—
до 0,3
—
0,5 мкм (без учета
необходимого зазора для нормальной смазки);
7) отклонение шариков опорных подшипников от сферичности —
0,2 — 0,3 мкм.
Исходные данные по пп. 2, 3, 4 должны составлять основу банков
данных специализированных САПР.
Глава 3
ОШИБКИ ОСЕВЫХ СИСТЕМ УГЛОМЕРНЫХ ПРИБОРОВ,
ИХ ВЛИЯНИЕ НА ТОЧНОСТЬ ИЗМЕРЕНИЯ НАПРАВЛЕНИЙ
§ 11. Классификация ошибок осевых систем угломерных приборов
Ошибки осевых систем геодезических приборов изучены достаточно хо-
рошо и освещены в литературе. Однако, учитывая, что характер этих
ошибок является общим для любых угломерных приборов, в том числе
и для приборов типа кинотеодолитов, представляется целесообразным
изложить эти ошибки с общих позиций, а в ходе изложения показать
специфику проявлений той или иной ошибки в зависимости от типа
прибора и условий измерений. Это тем более целесообразно, что в от-
дельных случаях отдают предпочтение явно условиям измерений, напри-
мер,
при измерении углов теодолитом в геодезии недооценивают влия-
ние ошибки наклона вертикальной оси. Ошибку наклона вертикальной
оси во многих случаях не относят даже к инструментальным и считают,
что эта ошибка возникает лишь из-за неточной установки вертикальной
оси в отвесное положение по уровню [6, 15].
Полагая, что теория измерения горизонтального угла и необходимое
при этом теоретическое положение осей угломерного прибора известны
из курса геодезии, перейдем к классификации ошибок осевых систем
угломерных приборов.
С учетом изложенного ошибки осевых систем угломерных прибо-
ров можно классифицировать следующим образом.
1.
Ошибки эксцентриситета: а) эксцентриситет визирной оси; б) экс-
центриситет осей лимба и измерительной (алидадной) части.
2. Коллимационная ошибка.
3. Смещение визирной оси за счет гнутия трубы и нестабильности
положения оптических элементов.
4. Ошибка наклона горизонтальной оси: а) колебания наклона
собственно горизонтальной оси из-за ошибок изготовления ее элемен-
тов;
б) неперпендикулярность горизонтальной и вертикальной осей
(неравенство подставок цапф); в) наклон горизонтальной оси из-за
наклона вертикальной оси.
5. Ошибка наклона вертикальной оси:
а) наклон вертикальной оси из-за ошибки в ее установке в отвесное
положение: 1) ошибка юстировки уровня; 2) ошибка установки оси
по уровню; б) колебания наклона вертикальной оси из-за ошибок изго-
товления ее элементов; в) наклон вертикальной оси за счет упругих де-
формаций при неуравновешенности вращающейся части.
6. Ошибка наклона плоскости лимба к соответствующей оси его
вращения.
§ 12. Ошибки эксцентриситета
Эксцентриситет визирной оси. Эксцентриситет визирной оси означает,
что вертикальная плоскость, в которой она находится, при измерении
направления не проходит через точку пересечения горизонтальной и вер-
тикальной осей и через центр лимба. Эксцентриситет визирной оси
возникает из-за несовпадения визирной оси с геометрической осью тру-
бы и изменения этого положения при устранении коллимационной ошиб-
ки;
из-за смещения визирной оси за счет колебаний фокусирующей лин-
зы при фокусировке на различные расстояния; при регистрации изобра-
жения цели для уменьшения ошибок слежения, когда изображение цели
не совпадает с центром перекрестия кадра (аналогичная ошибка, хотя
и значительно меньшая, возникает при наведении на цель окуляр-микро-
метром).
Эксцентриситет визирной оси е приводит к ошибке в направлении,
равной
0
э
=-ур". (3.1)
где S
—
расстояние визирования.
Величина е может быть определена при исследовании движения
фокусирующей линзы по изложенной в литературе методике [6, 27].
Величина е, обусловленная колебанием фокусирующей линзы,
может достигать нескольких десятых долей миллиметра [6].
Ошибка эксцентриситета визирной оси при измерении одного на-
правления устраняется измерениями при двух положениях круга. Одна-
ко при измерении угла остаточное влияние ошибки может быть весьма
ощутимым. Это означает, что во всех указанных случаях в геодезиче-
ских приборах ошибки, приводящие к эксцентриситету визирной оси,
не должны выходить за определенные допустимые пределы.
Особое внимание должно быть обращено на ошибку эксцентрисите-
та визирной оси в кинотеодолитах и аналогичных им приборах, так как

Рис.
1.
Эксцентриситет визирной
оси
при определении направлений
на
подвижный объект измерения могут
проводиться лишь
при
одном положении круга, т.е. один
раз.
При регистрации изображения объекта
(рис. 1)
величина
его
линей-
ных координат, например
х,
относительно перекрестия кадра
О
х
может
быть значительной.
При
величине
х = 10 мм и
соотношении
/ =/#/2
величина
е = 5 мм, что при
расстоянии
S = 3 км
дает ошибку
в
направ-
лении
ер"
5210
s
в
= -— = — = 0,33 .
Такую величину ошибки
в
высокоточных кинотеодолитах необходимо
учитывать, вводя соответствующие поправки
в
результаты измерений.
Эксцентриситет осей лимба
и
измерительной части. Вследствие
по-
грешностей изготовления деталей
и
сборки
ось
вращения лимба, центр
окружности делений
и ось
вращения алидадной части прибора
не
совпа-
дают
и
возникает эксцентриситет алидады. Максимальная ошибка
в на-
правлении из-за эксцентриситета
е при
радиусе лимба
г
составит
tt
^шах
""Г"; 0
=
0max
sine
> (
3
-
2
>
где
а —
угловое положение верхней части прибора. Исследование экс-
центриситета алидады описано
в
литературе
[27].
Для исследования эксцентриситета алидады
в
разных частях лимба
составляют
п
уравнений вида
v
i
= х sin q
f
- у cos
щ
+
v
Q
; по
найденным
величинам
х, у и v
0
вычисляют величины
и
i
влияния эксцентрисите-
та
на
разность отсчетов
и
строят график эксцентриситета. Кривая графи-
ка,
как
следует
из
формулы
для v
iy
будет синусоидой.
При
е = 5 мкм и
диаметре лимба
90 мм
j3
max
= 23 ".
Допустимая
величина линейного эксцентриситета
в
современных теодолитах состав-
ляет несколько микрометров,
а его
максимальная угловая величина
не
превышает
в
среднем
7
Отсчетами
по
двум противоположным сторо-
нам лимба ошибка
в
направлении из-за эксцентриситета алидады,
как
известно, устраняется.
§ 13. Коллимационная ошибка
Коллимационная ошибка
—
это отклонение от перпендикулярности ви-
зирной оси и горизонтальной оси вращения трубы.
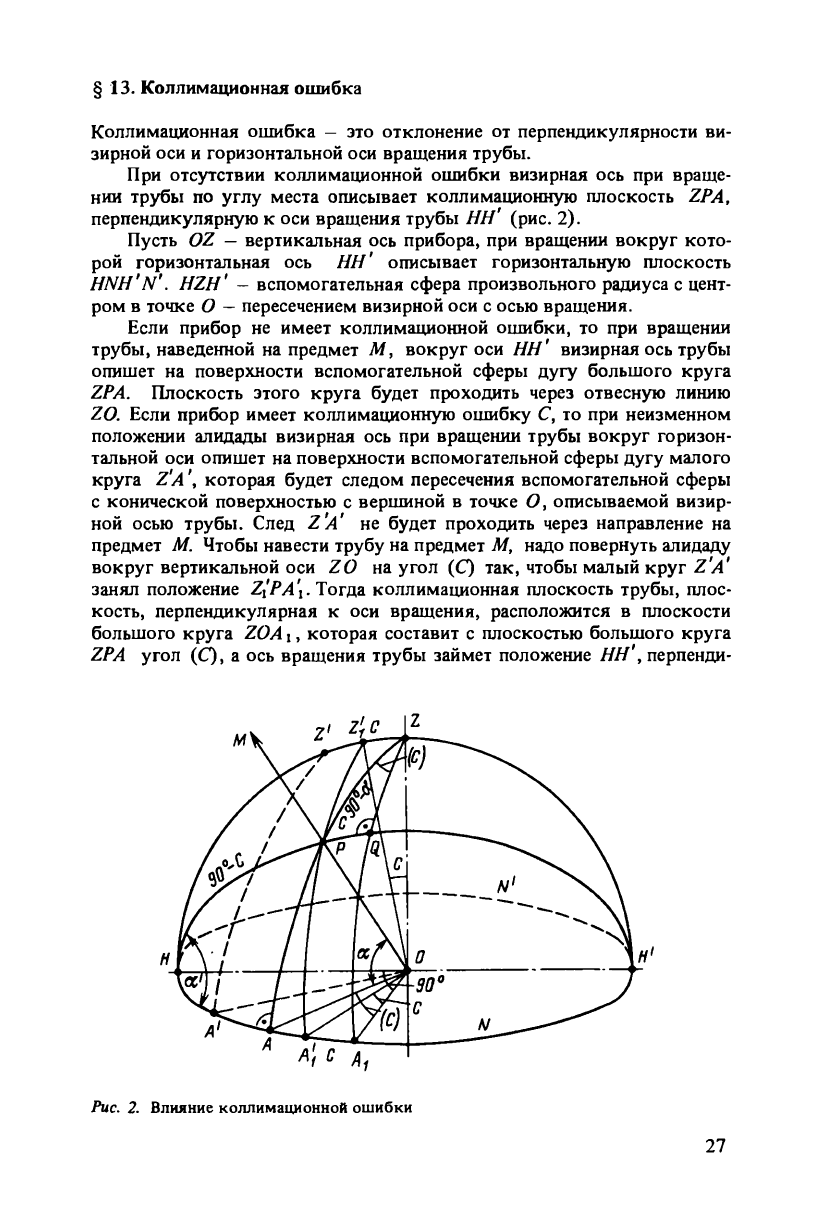
При отсутствии коллимационной ошибки визирная ось при враще-
нии трубы по углу места описывает коллимационную плоскость ZPA,
перпендикулярную к оси вращения трубы НН' (рис. 2).
Пусть OZ — вертикальная ось прибора, при вращении вокруг кото-
рой горизонтальная ось НН' описывает горизонтальную плоскость
HNH*
N'. HZH'
—
вспомогательная сфера произвольного радиуса с цент-
ром в точке О
—
пересечением визирной оси с осью вращения.
Если прибор не имеет коллимационной ошибки, то при вращении
трубы, наведенной на предмет М, вокруг оси НН' визирная ось трубы
опишет на поверхности вспомогательной сферы дугу большого круга
ZPA.
Плоскость этого круга будет проходить через отвесную линию
ZO. Если прибор имеет коллимационную ошибку С, то при неизменном
положении алидады визирная ось при вращении трубы вокруг горизон-
тальной оси опишет на поверхности вспомогательной сферы дугу малого
круга Z'A', которая будет следом пересечения вспомогательной сферы
с конической поверхностью с вершиной в точке О, описываемой визир-
ной осью трубы. След ZW не будет проходить через направление на
предмет М. Чтобы навести трубу на предмет М, надо повернуть алидаду
вокруг вертикальной оси Z0 на угол (С) так, чтобы малый круг Z'A'
занял положение
Z{PA\.
Тогда коллимационная плоскость трубы, плос-
кость, перпендикулярная к оси вращения, расположится в плоскости
большого круга ZOA i, которая составит с плоскостью большого круга
ZPA угол (С), а ось вращения трубы займет положение НН', перпенди-
Рис. 2. Влияние коллимационной ошибки

кулярное
к
плоскости
ZOA
х
.
Очевидно, что
в
результате такого поворо-
та алидады отсчет
по
горизонтальному кругу изменится
на
угол
(О,
который
и
будет влиянием коллимационной ошибки
С на
отсчет
по го-
ризонтальному кругу.
Для установления соответствующей зависимости проведем через
горизонтальную
ось НИ*
дугу большого круга
НРН*
и
рассмотрим
образовавшийся прямоугольный сферический треугольник
ZPQ. В
этом
треугольнике сторона
PQ = С,
сторона
PZ = 90° - а, где а -
угол
наклона направления
на
предмет
М, а
угол
при
точке
Z = (С). Для
этого треугольника напишем:
sin (С)=
sin C/cosa.
Учитывая,
что
углы
С и (С)
малы, заменяя
их
синусы первыми членами
их разложения
в
ряд, окончательно получим:
Величина
С при
переводе трубы через зенит будет изменять свой знак.
Из формулы
(3.3)
видно,
что
величина
(С) при
этом также изменяет
свой знак.
Это
означает,
что
среднее
из
отсчетов
по
горизонтальному
кругу, полученных
при
наведении
на
один
и тот же
предмет
при
двух
положениях вертикального круга, будет свободно
от
влияния коллима-
ционной ошибки, если
ее
величина
в
процессе измерений остается посто-
янной.
Для установления влияния коллимационной ошибки
на
результаты
измерений вертикального угла рассмотрим сферический треугольник
HP
А.
В нем РА
—
a, HP = 90° - С, а
угол между сторонами
HP и ПА
равен углу наклона
а,
который будет измерен прибором, имеющим кол-
лимационную ошибку.
Для
треугольника
НРА,
учитывая,
что
угол
при
точке
А
равен 90°, напишем:
cos
(90°
- С) = sin
(90°
- a) sin
(С),
откуда
(С)
= C/cosa.
(3.3)
cos
(90°
- a) = sin
(90°
- С)
sin
a',
отсюда
sin
a =
sin
a' cos C,
так
как
cos С =
1 О • 2
C
1
- 2 sur — ,
TO
sin
a =
sin
a (1
—
2 sin
:
Отсюда
sin а - sin а = 2 sin а'
sin
2
-у-»
а
+
а а'—а
7
С ,
cos sin = sin
——
sin a
2 2 2
Величина a — а выражает влияние коллимационной ошибки С на ре-
зультат измерения угла наклона. Обозначив эту величину через (С)' и
положив, ввиду малой разности между а и а, (а + а)/2 — а , получим:
(С) .2
С
. '
sin——
= snr — tg а .
Ввиду малости величин (С)' и С, заменяя их синусы первыми членами
разложения в ряд, получаем:
(С)'
= tg а'. (3.4)
Из формулы (3.4) видно, что знак величины (С)' остается постоянным
при измерениях, проведенных при обоих положениях вертикального
круга. Следовательно, влияние коллимационной ошибки на результат
измерения вертикального угла при двух положениях круга не устраня-
ется. Однако сама величина ошибки мала. Так, при коллимационной
ошибке С = Г ошибка вертикального угла составляет для а' = 85°(С)'=
=
0,1", а для а = 89°- (О' = 0,5".
На постоянство коллимационной ошибки оказывает влияние смеще-
ние визирной оси за счет гнутия трубы и нестабильности положения
оптических элементов. Это особенно относится к трубам крупных астро-
номических приборов и системам объектив — камера кинотеодолитов
и регистрирующих установок. Такие трубы и объективы специально
исследуются как при разработке и изготовлении опытных образцов,
так и при серийном изготовлении. При их конструировании принимаются
специальные меры по обеспечению стабильности положения элементов,
особенно при перепадах температуры.
§ 14. Ошибка наклона горизонтальной оси вращения трубы
Горизонтальная ось вращения трубы должна занимать в момент измере-
ний горизонтальное положение. Наклон по отношению к горизонтальной
плоскости на угол / приводит к ошибкам в измеренных направлениях:
горизонтальный круг
(0=/tga;
(3.5)
вертикальный круг
(/)'= -Й-tga. (3.6)