Плотников В.С. Геодезические приборы
Подождите немного. Документ загружается.

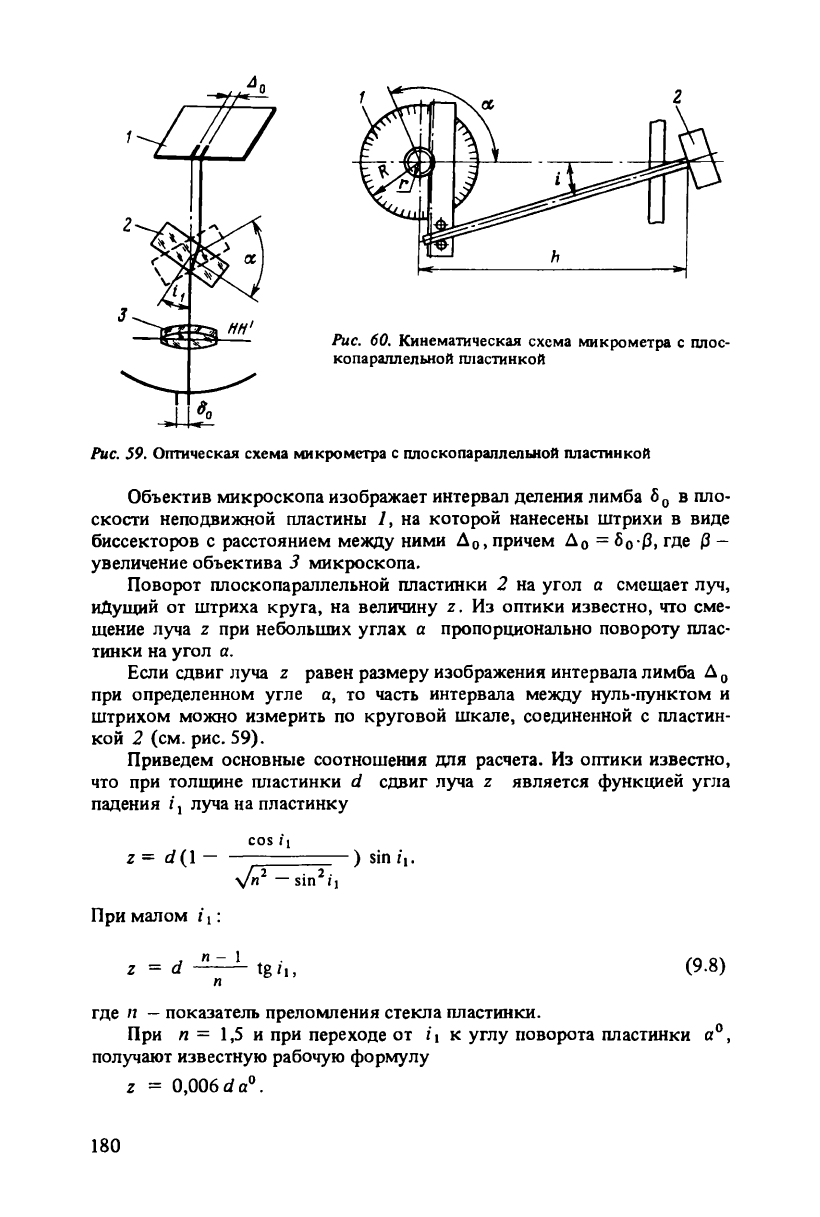
Рис. 59. Оптическая схема микрометра с плоско параллельной пластинкой
Объектив микроскопа изображает интервал деления лимба б
0
в пло-
скости неподвижной пластины 7, на которой нанесены штрихи в виде
биссекторов с расстоянием между ними Д
0
, причем Д
0
= бо*Р» где 0 -
увеличение объектива 3 микроскопа.
Поворот плоскопараллельной пластинки 2 на угол а смещает луч,
иДущий от штриха круга, на величину z. Из оптики известно, что сме-
щение луча z при небольших углах а пропорционально повороту плас-
тинки на угол а.
Если сдвиг луча z равен размеру изображения интервала лимба Д
0
при определенном угле а, то часть интервала между нуль-пунктом и
штрихом можно измерить по круговой шкале, соединенной с пластин-
кой 2 (см. рис. 59).
Приведем основные соотношения для расчета. Из оптики известно,
что при толщине пластинки d сдвиг луча z является функцией угла
падения /, луча на пластинку
cos I'I
z = d(\ — — —) sin ip
y/n
2
—
sin
2
i"i
При малом 11:
*=rf
JL
^
J
-tgi
I
,
(9.8)
П
где n
—
показатель преломления стекла пластинки.
При п = 1,5 и при переходе от /"i к углу поворота пластинки а
0
,
получают известную рабочую формулу
z =
0,006
d а
0
.
Если
z = Д
0
и А
0
: б
0
= J3, то
6
О
0
г-У„-Р
или
0,006 d 0,006
dp*
где
7
Л
—
цена деления шкалы лимба
в
минутах;
г
—
радиус лимба.
Принимая
во
внимание, что отклонение
от
линейности зависимости
z от а
определяется величиной целесообразно угол
а
0
определять
от среднего положения пластинки (угол
i"i =0) в обе
стороны,
что
позволяет уменьшить значение угла падения
в 2
раза
(ii =
а/2).
Толщина пластинки будет:
d
= ; d= . (9.9)
2 (л
- 1) tg/i 2 (л -
Величина
/] не
должна превышать предельно возможного значения угла
'
1
max
>
который подсчитывается по формуле
z 0,0001
(9.10)
При расчете шкалы поворота пластинки, ошибок отсчета
по
шкале,
наведения
на
штрих при биссектировании
и
тому подобное следует руко-
водствоваться уже приведенными соображениями.
Схемы кинематической связи
оси
вращения пластинки
и
шкалы
у
микрометров
с
одной плоскопараллельной пластинкой могут быть
самыми разнообразными.
Для
примера приведем схему, примененную
в теодолите ДКМ-3 швейцарской фирмы "Керн". Круг теодолита имеет
два кольца делений (см. рис.
56,
в). Одно кольцо образуется двойными
штрихами, другое — фдинарными. При отсчете изображение одиночного
штриха вводится между парными штрихами,
как в
биссектор микромет-
ром
с
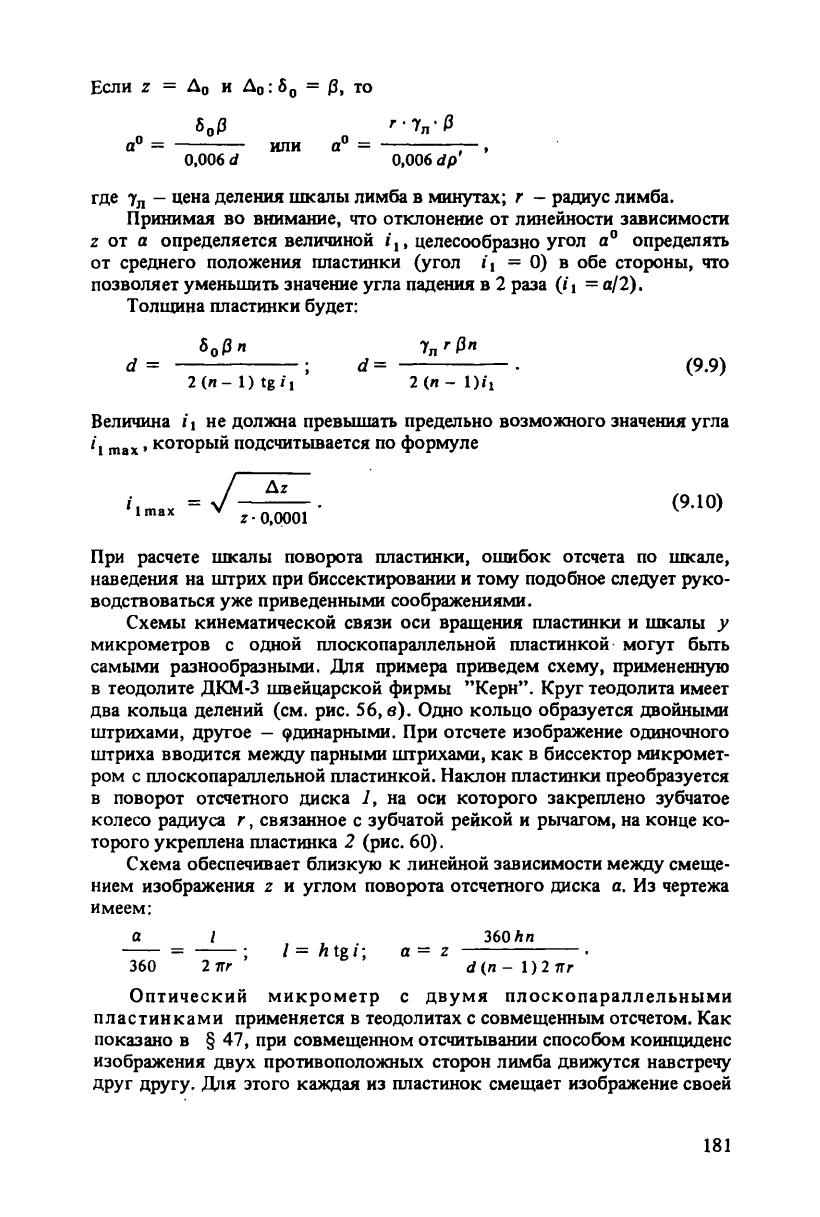
плоскопараллельной пластинкой. Наклон пластинки преобразуется
в поворот отсчетного диска
7, на оси
которого закреплено зубчатое
колесо радиуса
г,
связанное
с
зубчатой рейкой
и
рычагом,
на
конце ко-
торого укреплена пластинка
2
(рис.
60).
Схема обеспечивает близкую
к
линейной зависимости между смеще-
нием изображения
z и
углом поворота отсчетного диска
а. Из
чертежа
имеем:
a
l
360
hn
=
; / = h
tg i;
a = z •
360 2
TTr
d(n - 1)2 irr
Оптический микрометр
с
двумя плоскопараллельными
пластинками применяется
в
теодолитах
с
совмещенным отсчетом. Как
показано
в § 47, при
совмещенном отсчитывании способом коинциденс
изображения двух противоположных сторон лимба движутся навстречу
ДРУГ другу.
Для
этого каждая
из
пластинок смещает изображение своей
части лимба, причем пластинки вращаются
в
противоположные стороны.
При совмещении изображений двух частей лимба берется отсчет
по
кру-
говой шкале, связанной
с
механизмом поворота пластинок.
В случае использования двух пластинок
и
учитывая,
что при
поворо-
те пластинки проходят через среднее положение (угол
i
х
=0) по
срав-
нению
с
одной пластинкой, наклоняемой
от
перпендикулярного
к
опти-
ческой
оси
положения
в
одну сторону, расчетное значение угла
i\
можно
взять
для
данного случая
в 4
раза меньше угла
а,
соответствующего сме-
щению изображения
на
целое деление шкалы лимба. Углу
i
x
будет
соответствовать смещение штриха
на 1/4
деления.
Угол поворота одной пластинки будет
а
х
—
2i
x
, что
соответствует
смещению изображения штриха шкалы лимба
на
половину деления.
Приведем пример расчета
со
следующими исходными данными:
цена деления лимба оптического теодолита
у
х
= 4';
диаметр лимба
О
л
=
140мм; средняя квадратическая ошибка отсчитывания
т
0
= 0,2";
принцип отсчитывания — совмещение способом коинциденс
(две
плоско-
параллельные пластинки, вращающиеся навстречу друг другу).
Определим общее увеличение микроскопа
по
формуле
(9.6),
учиты-
вая,
что в
данном случае точность совмещения изображений удваивается,
Р
г
•
250 10-250
Г
м
=
Т
- = * 50
х
.
2л/Г-т
0
т
2-1.73.0,2-70
Разделение увеличения
Г
м
на 0 и Г
можно обосновать тем,
что
слиш-
ком большое увеличение окуляра невыгодно,
так как чем
больше увели-
чение окуляра,
тем
выше требования
к
шкалам. Оптимальным можно
считать
Г = 10-12
х
.
Если принять
0 = 4
х
, то Г = 12,5
х
.
Толщина плоскопараллельной пластинки
с
учетом того,
что
каждая
пластинка смещает изображение штриха
на
половину цены деления,
а углу
ij
соответствует
7
л
/4,
может быть найдена
по
формуле
7
Л
гР»
d
= .
4
<"-
D'lmax
Величину
i
lmax
найдем
по
формуле
(9.10).
Положив
Az = 0,2 m
0
=
=
0,04", a z - 7
л
/4 = Г = 60",
получим
/
тах
— 2,6°. (Ошибка нелиней-
ности
при Az = 0,2 m
0
будет пренебрегаемо мала
и в
дальнейших рас-
четах
ее
можно
не
учитывать.) Тогда
4-70-4-1,5
d
= =5,4 мм.
40.5-2.6-60
Таким образом,
при
повороте пластинки
на а
х
= 2i
х тах
= 5,2°
изобра-
жение штриха лимба смещается
на 0,5
деления, т.е.
на 120".
Если отсчет-
ную шкалу поворота пластинки разместить непосредственно
на оси
вра-
щения пластинки,
то
размер деления будет
при
оптимальных размерах
микрометра очень небольшим,
а
точность отсчета будет низкой.
Для
повышения точности отсчета необходимо увеличить размер круговой
шкалы
по
сравнению
с
углом поворота пластинки, причем передаточное
отношение должно быть весьма значительным. Например,
в
одном
из
микрометров механизм передачи движения
от оси
вращения пластинок
к шкале состоит
из
рычагов, вращающихся вокруг осей
С
х
и С
2
(рис.
61).
Концы рычагов
при
вращении отсчетного диска вокруг
оси О
перемещаются
по
пазу, имеющему форму спирали Архимеда. Уравнение
спирали Архимеда
в
полярных координатах имеет
вид р = а
\р/2эт, поэто-
му длина радиуса-вектора
р
изменяется примерно пропорционально
изменению полярного угла
у. При
повороте диска
с
круговой шкалой
на один оборот концы рычагов смещаются
из
точек
а
Ху
а^ъ
точки
Ь
х
, Ъ
г
.
Отрезки а
х
Ь
х
— а
2
Ь
2
—
а, где а - шаг
спирали.
При
выбранном конст-
руктивно шаге
а и
необходимом угле поворота пластинки а
х
,
расстоя-
ние
S = —vр\ Для
нашего случая
при а = 3 мм и a
t
— 5,2° = 312'
величина
S = 3-3438/312 31
мм, что вполне приемлемо
по
габаритным
размерам. Передаточное отношение механизма составит
К =
360/а
х
* 70.
Примем ошибку отсчета
по
круговой шкале,
как и
ошибку из-за нели-
нейности, ги
0
.ш
=
0,2 т
0
= 0,04".
Если принять,
что
этой ошибке соот-
ветствует
0,1
цены деления шкалы,
то
цена деления шкалы микрометра
7
Ш
=
0>4".
Поскольку
вся
шкала охватывает угол
yJ2 = 120 ',
число
7
Л
I
2
120
делении
при
равномерной шкале будет
п
ш
= — =
п
. = 300.
В одном
из
микрометров принято
[7] m
Q т
= 0,02" и при той же у
л
/2
—
=
120"
число делений шкалы
п
ш
= 600, а )
ш
= 0,2".
Такая цена деле-
ния более удобна,
чем ?
ш
= 0,4" при
отсчете десятых долей, однако
с
точки зрения общих рекомендаций расчета
на
точность,
при
котором
по-
рядок всех составляющих суммарной ошибки отсчетного устройства
должен быть одинаковым, назначение такой малой ошибки
т
0 ш
=
=
0,02"
явно
не
оправдано.
Это тем
более
не
оправдано,
что
другие час-
тичные ошибки
не
могут быть сведены
к
такой малой величине,
как
0,02".
Если подсчитать, например, допустимую погрешность формы спи-
рали,
то она
должна составлять порядка
0,5 мкм.
Технологические воз-
можности
не
позволяют изготовить спираль
с
такой точностью,
и эта
ошибка,
как
правило, больше.
Из
других частичных погрешностей
микрометра можно отметить следующие: эксцентриситет полюса спира-
ли
и оси
вращения несущего диска; разница
в
размерах рычагов; зазоры
в сопряжениях всех кинематических звеньев цепи (рычагов, спираль-
ного паза, осей вращения); ошибка из-за допущения,
что
шкала равно-
мерна.
По
этой причине микрометры
с
плоскопараллельными пластин-
ками
в
высокоточных теодолитах
с
ошибкой отсчетного устройства
порядка
0,5 " и
менее применять нецелесообразно.
Другим недостатком микрометра
с
плоскопараллельной пластин-
кой является
то, что
ограниченная величина
/
тах
не
позволяет иметь
значительные интервалы шкалы лимба, т.е. число делений весьма велико.
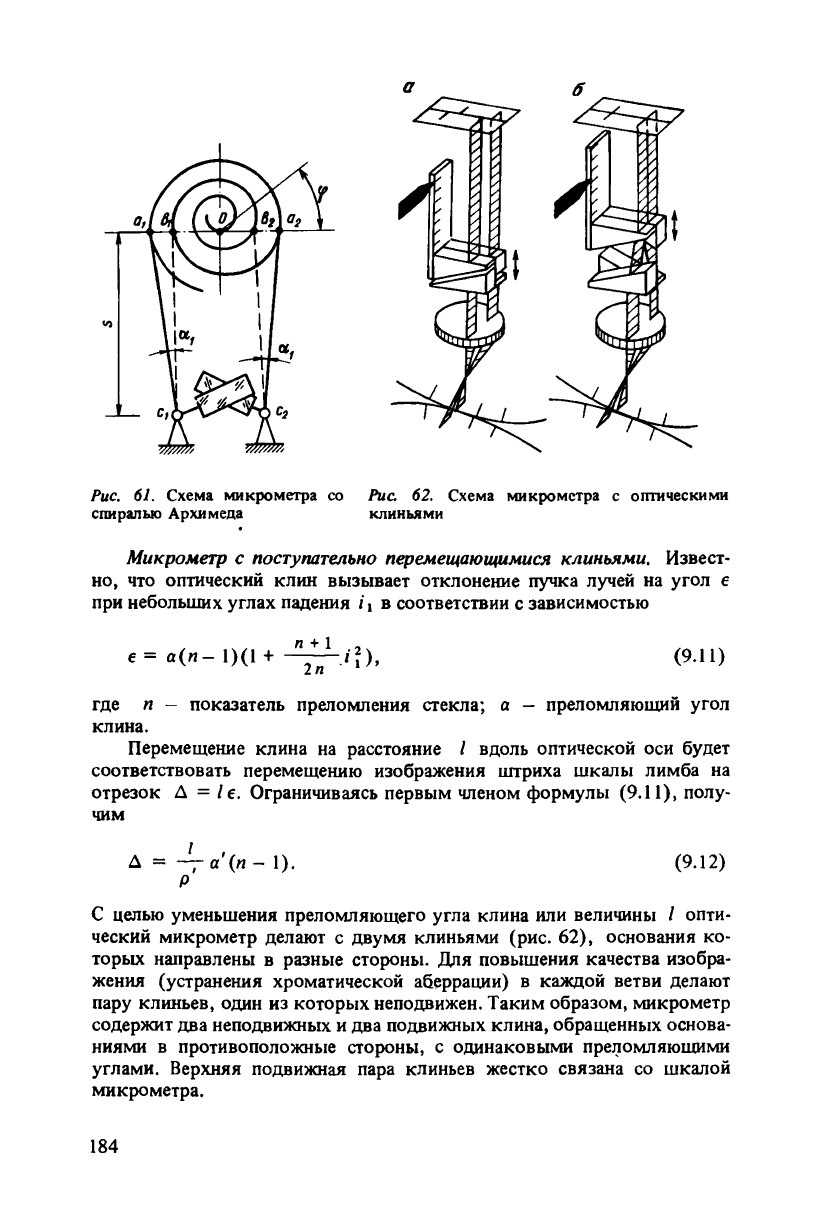
Рис.
61.
Схема микрометра
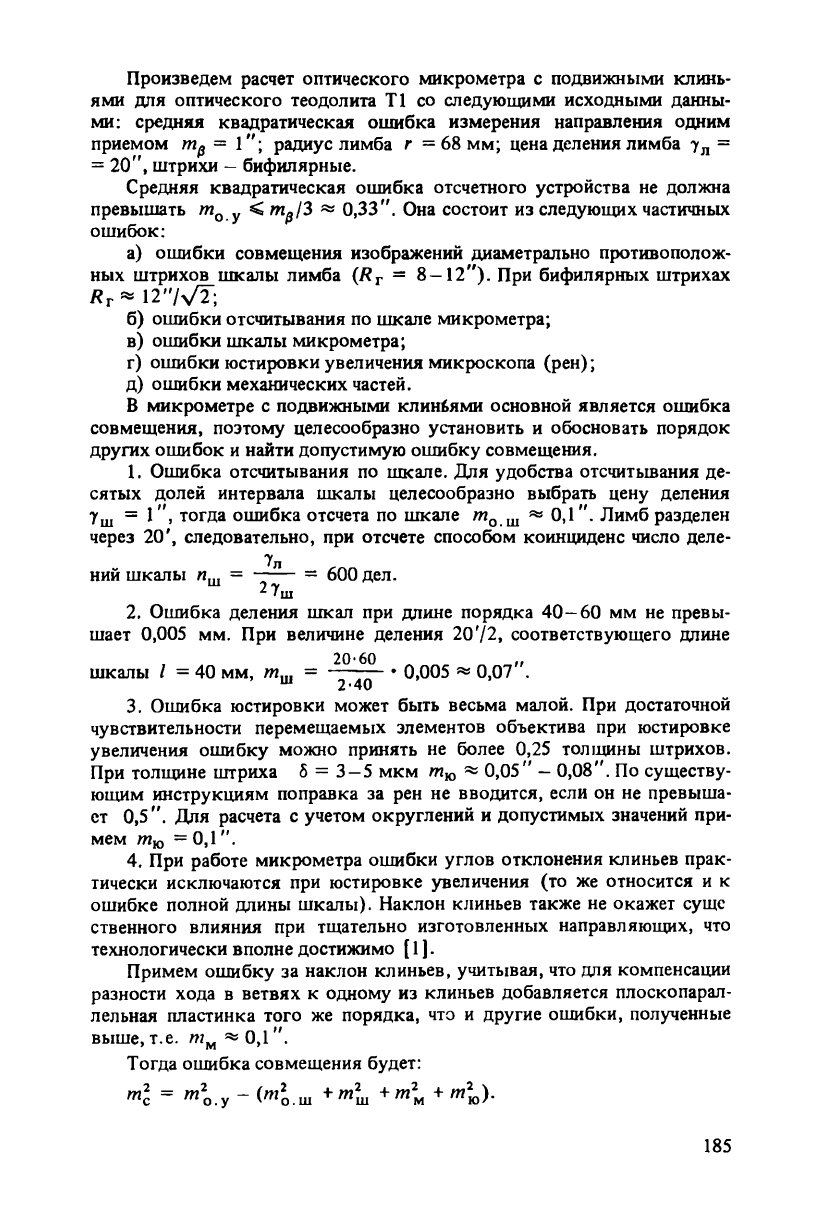
со Рис 62.
Схема микрометра
с
оптическими
спиралью Архимеда клиньями
Микрометр
с
поступательно перемещающимися клиньями. Извест-
но,
что
оптический клин вызывает отклонение пучка лучей
на
угол
е
при небольших углах падения
/1 в
соответствии
с
зависимостью
е =«(и-1)(1J).
(9.11)
где
п -
показатель преломления стекла;
а —
преломляющий угол
клина.
Перемещение клина
на
расстояние
/
вдоль оптической
оси
будет
соответствовать перемещению изображения штриха шкалы лимба
на
отрезок
А = / е.
Ограничиваясь первым членом формулы
(9.11),
полу-
чим
Д
= ~а(п- 1). (9.12)
Р
С целью уменьшения преломляющего угла клина
или
величины
/
опти-
ческий микрометр делают
с
двумя клиньями
(рис. 62),
основания
ко-
торых направлены
в
разные стороны.
Для
повышения качества изобра-
жения (устранения хроматической аберрации)
в
каждой ветви делают
пару клиньев, один
из
которых неподвижен. Таким образом, микрометр
содержит
два
неподвижных
и два
подвижных клина, обращенных основа-
ниями
в
противоположные стороны,
с
одинаковыми преломляющими
углами. Верхняя подвижная пара клиньев жестко связана
со
шкалой
микрометра.
Произведем расчет оптического микрометра
с
подвижными клинь-
ями
для
оптического теодолита
Т1 со
следующими исходными данны-
ми:
средняя квадратическая ошибка измерения направления одним
приемом
Шр
= 1";
радиус лимба
г = 68 мм;
цена деления лимба
7
Л
=
=
20",
штрихи
—
бифилярные.
Средняя квадратическая ошибка отсчетного устройства
не
должна
превышать
m
Q у
< га^/З ^ 0,33". Она
состоит
из
следующих частичных
ошибок:
а) ошибки совмещения изображений диаметрально противополож-
ных штрихов шкалы лимба
(R
r
= 8—12"). При
бифилярных штрихах
R
r
*
12
"Л/2;
б) ошибки отсчитывания
по
шкале микрометра;
в) ошибки шкалы микрометра;
г) ошибки юстировки увеличения микроскопа (рен);
д) ошибки механических частей.
В микрометре
с
подвижными клиньями основной является ошибка
совмещения, поэтому целесообразно установить
и
обосновать порядок
других ошибок
и
найти допустимую ошибку совмещения.
1.
Ошибка отсчитывания
по
шкале.
Для
удобства отсчитывания
де-
сятых долей интервала шкалы целесообразно выбрать цену деления
Уш
=
'
">
Т0Г
Д
а
ошибка отсчета
по
шкале
га
0 ш
0,1". Лимб разделен
через
20',
следовательно,
при
отсчете способом коинциденс число деле-
7л
ний шкалы
п,,, =
—
600
дел.
^
' ш
2. Ошибка деления шкал
при
длине порядка
40—60 мм не
превы-
шает
0,005 мм. При
величине деления
2072,
соответствующего длине
20-60 „
шкалы
/ = 40 мм, т... — • 0,005 0,07 .
ш
2*40
3.
Ошибка юстировки может быть весьма малой.
При
достаточной
чувствительности перемещаемых элементов объектива
при
юстировке
увеличения ошибку можно принять
не
более
0,25
толщины штрихов.
При толщине штриха
5 =
3
—
5
мкм
т
ю
^ 0,05"
—
0,08". По
существу-
ющим инструкциям поправка
за рен не
вводится, если
он не
превыша-
ет
0,5". Для
расчета
с
учетом округлений
и
допустимых значений при-
мем
т
ю
=0,1".
4.
При
работе микрометра ошибки углов отклонения клиньев прак-
тически исключаются
при
юстировке увеличения
(то же
относится
и к
ошибке полной длины шкалы). Наклон клиньев также
не
окажет суще
ственного влияния
при
тщательно изготовленных направляющих,
что
технологически вполне достижимо [
1
].
Примем ошибку
за
наклон клиньев, учитывая,
что для
компенсации
разности хода
в
ветвях
к
одному
из
клиньев добавляется плоскопарал-
лельная пластинка того
же
порядка,
что и
другие ошибки, полученные
выше, т.е.
w
M
%
0,l".
Тогда ошибка совмещения будет:
Т
1 =
^о.у-К.ш
+
»4
+
™м
+
ш
ю)-
Подставив полученные величины, найдем
/и
с
< 0,26". Из
формулы
Р
г
•
250
т
с
=
можно найти общее увеличение микроскопа
Г
м
.
2\/ЗгГ
м
Приняв для бифилярных штрихов
R
r
=
12
"/\/Т,
получим:
V
250
9-250
Г
= = ^ 37
х
.
2л/з-«
с
г
2-1Л3.0,2б.68
м
Размер шкалы микрометра
из
конструктивных соображений принима-
ем
/ = 40 мм.
Тогда размер одного деления шкалы
5 = 1/п = 40/600 =
=
0,0666 мм.
Видимый размер
при
отсчете десятых долей должен быть
5 ' = 1
мм. Тогда увеличение окуляра микроскопа будет
5
'
1
Г
= = = 15
х
.
5 0,0666
Увеличение объектива
г
м
37 _
х
0
= —- = = 2,5
х
.
Г
15
Величина
2лг
(7
л
/2)0 2-3.14.68-10-2.5
А
= =
%
0,5 мм.
360 60 360-60
Из полученных данных можно определить преломляющий угол клина
но формуле
(9.12)
Ар'
0,5- 3438
^
82'.
/
(и - 1) 40(1,5 163 - 1)
При изготовлении клиньев угол
а
должен быть выдержан
с
допуском
порядка
1'.
Другие параметры микроскопа
и
оптических систем находят
из со-
отношений, изложенных
в § 47 и
литературе
по
теории оптических
систем
и
прикладной оптике
[20]. Как
видно
из
приведенного расчета,
погрешности механизма микрометра
с
подвижными клиньями
при
зна-
чительных перемещениях незначительно влияют
на его
точность.
Это
позволяет существенно увеличить цену деления шкалы лимба
(до 20
и более)
по
сравнению
с
микрометрами
с
плоскопараллельными плас-
тинками. Однако микрометр
с
клиньями имеет несколько большие
габариты.
Микрометр
с
телескопической линзой. Линза будет представлять
собой телескопическую систему, если задний фокус первой поверхности
совпадает
с
передним фокусом второй поверхности. Первая поверх-
r>t
Г<1
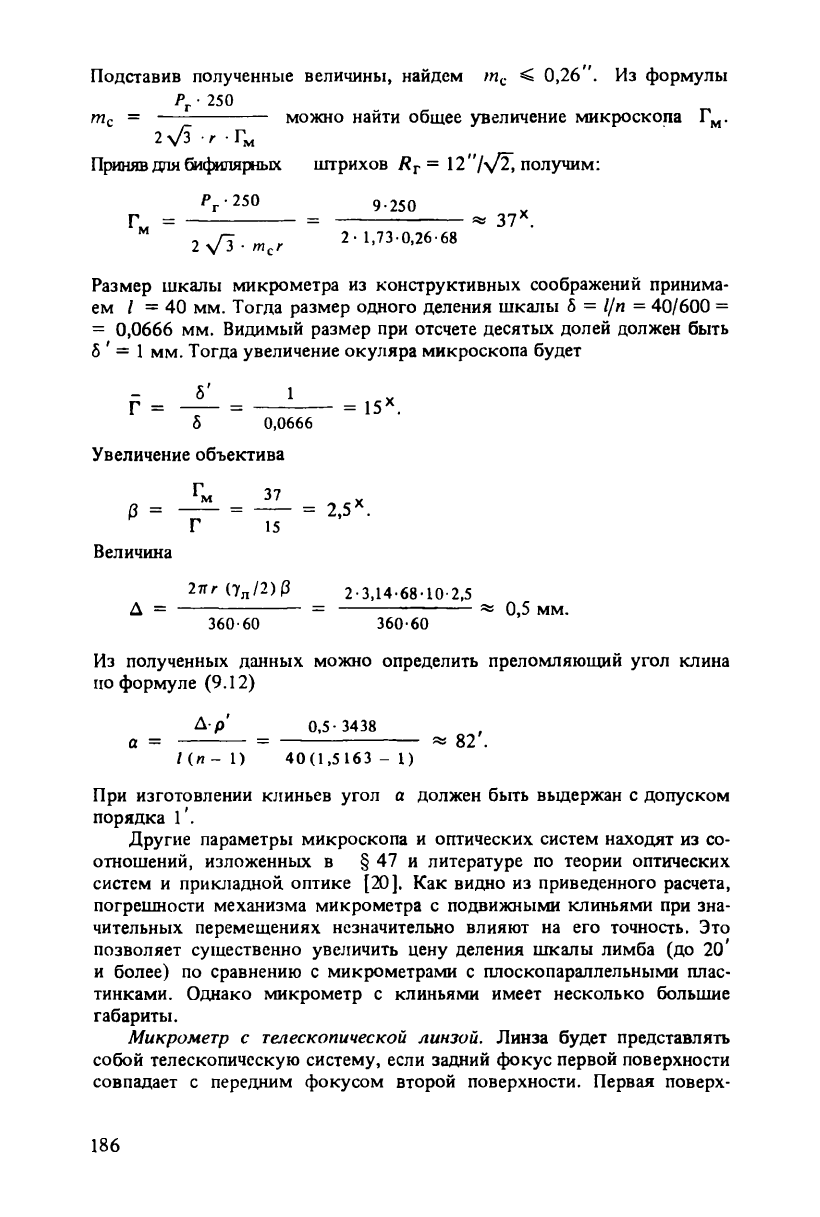
Рис.
63.
Схема
действия
телескопической
линзы
ность играет как бы роль объектива, а вторая - окуляра телескопиче-
ской системы типа Галилея. При небольшой толщине линзы и малой кри-
визне поверхностей фокусные расстояния поверхностей близки друг
к другу, поэтому угловое Г
т
и линейное V увеличения телескопической
линзы мало отличаются от единицы, так как
т
v
/2
(9ЛЗ)
Вследствие этого при значительных линейных или угловых перемещени-
ях телескопической линзы получаются малые смещения построенных
линзой изображений. Именно поэтому телескопическую линзу следует
применять в самых высокоточных измерительных устройствах, посколь-
ку малые смещения луча или изображения можно измерять практиче-
ски с неограниченной точностью.
На рис. 63 показано действие телескопической линзы при наклонах
и смещениях. Смещенное положение линзы показано сплошными линия-
ми.
Как для любой телескопической системы, справедливы соотношения
"
2 "1
Поскольку Ah = Й2 — Да = - а
х
, с учетом
(9.14)
получаем
основные формулы для расчета микрометра с телескопической линзой:
1
Ah = -
Аа
= (Г
т
- 1)а,.
Масштабом шкалы микрометра являются отношения Ah/h и Да/а,,
поэтому можно записать [20]:
Из-за сферической аберрации линза может быть строго телескопической
лишь для одной какой-то высоты h
x
падения луча на первую поверх-
ность. Точная формула_[20] для определения толщины линзы для задан-
ных значений Г
т
, г
х
и h
х
, будет:
Г
т
- 1 'г,' ' 'г
х
d= — г, [1 + ].
Г
т
п
г
- 1
Для параксиальной области (А, = 0) получим:
г
т-!
п
d
= — г,. (9.15)
Г
т
п - 1
Диаметр линзы рекомендуется [20] D
n
<4h
x
. Конструктивно-техноло-
гические соображения и принципиальные положения расчета аналогичны
прельщу щим.
§ 50. Оптические системы отсчетных устройств
Как было отмечено, современные требования к теодолитам определили
общее построение оптической схемы отсчетной системы. Основу этих
требований составляет необходимость расположения отсчетного микро-
скопа рядом с окуляром зрительной трубы независимо от типа теодоли-
та, т.е. независимо от того, по одной или двум сторонам лимба произво-
дится отсчет.
Система одностороннего отсчета применяется в теодолитах низкой
и средней точности, а система двустороннего отсчета — в теодолитах
повышенной точности и высокоточных теодолитах.
Оптическая система одностороннего отсчета может быть од-
ноканальной и двухканальной. Одноканальная система (рис. 64)
отличается тем, что изображение штрихов вертикального лимба проеци-
руется в плоскость штрихов горизонтального лимба, а затем уже сов-
местно (одним каналом) осуществляется проецирование штрихов гори-
зонтального и вертикального лимбов в плоскость отсчетного индекса.
На рис. 64 показана одноканальная оптическая схема отсчетной системы
теодолита ТЗО. Подсвеченные через зеркало / и иллюминатор 2 штрихи
вертикального лимба 3 с помощью призмы 4 и линз 5 и б объектива
проецируются в плоскость штрихов горизонтального лимба 7. Далее
изображения обоих лимбов призмами 8 и 10 и объективом 9 проеци-
руются в плоскость отсчетного индекса, нанесенного на плоскую поверх-
ность коллектива 11. Затем поле отсчета рассматривается в отсчетный
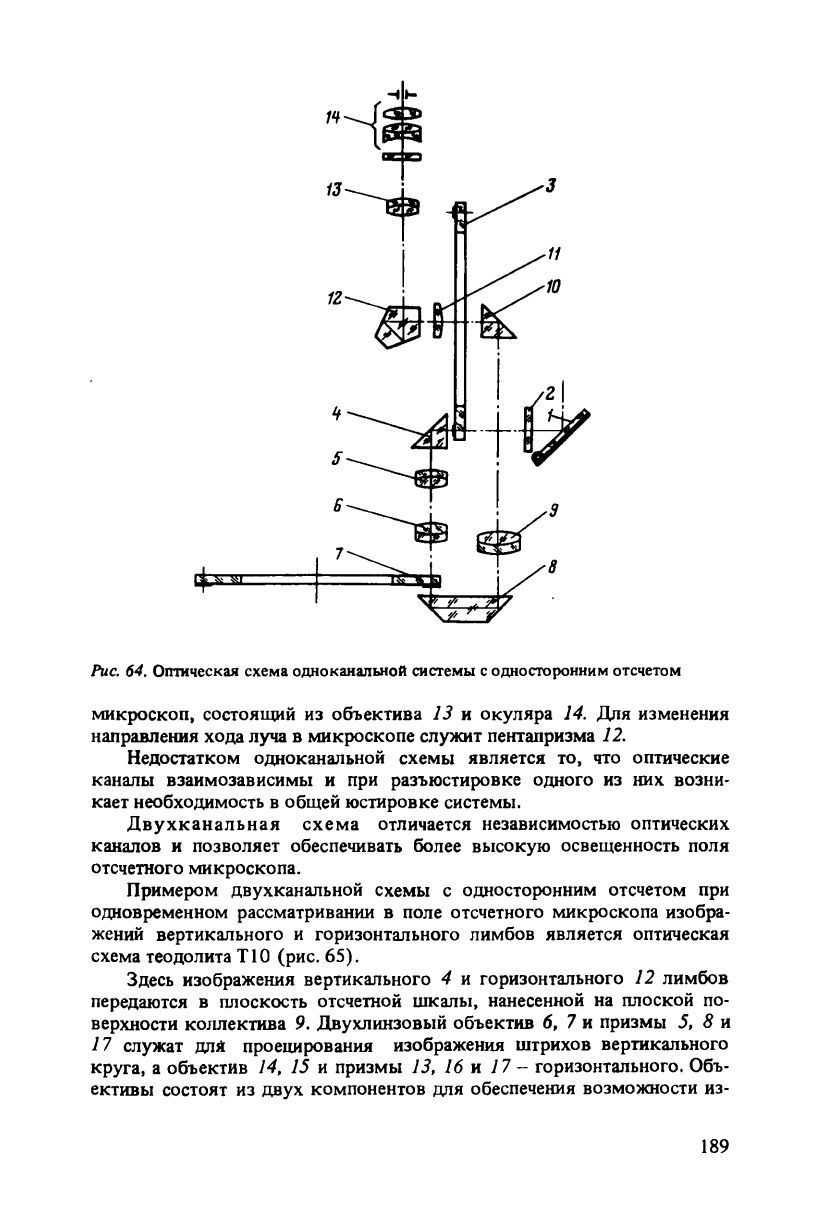
Рис. 64. Оптическая схема одно канальной системы с односторонним отсчетом
микроскоп, состоящий из объектива 13 и окуляра 14. Для изменения
направления хода луча в микроскопе служит пенталризма 12.
Недостатком одноканальной схемы является то, что оптические
каналы взаимозависимы и при разъюстировке одного из них возни-
кает необходимость в общей юстировке системы.
Двухканальная схема отличается независимостью оптических
каналов и позволяет обеспечивать более высокую освещенность поля
отсчетного микроскопа.
Примером двухканальной схемы с односторонним отсчетом при
одновременном рассматривании в поле отсчетного микроскопа изобра-
жений вертикального и горизонтального лимбов является оптическая
схема теодолита ТЮ (рис. 65).
Здесь изображения вертикального 4 и горизонтального 12 лимбов
передаются в плоскость отсчетной шкалы, нанесенной на плоской по-
верхности коллектива 9. Двухлинзовый объектив б, 7 и призмы 5, 8 и
17 служат для проецирования изображения штрихов вертикального
круга, а объектив 14, 15 и призмы 13, 16 и 17 - горизонтального, Объ-
ективы состоят из двух компонентов для обеспечения возможности из-