Пермяков В.О., Белов I.Д. Металеві конструкції ферми
Подождите немного. Документ загружается.

41
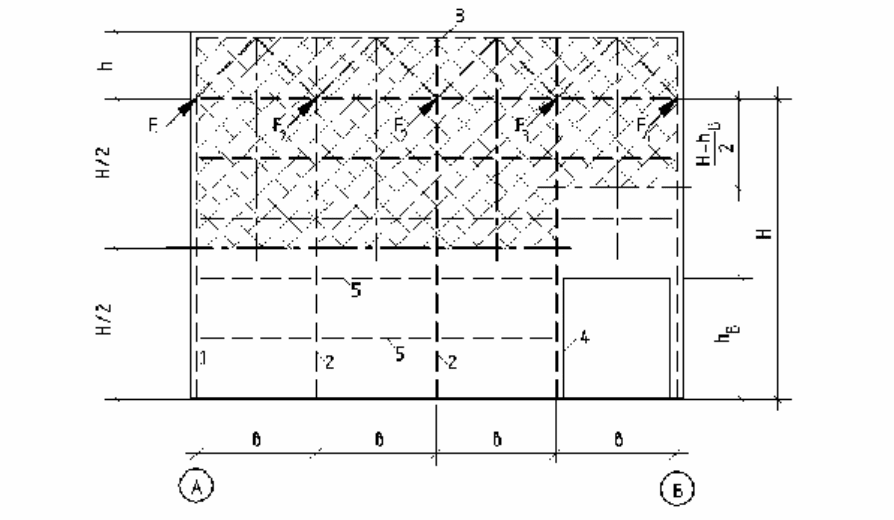
Рис. 1.11. Визначення зосереджених сил від вітру в торці будівлі:
1 – основні колони каркаса; 2 – фахверкові колони;
3 – кроквяна ферма; 4 – ворота; 5 – горизонтальні
ригелі фахверка
Торцева стіна будівлі каркасного типу проектується з
огороджувальних елементів (зі сталевих або бетонних панелей,
цегли тощо), які закріплюються на підтримувальних їх
конструкціях, що звуться фахверковими. Система фахверка
залежить від конструкції стіни, проте в загальному випадку
складається з фахверкових колон і горизонтальних ригелів, крок
розміщення яких вибирається відповідно до конструкції та несучої
здатності огороджувальних елементів. Фахверкові колони
проектують з гарячекатаних прокатних двотаврів, які розміщуються
по крайній координатній осі будівлі з кроком 6 м. Колони шарнірно
закріплюються на обох кінцях, причому їх верхній кінець має опору
в рівні розміщення опорних вузлів кроквяних ферм. Для більшості
кроквяних ферм (за виключенням кроквяних ферм з гнутозварних
профілів) опорні вузли передбачаються в рівні нижніх поясів, до
яких саме за допомогою гнучких шарнірів прикріплюються колони
фахверка. Гнучкі шарніри з вигнутих сталевих листів дозволяють
42
передавати тільки горизонтальні навантаження і запобігати
передачі вертикальних навантажень від кроквяних ферм на
фахверкові колони.
Вузли кріплення колон і горизонтальних в’язей просторового
жорсткого блоку покриття суміщують, що дозволяє розглядати
поперечну в’язеву ферму як завантажену зосередженими силами у
вузлах (рис. 1.12). Опорами цієї ферми служать колони крайніх
рядів однопрольотної будівлі, а поясами – пояси суміжних
кроквяних ферм.
Решітка складається з горизонтальних в’язевих елементів.
Схема решітки або трикутна з додатковими стояками (стояками
служать нижні пояси вертикальних в’язей, які розміщені з кроком
6 м), або хрестова [2,6].
Знаючи розрахункове поверхневе навантаження від вітру на
1 м
2
торцевої стіни
w
, зосереджені сили F
i
на вузли поперечної
в’язевої ферми визначаються за вантажними площами стін.
Наприклад, сили F
i
, наведені на рис. 1.11, визначаються так:
;
22
1
b
h
H
wF
+=
;
2
2
bh
H
wF
+=
;
2222
3
b
h
hH
w
b
h
H
wF
+
−
+
+=
β
22
β
4
b
h
hH
wF
+
−
= ,
де Н – висота стіни до верху фахверкової колони; h – те ж, над
верхом фахверкових колон; b – крок фахверкових колон;
h
β
– висота воріт.
43
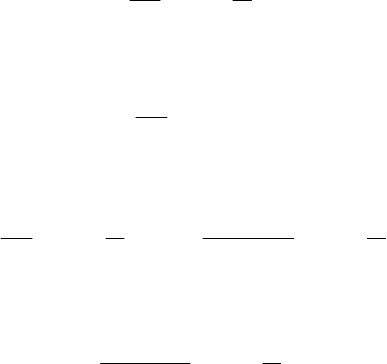
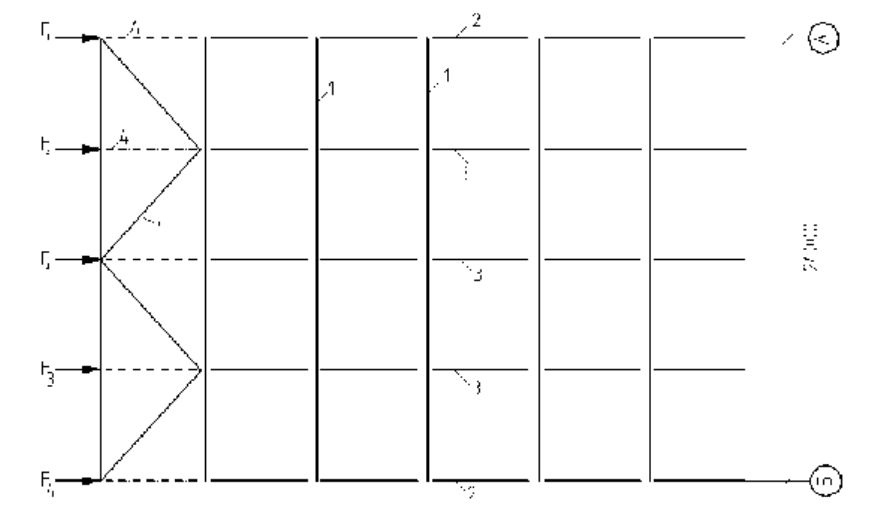
Рис. 1.12. Розрахункова схема поперечної в’язевої ферми
по нижніх поясх кроквяних ферм:
1 – кроквяні ферми; 2 – розпірки; 3 – розтяжки; 4 – нижні пояси
вертикальних в’язей; 5 – стиснуті розкоси трикутної решітки
У поперечних в’язевих фермах з трикутною решіткою всі
розкоси проектуються за найбільшим стискуючим зусиллям,
незважаючи на те, що в них виникають знакозмінні зусилля
залежно від напрямку діючих навантажень. У хрестовій решітці всі
розкоси розглядаються як розтягнуті та їх поперечний переріз
підбирається за найбільшим зусиллям розтягу. Умовно вважають,
що завдяки своїй великій гнучкості розкоси під можливим впливом
стиску прогинаються і виключаються з роботи, а геометричну
незмінність і несучу здатність в’язевої ферми в цьому випадку
забезпечують тільки ті розкоси решітки, які сприймають
розтягувальне зусилля.
При кроці кроквяних ферм до 6 м в’язеві елементи рекомен-
дується проектувати з гарячекатаних кутиків. При більшому кроці
їх застосування стає нераціональним внаслідок великої власної
ваги, тому в’язі слід брати з труб або із замкнених гнутозварних
елементів. Враховуючи, що при хрестовій решітці розкоси

44
працюють тільки на розтяг, в останні роки все більше
застосовуються в’язі з круглої сталі або тросів. Таке рішення
рекомендується при легких покрівлях і дозволяє значно зменшити
витрати сталі на в’язеву систему.
Для в’язей і для всіх елементів наскрізних конструкцій, слід
забезпечити не тільки несучу здатність, але й необхідну гнучкість.
При статичному навантаженні гранична гнучкість стиснутих
в’язей (розпорок, усіх елементів вертикальних в’язей, розкосів
горизонтальних в’язевих ферм при трикутній решітці) встановлена
200, а для розтягнутих, до яких відносяться розкоси хрестової
решітки і розтяжки, вона дорівнює 400.
Враховуючи, що зусилля у в’язях відносно малі, умова
забезпечення гнучкості в більшості випадків стає вирішальною.
Досвід показує
[
]
2 , що при прольотах кроквяних ферм до 30 м
поперечні перерізи в’язей достатньо підібрати тільки саме за цією
умовою. У цьому випадку після компоновки схеми в’язей покриття
для відповідного елемента визначається необхідний радіус інерції
взятого поперечного перерізу:
[]
,
λ
=
l
i
nt
де l – довжина в’язевого елемента, що береться по схемі в’язей;
[
]
λ
− гранична гнучкість відповідно розтягнутого або стиснутого
елемента.
Визначений необхідний радіус інерції відповідає
горизонтальній осі обраного типу поперечного перерізу. Якщо
елемент в’язей проектується з поодинокого кутика, це значення
слід брати відносно осі мінімальної жорсткості у
0
– у
0.
Використовуючи співвідношення між габаритами перерізу
і радіусом його інерції, наведені в п. 1.5, визначають приблизні
значення розмірів потрібного профілю і за сортаментами
вибирають відповідний номер профілю.
45
Запитання для самоконтролю
1. Які переваги має наскрізна конструкція в порівнянні із
суцільностінчастими балками?
2. Які чинники впливають на вибір обрису поясів і схем
решіток кроквяних ферм?
3. Для чого і як вводиться уніфікація поперечних перерізів
елементів ферм?
4. Для чого в кроквяних фермах утворюється будівельний
підйом?
5. Якими засобами забезпечується стійкість поясів
кроквяних ферм?
6. Яке призначення мають в’язі покриття?
7. Сформулюйте основні принципи розміщення
горизонтальних і вертикальних в’язей покриття.
8. Охарактеризуйте різні типи перерізів елементів ферм і
дайте рекомендації щодо їх використання.
9. В яких випадках і чому при статичному розрахунку
ферм вводяться вузлові шарніри?
10. Як визначаються розрахункові довжини елементів
ферм?
11. За якими принципами встановлюються граничні
гнучкості елементів ферм і як вони визначаються?
12. Опишіть порядок підбору поперечних перерізів поясів
ферм.
13. У чому полягає перевірка несучої здатності розкосів і
стояків решітки ферм?
46
Глава 2. КОНСТРУКЦІЇ КРОКВЯНИХ ФЕРМ
2.1. Основні положення конструювання вузлів ферм
Конструювання ферм полягає в розміщенні підібраних
перерізів елементів відносно геометричних осей наскрізної
конструкції, розрахунку типу з’єднання стержнів у вузлах, виборі
розмірів вузлових фасонок та інших деталей, необхідність яких
обумовлена використованими типами перерізів і характером
сполучення на опорах. Конструювання починають з креслення осей
усіх елементів ферми або окремого вузла. При цьому осі всіх
стержнів мають перетинатися в центрі кожного вузла за винятком
спеціально передбачених випадків у фермах з поясами з
широкополичкових двотаврів і труб. Для забезпечення збігу
конструктивної схеми з розрахунковою, осі, що проходять через
центр ваги профілів у зварних конструкціях, мають співпадати з
геометричними осями ферми. Відстані від осі профілю до його
боків для гарячекатаних елементів беруть за даними сортаментів
(розмір z
o
) з округленням до значень кратних 5 мм. Орієнтовно для
кутиків можна вважати, що bz
o
3.0
≈
, де
b
– ширина полиці
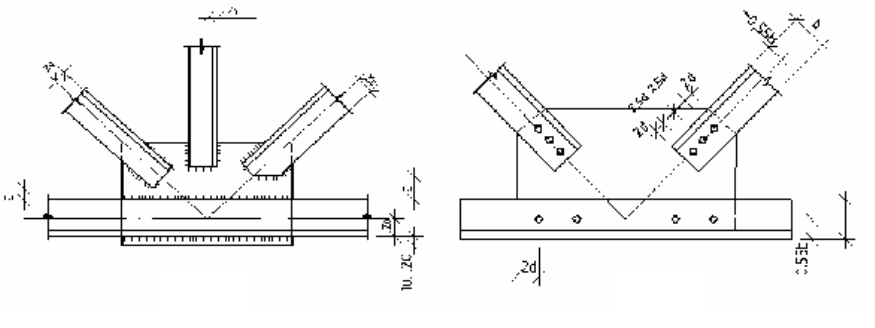
кутика, що розміщується вздовж осі (рис. 2.1, а). Якщо стержні, що
примикають до вузла, кріплять болтами, то з відзначеними осями
поєднують риски болтів. При однорядному розміщенні болтів
риски розташовують приблизно на відстані 0,55b від обушка
кутика.
Рис. 2.1. Центрування стержнів у вузлах:
а – зварних ферм; б – болтових ферм
а
б

47
Усі з’єднання мають відповідати конструктивним вимогам і
передбачати зручність виконання та контролю їх якості. Сховані
зварні шви потрібно звести до мінімуму. Необхідно передбачати
заходи, що знижують зварювальні деформації та концентрацію
напружень: забезпечувати плавність зміни перерізів, запобігати
застосуванню зварних швів, що розташовані поперек профілів.
Членування ферми на відправочні марки, що пов’язано зі
зручністю транспортування заводських виробів, викликає
необхідність об’єднання цих елементів перед монтажем у
конструкції заданого прольоту. У загальному випадку монтажні
вузли верхніх і нижніх поясів проектують в одному перерізі,
використовуючи для з’єднання високоміцні болти або зварювання
за умови забезпечення рівноміцності з’єднання з елементами, що
стикуються. В останньому монтажні накладки слід розміщати так,
щоб не застосовувати стельових і напівстельових швів.
При відсутності на заводі-виготовлювачі профілів необхідної
(за даними креслень КМ) довжини, пояси ферми можуть бути
виконані з додатковими стиками, що розміщують у вузлах
(рис. 2.2, а) або в панелях (рис. 2.2, б-і). Заводські стики, як
правило, не передбачають зміни перерізу поясів та перекриваються
накладками з кутиків або з листів. Площа стикових накладок
н
A
має бути не меншою площі перерізу основного елемента А:
н
y
y
R
AR
A =
н
, (2.1)
де
y
R
та
н
y
R
– розрахункові опори сталі відповідно основного
елемента та накладки.
Торці прокатних профілів у стику розміщують на відстані
20-50 мм. Для зручності виконання зварювання, стик парних
кутиків попередньо перекривається листовою прокладкою, що
міститься між кутиками (рис. 2.2, б). Розміри прокладки беруть
конструктивно (l
2
= 150-200 мм), а зварні шви, що кріплять її, в
розрахунках не враховуються. Якщо стик кутиків виконують у
48
вузлі, то прокладкою є вузлова фасонка (рис. 2.2, а). Для забезпе-
чення щільного прилягання кутикових накладок їх обушки зрізають
під кутом 45° з катетом а = 5-20 мм залежно від калібру кутика.
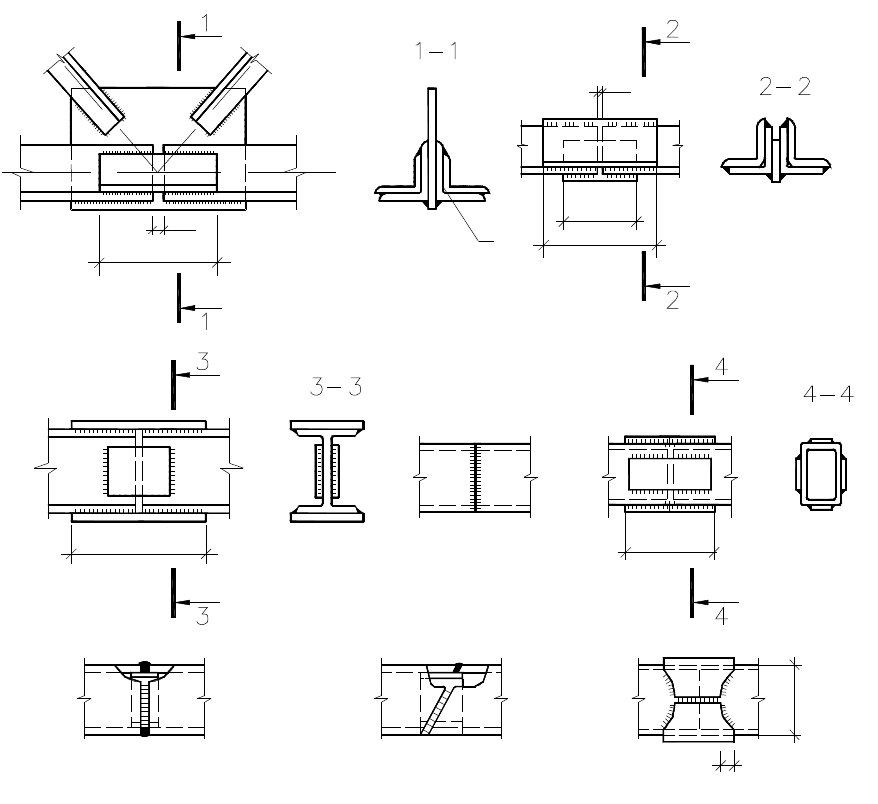
Рис. 2.2. Заводські стики елементів ферм:
а – зі спарених кутиків у вузлі; б – те ж, в панелі;
в – з широкополичкових двотаврів; г – із замкнених
гнутозварних профілів у стик; д – те ж, з накладками;
є – з труб з підкладним кільцем; ж – те ж, з косим швом;
і – те ж, зі спареними накладками
Стик широкополичкових двотаврів (рис. 2.2, в) та таврів пе-
рекривають листовими накладками, що розташовують симетрично
по полицям та стінці, аналогічно стикам балок.
D
a
20
l2
l1
l1
б
a
20-50
l1
a
д
і
г
ж
в
є
l1
а
б
в
г
д
є
ж
і

49
Довжина стикових накладок l
1
визначається за довжиною
зварних швів, потрібна величина яких розміщується з кожного боку
стика з урахуванням конструктивних міркувань:
(
)
50...202
1
+
=
w
ll мм;
1
7.0
+
γ
≥
wfwffw
y
H
w
Rkn
RA
l
см (2.2)
де
w
n – число швів, які забезпечують несучу здатність елемента,
що стикується.
З’єднання замкнених гнутозварних профілів здійснюють
встик з виконанням стикових швів, якщо товщина профілю не
перевищує 4 мм (рис. 2.2, г) або із застосуванням накладок при
більшій товщині (рис. 2.2, д).
Трубчасті елементи стикують на підкладному кільці, що
залишається (рис. 2.2, є). Розрахунок прямого зварного шва в цьому
випадку виконують за формулою:
wcwy
R
Dt
N
γ≤
π
, (2.3)
де N – поздовжнє зусилля, що діє в елементі; D – середній діаметр
труби з найменшою товщиною стінки; t – найменша товщина
стінки труби;
wc
γ
– коефіцієнт умов роботи зварного стикового
з’єднання, що дорівнює 0,75 при відсутності підкладного кільця та
0,85 при зварюванні з кільцем, але без підварення кореню шва [4].
Якщо умова (2.3) не забезпечена, то стикове з’єднання з підкладним
кільцем виконують косим швом (рис. 2.2, ж). При неможливості
забезпечити достатньо точну підгонку труб для сполучення в стик,
з’єднання перекривають парними кільцевими накладками з труб
того ж або дещо більшого діаметра (рис. 2.2, і) товщиною на 20 %
більшою ніж товщина елементів, що стикуються. Довжина зварного

50
шва при накладках з фігурними вирізами наближено дорівнює [I]:
2
2
2
2
π
+=
n
D
anl
w
, (2.4)
де а – розмір глибини вирізу накладки вздовж осі труби; n – число
вирізів по периметру труби з одного боку стику; D – діаметр труби.
2.2. Ферми з парних кутиків
Ферми з елементами з парних кутиків проектують з
вузловими фасонками, які розміщують між поясними кутиками.
Обрис фасонок визначається схемою вузла та довжиною швів, або
кількістю болтів, що кріплять стержні решітки. Форма фасонок має
бути простою для зручності їх виготовлення та скорочення відходів
сталі при цьому.
Торці стержнів решітки обрізають перпендикулярно до їх
осей, проте в кутиках шириною полиць більше ніж 90 мм
допускають косі різи (див. рис. 2.1, а). Для зниження концентрації
зварювальних напружень торці кутиків решітки не доводять до
кромок поясів на відстань 206
ф
−
=
ta мм, але не більш ніж 80 мм
(тут t
ф
– товщина фасонки, мм). Таких же відстаней потрібно
додержуватись й між сусідніми елементами решітки у вузлі.
Зварні шви, що кріплять пояси до фасонки, перевіряють на
різницю зусиль у суміжних панелях поясів:
1
2
NNN
−
=
∆
. Розміри
цих швів, як правило, малі, проте для запобігання концентрації
напружень та утворення осередків корозії ці шви виконують
суцільними з мінімальним катетом [2,6].
Якщо вузлова зосереджена сила F прикладена до вузла
перпендикулярно до пояса (наприклад, у місці обпирання на
верхній пояс несучого елемента покрівлі), то зварні шви, що
кріплять пояс до фасонки, розраховують на рівнодіючу різниці
зусиль в поясах та сили F:
22
FNN +∆= .