Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
Таблиця 2
Хімічний склад дослідних плавок
Вміст хімічних елементів, %
Марка
сталі
Кільк
ість
плаво
к
С Si Mn S P Mo Cr
20Г 8 0,17–0,20 0,25–0,35 0,81–0,93 0,011–0,025 0,012–0,028 0,05–0,10 0,10–0,20
17Г1С 8 0,16–0,19 0,22–0,38 1,25–1,50 0,011–0,027 0,012–0,029 0,05–0,10 0,10–0,20
45Г 7 0,43–0,48 0,19–0,29 0,65–0,87 0,013–0.03 0,013–0,029 0,05–0,10 0,10–0,20
40ХГМ 4 0,39–0,43 0,19–0,32 0,75–0,91 0,011–0,028 0,015–0,024 0,18–0,24 0,93–1,17
Встановлено, що досліди 2, 3, 5, 7, 10, 11, 14, 15 забезпечують необхідну якість
проката та максимальну продуктивність процесу. Збільшення та зменшення опуклості дна
калібру погіршує якість поверхні прокату (досліди 1 та 4) та знижує точність прокату (дослід
4). Зменшення обтиснення в останньому проході у ящиковому калібрі та в овальному калібрі
спричинює осьову пористість у макроструктурі прокату (досліди 6, 9, 17). Збільшення
обтиснення під час останнього проходу в ящиковому калібрі веде до утворення розривів на
поверхні профілю (дослід 8). Збільшення обтиснення в овальному калібрі супроводжується
викривленням профілю та утворенням закатів і підрізів (дослід 12).
Зменшення швидкості післядеформаційного охолодження спричинює зниження
продуктивності, додаткові простої стану (дослід 13), а збільшення швидкості
післядеформаційного охолодження веде до утворення флокенів у металі (дослід 16).
ВИСНОВКИ
Завдяки вибиранню оптимальних режимів обробки металів тиском прокатки та
післядеформаційної обробки запропонований метод виробництва, що дозволяє позбутися
таких недоліків як центральна пористість, рихлість, флокени, а також викривлення
профілю (овальність) та поверхневі дефекти у вигляді закатів і підрізів та забезпечити
необхідну якість прутків із легованих та високолегованих сталей.
ЛІТЕРАТУРА
1. Середа Б. П. Металознавство і термічна обробка чорних і кольорових металів / Б. П. Середа. –
Запоріжжя: ЗДІА, 2002. – 265 с.
2. Охрименко Я. М. Технология кузнечно-штамповочного производства / Я. М.
Охрименко. – М.:
Машиностроение, 1976. – 560 с.
3. Чижиков Ю. М. Процессы обработки давлением легированых сталей и сплавов / Ю. М. Чижиков. –
М.: Металлургия, 1965. – 496 с.
4. Мерекин Б. В. Некоторые вопросы калибровки прокатных валков / Б. В. Мерекин. – М.: Металлургия,
1964. – 345 с.
Середа Б. П. – д-р техн. наук, проф., зав. кафедрою ЗДІА;
Коваленко А. К. – аспірант ЗДІА;
Тумко О. М. – канд. техн. наук, заст. нач. ЦЗЛ ВАТ «Дніпроспецсталь»;
Кругляк І. В. – канд. техн. наук, доц. ЗДІА.
ЗДІА – Запорізька державна інженерна академія, м. Запоріжжя.
E-mail: vesnoplyas@mail.ru
220

Обработка материалов давлением № 1 (20), 2009
УДК 621.771.01
Федоринов М. В.
Файчак А. А.
Чуруканов А. С.
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ КИНЕМАТИЧЕСКОЙ АСИММЕТРИИ
НА СИЛУ ПРОКАТКИ ОТНОСИТЕЛЬНО ТОНКИХ ЛЕНТ И ПОЛОС
*
Одним из основных направлений повышения качества прокатываемых полос явля-
ется обеспечение минимальной продольной и поперечной разнотолщинности, а также
планшетной формы полосы. В настоящее время для прокатки полос с заданной толщиной,
профилем и планшетной формой ведутся работы, направленные на совершенствование
прокатного оборудования, создания новых конструкций прокатных станов и валковых
систем, разработку автоматических систем управления толщиной, профилем и планшет-
ностью прокатываемых полос, создание новых способов прокатки и валковых систем для
их реализации. Установлены и исследованы следующие факторы, приводящие к наруше-
нию планшетности листового металла: поперечная разнотолщинность подката, неравно-
мерность обжатия по ширине очага деформации, вызванная, например, упругим изгибом
валковой системы, тепловой выпуклостью валков, сплющиванием и износом бочек вал-
ков, и др.
С учетом этих явлений разработаны различные методики оценки планшетности про-
катываемых полос, в основу которых положены следующие основополагающие принципы.
При листовой прокатке обычно происходит одновременное изменение поперечного
профиля и планшетности прокатываемых полос, которые взаимосвязаны.
Например, в результате упругого изгиба валковой системы, износа или тепловой
выпуклости бочек валков изменяется профиль зазора между рабочими валками, что соз-
дает различное обжатие участков полосы по ее ширине. Сильно обжимаемые участки
стремятся вытянуться в большей степени, чем менее обжимаемые участки, тянут их за
собой, вызывая в них растягивающие продольные напряжения. В более обжимаемых уча-
стках в результате
сдерживающего воздействия менее обжимаемых участков появляются
продольные сжимающие напряжения.
При симметричной прокатке на выходе из валков толщина, разнотолщинность
и планшетность полосы зависят от изменения давления прокатки, удельных сил трения,
скорости прокатки, механических свойств прокатываемого металла и их распределения
по длине рулона. Заметим, что при симметричной прокатке окружные скорости валков
одинаковы, критические
углы также равны, протяженность зон опережения и отставания
со стороны верхнего и нижнего валков одинаковы. Если равномерно увеличивать скоро-
сти ведущего валка, то он будет подводить больше энергии в очаг деформации, при этом
критический угол и длина зоны опережения уменьшатся. Одновременно ведомым валком
будет подводиться меньше энергии в очаг деформации, при этом критический угол
и длина зоны опережения увеличатся. При увеличении скорости ведущего валка подвод
мощности в очаг деформации также будет возрастать. Однако при достижении критиче-
ским углом нулевой величины подвод мощности прекратится и наступает пробуксовка
валка. При этом для ведущего валка будет соответствовать только зона отставания,
и дальнейший подвод мощности станет невозможным. На ведомом валке критический
угол будет меньше угла захвата, и сохранятся зоны опережения и отставания. Подвод
мощности в очаг деформации в этом случае возможен за счет другого источника энергии,
в том числе за счет приложения натяжения к переднему концу полосы.
*
Работа выполнена под руководством д-ра техн. наук, проф. Сатонина А. В.
221
Обработка материалов давлением № 1 (20), 2009
Создание кинематической асимметрией посредством рассогласования скоростей ра-
бочих валков является одним из самых доступных способов уменьшения энергосиловых па-
раметров, что ведет к уменьшению продольной и поперечной разнотолщинности [1–2].
Рассогласование скоростей валков на станах позволяет в значительной мере снизить
продольную и поперечную разнотолщинность. Неполное устранение этого дефекта объясня-
ется тем, что рассогласование скоростей было постоянным по длине раскатов, вне зависимо-
сти от величины разнотолщинности. В качестве развития этого способа авторами предлага-
ется изменять степень кинематической асимметрии K
V
= V
н
/V
в
, где V
н
,V
в
– скорости нижне-
го и верхнего валков, в зависимости от изменения силы прокатки. Но для достижения высо-
кой точности результатов необходимо знать, как зависит сила прокатки от K
v
при прокатке
полос разных толщин с разными степенями деформации, и иметь количественные зависимо-
сти для определения K
V
в зависимости от устраняемой разнотолщинности.
С целью получения данных об энергосиловых параметрах процесса асимметричной
прокатки были проведены экспериментальные исследования на базе лаборатории кафедры
Автоматизированные машины и механизмы (ДГМА). В результате экспериментальных ис-
следований были получены эмпирические зависимости силы прокатки от степени скорост-
ной асимметрии при изменении степени деформации в пределах, характерных для прокатки
в чистовых клетях.
Исследование было проведено на лабораторном стане дуо 100 × 100 Г ДГМА (рис. 1).
Степень деформации ε изменялась в интервале 25 ÷ 45 %, степень скоростной асимметрии
K
V
= 1,0 ÷ 1,16. Использовались образцы из свинца марки С1 размерами 1 × 50 × 100 мм, по-
скольку асимметрия прокатки непосредственно влияет только на коэффициент напряженно-
го состояния n
σ
. Рабочие валки стана были изготовлены из стали 9Х с твердостью образую-
щих поверхностей бочек ≈ 85HS и c шероховатостью, соответствующей 7 классу.
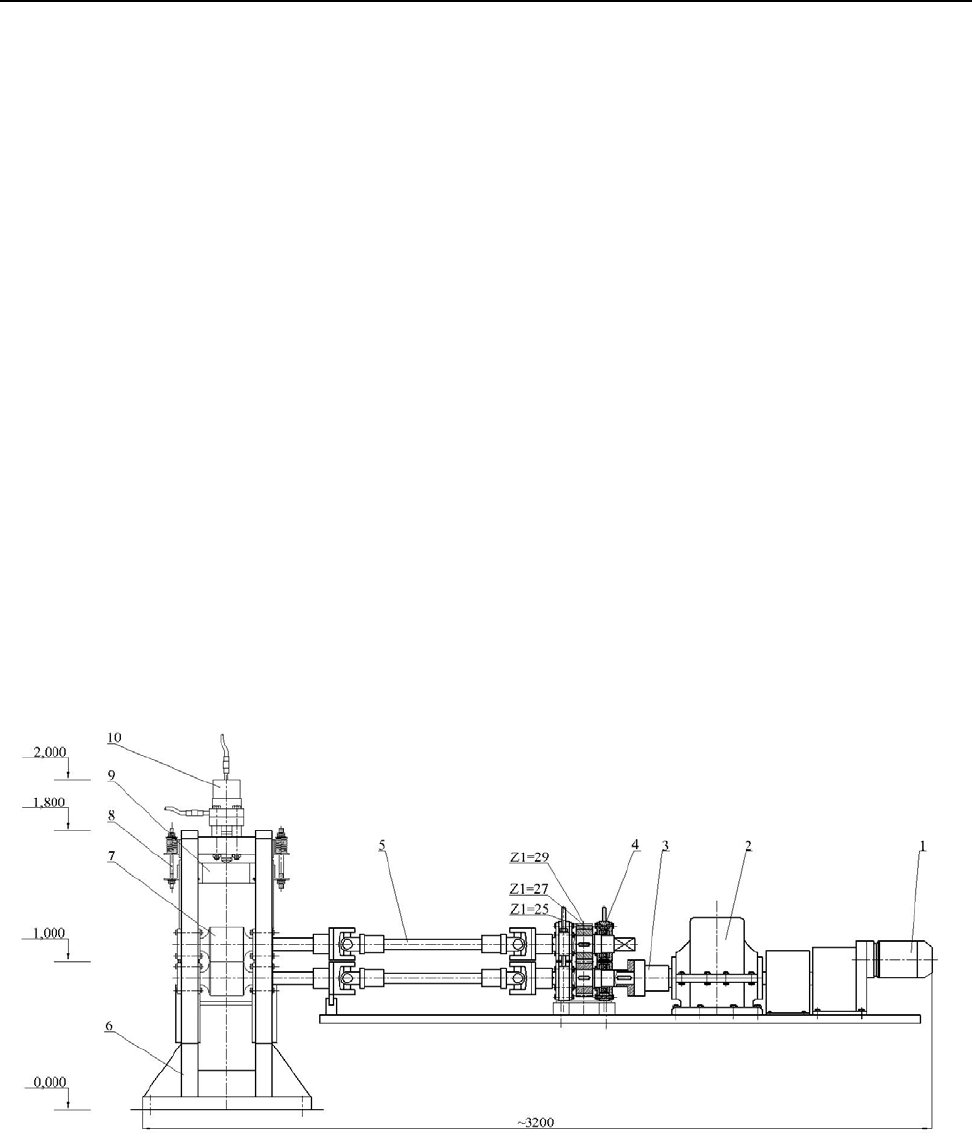
Рис. 1. Схема установки клети дуо для реализации процесса асимметричной горячей
прокатки относительно тонких листов и полос
Главная линия стана 100 × 100 Г включает в себя мотор-редуктор типа МЦ 2С-63 (но-
минальное число оборотов ω
н
= 1,047 с
-1
), моторную муфту, одноступенчатый цилиндриче-
ский зубчатый редуктор с передаточным отношением 4,0, промежуточную муфту, шестерен-
ную клеть, универсальные шпиндели на подшипниках качения с механизмом их пружинного
уравновешивания и собственно двухвалковую рабочую клеть. Особенностью конструкции
является шестеренная клеть со сменными зубчатыми колесами, имеющими разный диаметр
и число зубьев. Благодаря этому скорость верхнего валка относительно нижнего может быть
уменьшена ступенями в 1,08 и 1,16 раза. Важно то, что благодаря групповому приводу сте-
пень рассогласования скоростей является фиксированной.
222

Обработка материалов давлением № 1 (20), 2009
Измерение силы прокатки проводили с помощью месдоз кольцевого типа, установленными
между верхними подушками и нажимными винтами. Тарировка обоих месдоз осу-
ществлялась на гидравлическом прессе парой, с фиксацией суммарного сигнала месдозы по-
средством компьютера при помощи внешнего модуля АЦП/ЦАП/ТТЛ на шину UBS 1.1 мо-
дели L-Card E140-40 (производство Россия), позволяющего регистрировать измерения по 32
аналоговым каналам (16 каналов по дифференциальной схеме подключения) с частотой оп-
роса до 100 кГц на канал. Тарировка производилась многократно, перед каждой серией опы-
тов с одинаковой K
V
. Усредненный коэффициент парной корреляции между интенсивностью
сигнала АЦП и силой прокатки оказался равным 0,998. С доверительной вероятностью
р = 0,95 при троекратном дублировании измерений средняя относительная погрешность та-
рировки составила 3 %.
Рис. 2. Шестеренная клеть с возможностью изменения кинематической ассиметрии
Условия проведения и результаты эксперимента после их статистической обработки
представлены в табл. 1 и на рис. 3, соответственно. Исследования проводились многократно,
но для каждого опыта делалась выборка из трех экспериментов с одинаковыми условиями.
В таблице даны усредненные по трем замерам значения факторов и откликов. Скорость де-
формации u при наличии асимметрии находилась как средняя скоростей верхнего и нижнего
валков. Так как прокатка ведется относительно широких полос, то среднее удельное усилие
прокатки р
ср
определяется без учета уширения.
Таблица 1
Данные для проведения и результаты эксперимента на стане 100 × 100 Г
№ опыта K
v
h
0
, мм h
1
, мм ε, % l
д
R, мм V
1
, м/c
1 1,00 0,71 29
3,81
2 1,00 0,61 39
4,42
3
1,00
1,00 0,45 55
5,25
4 0,99 0,70 29
3,74
5 0,99 0,60 39
4,36
6
1,08
0,99 0,44 55
5,20
7 1,00 0,71 29
3,81
8 1,00 0,61 39
4,42
9
1,16
1,00 0,45 55
5,25
50 0,003
На практике скоростная асимметрия больше чем K
V
= 1,2 не применяется, так как ве-
дет за собой ухудшение поверхности металлопроката за счет значительных контактных ско-
ростей на поверхностях металла. Вследствие того, что прокатываются тонкие полосы
l/h
ср
> 2,5 и в некоторых случаях относительно тонкие полосы l/h
ср
> 6, то это может привести
к полной порче металла.
223
Обработка материалов давлением № 1 (20), 2009
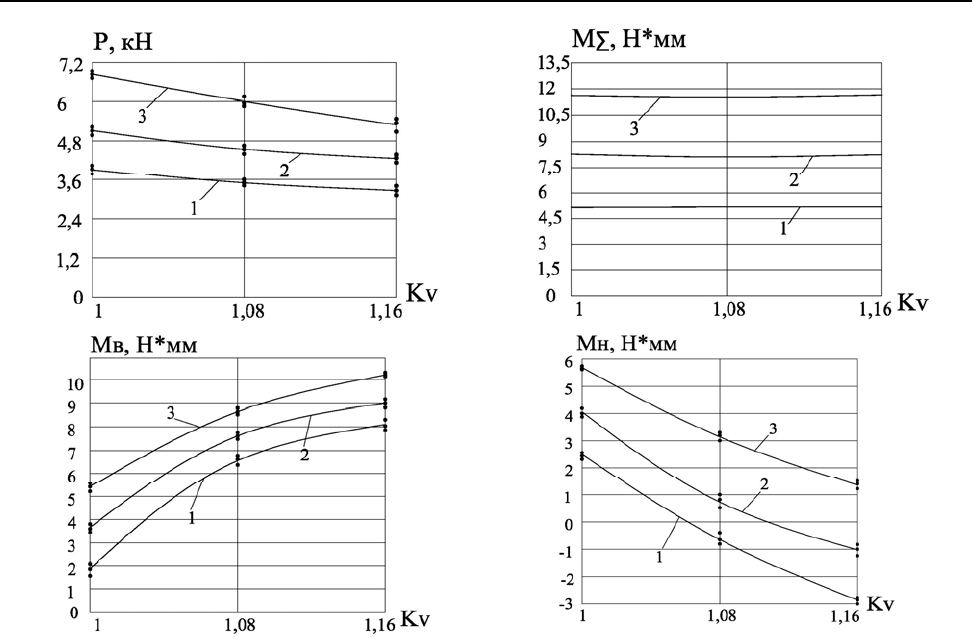
Рис. 3. Графики силы и моментов асимметричной прокатки на клети «дуо»
1 – ε = 25 %; 2 – ε = 35 %; 3 – ε = 45 %
При промышленной апробации несимметричного процесса прокатки и процесса про-
катки-волочения проводилось на непрерывном стане 1700 и реверсивном стане ПВ 800 при
прокатке полос для офсетной печати, низкоуглеродистых и высокоуглеродистых сталей.
Анализ опытных данных позволяет отметить, что при прокатке полос для офсетной печати
на непрерывном стане 1700 давление прокатки снизилось по сравнению с его величиной для
асимметричного процесса прокатки на 5–17 % [4].
ВЫВОДЫ
В результате экспериментального исследования влияния степени скоростной асим-
метрии на силу прокатки для различных степеней деформации установлено, что эффект ки-
нематической асимметрии увеличивается с увеличением степени деформации. Снижение си-
лы прокатки достигает от 23 % (для лабораторных условий) до 17 % (в промышленных усло-
виях) для степени асимметрии K
V
= 1,0 ÷ 1,25.
ЛИТЕРАТУРА
1. Фомин Г. Г. Механизация и автоматизация широкополосных станов горячей прокатки /
А. В. Дубейковский, П. С. Гринчук. – М.: Металлургия, 1979. – 232 с.
2. Королёв А. А. Конструкция и расчёт машин и механизмов прокатных станов : учеб. пособие для вузов. –
2-е изд., перераб. и доп. – М.: «Металлургия». – 1985. – 376 с.
3. «Оборудование» // Технический альманах, М.: «Национальная
металурия». – 03/200. – С. 22–28
4. «Оборудование» // Технический альманах, М. : «Национальная металурия». – 11/2005. – С. 56–63.
Федоринов М. В. – канд. техн. наук, ст. преп. ДГМА;
Файчак А. А. – аспирант ДГМА;
Чуруканов А. С. – аспирант ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск.
E-mail: amm@dgma.donetsk.ua
224

Обработка материалов давлением № 1 (20), 2009
УДК 621.771.23
Кулик А. Н.
Данько А. В.
Колесникова Г. В.
Картавенко А. С.
СПОСОБ УМЕНЬШЕНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ
ПОСРЕДСТВОМ АСИММЕТРИЧНОЙ ПРОКАТКИ
Получение листов и полос с минимальной поперечной разнотолщинностью при обес-
печении их высокой плоскостности являются достаточно сложными проблемами листопро-
катного производства. В настоящее время эти проблемы в основном уже решены благодаря
созданию разнообразных систем противоизгиба, сдвига или перекрещивания валков [1]. Но
производство имеет смысл только при условии, что продукция предприятия не уступает кон-
курирующим фирмам по показателю «эффективность – качество». Относительно листового
проката это означает, что его высокая точность должна достигаться с минимальными капи-
тальными затратами. Однако все известные эффективные способы уменьшения поперечной
разнотолщинности – одного из основных показателей качества листов и полос – являются
конструкционными, поскольку они связаны с установкой нового оборудования, следователь-
но, со значительными затратами. Поэтому задача создания новых технологических способов
прокатки с целью повышения точности геометрических размеров листового проката на базе
существующего оборудования является весьма актуальной.
Причины появления поперечной разнотолщинности δh
b
хорошо известны [2]. Фак-
тором, непосредствено влияющим на упругие деформации элементов валковой системы,
следовательно на δh
b
, является изменение силы прокатки Р. При неизменной величине Р
всегда можно подобрать такую профилировку валков, которая при данных условиях про-
катки может обеспечить минимальную δh
b
. Следовательно, первой проблемой, которая
должна быть решена, является выбор способа стабилизации силы прокатки.
Одним из самых доступных и достаточно эффективных способов регулирования си-
лы прокатки без изменений в конструкции рабочих клетей является кинематически асим-
метричная прокатка (КАП) [3]. В этом случае асимметрия процесса создается за счет рассо-
гласования скоростей рабочих валков.
В результате сила прокатки уменьшается пропор-
ционально степени кинематической асимметрии K
V
, под которой понимается отношение
линейных скоростей ведущего и ведомого валков. Известно, что КАП успешно применя-
лась для уменьшения продольной разнотолщинности [4,5]. Однако информации о приме-
нении эффекта кинематической асиметрии для уменьшения поперечной разнотолщинности
не обнаружено.
Другой проблемой является изменение ширины раскатов вследствие разнообразия
сортамента листопрокатной продукции. При изменении ширины меняется как распреде-
ление нагрузки на рабочие валки со стороны прокатываемого металла, так и распределе-
ние напряжений в контакте рабочих и опорных валков [6]. Вследствие этого даже при по-
стоянной силе Р характер упругих деформаций изменяется, что приводит к появлению
δh
b
. Для уменьшения этого негативного эффекта профилировку валков рассчитывают на
ширину, чаще всего встречающуюся в сортаменте данного стана. Понятно, что столь гру-
бым способом можно δh
b
уменьшать только частично. Кроме того профилировка искажа-
ется из-за износа валков и изменения темпа прокатки, ведущего к изменению теплового
профиля валков. Это также не позволяет известными технологическими способами [7]
уменьшать поперечную разнотолщинность с той точностью, которая достигается конст-
рукционными способами.
Задача данной работы состояла в том, чтобы разработать такой технологический
способ уменьшения поперечной разнотолщинности, который бы позволял уменьшать или
225
Обработка материалов давлением № 1 (20), 2009
полностью устранять поперечную разнотолщинность δh
b
при прокатке листов или полос
различных ширин при изменении теплового профиля валков и при их износе без каких-
либо изменений в конструкциях рабочих клетей.
Идея нового способа устранения поперечной разнотолщинности заключается в
следу-
ющем. Всегда можно подобрать такую рабочую выпуклую профилировку валков, которая
обеспечит при номинальной силе прокатки Р
н
, ширине раската b
р
и температурной вы-
пуклости ΔS
t
заданную разнотолщинность δh
b
(она может быть минимальной для удержа-
ния равновесия раскатом в валках или даже равняться нулю, если раскат удерживается
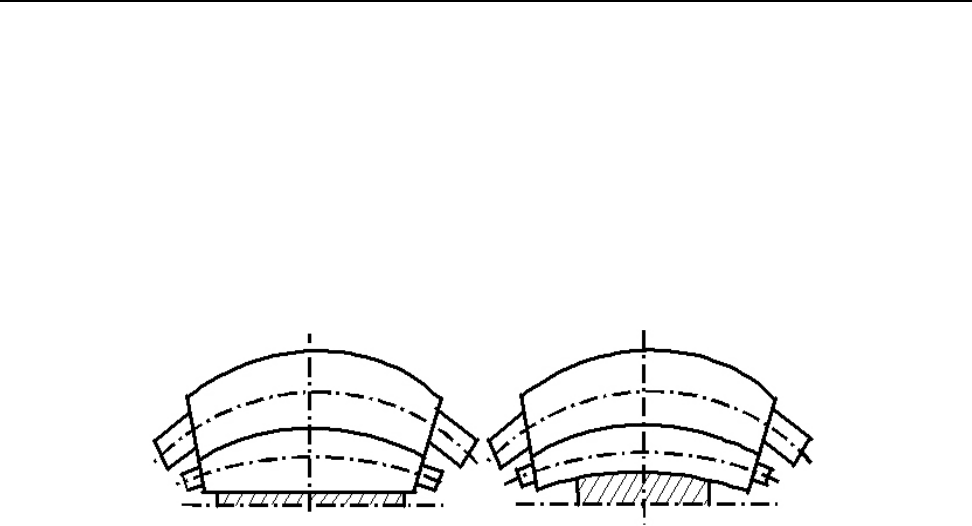
манипуляторами). Этот случай показан на рис. 1, а.
а б
Рис. 1. Схема к новому способу устранения поперечной разнотолщинности
Проблема в том, что изменяются Р, b
р
и ΔS
t
. Кроме этого, вследствие износа валков
разнотолщинность постоянно увеличивается.
Известно, что с увеличением Р разнотолщинность δh
b
увеличивается, а с уменьше-
нием – уменьшается. Однако характер изменения δh
b
при изменении ширины b
р
является
более сложным. В литературе имеются противоречивые данные о том, является эта зависи-
мость прямой или обратной. В работе [6] указывается, что с уменьшением b
p
величина δh
b
увеличивается. Расчеты деформации валков с цилиндрической профилировкой по методике
А. И. Целикова [8] показывают, что с увеличением ширины раскатов стрела прогиба опор-
ного валка увеличивается. Напротив, неравномерная составляющая сплющивания рабочего
и опорного валков, рассчитанная по методике Тсу-Таолу [9] уменьшается и может стать
отрицательной. Поскольку эта составляющая сильнее всего зависит от распределения
межвалкового давления, которое, в свою очередь, определяется профилировками валков, то
этим можно объяснить разницу в выводах. Отсюда возникает необходимость в исследова-
нии деформации валковой системы кварто при различных профилировках.
Исследование провели по инженерной методике работы [10], которая дает возмож-
ность, в отличие от методики А. И. Целикова, учитывать профилировки рабочих и опорных
валков. Точность результатов в данном случае не имеет особого значения – важен качест-
венный вывод: как меняется форма межвалкового зазора при изменении ширины раската.
В качестве объекта исследования была выбрана валковая система чистовой клети
ТЛС 3000 ОАО АМК со следующими параметрами:
– Диаметр рабочих валков – 900 мм;
– Диаметр опорных валков – 1650 мм;
– Длина бочек – 3000 мм;
– Максимальная сила прокатки – 44,15 МН;
– Ширина листов – от 1500 до 2700 мм.
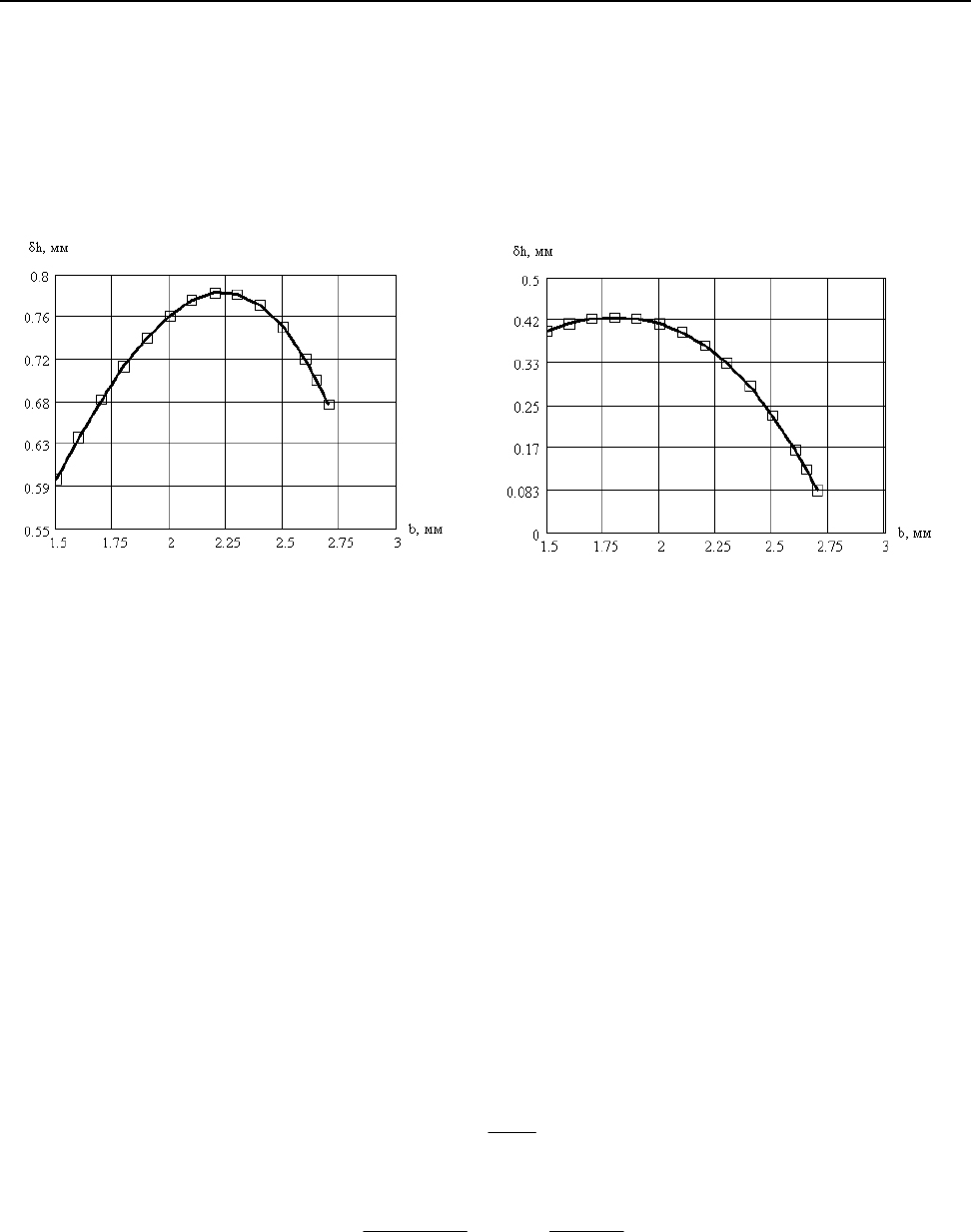
В связи с трудоемкостью расчетов, в среде MathCAD была разработана программа,
реализующая алгоритм методики [10]. В результате расчета деформации валковой системы
чистовой клети ТЛС 3000 при цилиндрических рабочих профилировках валков установлено,
что зависимость δh
b
от ширины действительно не монотонна – максимум разнотолщинности
при Р = 44,15 МН соответствует ширине ≈ 2200 мм. (рис. 2).
226
Обработка материалов давлением № 1 (20), 2009
Выпуклая профилировка существенно изменяет характер данной зависимости. При
разнице в диаметрах валков D
р
ц
– D
р
к
= 0,28 мм и D
оп
ц
– D
оп
к
= 1,4 мм максимум смещается в
сторону меньших ширин и приходится на b
p
≈ 1750 мм, причем в интервале от 1500 до
2000 мм разнотолщинность мало зависит от ширины (рис. 3). Следовательно, для устранения
разнотолщинности профилировку валков нужно рассчитывать на максимальную ширину,
когда δh
b
максимальна. Тогда при уменьшении b
p
δh
b
будет увеличиваться (рис. 1, б) и ее
можно уменьшать КАП.
Рис. 2. Зависимость поперечной
разнотолщинности от ширины раскатов при
цилиндрической рабочей профилировке валков
Рис. 3. Зависимость поперечной
разнотолщинности от ширины раскатов при
выпуклой рабочей профилировке валков
Увеличение силы прокатки по каким либо причинам можно компенсировать уве-
личением величины K
V
. При уменьшении Р K
V
нужно уменьшать, что приведет к росту
силы прокатки. Следовательно, при Р
н
величина K
V
должна быть несколько больше 1.
При увеличении темпа прокатки валки нагреваются и тепловая выпуклость увели-
чивается. Исходная профилировка должна быть рассчитана на максимальный темп про-
катки. При уменьшении темпа прокатки будет возникать позитивная δh
b
и ее можно уст-
ранять уменьшением силы Р за счет КАП.
Как уже указывалось, с ростом износа валков δh
b
увеличивается. Уменьшением си-
лы прокатки можно компенсировать и это явление. Т. о. единым технологическим воз-
действием – изменением степени кинематической астимметрии K
V
– можно обеспечить
уменьшение поперечной разнотолщинности при любых изменениях параметров прокатки
на всех этапах кампании валков.
Если профилировка обеспечивает δh
b
≈ 0 при силе прокатки Р
н
и максимальной ши-
рине раската b
max
при разнице в начальном зазоре по длине бочки ΔS
max
, то тогда по урав-
нению Симса-Головина [2]:
п
кл
ob
М
P
Sh +Δ=δ . (1)
Для получения такой же δh
b
при меньшей ширине b
i
:
() ()
i
п
i
i
max
п
max
bM
P
S
bM
P
S +Δ=+Δ , (2)
где М
п
(b
i
), М
п
(b
max
) – модули поперечной жесткости валковой системы при произвольной
ширине листа b
i
и при его максимальной ширине b
max
, МН/мм [2];
ΔS
max
, ΔS
i
– разница в начальных зазорах между валками по центру и возле кромок раска-
та при максимальной и произвольной ширине, мм.
Отсюда следует, что для предотвращения появления разнотолщинности при
уменьшении b
p
силу прокатки нужно уменьшать до P
i
по зависимости:
227

Обработка материалов давлением № 1 (20), 2009
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
+Δ−Δ=
)b(M
P
SS)b(MР
max
п
н
imaxi
п
i
. (3)
Для применения (3) необходимо иметь зависимость модуля поперечной жесткости
от ширины раската М
п
(b). Эту зависимость не трудно найти для каждой конкретной вал-
ковой системы, используя методику расчета деформаций [10] или любую другую. Напри-
мер, для чистовой клети стана 3000 ОАО «АМК» она имеет вид:
32
pp
п
423,7b687,65b194,168-227,137)(M
p
bb ⋅−⋅+⋅= . (4)
Посредством использования методик расчета деформаций валковой системы нахо-
дятся и параметры выпуклой рабочей профилировки, обеспечивающей заданную величи-
ну δh
b
при Р
н
и b
max
. Параметры исходной (станочной) профилировки затем можно найти
известными методами.
ВЫВОДЫ
Разработан новый технологический способ уменьшения поперечной разнотолщин-
ности листов и полос, не требующий никаких изменеий в конструкции рабочих клетей и
обеспечивающий устранение разнотолщинности любой величины, возможной в данной
клети. Способ позволяет компенсировать изменение теплового профиля валков вследст-
вие изменения темпа прокатки и изменение профилировки из-за износа. Сущность спосо-
ба состоит в совместном использовании выпуклой рабочей профилировки вадков и кине-
матически асимметричной прокатки. Точность способа зависит от точности датчиков си-
лы прокатки и точности отработки системой автоматического управления главными дви-
гателями клети задания на рассогласование скоростей рабочих валков. На новый способ
подана заявка на изобретение № 2008 04774 ( приоритет от 14.04.2008 г.).
ЛИТЕРАТУРА
1. Грудев А. П. Технология прокатного производства / А. П. Грудев, Л. Ф. Машкин, М. И. Ханин. –
М. : Металлургия, 1994. – 651 с. : ил.
2. Меерович И. М. Повышение точности листового проката / И. М. Меерович, А. И. Герцев,
В. С. Горелик, Э. Я. Классен. – М. : Металлургия, 1969. – 262 с. : ил.
3. Пименов А. Ф. Асимметричные процессы прокатки – анализ,
способы и перспективы применения /
А. Ф. Пименов, В. Н. Скороходов, А. И. Трайно и др. // Сталь. – М. 1982. – № 1. – С. 53–56.
4. Коновалов Ю. В. Регулирование разнотолщинности листов на толстолистовых станах управле-
нием скоростным режимом прокатки / Ю. В. Коновалов, А. А. Будаква, В. Е. Гончаров, А. Н. Завражный //
Металл. и горнорудн. промышленность, 1987.– № 1. –
С. 25–26.
5. Горелик В. С. Освоение прокатки толстых листов со скоростной асимметрией на стане 3600 /
В. С. Горелик, А. А. Будаква, П. С. Гринчук и др. // Сталь. – 1984. – №7. – С. 31–33.
6. Полухин В. П. Прикладная механика и расчет прокатных валков / П. И. Полухин, В. П. Полухин,
Н. Ф. Андрианов и др. – Каз. ССР : Изд
-во «Наука», 1977. – 207 с.
7. Кугаенко М. Е. Листопрокатное производство / М. Е. Кугаенко, М. В. Ковынев, В. В. Миллер – М. :
Металлургиздат, 1962. – 430 с.
8. Машины и агрегаты металлургических заводов. Т. 3. – М. : Металлургия, 1988. – 680 с.
9. Третьяков А. В. Расчет и исследование прокатных валков / А. В. Третьяков, Э. А. Гарбер,
Г. Г. Давлетбаев. – М. : Металлургия, 1976. – 255с
.
10. Тягунов В. А. Определение поперечной разнотолщиности листов при прокатке на станах кварто /
В. А. Тягунов, Е. Т. Малых, Ю. В. Денисов Ю.В. // Изв. вузов: Черная металлургия. – М. : 1967, №8. – С. 77–81.
Кулик А. Н. – канд. техн. наук, доц., ДГМА;
Данько А. В. – ассистент ДонГТУ;
Колесникова Г. В. – аспирант ДГМА;
Картавенко А. С. – студент ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск;
ДонГТУ – Донбасский государствнный технический университет, г. Алчевск.
E-mail: danko_av@mail.ru
228

Обработка материалов давлением № 1 (20), 2009
УДК 621.771.23
Шпак В. И.
Юрков К. Ю.
Шевченко В. В.
Малигон Е. Ю.
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПРОЦЕССА ХОЛОДНОЙ ПРОКАТКИ
ОТНОСИТЕЛЬНО ТОНКИХ ЛИСТОВ И ПОЛОС НА СТАНЕ КВАРТО С ПРИВОДОМ
НА ОПОРНЫЕ ВАЛКИ С РАЗЛИЧНЫМ УГЛОМ СВАЛА РАБОЧИХ ВАЛКОВ
В условиях, когда очень остро стоит вопрос конкурентоспособности отечественной
металлопродукции на зарубежных рынках, повышение сортамента за счёт выпуска более
тонких листов при повышении качества последних является наиболее актуальной пробле-
мой. Как было рассмотрено в [1, 2], одним из методов достижения минимальной толщины
раската является уменьшение диаметра рабочих валков, вследствие чего снижается среднее
давление, усилие и момент прокатки, что позволяет увеличить обжатие за один проход
и увеличивает коэффициент выравнивания разнотолщинности.
При этом появляются новые проблемы, связанные с напряжённым состоянием рабо-
чего валка меньшего диаметра и достаточно высокими прогибами в горизонтальной плоско-
сти. Для улучшение качественных показателей получаемой продукции применяются различ-
ные технологические приёмы, компоновки валковых узлов и различные технические средст-
ва изменения профиля межвалкового зазора [3, 4]. Например, на станах MKW для увеличе-
ния жесткости рабочих валков в горизонтальном направлении применяют различные схемы
установки рабочих валков. При нереверсивной работе стана достаточно расположить оси ра-
бочих валков несколько впереди осей опорных валков с тем, чтобы рабочий валок прижи-
мался к опорному валку, что должно уменьшить прогиб рабочего валка в горизонтальной
плоскости. В противоположность станам MKW на станах Тейлора валок меньшего диаметра
подвергается прогибу в горизонтальной плоскости путем перераспределения крутящих мо-
ментов между большим и малым валками. Перераспределение крутящих моментов на опор-
ных валках осуществляется с помощью электрического регулирования нагрузок. Изгиб рабо-
чего валка в горизонтальной плоскости регулируется с помощью тензодатчика. В клетях
с валками, имеющими выпукловогнутую профилировку (клети СVС, разработаны компанией
Schloeman Siemag, Германия) бесступенчатое регулирование профиля межвалкового зазора
достигается за счет комбинации несимметричной выпуклости по длине бочки валка с его
осевым перемещением. При осевом смещении валков, равным 75 мм, зазор между валками
изменяется в пределах 0,15 мм. Кроме того, осевое перемещение подобных валков способст-
вует также увеличению их кампании в связи с изменением положения кромки полосы отно-
сительно рабочих валков. Клети с попарно скрещивающимися валками (клети РС) разрабо-
таны японской компанией «Мицубиси дзюкоге». Клеть оснащена механизмом поворота
верхних и нижних пар рабочих и опорных валков относительно оси клети. Угол скрещива-
ния валков задается установкой специальных траверс, перемещение которых осуществляется
от регулируемого привода. Изменением угла скрещивания можно в широком диапазоне из-
менять профиль бочки рабочих валков. При изменении угла скрещивания в диапазоне 0 – 1
градусов изменение поперечного профиля достигает значения 250–400 мкм (в зависимости
от ширины полосы).
Для всех вышеприведенных схем профилирования основным минусом является дос-
таточно высокая стоимость внедрения для уже существующего оборудования, а иногда
и полная невозможность реконструкции. Это делает актуальным исследования возможности
свала рабочего валка относительно опорного при уменьшении диаметра рабочего для сниже-
ния контактных давлений при относительной стабилизации рабочего валка в горизонтальной
плоскости. Также, ввиду уменьшения диаметра рабочего валка, необходимо ориентироваться
на привод через опорный валок.
229