Nigel S., Chambers S., Johnson R. Operations Management
Подождите немного. Документ загружается.


Computer-aided functional layout design
The combinatorial complexity of functional layout has led to the development of several
heuristic procedures to aid the design process. Heuristic procedures use what have been
described as ‘short cuts in the reasoning process’ and ‘rules of thumb’ in the search for a
reasonable solution. They do not search for an optimal solution (though they might find one
by chance) but rather attempt to derive a good suboptimal solution. One such computer-
based heuristic procedure is called CRAFT (Computerized Relative Allocation of Facilities
Technique).
4
The reasoning behind this procedure is that, whereas it is infeasible to evaluate
factorial N (N!) different layouts when N is large, it is feasible to start with an initial layout
and then evaluate all the different ways of exchanging two work centres.
There are
possible ways of exchanging 2 out of N work centres. So for a 20-work-centre layout, there
are 190 ways of exchanging 2 work centres.
Three inputs are required for the CRAFT heuristic: a matrix of the flow between depart-
ments; a matrix of the cost associated with transportation between each of the departments;
and a spatial array showing an initial layout. From these:
● the location of the centroid of each department is calculated;
● the flow matrix is weighted by the cost matrix, and this weighted flow matrix is multiplied
by the distances between departments to obtain the total transportation costs of the initial
layout;
● the model then calculates the cost consequence of exchanging every possible pair of
departments.
The exchange giving the most improvement is then fixed, and the whole cycle is repeated
with the updated cost flow matrix until no further improvement is made by exchanging
two departments.
Detailed design in cell layout
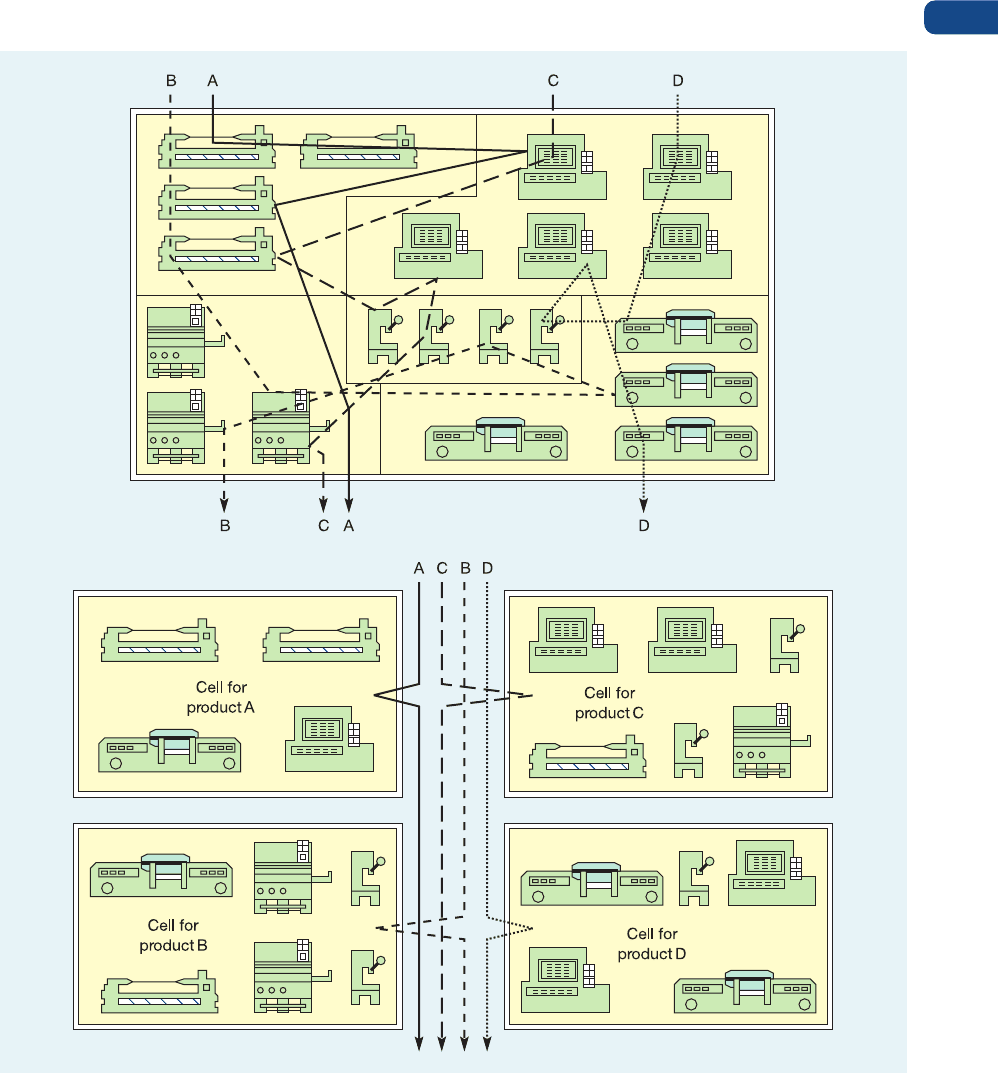
Figure 7.15 shows how a functional layout has been divided into four cells, each of which
has the resources to process a ‘family’ of parts. In doing this the operations management has
implicitly taken two interrelated decisions regarding:
● the extent and nature of the cells it has chosen to adopt;
● which resources to allocate to which cells.
Production flow analysis
The detailed design of cellular layouts is difficult, partly because the idea of a cell is itself
a compromise between process and product layout. To simplify the task, it is useful to con-
centrate on either the process or the product aspects of cell layout. If cell designers choose
to concentrate on processes, they could use cluster analysis to find which processes group
naturally together. This involves examining each type of process and asking which other
types of processes a product or part using that process is also likely to need. One approach to
allocating tasks and machines to cells is production flow analysis (PFA), which examines
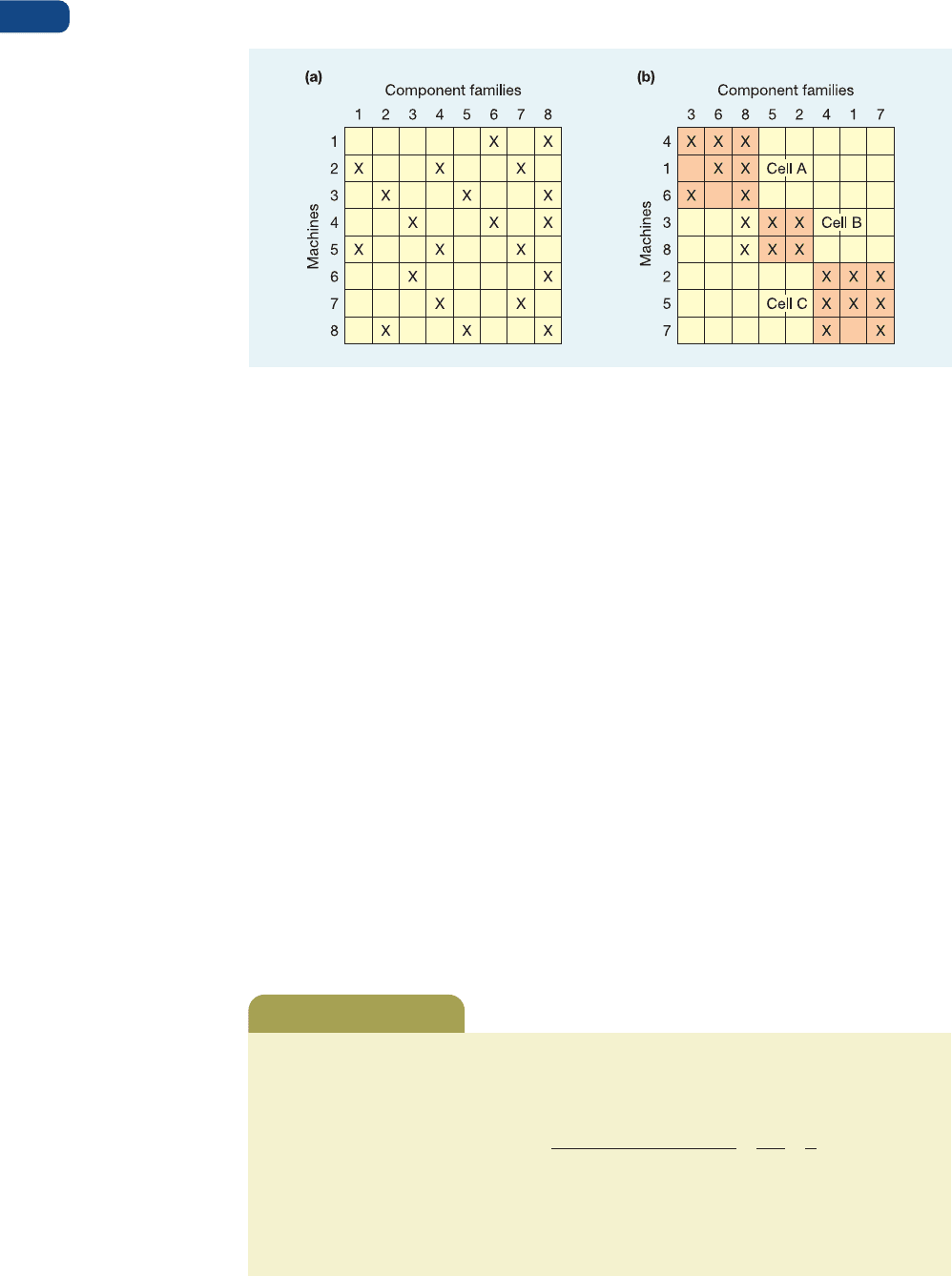
both product requirements and process grouping simultaneously. In Figure 7.16(a) a manu-
facturing operation has grouped the components it makes into eight families – for example,
the components in family 1 require machines 2 and 5. In this state the matrix does not seem
to exhibit any natural groupings. If the order of the rows and columns is changed, however,
to move the crosses as close as possible to the diagonal of the matrix which goes from top
left to bottom right, then a clearer pattern emerges. This is illustrated in Figure 7.16(b) and
shows that the machines could conveniently be grouped together in three cells, indicated
on the diagram as cells A, B and C. Although this procedure is a particularly useful way to
N!
2!(N − 2)!
Heuristic procedures
CRAFT
Cluster analysis
Production flow analysis
Part Two Design
194
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 194
allocate machines to cells, the analysis is rarely totally clean. This is the case here where com-
ponent family 8 needs processing by machines 3 and 8 which have been allocated to cell B.
There are some partial solutions for this. More machines could be purchased and put into
cell A. This would clearly solve the problem but requires investing capital in a new machine
which might be under-utilized. Or, components in family 8 could be sent to cell B after they
have been processed in cell A (or even in the middle of their processing route if necessary).
This solution avoids the need to purchase another machine but it conflicts partly with the
basic idea of cell layout – to achieve a simplification of a previously complex flow. Or, if there
are several components like this, it might be necessary to devise a special cell for them (usually
Chapter 7 Layout and flow
195
Figure 7.15 Cell layout groups processes together which are necessary for a family of products
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 195
called a remainder cell) which will almost be like a mini-functional layout. This remainder
cell does remove the ‘inconvenient’ components from the rest of the operation, however,
leaving it with a more ordered and predictable flow.
Detailed design in product layout
The nature of the product layout design decision is a little different from the other layout
types. Rather than ‘where to place what’, product layout is concerned more with ‘what to
place where’. Locations are frequently decided upon and then work tasks are allocated to
each location. For example, it may have been decided that four stations are needed to make
computer cases. The decision then is which of the tasks that go into making the cases should
be allocated to each station. The main product layout decisions are as follows:
● What cycle time is needed?
● How many stages are needed?
● How should the task-time variation be dealt with?
● How should the layout be balanced?
The cycle time of product layouts
The cycle time was mentioned in Chapter 4. It is the time between completed products,
pieces of information or customers emerging from the process. Cycle time is a vital factor
in the design of product layouts and has a significant influence on most of the other detailed
design decisions. It is calculated by considering the likely demand for the products or services
over a period and the amount of production time available in that period.
Part Two Design
196
Figure 7.16 (a) and (b) Using production flow analysis to allocate machines to cells
Suppose the regional back-office operation of a large bank is designing an operation
which will process its mortgage applications. The number of applications to be processed
is 160 per week and the time available to process the applications is 40 hours per week.
Cycle time for the layout ===hour
= 15 minutes
So the bank’s layout must be capable of processing a completed application once every
15 minutes.
1
4
40
160
time available
number to be processed
Worked example
Remainder cell
Cycle time
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 196
The number of stages
The next decision concerns the number of stages in the layout and depends on the cycle time
required and the total quantity of work involved in producing the product or service. This
latter piece of information is called the total work content. The larger the total work content
and the smaller the required cycle time, the more stages will be necessary.
Task-time variation
Imagine a line of four stages, each contributing a quarter of the total work content of pro-
cessing the mortgage, and passing the documentation on to the next stage every 15 minutes. In
practice, of course, the flow would not be so regular. Each station’s allocation of work might
on average take 15 minutes, but almost certainly the time will vary each time a mortgage
application is processed. This is a general characteristic of all repetitive processing (and
indeed of all work performed by humans) and can be caused by such factors as differences
between each product or service being processed along the line (in the mortgage-processing
example, the time some tasks require will vary depending on the personal circumstances of
the person applying for the loan), or slight variations in coordination and effort on the part
of staff performing the task. This variation can introduce irregularity into the flow along the
line, which in turn can lead to both periodic queues at the stages and lost processing time.
It may even prove necessary to introduce more resources into the operation to compensate
for the loss of efficiency resulting from work-time variation.
Balancing work-time allocation
One of the most important design decisions in product layout is that of line balancing. In
the mortgage-processing example we have assumed that the 15 minutes of work content are
allocated equally to the four stations. This is nearly always impossible to achieve in practice
and some imbalance in the work allocation results. Inevitably this will increase the effective
cycle time of the line. If it becomes greater than the required cycle time, it may be necessary
to devote extra resources, in the shape of a further stage, to compensate for the imbalance.
The effectiveness of the line-balancing activity is measured by balancing loss. This is the time
wasted through the unequal allocation of work as a percentage of the total time invested in
processing the product or service.
Balancing techniques
5
There are a number of techniques available to help in the line-balancing task. Again, in
practice, the most useful (and most used) ‘techniques’ are the relatively simple such as the
precedence diagram. This is a representation of the ordering of the elements which compose
Total work content
Line balancing
Balancing loss
Precedence diagram
Chapter 7 Layout and flow
197
Suppose the bank in the previous example calculated that the average total work content
of processing a mortgage application is 60 minutes. The number of stages needed to
produce a processed application every 15 minutes can be calculated as follows:
Number of stages =
=
= 4 stages
If this figure had not emerged as a whole number it would have been necessary to round
it up to the next largest whole number. It is difficult (although not always impossible) to
hire fractions of people to staff the stages.
60 minutes
15 minutes
total work content
required cycle time
Worked example
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 197
Part Two Design
198
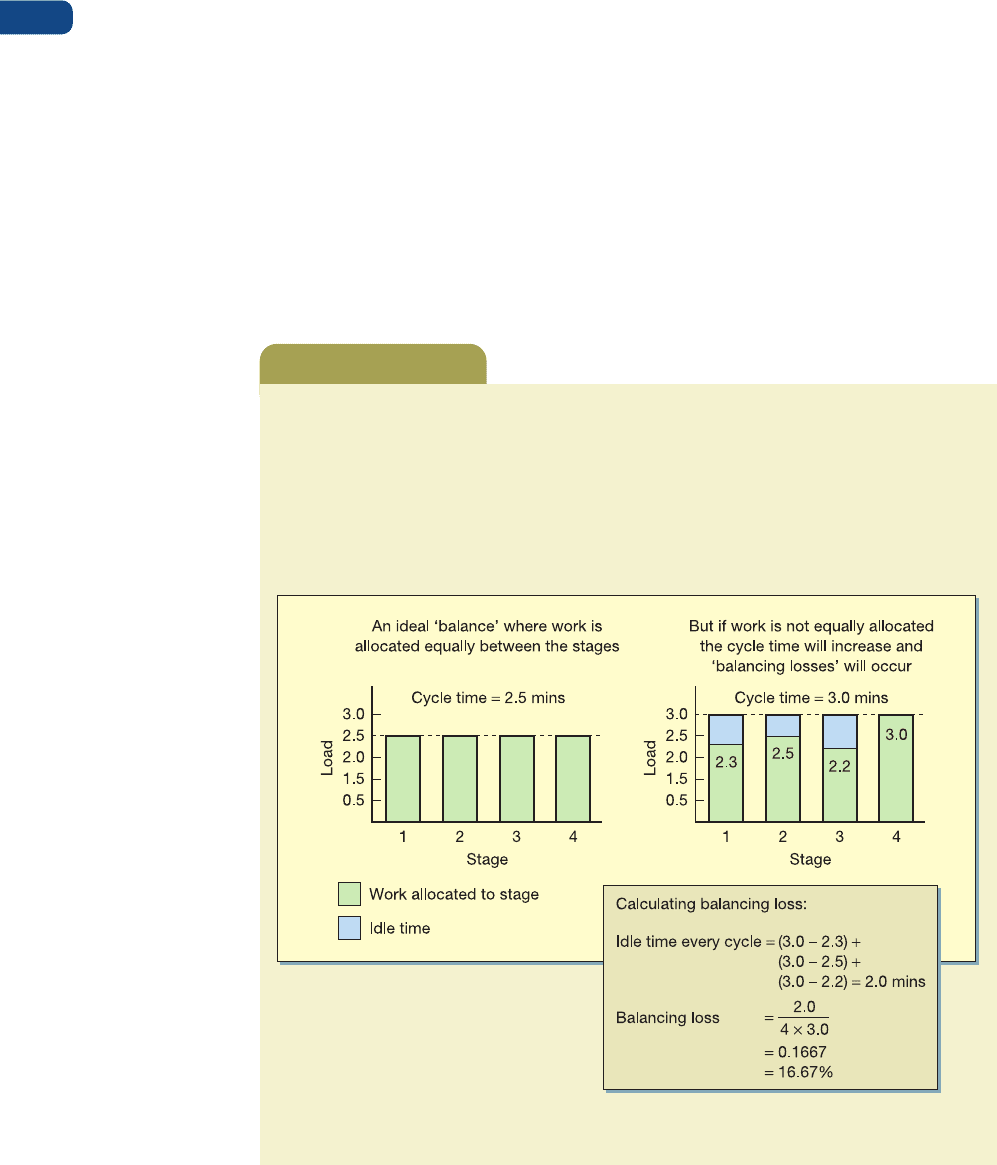
In Figure 7.17 the work allocations in a four-stage line are illustrated. The total amount
of time invested in producing each product or service is four times the cycle time because,
for every unit produced, all four stages have been working for the cycle time. When the
work is equally allocated between the stages, the total time invested in each product or
service produced is 4 × 2.5 = 10 minutes. However, when work is unequally allocated, as
illustrated, the time invested is 3.0 × 4 = 12 minutes, i.e. 2.0 minutes of time, 16.67 per
cent of the total, is wasted.
Worked example
Figure 7.17 Balancing loss is that proportion of the time invested in processing the
product or service which is not used productively
the total work content of the product or service. Each element is represented by a circle. The
circles are connected by arrows which signify the ordering of the elements. Two rules apply
when constructing the diagram:
● the circles which represent the elements are drawn as far to the left as possible;
● none of the arrows which show the precedence of the elements should be vertical.
The precedence diagram, either using circles and arrows or transposed into tabular form,
is the most common starting point for most balancing techniques. We do not treat the
more complex of these techniques here but it is useful to describe the general approach to
balancing product layouts.
This general approach is to allocate elements from the precedence diagram to the first
stage, starting from the left, in order of the columns until the work allocated to the stage is
as close to, but less than, the cycle time. When that stage is as full of work as is possible with-
out exceeding the cycle time, move on to the next stage, and so on, until all the work elements
are allocated. The key issue is how to select an element to be allocated to a stage when more
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 198
than one element could be chosen. Two heuristic rules have been found to be particularly
useful in deciding this:
● Simply choose the largest that will ‘fit’ into the time remaining at the stage.
● Choose the element with the most ‘followers’: that is the highest number of elements
which can only be allocated when that element has been allocated.
Chapter 7 Layout and flow
199
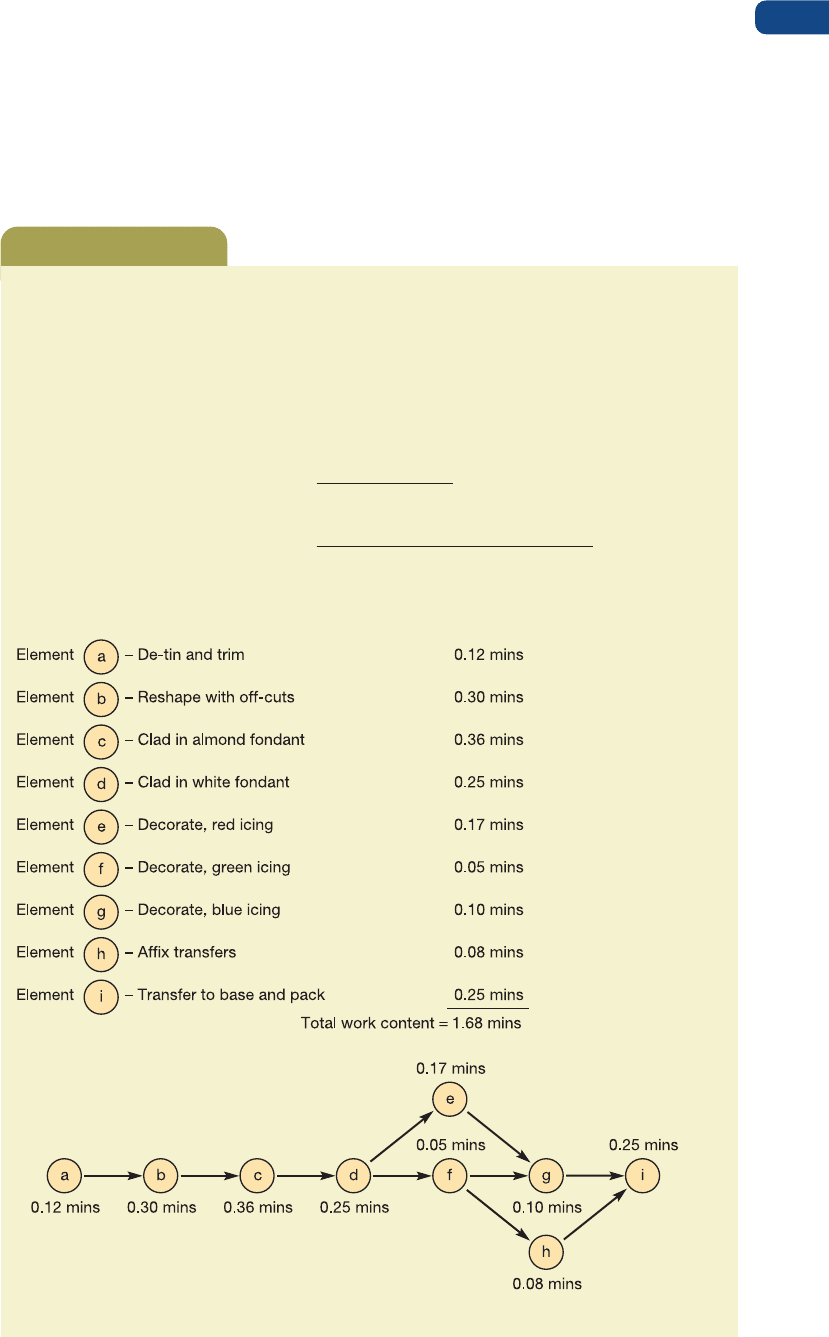
Karlstad Kakes (KK) is a manufacturer of speciality cakes, which has recently obtained a
contract to supply a major supermarket chain with a speciality cake in the shape of a space
rocket. It has been decided that the volumes required by the supermarket warrant a special
production line to perform the finishing, decorating and packing of the cake. This line
would have to carry out the elements shown in Figure 7.18, which also shows the precedence
diagram for the total job. The initial order from the supermarket is for 5,000 cakes a
week and the number of hours worked by the factory is 40 per week. From this:
The required cycle time ==0.48 min
The required number of stages ==3.5 stages
This means four stages.
1.68 min (the total work content)
0.48 min (the required cycle time)
40 hrs × 60 mins
5,000
Worked example
➔
Figure 7.18 Element listing and precedence diagram for Karlstad Kakes
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 199
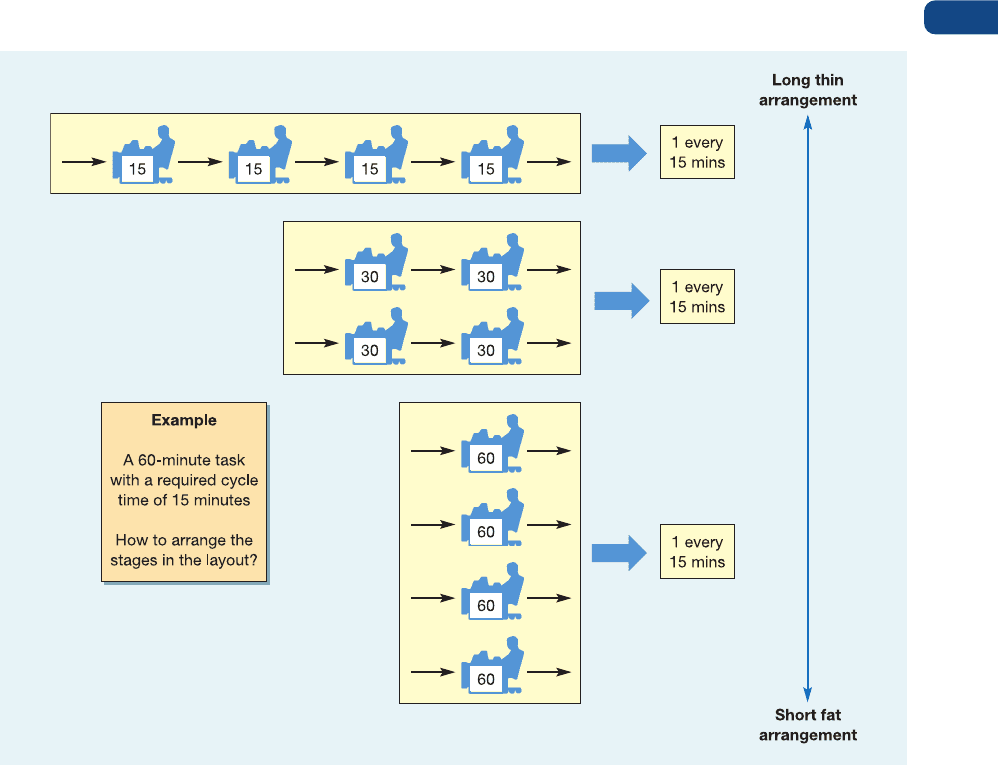
Arranging the stages
All the stages necessary to fulfil the requirements of the layout may not be arranged in a
sequential ‘single line’. Return to the mortgage-processing example, which requires four stages
working on the task to maintain a cycle time of one processed application every 15 minutes.
The conventional arrangement of the four stages would be to lay them out in one line, each
stage having 15 minutes’ worth of work. However, nominally, the same output rate could
also be achieved by arranging the four stages as two shorter lines, each of two stages with
30 minutes’ worth of work each. Alternatively, following this logic to its ultimate conclusion,
the stages could be arranged as four parallel stages, each responsible for the whole work
content. Figure 7.20 shows these options.
This may be a simplified example, but it represents a genuine issue. Should the layout
be arranged as a single long thin line, as several short fat parallel lines, or somewhere in
between? (Note that ‘long’ refers to the number of stages and ‘fat’ to the amount of work
allocated to each stage.) In any particular situation there are usually technical constraints
which limit either how ‘long and thin’ or how ‘short and fat’ the layout can be, but there is
usually a range of possible options within which a choice needs to be made. The advantages
of each extreme of the long thin to short fat spectrum are very different and help to explain
why different arrangements are adopted.
Long thin
Short fat
Part Two Design
200
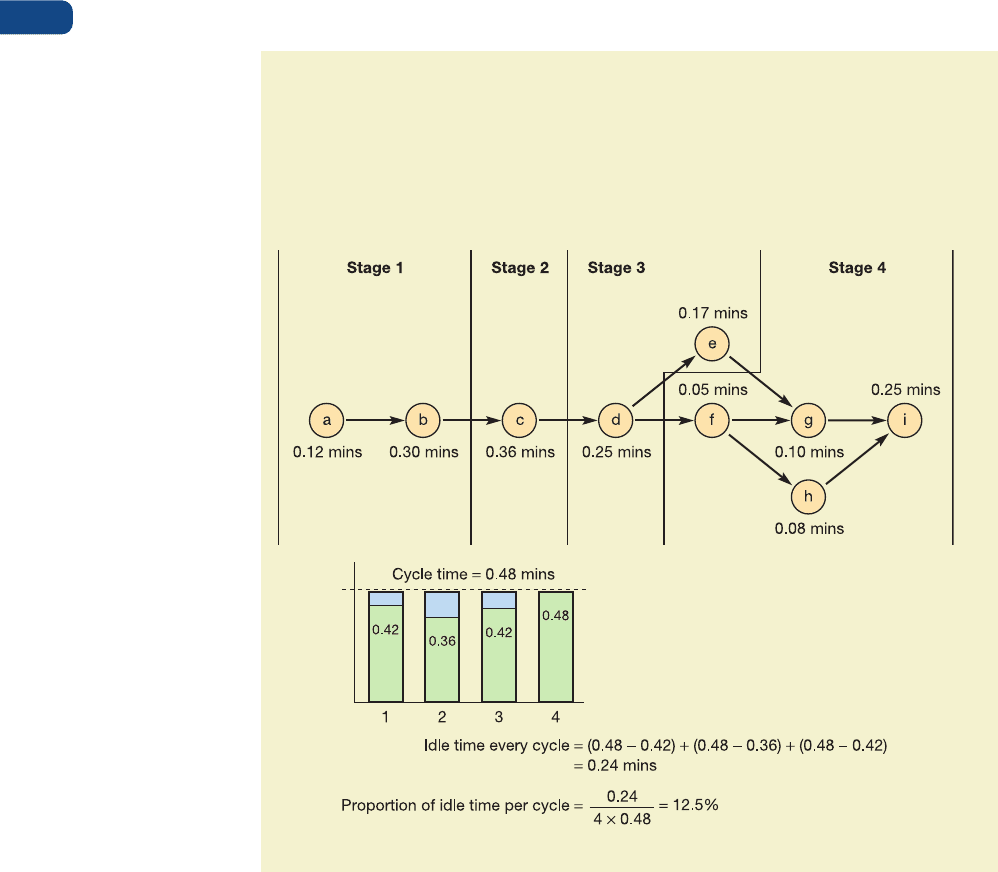
Working from the left on the precedence diagram, elements a and b can be allocated
to stage 1. Allocating element c to stage 1 would exceed the cycle time. In fact, only element
c can be allocated to stage 2 because including element d would again exceed the cycle time.
Element d can be allocated to stage 3. Either element e or element f can also be allocated
to stage 3, but not both, or the cycle time would be exceeded. Following the ‘largest
element’ heuristic rule, element e is chosen. The remaining elements then are allocated
to stage 4. Figure 7.19 shows the final allocation and the balancing loss of the line.
Figure 7.19 Allocation of elements to stages and balancing loss for Karlstad Kakes
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 200
The advantages of the long thin arrangement
These include:
● Controlled flow of materials or customers – which is easy to manage.
● Simple materials handling – especially if a product being manufactured is heavy, large or
difficult to move.
● Lower capital requirements. If a specialist piece of equipment is needed for one element in
the job, only one piece of equipment would need to be purchased; on short fat arrange-
ments every stage would need one.
● More efficient operation. If each stage is only performing a small part of the total job, the
person at the stage will have a higher proportion of direct productive work as opposed to
the non-productive parts of the job, such as picking up tools and materials.
This latter point is particularly important and is fully explained in Chapter 9 when we discuss
job design.
The advantages of the short fat arrangement
These include:
● Higher mix flexibility. If the layout needs to process several types of product or service,
each stage or line could specialize in different types.
Chapter 7 Layout and flow
201
Figure 7.20 The arrangement of stages in product layout can be described on a spectrum from ‘long thin’ to
‘short fat’
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 201
● Higher volume flexibility. As volume varies, stages can simply be closed down or started up as
required; long thin arrangements would need rebalancing each time the cycle time changed.
● Higher robustness. If one stage breaks down or ceases operation in some way, the other
parallel stages are unaffected; a long thin arrangement would cease operating completely.
● Less monotonous work. In the mortgage example, the staff in the short fat arrangement are
repeating their tasks only every hour; in the long thin arrangement it is every 15 minutes.
Part Two Design
202
Summary answers to key questions
Check and improve your understanding of this chapter using self assessment questions
and a personalised study plan, audio and video downloads, and an eBook – all at
www.myomlab.com.
➤ What are the basic layout types used in operations?
■ There are four basic layout types. They are fixed-position layout, functional layout, cell layout
and product layout.
➤ What type of layout should an operation choose?
■ Partly this is influenced by the nature of the process type, which in turn depends on the volume–
variety characteristics of the operation. Partly also the decision will depend on the objectives
of the operation. Cost and flexibility are particularly affected by the layout decision.
■ The fixed and variable costs implied by each layout differ such that, in theory, one particular layout
will have the minimum costs for a particular volume level. However, in practice, uncertainty over
the real costs involved in layout makes it difficult to be precise on which is the minimum-cost
layout.
➤ What is layout design trying to achieve?
■ In addition to the conventional operations objectives which will be influenced by the layout design,
factors of importance include the length and clarity of customer, material or information flow;
inherent safety to staff and/or customers; staff comfort; accessibility to staff and customers;
the ability to coordinate management decisions; the use of space; and long-term flexibility.
➤ How should each basic layout type be designed in detail?
■ In fixed-position layout the materials or people being transformed do not move but the trans-
forming resources move around them. Techniques are rarely used in this type of layout, but
some, such as resource location analysis, bring a systematic approach to minimizing the costs
and inconvenience of flow at a fixed-position location.
■ In functional layout all similar transforming resources are grouped together in the operation.
The detailed design task is usually (although not always) to minimize the distance travelled by
the transformed resources through the operation. Either manual or computer-based methods
can be used to devise the detailed design.
■ In cell layout the resources needed for a particular class of product are grouped together
in some way. The detailed design task is to group the products or customer types such that
convenient cells can be designed around their needs. Techniques such as production flow
analysis can be used to allocate products to cells.
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:53 Page 202
■ In product layout, the transforming resources are located in sequence specifically for the convenience of products or
product types. The detailed design of product layouts includes a number of decisions, such as the cycle time to which
the design must conform, the number of stages in the operation, the way tasks are allocated to the stages in the line,
and the arrangement of the stages in the line. The cycle time of each part of the design, together with the number of
stages, is a function of where the design lies on the ‘long thin’ to ‘short fat’ spectrum of arrangements. This position
affects costs, flexibility, robustness and staff attitude to work. The allocation of tasks to stages is called line balanc-
ing, which can be performed either manually or through computer-based algorithms.
Chapter 7 Layout and flow
203
Weldon Hand Tools, one of the most successful of the
European hand tool manufacturers, decided to move into
the ‘woodworking’ tools market. Previously its products
had been confined to car maintenance, home decorating
and general hand tools. One of the first products which it
decided to manufacture was a general-purpose ‘smoothing
plane’, a tool which smoothes and shapes wood. Its product
designers devised a suitable design and the company’s
work measurement engineers estimated the time it would
take in standard minutes (the time to perform the task plus
allowances for rest etc.) to perform each element in the
assembly process. The marketing department also estimated
the likely demand (for the whole European market) for the
new product. Its sales forecast is shown in Table 7.3.
The marketing department was not totally confident of
its forecast, however. ‘A substantial proportion of demand
is likely to be export sales, which we find difficult to predict.
But whatever demand does turn out to be, we will have to
react quickly to meet it. The more we enter these parts of
the market, the more we are into impulse buying and the
more sales we lose if we don’t supply.’
This plane was likely to be the first of several similar
planes. A further model had already been approved for
launch about one year after this, and two or three further
models were in the planning stage. All the planes were
similar, merely varying in length and width.
Table 7.3 Sales forecast for smoothing plane
Time period Volume
Year 1
1st quarter 98,000 units
2nd quarter 140,000 units
3rd quarter 140,000 units
4th quarter 170,000 units
Year 2
1st quarter 140,000 units
2nd quarter 170,000 units
3rd quarter 200,000 units
4th quarter 230,000 units
Case study
Weldon Hand Tools
Designing the manufacturing operation
It has been decided to assemble all planes at one of the
company’s smaller factory sites where a whole workshop
is unused. Within the workshop there is plenty of room
for expansion if demand proves higher than forecast. All
machining and finishing of parts would be performed at
the main factory and the parts shipped to the smaller site
where they would be assembled at the available workshop.
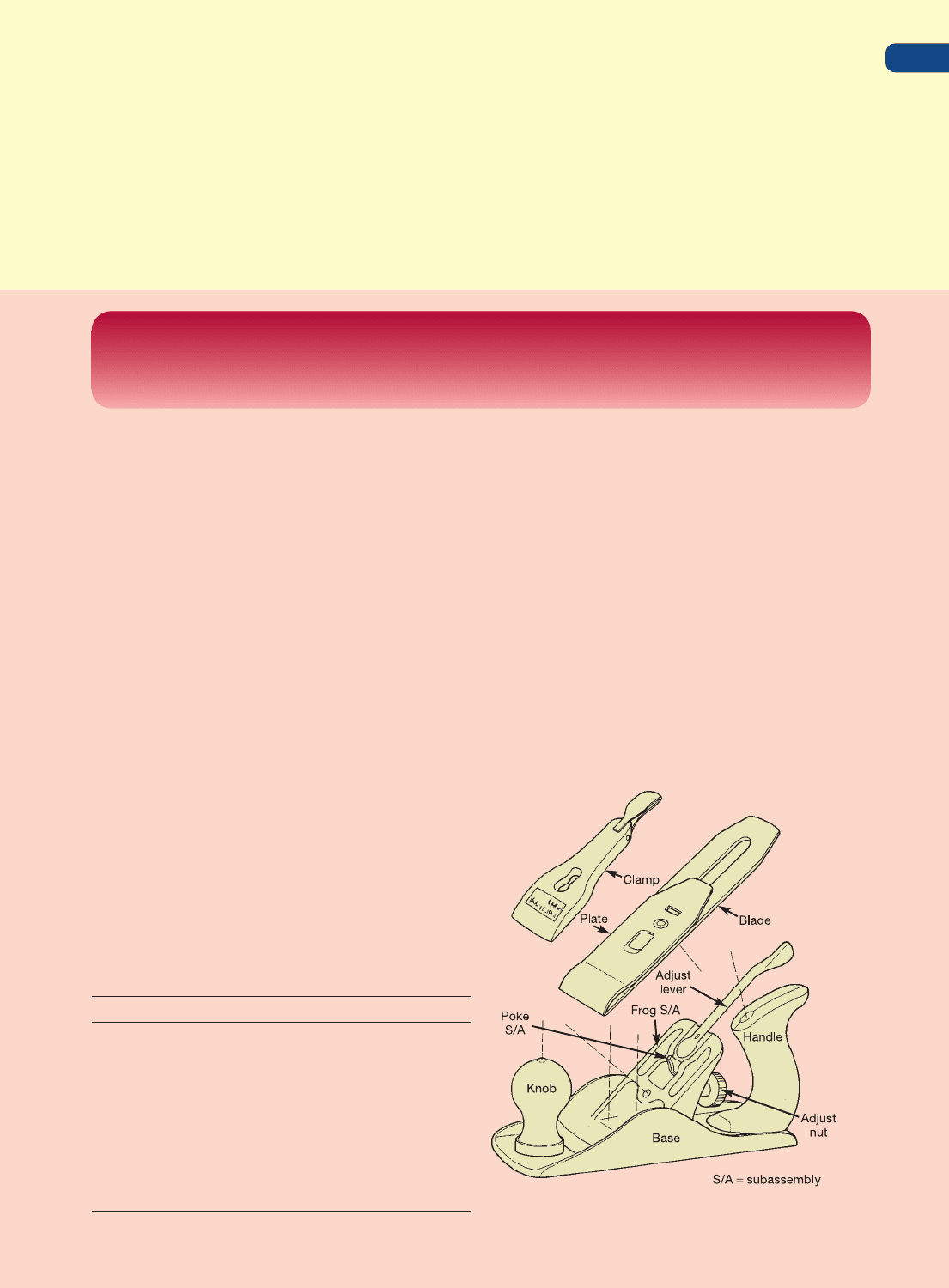
An idea of the assembly task can be gained from the parti-
ally exploded view of the product (see Fig. 7.21). Table 7.4
gives the ‘standard time’ for each element of the assembly
task. Some of the tasks are described as ‘press’ operations.
These use a simple mechanical press that applies sufficient
force for simple bending, riveting or force-fitting operations.
This type of press is not an expensive or sophisticated
piece of technology.
Figure 7.21 Partially exploded view of the new plane
➔
M07_SLAC0460_06_SE_C07.QXD 10/21/09 13:54 Page 203