Nicholas P. Cheremisinoff. Handbook of Solid Waste Management and Waste Minimization Technologies
Подождите немного. Документ загружается.


than not to occur. As example; if landfilling is relied upon to dispose of
hazardous wastes, the potential exists for the liner to be breached and
contaminate the groundwater, resulting in offsite and third-party damages. Or if a
manufacturing operation relies on a chemical component that is toxic, workers
could sue a company for chromic exposures resulting from their handling of the
material over their years of service. This in turn could result in an insurance
company raising premiums for medical coverage. If these types of scenarios are
more likely to occur than not, or simply stated, have a reasonably high
probability of occurrence, then there is a strong basis for choosing pollution
prevention and waste minimization strategies.
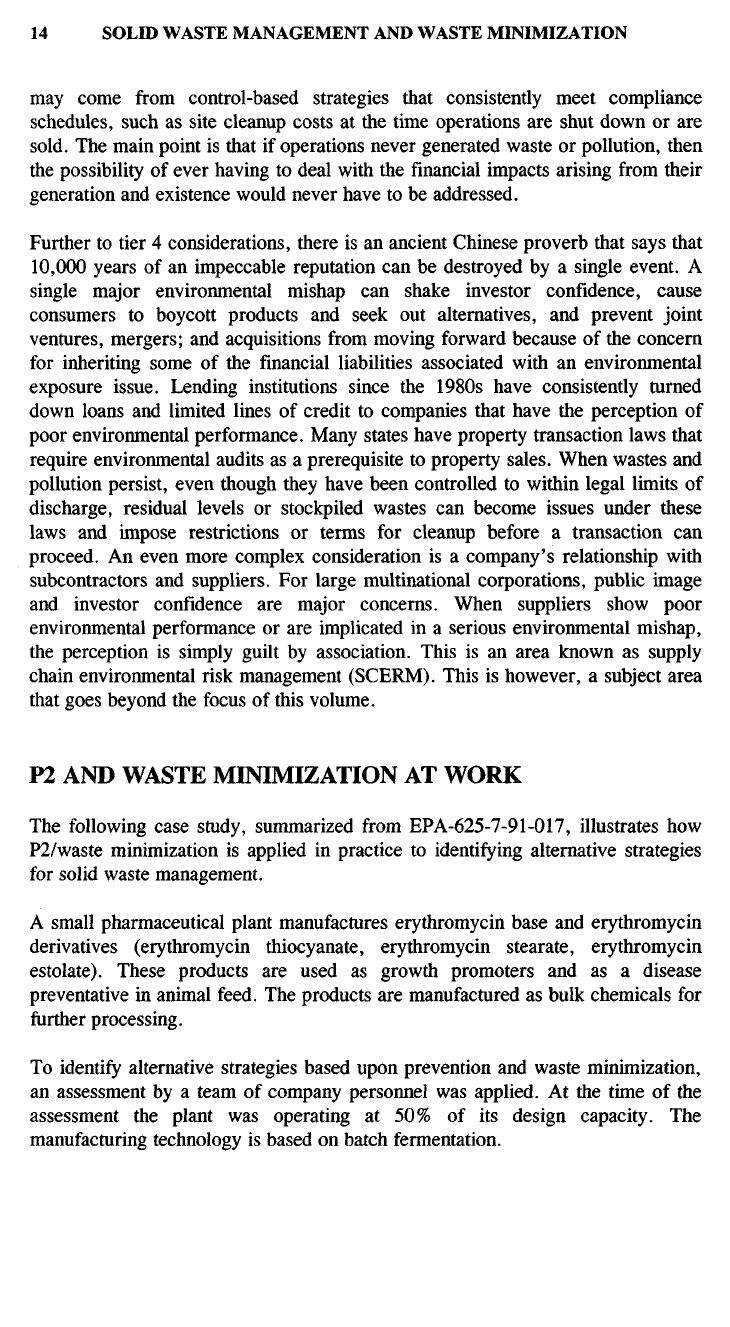
Tier 3
Future and Long-Term Liability Costs
Medical claims from
personal injury and
chronic health risks for
workers
Off-site damages and
remediation
More stringent
compliance
Toxic tort
On-site remedial
action costs
Inflation
Property devaluation and
restricted resale
Litigation fees
Class action suits from third-party damages
Figure 4. Examples of costs related to future events (i.e., long-term and
future liabilities).

Negative consumer
response
-
products
boycotted
Mergers, acquisitions,
joint ventures halted
because
of
high risks
from poor
environmental
Property transaction
laws block
or
restrict
asset sales
due to
environmental
damages
Insurance companies
raise premiums
or
drop
coverage because
of
high risks from poor
environmental
performance
and
liabilities
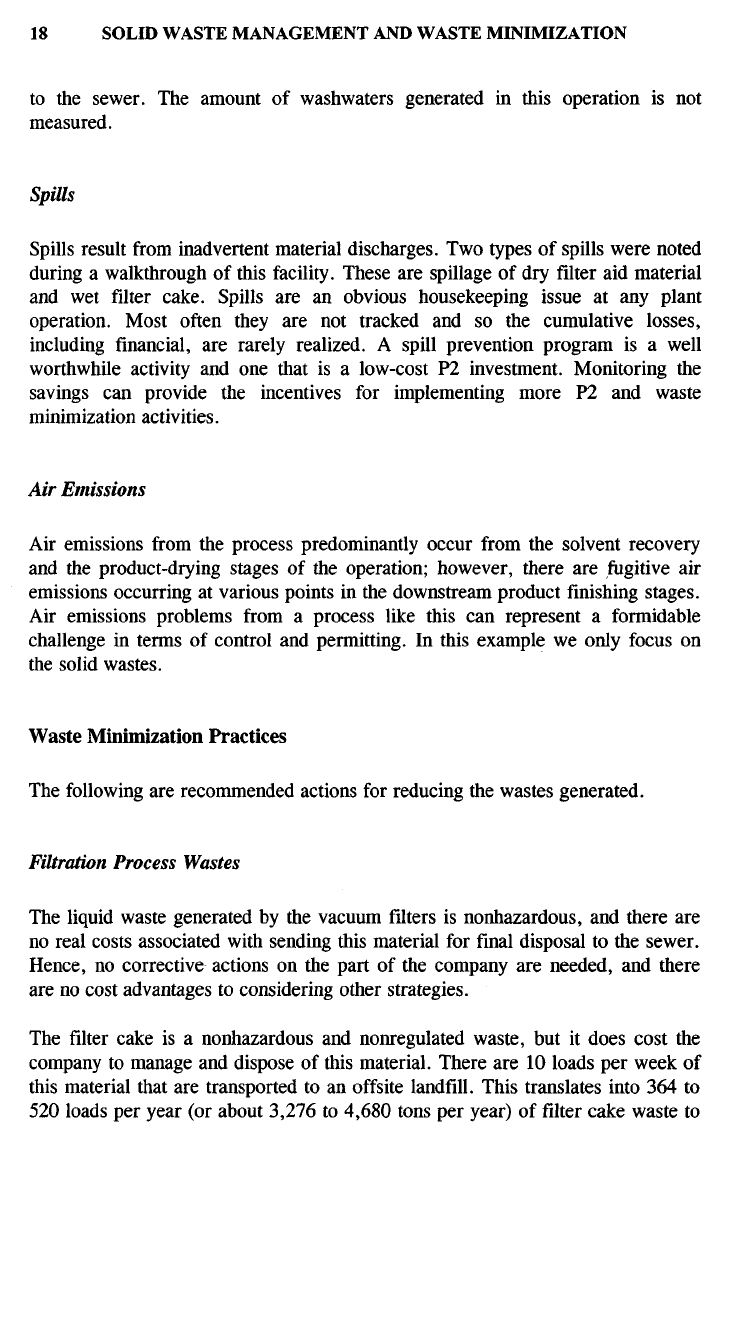
Tier
4
Less Tangible Costs
Negative investor
confidence
-
stock
prices fall
Lend-lease laws
impede property sales
and/or impose costly
and long-term cleanup
actions
Lending institutions
refuse
to
extend
or
offer favorable lines
of
credit
Becoming
the
target
for frequent
inspections
and
more
scrupulous
enforcement
by
regulators
Impacts from poor supply chain;
environmental risks
Figure 5. Less tangible costs from poor environmental management practices
that are hard to predict.
Less tangible costs (tier 4) are even more difficult to grasp, but they do play a
critical role in developing the proper investments for environmental management
strategies. Fig. 5 provides some examples. These again are cost impacts that can
arise from poor environmental performance. But again, the poor performance
may come from control-based strategies that consistently meet compliance
schedules, such as site cleanup costs at the time operations are shut down or are
sold. The main point is that if operations never generated waste or pollution, then
the possibility of ever having to deal with the financial impacts arising from their
generation and existence would never have to be addressed.
Further to tier 4 considerations, there is an ancient Chinese proverb that says that
10,000 years of an impeccable reputation can be destroyed by a single event. A
single major environmental mishap can shake investor confidence, cause
consumers to boycott products and seek out alternatives, and prevent joint
ventures, mergers; and acquisitions from moving forward because of the concern
for inheriting some of the financial liabilities associated with an environmental
exposure issue. Lending institutions since the 1980s have consistently turned
down loans and limited lines of credit to companies that have the perception of
poor environmental performance. Many states have property transaction laws that
require environmental audits as a prerequisite to property sales. When wastes and
pollution persist, even though they have been controlled to within legal limits of
discharge, residual levels or stockpiled wastes can become issues under these
laws and impose restrictions or terms for cleanup before a transaction can
proceed. An even more complex consideration is a company's relationship with
subcontractors and suppliers. For large multinational corporations, public image
and investor confidence are major concerns. When suppliers show poor
environmental performance or are implicated in a serious environmental mishap,
the perception is simply guilt by association. This is an area known as supply
chain environmental risk management (SCERM). This is however, a subject area
that goes beyond the focus of this volume.
P2 AND WASTE MINIMIZATION AT WORK
The following case study, summarized from EPA-625-7-91-017, illustrates how
P2/waste minimization is applied in practice to identifying alternative strategies
for solid waste management.
A small pharmaceutical plant manufactures erythromycin base and erythromycin
derivatives (erythromycin thiocyanate, erythromycin stearate, erythromycin
estolate). These products are used as growth promoters and as a disease
preventative in animal feed. The products are manufactured as bulk chemicals for
further processing.
To identify alternative strategies based upon prevention and waste minimization,
an assessment by a team of company personnel was applied. At the time of the
assessment the plant was operating at 50% of its design capacity. The
manufacturing technology is based on batch fermentation.

Note that an assessment or audit has several stages to it. In a later chapter we
will summarize the various steps to conducting waste minimization and pollution
prevention audits. Audits are both qualitative and quantitative in nature. It is the
application of material and energy balances that plays a major role in identifying
cost savings opportunities and assisting in the stimulation of ideas for replacing
end-of-pipe treatment technologies with preventive practices.
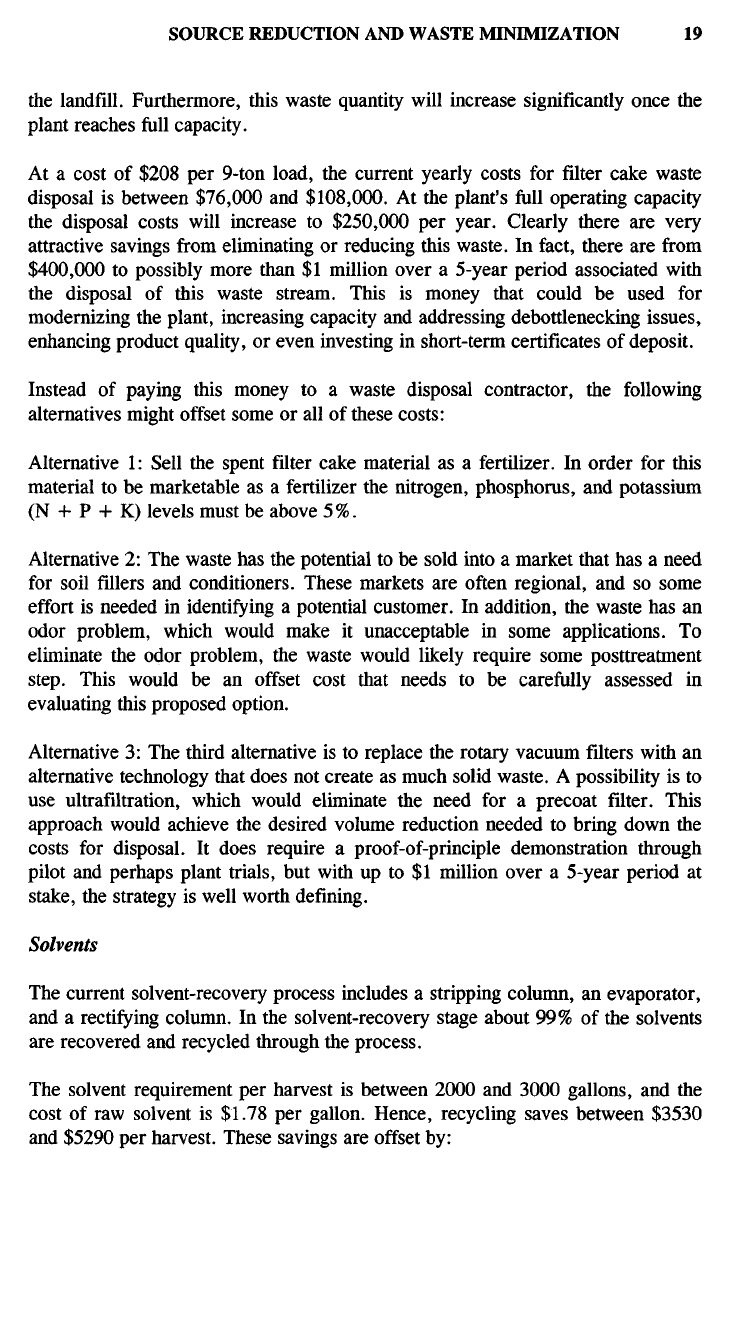
Figure 6. Process flow scheme for pharmaceutical plant example.
In reading over the following case study, bear in mind that the operations of any
plant are dynamic, and audits provide only a brief snapshot of the events
occurring. For this reason, effective waste minimization and pollution prevention
Inoculum organisms
and nutrients
SEED
TANK
Vent to
Atmosphere
Filter Precoat
and Water
FERMENTOR
Nutrients
ROTARY
VACUUM
FILTER
Air
Filtered
Solids to
Disposal
Liquid
Precoat
to Sewer
CRYSTALLIZER
UNIT
CENTRIFUGE
Spent
Solvent to
Recovery
Spent
Solvents
to
Recovery
Raffinate
SOLVENT
EXTRACTION
Vent to
Atmosphere
DRYER
Product to
Warehouse

audits need to incorporate follow-up sessions, with a focus on monitoring the
improvements over time.
The raw materials used in the manufacture of products are:
• Inoculum organisms
• Nutrients for fermentation (e.g., sugar, flour, fillers)
• Solvents for product recovery (acetone is used for product recovery during
erythromycin base campaigns, and amyl acetate is used for base derivative
manufacturing campaigns)
o Ammonium thiocyanate (for the manufacture of erythromycin thiocyanate)
• Acetic acid for processing
• Diatomaceous earth filter aid for fermentation broth processing
• Sodium carbonate, sulfuric acid, and sodium hydroxide for pH control
The Process
Fig. 6 illustrates a simplified process flow sheet of the operation. Following the
process flow scheme, the steps to manufacturing are as follows:
1.
A lab culture of inoculum is delivered to a sterile 2000-gallon seed tank
containing nutrients suspended in an aqueous medium.
2.
After the initial fermentation period the seed tank contents are transferred to
a 67000-gallon fermentation vessel. The entire fermentation cycle is 7 days,
with nutrients added over the course of the fermentation. During this
process step, the contents of the vessel are aerated and mildly agitated. The
contents are carefully monitored for sterility. Fermentation off-gas is
released to the atmosphere.
3.
Upon maturation the harvest solution containing erythromycin base is
transferred to a holding tank for further processing. Approximately 5
batches per week are harvested. Once the plant goes to full capacity,
harvesting will increase to 10 batches per week.
4.
The erythromycin base is next separated from the fermentation broth by
means of rotary vacuum filtration. The filtration units are first precoated
with an aqueous slurry of filter aid. The aqueous filtrate from the filter aid
application step is discharged to the sewer. Solid cake is scraped from the
filter surface using a doctor blade. The cake drops onto a conveyor belt,
and from there it is transferred to a disposal bin for off-site disposal.
Filtrate containing the erythromycin base is sent to the solvent extraction
stage of the process.
5.
The product-recovery phase is based on solvent extraction. The
erythromycin is recovered using multistage liquid-liquid extraction. Rich
organic solvent layer and the raffinate (the water layer that contains some
solvent) are recycled.
6. The erythromycin-rich extract is sent to a crystallizer for product recovery.

7.
In the next step, crystallized erythromycin base is separated by
centrifugation. The centrifuge cake is sent to a fluid bed dryer, and the
centrate (spent solvents) are recovered and recycled.
8. The dried, recovered product is drummed in the last stage of the process
and is ready for shipment to customers.
9. For the production of erythromycin thiocyanate, erythromycin base is
reacted with ammonium thiocyanate prior to crystallization. It is then
crystallized, centrifuged, dried, and drummed.
The Waste Streams
The following are the waste streams generated during manufacturing.
Filtration Process Wastes
The harvests are filtered using rotary vacuum filters coated with diatomaceous
earth filter aid. The wastes are the aqueous precoat filter plus the wet filter cake.
During the operation, the precoat is applied continuously at a rate of 1100 kg/hr.
The filtrate is discharged to the sewer without any pretreatment. Solid filter cake
waste (mycelia and filter aid) are generated at a rate of 1243 kg/hr. This waste is
removed to an off-site landfill in 5- to 10-ton load shipments. All of the waste is
considered to be nonhazardous. The solid filter cake waste is the largest waste
stream generated by the process on a volume basis. The unit costs for disposal
are as follows. A waste hauler has been contracted at a rate of $160 for the first 6
tons,
and then $16 per ton thereafter. The plant disposes between 7 and 10 loads
per week.
Solvents
Spent solvents are recycled from the product recovery and purification stages of
the process. Between 2000 and 3000 gallons of solvent is used for a single
fermentation harvest. The solvent recovery stage of the operation generates about
two 55-gallon drums of still bottoms per week, which is a regulated hazardous
waste.
Equipment Cleaning Wastes
The process equipment must be thoroughly cleaned and sterilized between
manufacturing campaigns in order to ensure product purity and to maintain
operating efficiency. These washwaters are generated intermittently. A caustic
solution is used to clean out the fermentation vessels, and the washwaters are sent
to the sewer. The amount of washwaters generated in this operation is not
measured.
Spills
Spills result from inadvertent material discharges. Two types of spills were noted
during a walkthrough of this facility. These are spillage of dry filter aid material
and wet filter cake. Spills are an obvious housekeeping issue at any plant
operation. Most often they are not tracked and so the cumulative losses,
including financial, are rarely realized. A spill prevention program is a well
worthwhile activity and one that is a low-cost P2 investment. Monitoring the
savings can provide the incentives for implementing more P2 and waste
minimization activities.
Air Emissions
Air emissions from the process predominantly occur from the solvent recovery
and the product-drying stages of the operation; however, there are fugitive air
emissions occurring at various points in the downstream product finishing stages.
Air emissions problems from a process like this can represent a formidable
challenge in terms of control and permitting. In this example we only focus on
the solid wastes.
Waste Minimization Practices
The following are recommended actions for reducing the wastes generated.
Filtration Process Wastes
The liquid waste generated by the vacuum filters is nonhazardous, and there are
no real costs associated with sending this material for final disposal to the sewer.
Hence, no corrective actions on the part of the company are needed, and there
are no cost advantages to considering other strategies.
The filter cake is a nonhazardous and nonregulated waste, but it does cost the
company to manage and dispose of this material. There are 10 loads per week of
this material that are transported to an offsite landfill. This translates into 364 to
520 loads per year (or about 3,276 to 4,680 tons per year) of filter cake waste to
the landfill. Furthermore, this waste quantity will increase significantly once the
plant reaches full capacity.
At a cost of $208 per 9-ton load, the current yearly costs for filter cake waste
disposal is between $76,000 and $108,000. At the plant's full operating capacity
the disposal costs will increase to $250,000 per year. Clearly there are very
attractive savings from eliminating or reducing this waste. In fact, there are from
$400,000 to possibly more than $1 million over a 5-year period associated with
the disposal of this waste stream. This is money that could be used for
modernizing the plant, increasing capacity and addressing debottlenecking issues,
enhancing product quality, or even investing in short-term certificates of deposit.
Instead of paying this money to a waste disposal contractor, the following
alternatives might offset some or all of these costs:
Alternative 1: Sell the spent filter cake material as a fertilizer. In order for this
material to be marketable as a fertilizer the nitrogen, phosphorus, and potassium
(N + P + K) levels must be above 5%.
Alternative 2: The waste has the potential to be sold into a market that has a need
for soil fillers and conditioners. These markets are often regional, and so some
effort is needed in identifying a potential customer. In addition, the waste has an
odor problem, which would make it unacceptable in some applications. To
eliminate the odor problem, the waste would likely require some posttreatment
step.
This would be an offset cost that needs to be carefully assessed in
evaluating this proposed option.
Alternative 3: The third alternative is to replace the rotary vacuum filters with an
alternative technology that does not create as much solid waste. A possibility is to
use ultrafiltration, which would eliminate the need for a precoat filter. This
approach would achieve the desired volume reduction needed to bring down the
costs for disposal. It does require a proof-of-principle demonstration through
pilot and perhaps plant trials, but with up to $1 million over a 5-year period at
stake, the strategy is well worth defining.
Solvents
The current solvent-recovery process includes a stripping column, an evaporator,
and a rectifying column. In the solvent-recovery stage about 99% of the solvents
are recovered and recycled through the process.
The solvent requirement per harvest is between 2000 and 3000 gallons, and the
cost of raw solvent is $1.78 per gallon. Hence, recycling saves between $3530
and $5290 per harvest. These savings are offset by:
• the operating costs for the recovery units
• still bottoms disposal (two 55-gallon drums per week still bottoms are
generated. These wastes must be incinerated and cost the company between
$250 and $300 per drum)
• solvent make-up for the nonrecovered solvent
Although there are some small credits associated with the inefficiency of
recovery, at 99% recycling this represents a low priority for the plant. If
feedstock prices for solvents increase in the future, a level of effort would be
justified in improving the recovery efficiency.
Equipment Cleaning Wastes
Since the washwaters are nonhazardous and do not require any pretreatment prior
to being disposed of to the sewer, there are no credits to try and capture by
eliminating or minimizing this practice.
Spills
The only spills observed are those involving the filter cake handling. There are
small savings associated with losses of diatomaceous earth and hence some
improved P2 housekeeping practices should be applied to minimize these losses.
For the spent filter cake spills, there can be financial losses associated with these
losses should we find this waste to be applicable as a byproduct stream (i.e., as a
fertilizer or soil additive). Again, low-cost measures such as improved P2
housekeeping should be practiced to minimize such incidents to avoid possible
safety hazards among workers, if for nothing else.
Synopsis
This is an example of the kinds of thought processes that go into a P2 and waste
minimization assessment. The assessment consists of an audit of the operations
the focus of the audit is to do the following:
1.
Identify the environmental aspects associated with each unit operation
within the process.
2.
Assess the impact from the environmental aspect on the business operations,
in terms of both compliance and costs.
3.
Devise more cost-effective options that achieve compliance.
In this case study, there are no serious hazardous wastes handled in the
operation, except for the still bottoms, and occasional caustic wash waters, which
could not be quantified in the analysis. The potential costs savings associated
with managing the solid waste are direct, and there are sizable and well-defined

credits to try and capture by minimizing or eliminating the waste stream
altogether. An alternative technology investment (the microscreens) can reduce
the volume of solid wastes. This clearly is attractive from the standpoint of
improved environmental performance. Whether the investment is attractive
enough or can be justified by a reasonable payback period would have to be
determined from a LCC analysis.
A SHORT REVIEW
There is an overwhelming number of success stories that illustrate the benefits of
pollution prevention strategies. Many examples for a variety of industry
categories are summarized in earlier publications devoted to this subject
(Cheremisinoff, N. P., Handbook of Pollution Prevention Practices, 2001, and
Cheremisinoff, N. P. and A. Bendavid-Val, Green Profits: The Manager's
Handbook for ISO 14001 and Pollution Prevention, 2001). These case studies
show distinct financial advantages to companies by identifying reductions not only
in pollution and the costs associated with pollution/waste management, but
through reduced raw material consumption, energy savings, reductions in
treatment and disposal of wastes, and reductions in labor associated with
environmental management. Many P2 and waste minimization strategies, such as
substituting toxic materials with safer alternatives, do not require process
changes, and as such are simple and cost very little to implement. The areas in
which P2 have proven effective include the elimination and reduction of impacts
from:
• Treatment, disposal, and associated labor costs
• Wildlife and habitat damage
• Property devaluation
• Remediation costs
• Civil and criminal fines
• Permitting fees
• Insurance costs
• Process outages and disruptions
There are case studies that testify to the fact that P2 benefits result in:
• Enhanced public image - consumers more favorably view businesses that
adopt and practice P2 strategies, and the marketing of these practices can
assist in increasing a company's profits.
• Increased productivity and efficiency - P2 assessments have proven helpful in
identifying opportunities that decrease raw materials use, eliminate
unnecessary operations, increase throughput, reduce off-spec product