Непенин Н.Н., Непенин Ю.Н. Технология целлюлозы. В 3-х т. Том 3. Очистка, сушка и отбелка целлюлозы. Прочие способы получения целлюлозы
Подождите немного. Документ загружается.

Как
показали опыты
в
лаборатории
кафедры
целлюлозно-бу-
мажного производства
ЛТА
[9],
добавка 0,05% антрахинона
к
массе березовой древесины
при
варке
с
зеленым щелоком
по-
зволяет
на 30%
сократить
расход
общей
щелочи
(с 9 до 6%
NajO)
при
повышении выхода
полуцеллюлозы
с
одинаковым
со-
держанием лигнина (17%)
на 5% и при
сохранении одних
и тех
же
показателей
у
механической прочности.
Продолжительность
варки
с
зеленым щелоком
с
добавкой антрахинона
при
темпера-
туре
175°С
может быть сокращена
до 10 мин
(при продолжитель-
ности
подъема температуры
20
мин).
Сульфатный
зеленый
щелок
окалывается
более
активным,
чем
золеный
ще-
лок,
полученный
в
результате
регенерации
нейтрально-сульфитных
щелоков.
Болгарские
исследователи
[6]
показали,
что при
варке
березы
повышение
сульфидности
зеленою
щелока
с 19 до 28%
>величиваст
выход
гюлуцеллюлозьг
с 70 до
75%,
при
практически
неизменном
содержании
в
ней
лигнина
п
пеито-
занов.
При
сульфидности
зеленого
щелока
23%
получается
полуцеллюлоза,
физико-механические
свойства
которой
аналогичны
свойствам
полуцеллюозы
при
нсйтральио-сульфшж
ц
варке.
0\пако
расход
энергии
на
ее
размол
несколько
выше.
Примерам
крупного
предприятия, вырабатывающего полуцел-
люлозу
путем
варки
с
зеленым щелоком,
может
служить амери-
канский
завод
в г.
Вэллиант
производительностью
400 т
бумаги
для
гофрирования
[1J.
Сырьем является смесь, состоящая
из
80—
90%
щепы дуба
и
других
лиственных пород.
Для
варки
применя-
ется осветленный
сульфатный
зеленый щелок, содержащий
107 кг
Na
2
O/M
3
общей
щелочи,
21
кг
Na
2
O/M
3
активной
щелочи
и
имею-
щий
сульфидность
24%,
который
вводится
в
пропарочную камеру
непрерывной
установки
типа
Камю
р.
Варочный котел
обогре-
вается
прямым
паром
н
имеет
в
верхней
части
парогазовое про-
странство.
Пропарка продолжается
2—3
мин при
давлении
0,1
МПа.
Расход
общей
iNa
2
O
от
массы абсолютно сухой древесины
состав-
ляет
8—12%.
Варка
в
паровой
фазе
при
160°С
и
давлении
0,7 МПа
продолжается
6—7
мин, варка
в
жидкой
фазе
—
90
мин. Полуцел-
люлоза
подвергается
горячей промывке
в
котле
в
течение
3 ч,
а
затем
домывается
на
вакуум-фильтре. Размол производится
в две
ступени:
на
мельницах
типа
Дефибратор,
установленных
на вы-
дувной
линии,
п на
дисковых мельницах типа Спроут-Вальдрон,
установленных
после
выдувного
резервуара.
В
составе сдувочных
газов
при
варке полуцеллюлозы
с
зеленым щелоком обнаружи-
вается заметно меньшее количество
дурнолахнущих
метилсернис-
гых
соединений,
чем при
обычной сульфатной варке,
но
содер-
жится сероводород
(в
количестве
1
—1,5
г/т
древесины), улавли-
ванию которого необходимо уделять специальное внимание.
Содово-натронный,
или
«бессернистый», способ получе-
ния
полуцеллюлозы
из
древесины лиственных пород завоевал опре-
деленные
позиции
в
производственной практике благодаря глав-
541
ным
образом своей «экологической чистоте». Однако опыт
заводов,
использующих «бессернистую» варку, показывает,
что она
сопро-
вождается
выделением дурно пахнущих
газов:
в
сдувочных
газах
обнаружены
метилсернистые
соединения, источником которых
яв-
ляется сера, попадающая
в
систему
с
топливом
[14,
с.
15].
Таким
образом, «экологическая
чистота»
не
оправдывается,
а по
качеству
содово-натронная
полуцсллюлоза
уступает
не
только
нейтрально-
сульфитной,
но и
получаемой варкой
с
зеленым
щело-ком.
Расход
энергии
на
размол
содово-натронной
полуцеллюлозы
на 20%
боль-
ше по
сравнению
с
расходом
при
размоле
нейтрально-сульфитной.
Отработанный
щелок содово-натронной варки имеет
более
высокую
вязкость,
а
теплота сгорания
его
сухого
вещества
ниже,
чем у
ней-
трально-сульфитного.
Эти
недостатки
содово-натронного
способа сдерживают
его
развитие,
но в то же
время заставляют искать
возможности-
его
модификации.
В
работе кафедры целлюлозно-бумажного производ-
ства
ЛТА
показано
[14,
с.
15],
что
добавка
антрахинона
к
содово-натронному щелоку
при
получении березовой полуцеллю-
лозы показывается значительно
более
эффективной,
чем при
полу-
чении
сульфатной
и
нейтрально-сульфитной
полуцеллюлозы.
Примером предприятия, вырабатывающего лиственную полу-
целлюлозу
для
производства бумаги-основы
для
гофры, является
американский
завод
в г. Биг
Айленд
производительностью
500.т/сут
[1, с.
71].
Лиственная щепа варится
в
пяти варочных непрерыв-
ных
установках
типа
Пандия,
имеющих
каждая
6
варочных
труб диаметром
600 мм.
Расход
общей
щелочи
на
варку
состав-
ляет
5,5%
Na
2
O
от
массы
абсолютно
сухой
древесины.
Жидкост-
ный
модуль
при
варке равен
2:1.
Щелок содержит
15%
NaOH
и
85%
Na
2
CO
3
,
считая
по
общей
Na
2
O,
при
концентрации
последней
53
кг/м
3
.
Варка проводится
при
190°
и
давлении
1,2 МПа и
про-
должается
всего
5—6
мин.
На
выдувных линиях установлены мель-
ницы
типа
Дефибратор
для
первичного размола. Выдутая масса
непосредственно
из
выдувных резервуаров передается
для
вторич-
ного
размола
в
дисковые
мельницы типа Сутерленд,
а
после про-
мывки
на
вакуум-фильтрах дополнительно размалывается перед
подачей
на
бумагоделательные машины
на
мельницах типа Спроут-
Вальдрон
и в
конических мельницах.
9.3.
РАЗМОЛ,
ОЧИСТКА
И
ОТБЕЛКА ПОЛУЦЕЛЛЮЛОЗЫ
9.3.1.
Размол полуцеллюлозы
Полуцеллюлоза после варки
всегда
сохраняет форму
исхрдной
щепы
н
может
быть превращена
в
волокнистую массу лишь
по-
средс!вом
достаточно энергичного механического
воздействия
—
размола
в
специальной размольной аппаратуре. Наиболее эффек-
тивен
горячий
размол
полу-целлюлозы,
когда
она
>:одвсргагт-
542
ся
размолу непосредственно после варки вместе
с
пропитывающим
ее
горячим отработанным щелоком. Повышенная температура
и
присутствие щелока способствуют лучшей пластификации оста-
точного
лигнина срединной пластинки,
что
облегчает
отделение
волокон друг
от
друга
и
снижает расход энергии.
Практические'
наблюдения
показывают,
что на
горячий размол энергии
расхо-
дуется
на
30—35%
меньше,
чем на
холодный размол
той же
мас-
сы
после
ее
промывки. Очень часто размол полуцеллюлозы
ведут
в две
ступени,
применяя
на
первой
ступени
горячий размол,
а
на
второй
—
холодный,
или же
горячий размол
в
обеих ступенях.
Теория размола
no.ij
целлюлозы,
т.
с.
сильно
лш
инфицированных
го.токнис-
тых
материалов разработана очень мало.
Н.
Я.
Солечник
с
сотрудниками
[15,
с.
102]
предложили
в
своих
работах
релаксационную
теорию
раз-
мола.
Согласно этой теории волокна
во
время размола
под
действием ударной
переменной
нагр)зки
«работают
на
усталость»,
постепенно поддаваясь
,-л
форма-
циям
сжатия, сдвига,
изгиба
и т. д.
Способность
волокон
противодействовать
Э1им
деформациям
зависит
от
соотношения скорости приложения нагрузок
и
скорости
релаксации
полокна,
т.
е.
способности волокна восстанавливать
свою форму
и
pnviepu
после
снятия
нагрузки. Волокна, медленно
релаксирую-
щнс,
быстрее
размалываются—укорачиваются
и
фибриллируютсл.
Для
ряда
целлюлозных
материалов
была
экспериментально
установлена
прямая
зависимость
между
c;-.opccT.j!'>
размола
i:
скоростью релаксации волокна.
Практически
удельный
расход энергии
на
размол
полуцеллюло-
зы
колеблется
в
пределах
от 50 до 250
кВт-ч/т.
При
этом большая
часть
энергии
затрачивается
на
нагревание
массы
и
меньшая
—
на
собственно
размол
[21J.
Интересно отметить,
что
холодно-натрон-
ная
полуцеллюлоза
из
тополя
размалывается
легче,
чем
сульфат-
ная
целлюлоза
из той же
породы,
а
расход энергии
на
размол суль-
фитной
полуцеллюлозы
и
целлюлозы
из
древесины
одних
и
тех же
пород
оказался
примерно
одинаковым.
Нсрыхлевски
и
Пустельник
[23]
указывают,
что
оптимальный режим
раз-
мола
полуцсллюлозы
необходимо
выбирать
с
расчетом
получения
массы
с ми-
нимальным
содержанием
как
грубой
фракции,
так и
фракции
мелкого
волокна.
При
размоле полуцсллюлозы
в
дисковой
мельнице
к
числу основных факторов
относятся
концентрация
к а с с
ы
и
величина
зазора
между
дис-
ками,
определяющая
пргп}скн)ю
способность
мельницы.
При
увеличении
кон-
центрации
массы
(с
пределах
3,5—7%)
одновременно
с
увеличением пропуск-
ной
способности
замечается
рост
таких
механических
показателей,
как
сопро-
тивление разрыву
и
продавливанию,
но
сопротивление раздиранию
падает,
очевидно,
в
результате
усиления
рубящего
действия дисков. Удельный
расход
энергии
на
размол
повышается
с
увеличением концентрации массы
и с
умень-
шением
пропускной способности мельницы.
543
9.3.2.
Аппаратура
для
размола
полуцеллюлозы
Из
отдельных
конструкций размалывающих аппаратов, приме-
няемых
для
горячего
и
холодного размола полуцеллюлозы, заслу-
живают
внимания:
цилиндрические мельницы, одно-
и
двухдиско-
вые
мельницы разнообразных типов,
дефибраторы
Асплунда,
ко-
нические
мельницы
и
гидрофайнеры
и
некоторые специальные кон-
струкции—
вер!ифайнеры,
хемифайнеры
и др.
Цилиндрическая
мельница
типа
Б
р
экер
т
рэп
применяется
только
для
предварительною горячего размола
и
приемущесгвеи-
но
для
сульфатной целлюлозы высокого выхода
и
полуцеллюлозы.
Назначение
ее
состоит
в
разбивании
пучков волокон, сохранивших
форм>
щепы,
без
сущес1венного
укорочения
волокон.
Для
полного
дефибрирования массы необходима
вторая
ступень
размола.
Уст-
ройство мельницы
типа
Брэкер-трэп описано
в
п.
1.2.2 главы
1.
Устройство
однодисковой
мельницы типа
Сутерленда,
обычно
применяемой
для
горячего размола, показано
на
рис. 232.
Мельница
состоит
из
двух
дисков
из
нержавеющей
стали:
одного
неподвижного,
другого вращающегося
с
частотой
450—600
мин-
1
.
Масса концентрацией
от 3,5 до 8% и под
давлением около
0,4 МПа
подается
по
входному патрубку
и
через
отверстие
в
центре непод-
вижюго
диска попадает
в
зазор
между
дисками, ширина кото-
рого составляет около
0,025
мм.
Присадка неподвижного диска
регулируется гидравлическим приспособлением. Размалывающую
поверхность обоих дисков
образуют
радиальные
или
слегка
на-
клонные
канавки
и
выступы, играющие роль ножей.
По
направле-
нию
от
центра
к
периферии канавки расширяются,
но
глубина
их
делается меньше;
на
выходе массы
из
канавок посредине
их
уста-
новлены
дополнительные короткие ножи-выступы, наличие кото-
рых
способствует задержанию массы
в
рабочем пространстве
и по-
вышению давления.
Той же
цели служит контрольное кольцо
с уз-
кими
отверстиями, окружающее каждый
из
дисков. Мельницы
типа Сутерленда строятся четырех величин
с
дисками диаметром
508,
815,
1060
и
1220
мм и
потребной.мощностью
соответственно
100, 150,
300 и 450
кВт.
Расход
энергии
на
горячий размол состав-
ляет
около
50
кВт-ч/т
полуцеллюлозы,
на
холодный
—
около
100
;
Вт-ч/т.
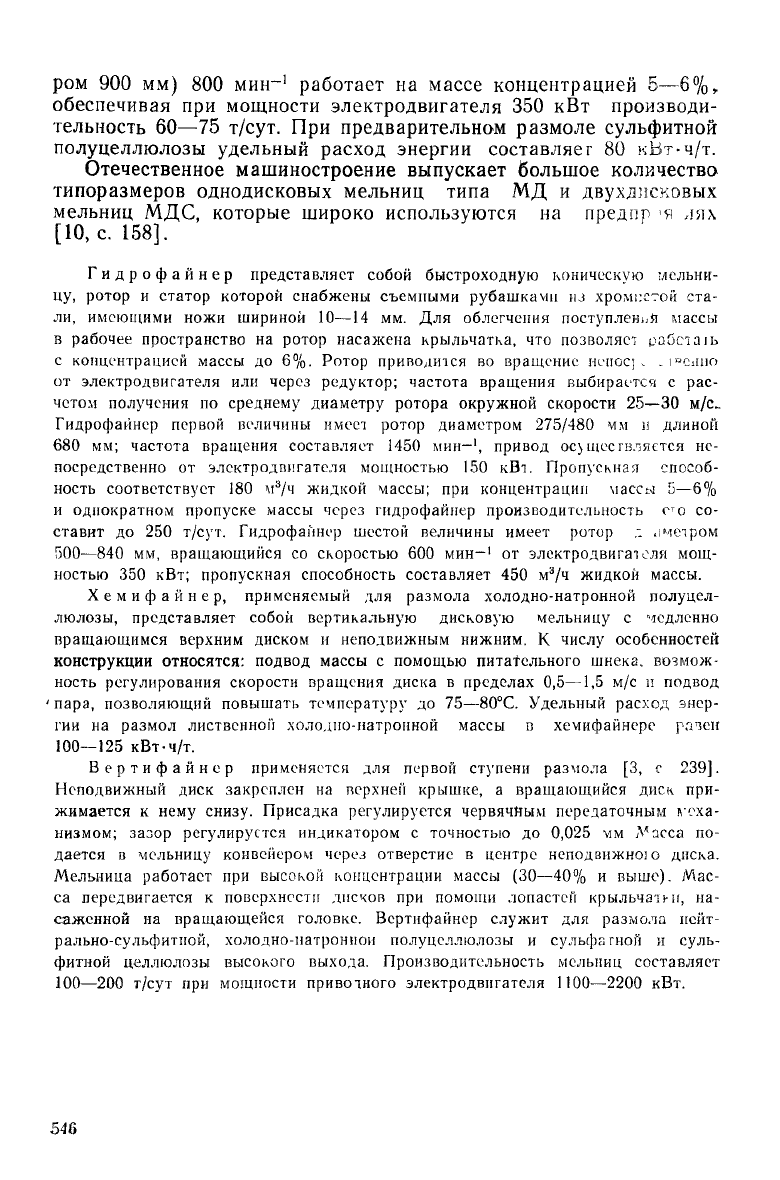
Однодисковая мельница типа Спроут-Вальдрона
(рис
233) также имеет
два
стальных диска, причем неподвижный
диск вмонтирован
в
торцевую
крышку, которая
легко
открывается
на
шарнире
при
ремонтах
и
осмотре.
Массу
подают
с
помощью
питательного винта через центральное
отверстие
в
неподвижном
диске.
Мельница имеет открытую конструкцию,
т. е.
работает
при
атмосферном давлении. Вращающийся
диск
насажен
на вал
элект-
родвигателя, установленного
на
общей
раме.
Присадку вращаю-
щегося диска
с
точностью
до
0,006
мм
осуществляют
с
помощью
установочного винта, снабженного микрометром.
Рабочие
поверх-
ности
дисков
—
сменные
и
снабжены выступами
и
канавками,
544
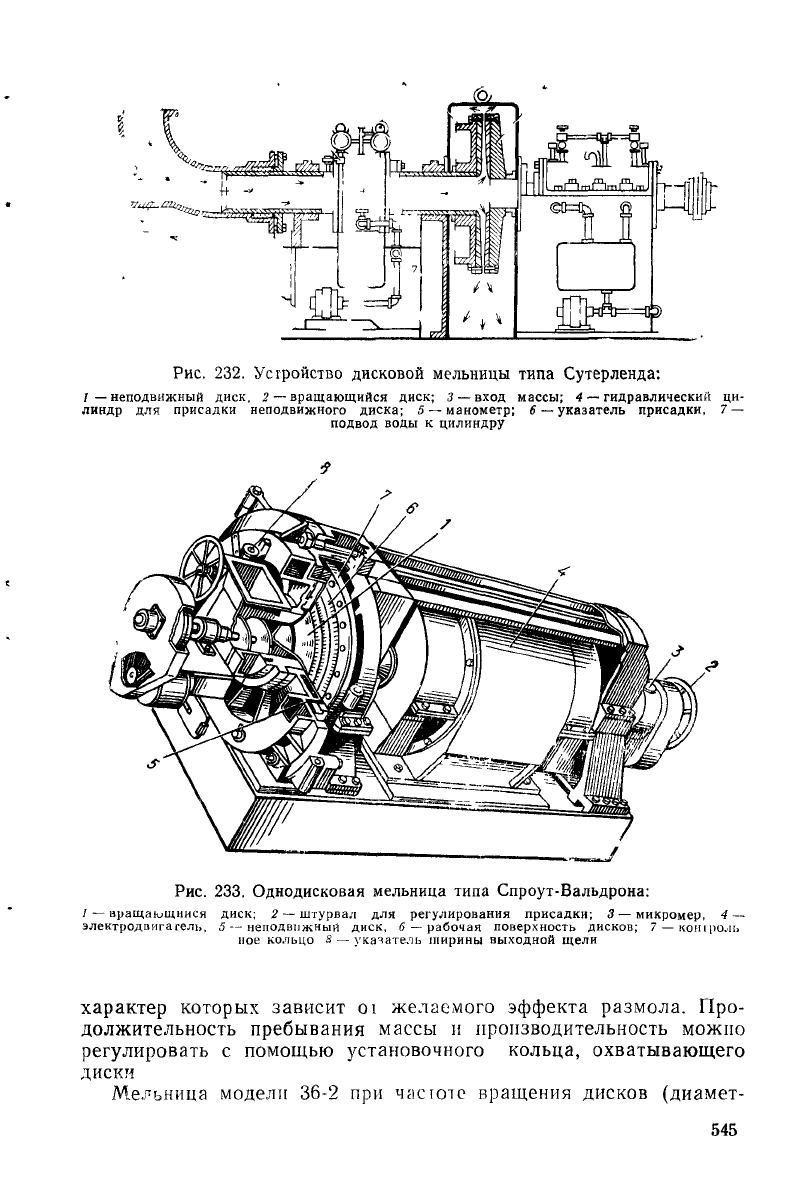
Рис. 232.
Устройство
дисковой мельницы типа
Сутерленда:
/—неподвижный
диск,
2
—
вращающийся диск;
3
—
вход массы;
4 —
гидравлический
ци-
линдр
для
присадки неподвижного диска;
5
—
манометр;
6 —
указатель присадки,
7 —
подвод
воды
к
цилиндру
Рис.
233. Однодисковая мельница типа Спроут-Вальдрона:
/
—
вращающийся
диск;
2 —
штурвал
для
регулирования присадки;
3 —
микромер,
4 -
электродвигатель,
5
—
неподвижный диск,
6 —
рабочая поверхность дисков;
7
—кот
роль
ное
кольцо
£
—
указатель
ширины
выходной щели
характер которых зависит
oi
желаемого эффекта размола. Про-
должительность
пребывания
массы
и
производительность
можно
регулировать
с
помощью
установочного
кольца, охватывающего
диски
Мельница
модели
36-2
при
час
юте
вращения
дисков
(диамет-
545
ром
900 мм) 800
мин-
1
работает
на
массе концентрацией
5—6%,
обеспечивая
при
мощности электродвигателя
350 кВт
производи-
тельность
60—75
т/сут.
При
предварительном
размоле
сульфитной
полуцеллюлозы удельный
расход
энергии
составляет
80
кВт-ч/т.
Отечественное
машиностроение
выпускает
большое
количество
типоразмеров
однодисковых
мельниц типа
МД и
двухдисковых
мельниц
МДС.
которые широко используются
на
предпл
°я
лях
[10,
с.
158].
Гидрофайнер представляет собой быстроходную
коническую
мельни-
цу,
ротор
и
статор которой снабжены
съемными
рубашками
из
хромистой
ста-
ли,
имеющими ножи шириной
10—14
мм. Для
облегчения
поступлений
массы
в
рабочее пространство
на
ротор насажена крыльчатка,
что
позволяет
работаib
с
концентрацией
массы
до 6%.
Ротор
приводится
во
вращение
nenoq
,.
.
1°сшю
от
электродвигателя
или
через
редуктор; частота вращения
выбирается
с
рас-
четом
получения
по
среднему диаметру ротора окружной скорости
25—30
м/с..
Гидрофайнер
первой величины
имеет
ротор диаметром
275/480
мм и
длиной
680 мм;
частота вращения составляет 1450
мин—
1
,
привод
осуществляется
не-
посредственно
от
электродвигателя мощностью
150
кВт.
Пропускная
способ-
ность
соответствует
180
м
3
/ч
жидкой массы;
при
концентрации
массы
5—6%
и
однократном пропуске массы через Гидрофайнер производительность
е
т
о
со-
ставит
до 250
т/сут. Гидрофайнер шестой величины имеет ротор
.-
нчетром
500—840
мм,
вращающийся
со
скоростью
600
мин—'
от
электродвигателя
мощ-
ностью
350
кВт; пропускная способность составляет
450
м
3
/ч
жидкой массы.
Хемифайнер,
применяемый
для
размола холодно-натронной полуцел-
люлозы, представляет собой вертикальную дисковую мельницу
с
медленно
вращающимся
верхним диском
и
неподвижным нижним.
К
числу особенностей
конструкции
относятся:
подвод
массы
с
помощью питательного
шнека,
возмож-
ность регулирования скорости вращения диска
в
пределах
0,5—1,5
м/с и
подвод
'
пара, позволяющий повышать температуру
до
75—80°С.
Удельный
расход
энер-
гии
на
размол
лиственной
холодно-натронной
массы
в
хемифайнере
р.пен
100—125
кВт-ч/т.
Вертифайнер
применяется
для
первой ступени размола
[3,
с
239].
Неподвижный
диск закреплен
на
верхней крышке,
а
вращающийся
диск
при-
жимается
к
нему снизу. Присадка регулируется червячным передаточным
vexa-
низмом;
зазор регулируется индикатором
с
точностью
до
0,025
мм
Л'асса
по-
дается
в
мельницу
конвейером через отверстие
в
центре
неподвижною
диска.
Мельница
работает
при
высокой
концентрации
массы
(30—40%
и
выше). Мас-
са
передвигается
к
поверхности
дисков
при
помощи
лопастей
крыльчатш,
на-
саженной
на
вращающейся
головке.
Вертифайнер служит
для
размола
нейт-
рально-сульфитной,
холодно-патронной
полуцсллюлозы
и
сульфатной
и
суль-
фитной целлюлозы высокого выхода. Производительность мельниц составляет
100—200
т/сут
при
мощности
приветного
электродвигателя
1100—2200
кВт.
546
9.3.3.
Схемы
промывки,
размола
и
очистки
полуцеллюлозы
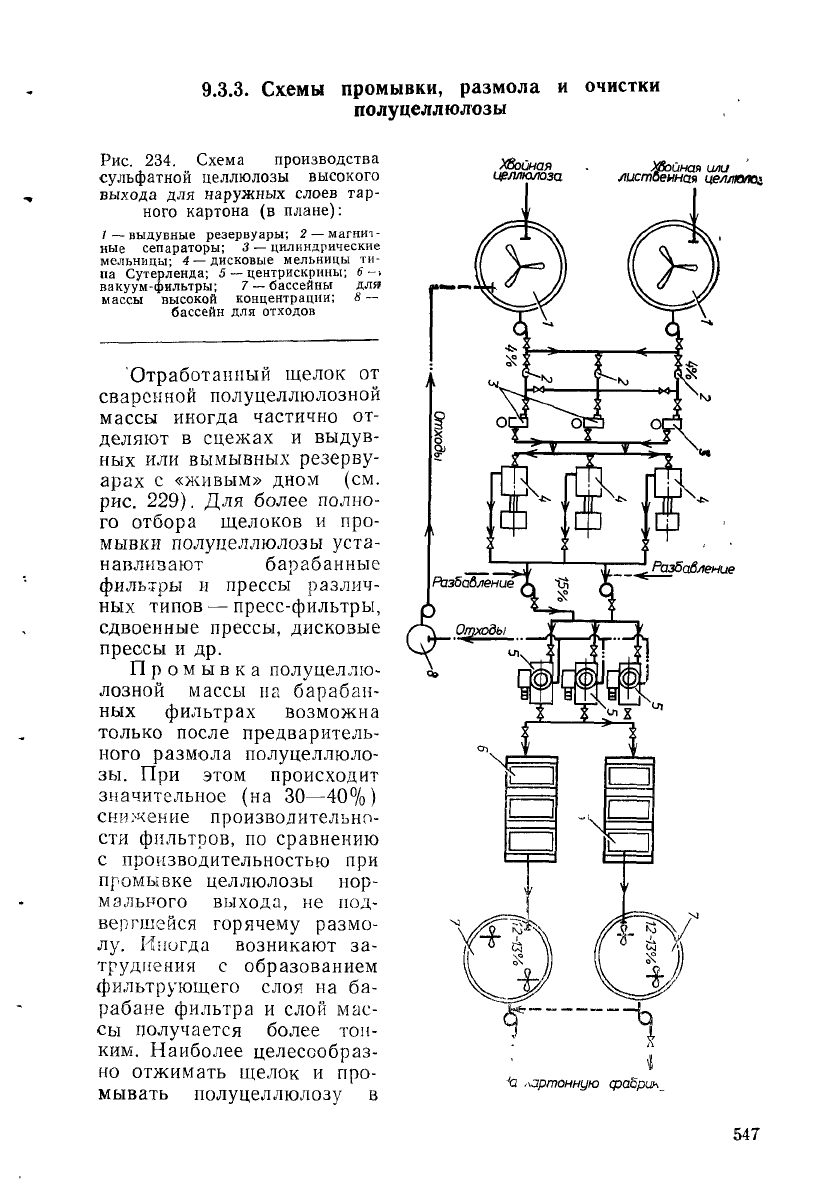
Рис.
234.
Схема производства
сульфатной
целлюлозы высокого
выхода
для
наружных слоев
тар-
ного
картона
(в
плане):
1—выдувные
резервуары;
2
—
магнит-
ные
сепараторы;
3 —
цилиндрические
мельницы;
4 —
дисковые
мельницы
ти-
па
Сутерленда;
5
—
центрискрины;
6-i
вакуум-фильтры;
7 —
бассейны
для
массы
высокой
концентрации;
8 —
бассейн
для
отходов
'Отработанный
щелок
от
сваренной
полуцеллюлозной
массы иногда частично
от-
деляют
в
сцежах
и
выдув-
ных
или
вымывных
резерву-
арах
с
«живым» дном
(см.
рис.
229).
Для
более
полно-
го
отбора щелоков
и
про-
мывки полуцеллюлозы уста-
навливают
барабанные
фильтры
и
прессы различ-
ных
типов
—
пресс-фильтры,
сдвоенные
прессы,
дисковые
прессы
и др.
Промывка
полуцеллю-
лозной массы
на
барабан-
ных
фильтрах возможна
только после предваритель-
ного
размола
полуцеллюло-
зы. При
этом происходит
значительное
(на
30—40%)
снижение
производительно-
сти
фильтров,
по
сравнению
с
производительностью
при
промывке
целлюлозы
нор-
мального
выхода,
не
под-
вергшейся
горячему размо-
лу.
Иногда возникают
за-
труднения
с
образованием
фильтрующего слоя
на ба-
рабане фильтра
и
слой
мас-
сы
получается
более
тон-
ким.
Наиболее
целесообраз-
но
отжимать щелок
и
про-
мывать полуцеллюлозу
в
Хвойная
целлюлоза.
)&>иная
или
листоеиная
Яззбайление
f\
Отходы
547
прессах
различных
типов. Прессы
не
только
обеспечиваю-
высо-
кую
эффективность отжима неразбавленного щелока (что особен-
но
важно
в
полуцеллюлозном
производстве,
так как
исходная
концентрация
щелока после
варки
невысока),
но и
могут
заменить
собой аппараты
для
предварительного размола,
так как
трессо-
вание
под
давлением вызывает раздавливание
пучков
зслокон
и
их
разделение.
Схему
использовани-я
оборотных щелоков
при
промывке
полу-
целлюлозы строят
по
такому
же
замкнутому противоточному
прин-
ципу,
как и при
промывке целлюлозы нормального выхода.
При
сортировании полуцеллюлозной массы
нет
необходи-
мости отделять сучки
и
непровар,
так как
после размола
мгсса
их
не
содержит.
При
выр_аботке
небеленой полуцеллюлозы
из
древе-
сины
лиственных пород обычно отсутствует
и
тонкое сортирова-
ние.
В
прочих случаях мелкий
сор и
костру необходимо отсорти-
ровывать.
Для
сортирования
и
очистки
полуцеллюлозной массы
применяют центробежные сортировки различных типов,
а
также
центрискрины
и
центриклинеры.
Рассмотрим
несколько
примерных
схем
размола,
промывки
и
сор-
тирования
полуцсллюлозы.
На
рис.
234
изображена схема
производства
суль-
фатной
целлюлозы
высокого
выхода
для
покровных
слоев
тарного картона
на
заводе
производительностью
450
T/CYI
[5].
Масса,
разбавленная
в
выдувном
резервуаре
оборотным черным щелоком
до 4%,
последовательно
проходит
раз-
мол
сначала
на
трех
цилиндрнчссьих
мельницах
Брэкер-трэп,
затем
на
трех
дисковых мельницах
Сутерленда
с
дисками
диаметром 1220
мм. Для
сортиро-
вания
перед
вакуум-фильтрами
установлены
центрискрнны;
отходы
возвраща-
ются
в
выдувные
резервуары.
Промывка
происходит
на
трех
вакуум-фильтрах,
работающих
по
противоточной
схеме.
Промытая масса собирается
в
бассейнах
высокой концентрации, откуда
перекачивается
на
картонную фабрику.
Заслужи-
вает
внимания,
что вся
аппаратура
от
выдувных
резервуаров
до
вакуум-фильт-
ров—
закрытого типа
и
работает
под
давлением,
что
исключает
проникновение
воздуха
в
массу
и
исключает
ценообразование.
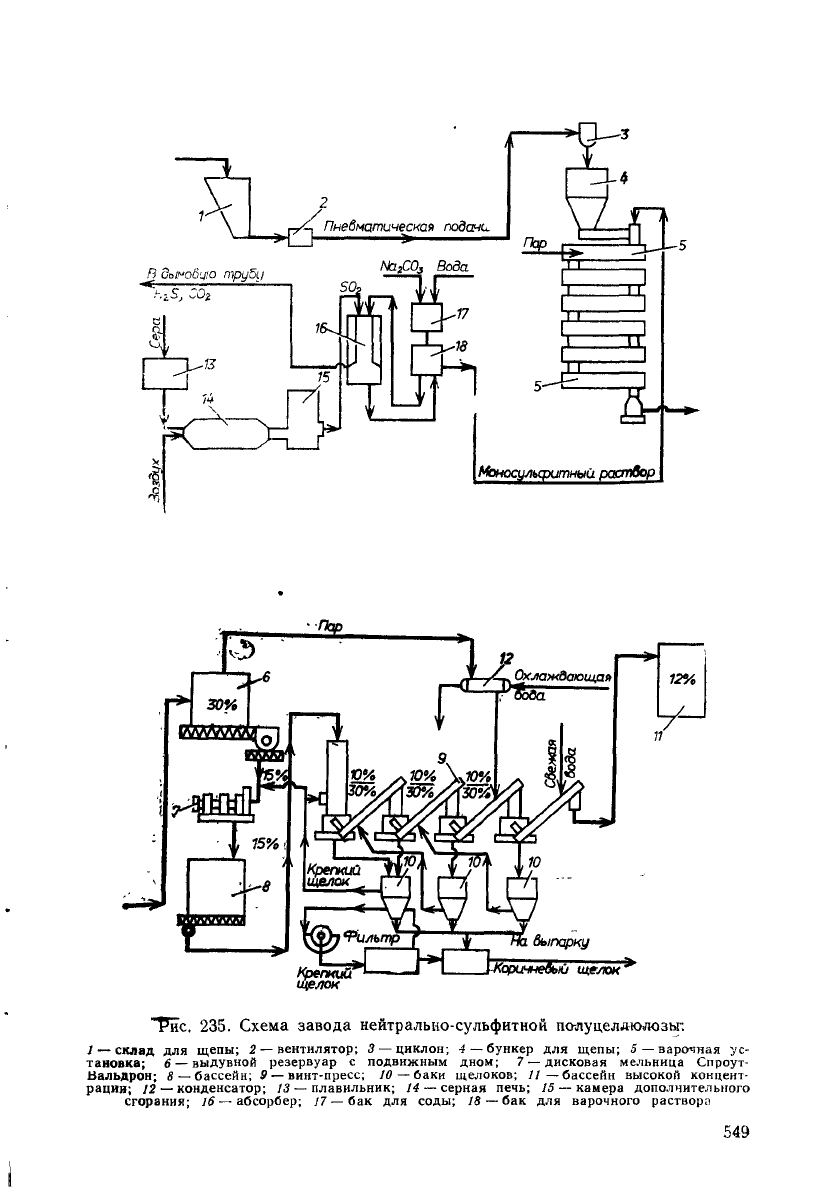
На
рис.
235
представлена схема
завода
производительностью
270
т/сут
нейтрально-сульфитной
полуцечлюлозы
с
непрерывной варкой
в
труб-
чатых установках типа Пандия. Масса выдувается
в
резервуар
с
подвижным
дном. Размол производится
в
одну ступень
на
мельницах
Спроут-Вальдрона
при
концентрации
массы
!5%.
Установлены пять мельниц мощностью
330 кВт
с
диаметром дисков
915 мм.
Промывают массу
в
четыре
ступени
на
винтовых
прессах. Сортирование массы
на
целлюлозном
заводе
отсутствует.
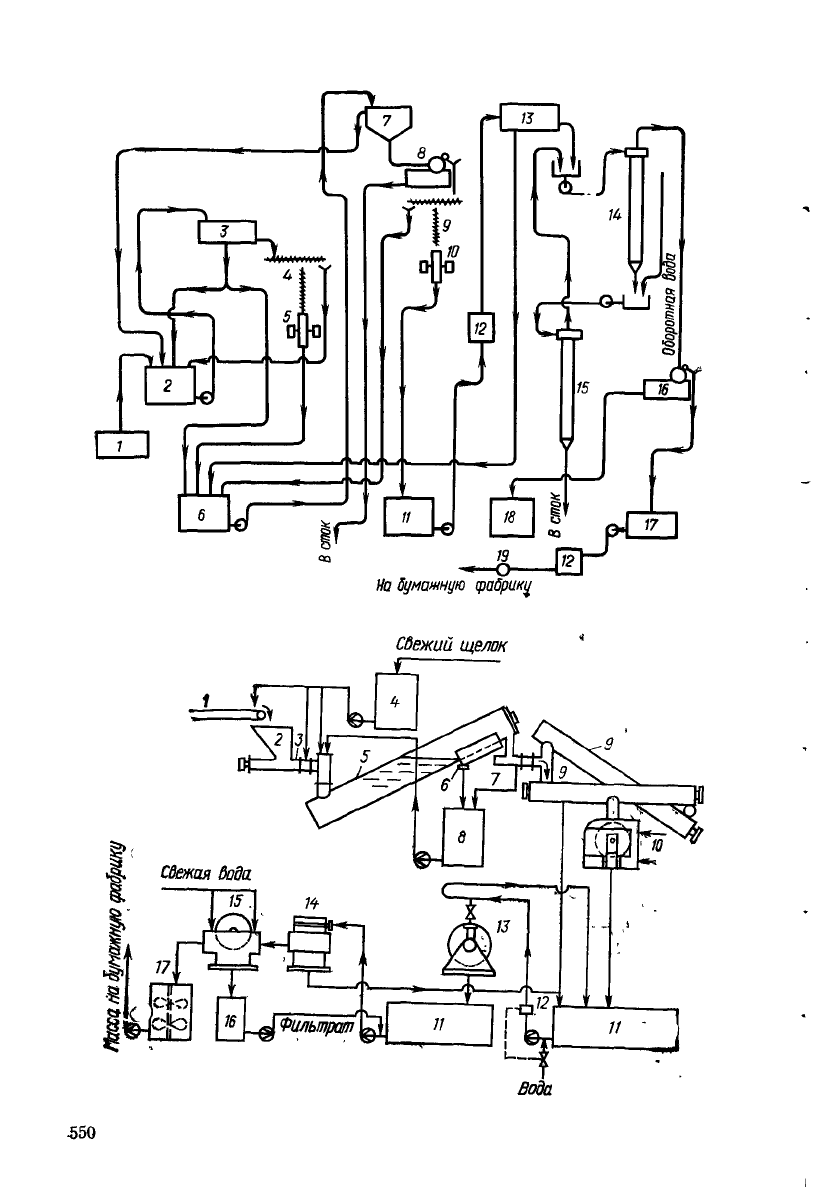
Схема
сульфитного
полуцеллюлозного
завода,
вырабатывающего
в
сутки
из
древесины хвойных пород
165 т
полуцеллюлозы
с
выходов
65—70%
для
газетной
бумаги, изображена
на
рис. 236.
После
промывки
в
сцеже
полу-
целлюлоза
подвергается
размолу
в две
ступени
на
двух
дисковых
мельницах
Бауэра.
Размолотая масса сортируется
в две
ступени
на
центробежных
сор-
тировках
и
центриклинерах.
Общий
расход
энергии
составля1~
сколо
200
кВт-ч/т,
степень помола
20°ШР.
\
На
рис.
237
представлена
схема
производства
х
о
л
о
д
н о -
и
а
т
р
о
я
н
о
и
548
S--
•Пар
щелок"
Тис.
235.
Схема
завода
нейтрально-сульфитной
по-луцеллюлозьг:
1
—
склад
для
щепы;
2 —
вентилятор;
3
—
циклон;
4 —
бункер
для
щепы;
5 —
варочная
ус-
тановка;
6 —
выдувной резервуар
с
подвижным дном;
7 —
дисковая мельница
Спроут-
Бальдрон;
S
—бассейн;
9 —
винт-пресс;
10
—
баки щелоков;
//—
бассейн высокой
концент-
рации;
12
—
конденсатор;
13 —
плавильник;
14
—
серная печь;
/5
—
камера
дополнительного
сгорания;
16 —
абсорбер;
17 — бак для
соды;
IS
— бак для
варочного раствора
549
На
бумажную
фабрику
Свежий
щелок
Зада
550