Металлургическая и горнорудная промышленность 2010 №2
Подождите немного. Документ загружается.


I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
51
КОКСОХИМИЧЕСКОЕ ПРОИЗВОДСТВО
крупными, средними и мелкими фракциями угля, ко-
торые дают максимальную насыпную массу, равно
45:40:15 [6].
В УПЦ КХП учеными КМФ НМетАУ совмест-
но со специалистами предприятия были проведены
исследования по предварительному отсеву класса
0-3 мм на экспериментальном грохоте (рис. 5), уста-
новленном перед дробилкой № 9 на 3-й очереди УПЦ.
Исследования показали, что если в ис
ходной уголь-
ной шихте содержание класса -0,5 мм было 18,8 %, то
в шихте после предварительного отсева класса -3 мм
и дробления класса +3 мм, на конвейере за дробилкой
содержание фракции -0,5 мм выросло всего до 29,4 %.
У данной экспериментальной установки был недо-
статок, заключающийся в том, что при установке гро-
хота в желоб его колосники перекрыли 1/3 проходно-
го с
ечения желоба, чем ухудшили транспортные воз-
можности при высоких нагрузках. Это приводило к
кострению шихты и необходимости чистки желоба.
Предполагается выполнить модернизацию грохота на
новой научной концепции и современной материаль-
ной базе. Грохот будет установлен так, чтобы верх-
ний край просеивающей поверхности сита грохота
находился на уровне транспортирующей поверхно-
сти ж
елоба. Это приведет к увеличению его пропуск-
ной способности и повысит надежность работы си-
стемы, а установка двух грохотов перед дробилками
3-й очереди УПЦ позволит снизить содержание клас-
са -0,5 мм в шихте, идущей на коксование на 5-6 бата-
реи, и повысить качество кокса, получаемого на этих
батареях.
Детальное исследование углей испо
льзуемых для
составления шихт на КХП (табл. 3) показало, что
большая их часть уже изначально содержат класс
- 0,5 мм на уровне и даже выше оптимального его зна-
чения в шихте. В связи с чем не случайно, что при
степени дробления шихты 87,7-89,2 % имеем в ней
содержание класса 0-0,5 мм 46-49 %, что, безуслов-
но, сказывается на к
ачестве кокса. При таком высо-
ком содержании фракции -0,5 мм в углях необходи-
мо применять технологии предварительного грану-
лирования или брикетирования этой фракции для по-
вышения насыпной массы шихты, а некоторые марки
углей, например, «Ж–Киевская» вообще нельзя под-
вергать дальнейшему измельчению.
Таблица 3. Ситовый состав углей используемых в шихте УПЦ КХП
Марка угля, ЦОФ
Фракционный состав угля, мм
Насыпная масса,
кг/м
3
Влага, %
+6 6-3 3-0,5 -0,5 0-3
К – Укркокс 12,15 18,60 40,08 29,17 69,25 914 19,8
Ж – Краснолиманская
40,56 19,74 23,10 16,60 39,7 871 10,5
Ж – Укркокс 12,48 13,33 41,05 33,14 74,19 859 14,4
Ж – Киевская 2,86 5,98 49,81 41,35 91,16 832 12,0
2Ж – Печерская 29,48 14,56 25,10 30,86 55,96 841 10,5
ГЖ – Распадская 16,93 18,37 36,98 27,72 64,70 891 13,6
К – Северная 19,95 15,24 32,32 32,49 64,81 847 12,7
К+КО+ОС – Северная 14,08 12,93 34,37 38,62 72,99 927 17,2
К+КЖ – Восточная 6,68 9,52 40,4 43,40 83,80 801 12,6
Польша Т34 (Г) 38,29 15,99 32,69 13,03 45,72 859 9,15
США «Alpha» (K1) 6,25 14,70 44,95 34,15 79,10 890 14,4
Канада «Eagle» (К) 14,05 12,81 34,62 38,52 73,14 831 12,1
США «Coking Coal
Pardee» (ГЖ)
42,65 13,76 22,24 21,35 43,59 870 11,0
Рис. 5. экспериментальный грохот перед дробилкой № 9 на
3 очереди УПЦ: 1 – желоб, 2 – грохот, 3 – подрешетный про-
дукт (класс 0-3 мм), 4 – вибратор грохота, 5 – колосниковое сито,
6 – амортизаторы, 7 – молотковая дробилка, 8 – сборный конвейер
y = -0,0002x
2
+ 0,0096x + 0,7615
k = 0,53
0,78
0,8
0,82
0,84
0,86
0,88
0,9
0,92
0,94
0 1020304050
Содержание фракции 0-0,5 мм в угле, %
Насыпная масса угля, т/м
3
Рис. 6. Зависимость насыпной массы угля от содержания в
нем фракции 0-0,5 мм
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
52
КОКСОХИМИЧЕСКОЕ ПРОИЗВОДСТВО
На рис. 6 приведен график зависимости насыпной
массы угля от содержания в нем фракции -0,5 мм, по-
строенный по данным табл. 3, т.е. для углей различ-
ных марок и при различной влажности угля. Из этого
графика также видно, что с ростом содержания фрак-
ции -0,5 мм более 25 % насыпная масса угля умень-
шается.
Выводы
При со
ставлении угольных шихт для коксования
необходимо учитывать не только марочный и петро-
графический состав углей, но также их ситовый со-
став и насыпную массу.
При изменении марочного состава или соотно-
шения компонентов в шихте необходимо постоянно
уточнять (подбирать) оптимальную степень дробле-
ния угольной шихты, которая не может быть посто-
янной.
Рациональным яв
ляется предварительно отделять
на грохотах из исходной шихты фракцию -3…-6 мм,
а на дробление направлять фракцию +3…+6 мм, при
этом дробление этой части шихты должно вестись та-
ким образом, чтобы суммарное содержание класса
-0,5 мм в шихте, идущей на коксование, не превыси-
ло значения 30-32 %.
При высоком содержании фракции -0,5 мм в
исходных углях необходимо применять те
хнологии
грануляции или частичного брикетирования этой
фракции.
Библиографический список
1. Харлампович Г.Д., Кауфман А.А. Технология
коксохимического производства. – М.: Металлур-
гия, 1995. – 384 с.
2. Ухмылова Г.С. Требования к качеству кокса для
эффективной работы доменных печей с высоким
расходом вдуваемого угля // Кокс и химия. – 1993.
– № 9-10. – С. 24-29.
3. Рудика В.І., Зінгерман Ю.Ю., К
овальов Є.Т. та
ін. Вирішення актуальної задачі економії коксів-
ного вугілля та енергоресурсів при виробництві
металургійного коксу // Металлург. и горноруд.
пром-сть. – 2009. – № 4. – С. 7-14.
4. Гайниева Г.Р., Бызова В.И., Никитин Л.Д. и др.
Коксование угольных шихт с применением не-
дробленого концентрата марок Г и Ж. Из
учение
влияния качества кокса на ход доменных печей //
Кокс и химия. – 1990. – № 2. – С. 12-13.
5. Сухоруков В.И. Научные основы и совершен-
ствование подготовки и коксования углей // Кокс
и химия. – 1992. – № 12. – С. 2-5.
6. Агроскин А.А., Шелков А.К. Расширение
угольной базы коксования. – М.: Металлургия,
1962, 302 с.
Поступила 20.11.2009
Продолжается подписка на журнал
“ÌÅÒÀËËÓÐÃÈ×ÅñêÀÿ è ãîðíîðóäíàß ïðîÌÛØËåííîñòÜ” на 2010 г.
Стоимость 1 экз. журнала - 350 грн.; 1 комплекта на год - 2100 грн.
Стоимость эл. варианта на год - 1080 грн.
Индекс в каталоге “Укрпочта”, “Роспечать” 74311
Подписаться можно в редакции, перечислив на
р/с ООО “Укрметаллургиформ “НТА” необходимую сумму
Контактный телефон (факс) 0562-46-12-95, 056-744-81-66
На сайте metaljournal.com.ua - содержание последнего номера журнала с аннотацией на русском
и английском языках
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
53
УДК 669.18
Охотский В.Б. /д.т.н./
НМетАУ
Информационное обеспечение
сталеплавильного производства (к 50-летию
журнала «Металлургическая и горнорудная
промышленность»)
©
Охотский В.Б., 2010 г.
Рассмотрены тенденции в информации о сталеплавильном производстве
за 50 лет издания журнала в сопоставлении с экономическими процессами. Ил.1.
Ключевые слова: информация, сталеплавильное производство
Information trends regarding steelmaking for 50 years of the journal publication as compared to economic
processes are considered.
Keywords: information, steelmaking
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
а б
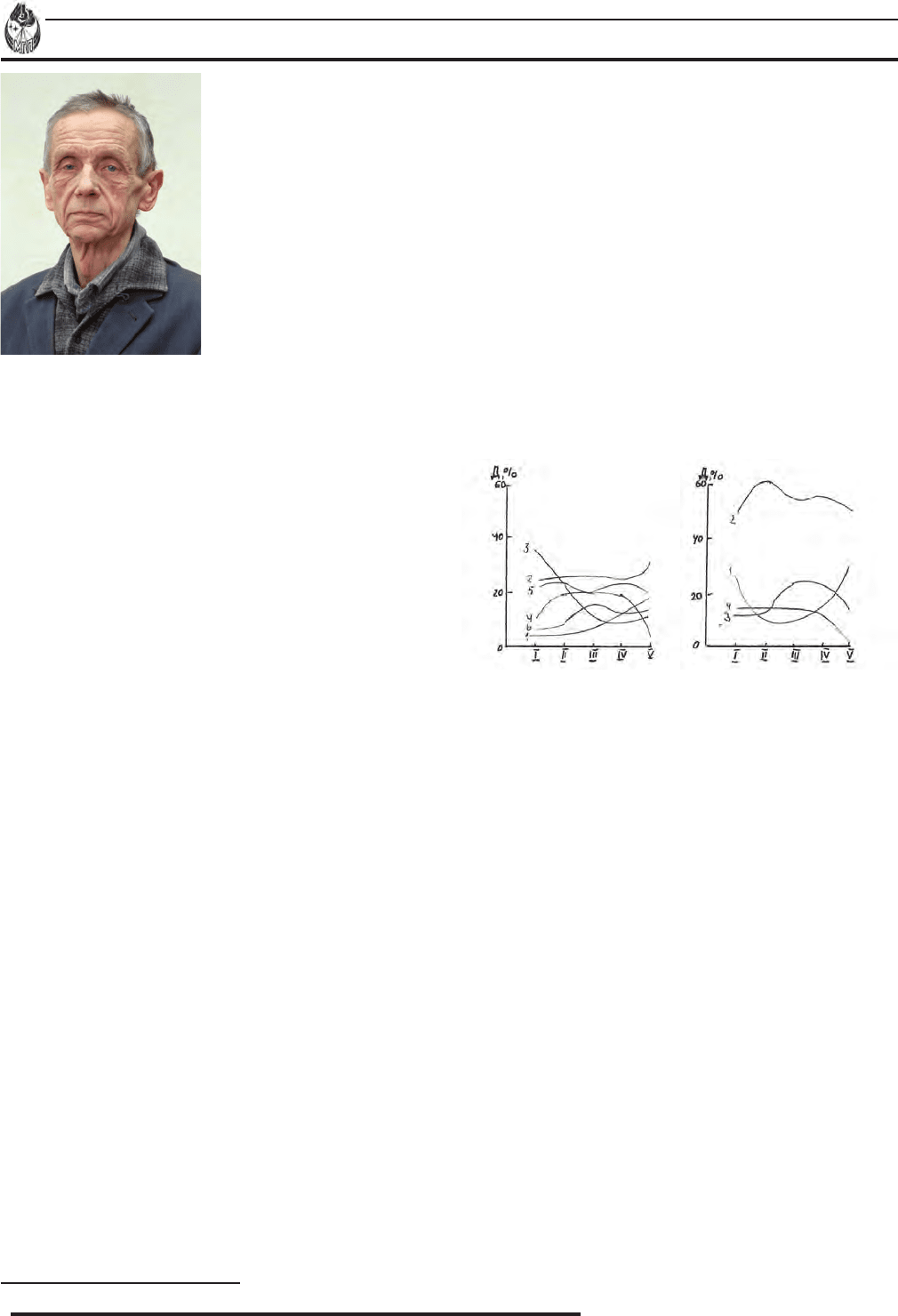
Рисунок. Анализ информации о сталеплавильном произ-
водстве в журнале за 50 лет: а – распределение по тематике;
б – распределение по характеру содержания статей
Окончание послевоенного восстановления чёр-
ной металлургии Украины совпало с освоением ряда
новых сталеплавильных технологий.
В 1952 г. на МК «Запорожсталь» впервые в стра-
не в промышленных масштабах началось использо-
вание кислорода для интенсификации мартеновского
процесса и к 1954 г. он применялся комбинированно
– в факел и ванну. Возросшие масштабы чёрной ме-
таллургии Украины потребовали новых фор
м управ-
ления, выразившихся в создании республиканского
отраслевого Министерства в 1954 г.
Качественный скачок в сталеплавильном произ-
водстве ознаменовался освоением вакуумирования
жидкой стали в ковше на заводе «Днепроспецсталь»
(1955), а в 1955–1956 гг. на этом же заводе началась
промышленная эксплуатация электрошлакового пе-
реплава, созданного в академическом ИЭC им. Е.О.
Патона.
Впервые в ст
ране кислородно-конвертерный про-
цесс был освоен в реконструированном цехе Днепро-
петровского металлургического завода им. Г.И. Пе-
тровского (1956), а годом позже на МК «Криворож-
сталь». Первым освоил отопление мартеновских пе-
чей с использованием природного газа Нижнедне-
провский трубопрокатный завод им. К. Либкнехта
(1958), а вскоре новая технология получила распро-
ст
ранение во всех мартеновских цехах.
В 1960 г. на Донецком металлургическом заводе
начала работать машина непрерывного литья загото-
вок.
Новые технологии потребовали привлечения к
их освоению и совершенствованию специалистов по
инновационным решениям – исследователей и кон-
структоров. В 1958 г. Днепропетровский филиал Ги-
промеза был преобразован в Укргипромез, а в 1959 г.
в Донецке был соз
дан сначала филиал УкрНИИМет,
ставший в 1963 г. самостоятельным институтом Дон-
НИИЧермет.
Количественное и качественное развитие метал-
лургии Украины потребовало и стало предпосылкой
перехода на новый уровень информационного обе-
спечения и вместо отдельных изданий был основан
первый, регулярно издававшийся, республиканский
научно-технический сборник – современный жур-
нал «Металлургическая и горнорудная промышлен-
ность».
Т
ематика раздела «Сталеплавильное производ-
ство» журнала всегда отражала изменения, проис-
ходящие в промышленности и науке в 1960–1969
(I), 1970–1979 (II), 1980–1989 (III), 1990–1999 (IV) и
2000–2008 (V) гг. (рисунок).
Стабильно растёт доля статей (Д), посвящённых
подготовке шихты (рис. а, линия 1), что вызвано все
возрастающими требованиями к качеству стали и
связанной с этим предварительной обработкой чу-
гуна. Кислородно-конвертерная тематика (2) до
лгое
время оставалась количественно стабильной и толь-
ко в последние годы выросла в соответствии с ростом
доли конвертерной стали.
Наука в долгу перед мартеновским производ-
ством, так как в связи с появлением кислородно-
конвертерного процесса, непрерывной разливки ста-
ли и многочисленных технологий внепечной обра-
ботки финансирование исследований по совершен-
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
54
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
ствованию его теплотехники и технологии значитель-
но снизилось, что обусловило и спад доли статей (3).
Тем не менее, в 1980–2000 гг. она остаётся стабиль-
ной, отражая усилия исследовательских служб соот-
ветствующих предприятий по поддержанию доста-
точно высокого уровня конкурентоспособности мар-
теновского процесса (рис. а).
Появление на металлургических предприятиях
Украины вакуумирования и внепечной десульфура-
ции ст
али вызвало удвоение доли статей (4), посвя-
щённых этим вопросам, в начале 1970-х гг. с после-
дующим стабильным к ним интересом.
Вплоть до 2000-х гг. шло совершенствование тех-
нологии разливки стали в изложницы, и доля соот-
ветствующих статей (5) оставалась стабильной. Но
так как в остальном мире доминирует непрерывная
разливка стали, то, ка
к и в спорте, отсутствие сопер-
ников, «дышащих в спину», снизило интерес к этой
тематике исследований, что вместе со стабилизаци-
ей сортамента сталей и конечной продукции вызва-
ло спад и соответствующей доли научно-технической
информации.
Напротив, по мере увеличения количества ста-
леплавильных цехов, переходящих на непрерывную
разливку стали, наблюдается некоторый ро
ст посвя-
щённых ей статей (6).
Распределение публикаций в журнале по прин-
ципу характера их содержания (рис. б) позволяет от-
метить, что их доля, посвящённая обзорам и анали-
зу (1), в 1960-х гг. была высока в связи с тем, что ста-
леплавильное производство, как тот сказочный бога-
тырь, оказалось на распутье: настолько радикальным
к
азался переход от испытанного мартеновского про-
цесса, обеспечивавшего производство 80 % всей ста-
ли в мире, в том числе в нашей стране, к только что
появившемуся кислородно-конвертерному процессу.
Всплеск этой тематики в 2000-е гг. вызван скорее кри-
зисом отечественной науки, сопровождающим эконо-
мические проблемы.
Соотношение доли исследовательской темати-
ки (2) и статей, по
свящённых новым технологиям
(3) очень характерно: сначала рост первой (1960–
1970 гг.), что обеспечивает рост вторых (1980–1990 гг.).
Доля информации о новых материалах и оборудо-
вании (4) оставалась стабильной до последнего вре-
мени, но вместе с тематикой 2–3 в 2000-е гг. заметно
упала. Эта негативная тенденция вызвана крайне тре-
вожным процессом, когда металлургические пред-
приятия, благодаря б
лагоприятной конъюнктуре на
рынке сбыта и зарабатывая значительные средства,
пошли по пути их использования для приобретения
зарубежных материалов и оборудования для стале-
плавильного производства, вместо того, чтобы вкла-
дывать в создание собственных аналогов. Не случай-
но на XIII Международной научно-технической кон-
ференции «Теория и практика сталеплавильных про-
цессов» (2008, Днепропетровск) не бе
з дискуссии в
решении было записано, что отечественная метал-
лургия не участвует в гонке технологий, которая в
условиях глобализации экономических процессов яв-
ляется необходимым условием сохранения её конку-
рентоспособности. Разразившийся экономический
кризис подтвердил справедливость этого тезиса.
На страницах раздела «Сталеплавильное произ-
водство» журнала неоднократно выступали учёные с
мировым именем: В.И. Ба
птизманский, И.И. Борнац-
кий, Н.Н. Доброхотов, В.А. Ефимов, И.Г. Казанцев,
В.С. Кочо, В.И. Лапицкий, С.Л. Левин, М.Я. Мед-
жибожский, Г.Н. Ойкс, С.Я. Скобло, Я.А. Шнееров и
другие.
Став первым украинским металлургическим жур-
налом, «Металлургическая и горнорудная промыш-
ленность» сохраняет лидир
ующие позиции в инфор-
мационном пространстве.
Выводы
Анализ информации о сталеплавильном произ-
водстве за 50 лет позволил установить тенденции в
её развитии.
Поступила 17.03.09
Главная задача журнала - рекламная поддержка передовых технологий
и разработок, публикация информации о новейших научно-технических до-
стижениях исследовательских коллективов, институтов, предприятий и
организаций ГМК Украины
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
55
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
Смирнов А.Н. /д.т.н./
ДонНТУ
УДК 669.18
Дюдкин Д.А. /д.т.н./
Украинская ассоциация сталеплавильщиков
Мировые тенденции развития технологии производства и
разливки стали
©
Смирнов А.Н., Дюдкин Д.А., 2010 г.
Приведены достижения в части совершенствования технологии производства стали в ДСП,
кислородных конвертерах, агрегатах ковш-печь, а также непрерывной разливки стали. Табл. 3.
Ключевые слова: технология производства стали, разливка, конвертер, МНЛЗ, агрегат
ковш-печь, прогресс, вакуумирование
Achievements related to advancement of steelmaking practice in EAF, basic-oxygen converters, ladle
furnaces as well as steel continuous casting are presented.
Keywords: steelmaking practice, teeming, converter, continuous-casting machine, ladle furnace,
advance, vacuum degassing
Высокие темпы повышения спроса и цены ме-
таллопродукции, которые сохранялись с начала но-
вого века до середины 2008 г., существенным обра-
зом стимулировали рост выплавки стали во всех ре-
гионах мира. В табл. 1 представлен рейтинг одиннад-
цати крупнейших производителей стали в 2007 г. по
данным Всемирной ассоциации стали (World Steel
Association). Увеличился объем экспортных поста-
вок различног
о сортамента заготовок и стальной про-
дукции. Начиная с 2002 г., экспорт металлопродукции
из Китая возрос в 10 раз и составил в 2007 г. более
66 млн. т, что позволило занять ему первое место сре-
ди экспортеров. Традиционным крупным экспорте-
рам, таким как Япония, Украина, Германия и Россия,
в 2007 г. также удалось увеличить и у
держать суммар-
ный объем экспорта на уровне 125 млн. т.
Начиная с середины 2008 г., углубление мирового
финансово-экономического кризиса привело к суще-
ственному снижению спроса и цены металлопродук-
ции во всех странах, при этом падение объемов миро-
вого производства в 2009 г. составило 9,4 % по отно-
шению к 2007 при уменьшении среднегодового тем-
па ро
ста объема производства на 11,5 %, которое за-
тронуло всех производителей стали, включая Китай и
Индию. Резкое снижение прибыли предприятий ме-
таллургического сектора вызвало падение цены ак-
ций многих компаний на две трети и более в сравне-
нии с серединой 2008 г. В частности, ArcelorMittal по-
терял в стоимости более 70 %, US Steel 79 %, Север-
сталь около 90 %.
В табл. 2 прив
едены данные среднегодового тем-
па роста объемов производства в период 2004-2009 гг.
по отношению к 2007. Наименьшее снижение этого
показателя в период кризиса наблюдался в Иране, ко-
т
орый является крупным импортером стали, что ме-
таллургия страны направлена, прежде всего, на вну-
треннее потребление с долей экспорта равной 5,6 %
общего объема производства. Китай и Индия экспор-
тировали в 2007 г. 13,6 и 12,4 % выплавленной ста-
ли, импортируя при этом 17,2 и 7,7, млн. т стали со-
ответственно. Доля экспорта металлопродукции Тур-
ции и Ю. К
ореи выше и составляет 26,7 и 35,5 % при
объемах импорта 13,5 и 26,2 млн. т соответственно.
Поэтому освоение новых видов продукции с целью
замещения импорта позволило этим странам избе-
жать падения об
ъемов производства. Например, до
начала кризиса турецкая промышленность ощущала
устойчивую потребность в плоской стальной продук-
ции при росте среднего ежегодного потребления ста-
ли около 15 % и увеличении объема выплавки ста-
ли на 8 %. Ориентируясь на развитие металлургиче-
ских мини-заводов, которые, как известно, облада-
ют высокой конкурентоспособностью, имеют повы-
шенную технологическую гибкость и уст
ойчивость к
колебаниям объемов производства, Турция наряду с
низкими показателями падения производства в дека-
бре 2009 увеличила выплавку стали на 24,7 % в срав-
нении с аналогичным периодом 2008 г., что позволи-
ло ей занять 10 место в рейтинге мировых лидеров

I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
56
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
(табл. 1).
Безусловно, устойчивому восстановлению объ-
емов производства электростали способствует ряд
современных технических решений, обеспечивших
расход электроэнергии на тонну стали до уровня 340-
345 кВт·ч, уменьшение длительности плавки до 40-
42 мин, расход электродов до 1,0-1,1 кг/т стали. По
разным оценкам в мире работает более 1200 ДСП раз-
личной вместимости. В 2007 г. только 12 стран в мире
произв
одили по 10 и более млн. т электростали в год
и на их долю приходилось около 70 % всей выплавля-
емой электростали. Благодаря высоким объемам вы-
плавки электростали в число мировых лидеров вош-
ли, млн. т: Индия 31,0; Россия 19,4; Турция 19,4; Ис-
пания 14,8; Мексика 13,0 и Тайвань 10,0.
Расширение сортамента выплавки стали в ДСП
обусловлено инновационными решениями, на
прав-
ленными на повышение эффективности работы соб-
ственно электропечи:
– повышение вместимости агрегатов до 300 т и
более;
– расширение диапазона применяемой металло-
шихты.
Эти две тенденденции взаимообусловлены рас-
ширением сортамента стали, что, с одной стороны,
ставит ДСП перед необходимостью работать в еди-
ной технологической цепочке с высокопроизводи-
тельной слябовой МНЛЗ. С др
угой стороны, плоская
продукция, практически всего сортамента, чувстви-
тельна к содержанию случайных примесей, которые
вносятся стальным ломом.
Одна из новых сверхкрупных ДСП (420 т) про-
изводительностью до 2,6 млн. т построена на заводе
«Tokyo Steel» в Японии и предназначена для выплав-
ки низкоуглеродистой и сверхнизкоуглеродистой ста-
ли. Двухэлектродная электропечь постоянного тока с
диаметром кожуха 9700 мм о
снащена двумя транс-
форматорами, мощностью 130 МВА каждый.
Сверхкрупные дуговые электропечи позволяют
добиться высоких производственных результатов при
минимальном использовании персонала и повысить
конкурентоспособность продукции. Так, на этапе
проектирования мини-завода MМK-Atakas (Магнито-
горский металлургический комбинат - турецкая ком-
пания Atakas) в Искендерун (Турция) в пределах тер-
ритории завода планируется построить морской порт,
спо
собный к обслуживанию судов водоизмещением
до 80 тыс. т. Одним из основных достоинств проек-
та является выбор удачного географического распо-
ложения завода, что позволяет оптимизировать логи-
стику. Технологическое решение проекта направлено
на достижение высокой конкурентной способности,
в том числе за счет разработки современной высоко-
производительной крупнотоннажной ДСП. При мас-
се плавки 250 т и мощно
сти печного трансформато-
ра 300 МВА (1200 кВА/т) производительность печи
составит 320 т/ч. Строительство одной такой ДСП в
рамках литейно-прокатного модуля вместо, по край-
ней мере, двух печей, обеспечит существенное сни-
жение численности персонала, капитальных затрат и
потребления энергии. Конструкция ДСП должна обе-
спечивать гибкость в применении шихтовых матери-
а
лов. На начальной стадии предполагается приме-
нять 80 % стального лома и 20 % чушкового чугуна,
а в перспективе DRI и HBI. Особое внимание уделе-
но выбору вторичного напряжения (диаметр электро-
да 810 мм), обеспечению жесткости колонн и рука-
вов электрододержателей, распределению вводимых
в ванну кислорода и углерода, а также системе гомо-
генизации температуры ванны.
Наиболее значимые достижения в части те
хно-
логического развития ДСП воплощены компанией
Concast в проект ультрасовременной дуговой печи
UHCP (Ultra High Chemical Power) с минимальной
длительностью плавки при оптимальной ее эффек-
тивности. Показано, что длительность плавки 36-
40 мин, что достижимо и для печей, построенных ра-
нее. Требуется применение комплексной системы ав-
томатизации. Рекордные результаты были достиг-
нуты компанией Concast на металлургическом зав
о-
де Nucor Steel - Jewett Texas (США) на ДСП с мас-
сой плавки 82 т. Длительность плавки от выпуска до
выпуска составила 30-32 мин (производительность
150 т/ч), Максимально достигнутый результат соста-
вил 28 мин, что обеспечило выплавку 50 плавок в сут-
ки. Объем бадьи для подачи металлолома в печь со-
ставляет 140 м
3
, что позволяет заваливать лом с одной
подачи даже при его плотности около 0,65 т/м
3
. В
этом случае средняя длительность завалки, включая
перемещение электродов и открытие свода, состав-
ляет всего 50-70 с. Печь оборудована трансформато-
ром 110 MВA, а расход электроэнергии составляет
380 кВт·ч/т. Удельный расход вдуваемого природного
газа составляет 4,8 м
3
/ч, а кислорода 30 м
3
/ч.
Можно констатировать, что технологическая си-
стема выплавки углеродистого полупродукта в ДСП
продолжает совершенствоваться. Достигнутые на не-
которых заводах результаты приближаются по произ-
водительности и массе плавки к показателям конвер-
терных цехов, что обеспечивает высокую конкурен-
тоспособность за счет снижения капитальных и экс-
плуатационных затрат. Вместе выплавка углероди-
стого полупродукта для произв
одства особо чистых
сверхнизкоуглеродистых марок стали в ДСП еще не
Таблица 1. Рейтинг крупнейших производителей
стали в мире, млн. т
Страна
2009 г. 2007 г.
место выплавлено место выплавлено
Китай 1 567,8 1 489,0
Япония 2 87,5 2 120,2
Россия 3 59,9 4 72,2
США 4 58,1 3 97,2
Индия 5 56,6 5 53,1
Ю. Корея 6 48,6 6 51,4
Германия 7 32,7 7 48,5
Украина 8 29,8 8 42,8
Бразилия 9 26,5 9 33,8
Турция 10 25,3 11 25,8
Италия 11 19,7 10 32,0

I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
57
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
Таблица 2. Изменение среднегодового темпа роста и объем производства стали в мире, млн. т
Страна
Снижение темпа
роста, %
Рост объема
производства стали
до 2008 г.
Рост объема
производства стали
с 2008 г.
Год
2009 2008 2007 2004
Иран 0,66 3,96 4,62 10,90 10,00 10,10 8,70
Ю. Корея 5,40 -2,82 2,59 48,60 53,60 51,50 47,50
Китай 6,04 8,02 14,06 567,80 500,30 489,30 282,90
Турция 7,82 -0,97 6,85 25,30 26,80 25,80 20,50
Индия 9,57 3,30 12,87 56,60 55,10 53,10 32,60
В мире 11,48 -4,68 6,79 1219,70 1326,50 1345,80 1071,50
Бразилия 11,69 -10,80 0,89 26,50 33,70 33,80 32,90
Россия 11,76 -8,63 3,13 59,90 68,50 72,40 65,60
Япония 15,68 -13,60 2,08 87,50 118,70 120,20 112,70
Германия 17,87 -16,36 1,51 32,70 45,80 48,60 46,40
Украина 18,38 -15,19 3,19 29,80 37,30 42,80 38,70
США 19,84 -20,39 -0,54 58,10 91,40 98,10 99,70
Италия 21,99 -18,83 3,16 19,70 30,60 31,60 28,60
Швеция 23,68 -25,44 -1,75 2,80 5,20 5,70 6,00
Румыния 30,16 -28,57 1,59 2,70 5,00 6,30 6,00
представляется возможной.
В мире эксплуатируется свыше 260 конвертер-
ных цехов, имеющих в своем составе около 660 кон-
вертеров, производящих 69 % всего мирового объема
стали (примерно 927 млн. т в 2007 г.). Только 20 це-
хов имеют в своем составе конвертеры вместимостью
290-300 т и более, в том числе четыре в России и Япо-
нии и два в Украине.
В 2007 г. о
сновными производителями стали в
кислородных конвертерах являлись, млн. т: Китай
449,8; Япония 89,2; Россия 41,2; США 41,1; Юж-
ная Корея 27,6; Бразилия 25,1; Украина 22,0 и Ин-
дия 21,2, обеспечивающие более чем две трети ее ми-
рового производства. Доля конвертерной стали в об-
щем объеме производства каждой из указанных стран
колеблется весьма существенно, %: от 41,9 в США и
51,4 в У
краине, до 90,9 в Китае и 74,2 в Японии.
В отличие от ДСП, производство стали в конвер-
терах концентрируется на уменьшении потерь энер-
гии и железа, снижении расхода огнеупоров и других
материалов при сокращении вредного воздействия на
окружающую среду за счет уменьшения выбросов.
Расширение производства стали с низким и особо
низким (≤0,005 %) со
держанием S жидкого чугуна с
содержанием S до 0,001–0,002 % путем его внедомен-
ной десульфурации на установках производительно-
стью 10-20 тыс. т/сут. чугуна.
Совершенствуются методы контроля положения и
конструкции кислородной фурмы, расхода кислорода,
процесса растворения извести, параметры вдувания
аргона через донные фурмы, а также оперативное про-
гнозирование содержания углерода в ходе продувки.
Повышение ст
ойкости футеровки конвертера
достигается за счет применения комбинированных
схем, в которых учитывают особенности износа от-
дельных зон, в том числе подверженных повышенной
эрозии. Рекордные показатели стойкости футеровки
конвертеров составляют на сегодняшний день 20-
30 тыс. плавок.
Используется технология раздува шлака азотом
высокого давления через верхнюю кислородную или
вспомогательную фурму с назбрызгиванием шлак
а на
рабочую поверхность футеровки. Качание конверте-
ра обеспечивает нанесение покрытия на участки фу-
теровки, подвергаемые повышенному износу при за-
валке металлолома и выпуске металла. Сегодня сред-
няя стойкость футеровки составляет ~ 3500-5000 пла-
вок. Совершенствование технологии конвертерной
плавки повышает требования к качеству передельно-
го чугуна и углеродистого полупродукта.
В конвертерном цехе металлургического зав
ода
«Voestalpine Stahl GmbH» (Линц, Австрия), имеющем
в своем составе три 160-т конвертера, достигнута го-
довая производительность 4,8 млн. т стали, что со-
ответствует 30700 плавкам в год (87 плавок в сутки).
Расход металлолома возрос до 355 кг/т непрерывно-
литой заготовки (расход жидкого чугуна уменьшился
до 782 кг/т). Конструкция конвертера (рабочий объем
104 м
3
) предполагает продувку инертным газом че-
рез 12 продувочных узлов в днище. Отсечка шлака на
выпуске осуществляется газодинамическим устрой-
ством. Не менее актуальна и задача глубокого рафи-
нирования для производства стали массового сорта-
мента, что связано с необходимостью обеспечения
высокого уровня технологических свойств расплава,
позволяющих проводить разливку на современных
МНЛЗ.
Агрегатами ковш-пе
чь оснащено около двух тре-
тей конвертерных цехов, что обусловлено усложне-
нием сортамента выплавляемой стали, стремлением

I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
58
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
Таблица 3. Общие рекомендации по выбору
типа вакууматора
Класс стали
RH/RH-
TOP
DH/
VOD
Особонизкоуглеродистая типа IF + ±
Горячекатаная листовая +±
Электротехническая +-
Низкоуглеродистая ±+
Среднеуглеродистая ±+
Высокоуглеродистая ±+
Высоколегированная -+
Нержавеющая -+
повысить стойкость футеровки кислородного конвер-
тера и эффективность работы МНЛЗ. Остается акту-
альной проблема обнаружения и отсечки конвертер-
ного шлака в ходе выпуска металла. С этой целью
конвертеры оборудуют устройствами для отсечки
шлака типа «шиберный затвор» с электромагнитны-
ми датчиками появления шлака, которые имеют вы-
сокую точность и быстродействие, нечувствительны
к ак
устическим и визуальным помехам. «Пассивные»
методы отсечки шлака: керамический стопор и си-
стема типа «поплавок» (шар или конус) для отсечки
шлака в конце выпуска. На современном этапе разви-
тия можно выделить несколько основных направле-
ний совершенствования техники и технологии обра-
ботки стали в агрегате ковш-печь: увеличение произ-
водительности и повышение степени рафиниров
ания
стали; обеспечение чистоты, точности легирования и
согласование технологических операций выплавки и
разливки стали в сталеплавильных цехах заводов тя-
желого и энергетического машиностроения; оптими-
зация параметров внешних воздействий на систему
шлак-металл-огнеупор с целью снижения материаль-
ных и энергетических затрат.
В 1990 г. в мире введены в эксплуатацию свыше
100 агрега
тов вакуумирования стали, которые можно
разделить на два вида: порционное вакуумирование
(DH) и вакуумирование в потоке (RH).
Установки могут быть оснащены средствами для
глубокого обезуглероживания стали под вакуумом.
Для создания вакуума наибольшее распространение
получили пароэжекторные вакуумные насосы, кото-
рые не содержат движущихся частей, их работа весь-
ма надежна, а срок службы прак
тически не ограни-
чен; изготовление не требует дорогостоящих матери-
алов. В условиях мини-завода, в некоторых случаях,
рационально применение механических вакуумных
насосов, так как для их работы не требуется соору-
жение парогенератора, который энергоемок, что по-
зволяет снизить расходы по вакуумированию стали.
В новых кислородно-конвертерных цехах, где
продолжительность цикла, не превышает 25-35 мин
пре
дпочтение отдают технологии RH в одинарном
или сдвоенном вакууматоре. В ЭСПЦ Белорусско-
го МЗ с одной системой вакуумных насосов успеш-
но работают камерный и циркуляционный агрега-
ты с шиберным переключением. Общие рекоменда-
ции по выбору типа вакууматора с учетом специфики
производства различных марок стали в кислородно-
конвертерных и электросталеплавильных ц
ехах при-
ведены в табл. 3.
При продолжительном цикле обезуглерожива-
ния простым и надежным является процесс VD/VOD.
Оборудование камерного вакууматора не контактирует
с жидкой сталью, не требует специальных огнеупоров
для футеровки камер, на их стойкость не влияет пери-
одичность применения, что особенно важно при воз-
можных простоях оборудования. Около 65 % вакуума-
торов, построенных с 1990 г., являются к
амерными.
Агрегаты RH по
лучили развитие и успешно экс-
плуатируются на крупных заводах, имеющих пла-
вильные агрегаты большой вместимости и высокой
производительности. Вероятно, это связано с воз-
можностью стабилизации в узких пределах техноло-
гических параметров при производстве стали массо-
вого сортамента, что позволяет жестко регламентиро-
вать, например, высоту налива стали в ковше и тол-
щину шлак
а.
Комплексный анализ всех аспектов вакуумной об-
работки расплава показывает, что более высокая ско-
рость процесса обезуглероживания в агрегате RH де-
лает их предпочтительным при производстве стали
типа IF со сверхнизким содержанием углерода (менее
30 ppm) и позволяет завершить цикл обработки в те-
чение от 26 (Thyssen Krupp Stahl, 265 т) до 35 мин
(EKO Stahl, 240 т). Вместе с тем на в
еличину общей
производительности агрегата RН существенно ска-
зывается продолжительность технического обслужи-
вания. Как правило, после обработки подряд шести
плавок стали типа IF погружные патрубки вакуумато-
ра нуждаются в осмотре и обслуживании (чистка на-
стылей, торкретирование огнеупорной массой, кон-
троль состояния фурм для ввода аргона и др.). В за-
висимости от физико-химиче
ских свойств ковшевого
шлака и параметров обработки, а также применяемо-
го оборудования, такое обслуживание занимает 20-
60 мин. После обработки 60-150 плавок погружные
патрубки нуждаются в замене. После каждых 2-3 кам-
паний погружных патрубков требуется замена ваку-
умкамеры из-за износа огнеупорной кладки ее ниж-
ней части или зарастания газохода. Поэтому на веду-
щих мет
аллургических заводах Германии цикл вакуу-
мирования стали в агрегате RH составляет в среднем
от 53 (Thyssen Krupp Stahl, 2640000 т/год) до 70 мин
(EKO Stahl, 1800000 т/год).
Современные тенденции и последние достиже-
ния непрерывной разливки стали согласованя с ком-
плексом технологий сталеплавильного производства.
В ближайшие 10-15 лет в непрерывной разливке ста-
ли будут использоваться и проводиться традицион-
ные решения. Из новых решений м
аксимальное раз-
витие может получить разливка тонких слябов. Буду-
щее же разливки стали на двухвалковых МНЛЗ пока
что выглядит не совсем определенным.
Поступила 03.12.2009

I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
59
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
УДК 669.18
Охотский В.Б. /д.т.н./
НМетАУ
Событие и журнал
(50-летию журнала посвящается)
©
Охотский В.Б., 2010 г.
Описан путь становления и развития непрерывной разливки стали в Украине за пятьдесят лет
при информационном обеспечении журнала «Металлургическая и горнорудная промышленность».
Библтогр.: 3 назв.
Ключевые слова: сталь, непрерывная разливка, МНЛЗ, информационное сопровождение
Formation and development of steel continuous casting in Ukraine for 50 years under information support
of journal “Metallurgical and Mining Industry” are described.
Keywords: steel, continuous casting, continuous-casting machine, information support
Так случилось, что старейший металлургиче-
ский журнал Украины «Металлургическая и горно-
рудная промышленность» (МГП) был создан в тот
же год (1960), когда 50 лет тому назад на Донецком
металлургическом заводе была введена в эксплуата-
цию первая в Украине МНЛЗ по проекту Гипростали
и технологии ЦНИИЧМ.
К этому моменту Украина производила 40 % ста-
ли, выплавлявшейся в ст
ране, но вся она разливалась
в изложницы, тогда как уже было очевидно, что буду-
щее за непрерывной разливкой, хотя в мире этим спо-
собом разливалось в 1960 г. только 0,48 % всей ста-
ли. Крупнейшие зарубежные МНЛЗ разливали плав-
ки массой, т: ФРГ – 40, Франции – 38, Японии – 30,
США – 20, Швеции – 15, Великобритании – 7, Ав-
стрии – 8 и имели производительность, соо
тветствен-
но, 60, 48, 36, 65, 17, 10 и 12 тыс. т/год, тогда как в
нашей стране уже работали установки, разливавшие
плавки массой 90 т (НЛМЗ), 65 т (Узбекский МЗ),
50 т («Красное Сормово»), а их годовая производи-
тельность достигала 250 тыс. т.
Но МНЛЗ Донецкого МЗ значительно превос-
ходила существующие по всем техническим ха-
рактеристикам: плавка 140 т, производительность
300 тыс. т/год (391 тыс. т/год в 1970 г.), с широким
применением гидрав
лических вместо механических
приводов, одна тянущая клеть, развитая зона вторич-
ного охлаждения (ЗВО), длинная составная затравка,
по два промежуточных ковша вместимостью 12,5 т,
что впервые в отечественной практике позволило ис-
пользовать новую технологию разливки «плавка на
плавку». Уже в первые 10 лет была о
своена разливка
30 марок стали, ребристые кристаллизаторы, разлив-
ка под защитными смесями. В 1961-65 гг. по разра-
боткам КПИ и ДПИ были автоматизированы основ-
ные технологические процессы. Со временем были
пущены в эксплуатацию полунепрерывная установ-
ка на Краматорском ЗТМ, комбинатах «Азовсталь»,
Днепровском, им. Ильича, заводах «ИСТИЛ» и Ена-
киевском.
Все эти год
ы журнал «Металлургическая и гор-
норудная промышленность» обеспечивал информа-
ционное сопровождение становления и развития не-
прерывной разливки стали (НРС). Уже в первый год
издания были опубликованы две статьи, освещаю-
щие вопросы новой технологии. Теоретические раз-
работки посвящались взаимосвязи скорости разлив-
ки и дефектов заготовки, расчету необходимой дли-
ны кристаллизатора и парамет
рам его динамики, за-
кономерностям затвердевания стали и образованию
дефектов. Они легли в основу технологий подготов-
ки металла к непрерывной разливке: его внепечной
обработки с продувкой в ковше аргоном, использова-
ния модификатора, вакуумирования и десульфура-
ции, ввода в промковш и кристаллизатор порошко-
вых лент и проволоки с силикокальцием и алюмини-
ем, дв
ухстадийного раскисления и легирования раз-
личными элементами. Обследовалось влияние элек-
тромагнитного перемешивания, низкочастотной ви-
брации и наложения электрического поля на струю
стали в погружном стакане на формирование непре-
рывнолитой заготовки и ее качество.
Многие статьи, опубликованные в МГП, были
посвящены устранению осевой ликвации и трещин,
рыхлости и выпучиванию заготовки, газосодержа-
нию ст
али, осевой и химической ее неоднородно-
сти, загрязнению неметаллическими включениями,
углеродному и водородному показателям, комплекс-
ной оценке качества непрерывнолитой заготовки. По
опубликованным материалам можно проследить со-
вершенствование технологии защиты металла от вто-
ричного окисления: от применения нейтрального
газа, обдувающего струю стали, до погружных ста-
канов с подачей рассчитанного по номограммам ко-
личе
ства газа.
Радиальная МНЛЗ впервые была создана в
УкрНИИМет, а затем нашла применение в заводской
практике. За прошедшие годы шло совершенствова-
ние конструкции кристаллизатора для сортовых за-
готовок, параметров качания кристаллизатора, его
охлаждения. Значительным изменениям подверга-
лась система вторичного охлаждения как по исполь-
зованному энергоносителю, так и режиму его по
дво-
да в ЗВО. Для полунепрерывной разливки был разра-
ботан вращающийся кристаллизатор.
Еще в 1970-х гг. обсуждались проектные реше-
ния для конвертерных цехов с агрегатами садкой
до 400 т, которые были воплощены в жизнь на МК
«Азовсталь», оснащенного одними из крупнейших
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
60
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
в мире конвертерами и ставшего первым в Украине
ККЦ с разливкой всей стали на МНЛЗ. Особый инте-
рес представляли статьи, посвященные тенденциям в
непрерывной разливке стали, а в последнее время –
энергосбережению на основе комплексного подхода к
сочетанию внепечной обработки и НРС. Успехи в об-
ласти внедрения непрерывной разливки на Днепров-
ском мет
аллургическом комбинате были отмечены в
1994 г. Государственной премией Украины в области
науки и техники.
Со статьями о непрерывной разливке стали на
страницах журнала выступали Акулов В.В., Бирюков
А.Е., Бровман В.В., Бродский С.С., Дюдкин Д.А., Еса-
улов В.С., Исаев Е.И., Кривченко Ю.С., Ларионов Р.А.,
Малик А.А., Марченко И.К., Маточкин В.А.,
Мележик В.И., Момот С.В., Носоченко О.В., Пилю-
шенко В.Л., Плискановский А.С., Поживанов А.М.,
Поживанов М.А., Рудой Л.С., Сахно В.А., Слад-
коштеев В.Г., Смирнов А.Н., Троцан А.И., Шахпа-
зов А.Х., Як
обше Р.Я., Яковлев Ю.Н., представляв-
шие предприятия: «Азовсталь», БМЗ, РМК, ДонМЗ,
ЕМЗ, МКИ, НТМЗ, ОХМК; НИИ: ДонНИИЧМ, ИПМ
НАНУ, ИЧМ, УкрНИИМ, ФТИМС НАНУ, ЦНШЛЧМ;
проектные институты; Краматорский НИИПТМаш,
НИИПТМаш, УкрГипромез; вузы: ДМетИ (НМетАУ),
ДПИ (ДонНТУ), ДонГУ, ЖдМИ (ПГТУ), ХПИ
(ХНТУ); организации: Госплан республики, ИСТИЛ,
НПО «ДОНИКС», АО «Данк
о», ОАО «Торезтвердо-
сплав», завод «Универсальное оборудование», «Юж-
металлургпром» (Металлургпром), что создавало ин-
формационное обеспечение ведущему направлению
развития сталеплавильного производства.
Среди других проблем непрерывной разлив-
ки стали, рассматривавшихся на страницах журна-
ла, были и методы устранения дефектов непрерыв-
нолитой заготовки, в частности осевых: пористость,
ликвация, трещины (1986, 1987, 2005, 2008). Осевая
пористость возникает, е
сли поперечное затвердева-
ние заканчивается раньше продольного. При затвер-
девании на границе твердый-жидкий металл возни-
кает двухфазный пограничный слой, в котором об-
разуются кристаллы металла. В результате есте-
ственной ионвекции слой опускается со скоростью
1/2
(/2)Ugbtd
[1], где g – гравитационное уско-
рение;
b
– коэффициент объемного расширения; Δt
– разница температур ликвидуса и солидуса; d – при-
веденный по площади диаметр незатвердевшей части
поперечного сечения заготовки. Толщина погранич-
ного слоя равна
1/2
/5/Red
, где число Рейноль-
дса
11
Re /Ud
,
11
,
- плотность и динамиче-
ская вязкость металла.
Обобщение опубликованных данных позволяет
рассчитать величину
t
по уравнению
2
37,6 17,6 60,7tCC
(1)
Если
/2d
, то кристаллы опускаются в жид-
кости со скоростью
1/2
1
(4 /3 )
кр кр f
UgdC
, (2)
где
- разница плотности кристаллов
кр
и
1
;
кр
d
- размер кристаллов (10
2
-10
3
мкм);
1
f
C
. Седи-
ментация кристаллов обеспечивает продольное за-
твердевание заготовки. В ее наклонной части верти-
кальная составляющая
cos
крv кр
UU
, где
- угол
наклона оси заготовки к вертикали. Поэтому в ради-
альных и криволинейных МНЛЗ отставание продоль-
ного затвердевания от поперечного увеличивается.
Теплоотвод в пограничном слое может быть описан
моделью внутреннего теплообмена по Higbiе [3], ко-
эффициент которого
1/2
111
(4 / )C
, где
11
,C
- коэффициент теплопроводности и удельная тепло-
емкость металла; τ – время, удельная интенсивность
которого qt
, и за время dt отводится количе-
ство тепла
dH qFvd
, где
ж
Fv dh
- площадь
боковой поверхности;
ж
h
- высота жидкой фазы, что
увеличивает высоту слоя кристаллов (продольное за-
твердевание) на величину
/
кр 1
dh dH HmFн
,
где
2
/4Fн d
- площадь незатвердевшей части
горизонтального сечения,
Hm
- теплота плавле-
ния металла;
1/2
0
2dd k
;
0
d
- приведенный ди-
аметр заготовки;
k
- коэффициент поперечного за-
твердевания.
Произведя подстановки, преобразования, инте-
грируя полученное выражение в пределах
0
кр
h
при
0
и
кр кр
hh
при
, получим
1/2
0111
/ 1 exp{8( / ) /
кр
hh C t
1/2
/]ln(12kHm k
Fö
1/2
1/2
1
/)}a
, (2)
где
0
h
- высота заготовки;
1
a
- температуропро-
водность металла; Fö
2
10
/ad
- число Фурье, кото-
рое достаточно хорошо описывает вертикальное за-
твердевание слитка.
Сопоставление величины
0
/
кр
hh
по (2) с ходом
во времени поперечного затвердевания [3] показыва-
ет, что при величине t
по (1) 40-140 °С для сталей,
содержащих 0,1-1,2 % C, продольное затвердевание,
обусловленное оседанием кристаллов, отстает от по-
перечного, что создает предпосылки для возникнове-
ния осевой пористости. На практике стремятся мини-
мизировать перегрев стали, поступающей в кристал-
лизатор, и используют электромагнитное перемеши-
вание (ЭМП) жидкой части заготовки в кристаллиза-
торе и зоне вторичного охлаждения, что ускоряет ос
е-
дание кристаллов и уменьшает осевую пористость.
Первый опыт использования ЭМП фирмы Danieli в
Украине компанией ИСТИЛ и ФТИМС НАНУ, опи-
санный в журнале (2005), дал положительные резуль-
таты.
Библиографический список
1. Kroeger B.G., Ostrach S. // Int. I. Heatiχ Mass
Transfer. - 1974. - V. 17. - № 10. - P. 1191-1207.
2. Шлихтинг Г. Теория пограничного слоя. – М.:
Наука, 1974. – 711 с.
3. Охотский В.Б. Модели металлургических си-
стем. – Днепропетровск: Системные технологии,
2006. – 287 с.
Поступила 20.11.2009