Меньков А.В., Острейковский В.А. Теоретические основы автоматизированного управления
Подождите немного. Документ загружается.

310
из словий оптимально о расхода ресрса. На третьем ровне
(рис. 8.5, с) системы правления определяются необходимые зна-
чения параметров онечно о продта и перераспределения ма-
териальных потоов с целью выпса соответствюще о е о о-
личества с различными требемыми параметрами ( лобальная
оординация).
Решение задач на аждом ровне осществляется с помощью
моделей, соответствющих различным ровням описания техно-
ло ичесо о процесса. Очевидно, что в зависимости от вида за-
дач, решаемых при автоматизации техноло ичесо о процесса,
система правления может содержать разное число ровней. Кро-
ме то о, для разных техноло ичесих процессов харатерно раз-
ное взаимодействие задач правления параметрами продта и
интенсивностью материальных потоов, что таже находит свое
отражение в стртре систем правления. Решение задач на аж-
дом ровне осществляется с разным ритмом, что соответствет
различным темпам изменения параметров модели техноло ичес-
о о процесса на различных ровнях описания. На более низих
ровнях эти изменения харатеризются более высоой частотой,
что требет внесения более частых орретирющих воздействий.
Уровень совершенства АСУТП зависит от совершенства эле-
ментов ее стртры и харатеризется степенью «самостоятель-
ности» в выработе и реализации правляющих воздействий при
ведении техноло ичесо о процесса. Сложность элементов внт-
ренней стртры АСУТП находится в тесной связи с харатером
Ãëîáàëüíàÿ
êîîðäèíàöèÿ
Îïòèìàëüíîå
óïðàâëåíèå ïðîöåññîì
Ñòàáèëèçàöèÿ
ïàðàìåòðîâ ïðîöåññà
Èçìåðÿåìûå
ïåðåìåííûå
Àãðåãèðîâàííûå
äàííûå
Óñòàíîâêè,
ïàðàìåòðû
Òåõíîëîãè÷åñêèé
îáúåêò óïðàâëåíèÿ
Êðèòåðèè
Рис. 8.6. Вертиальная деомпозиция задач АТК
311
ÌèêðîÝÂÌ ÌèêðîÝÂÌ ÌèêðîÝÂÌ
Îïåðàöèÿ nÎïåðàöèÿ 1 Îïåðàöèÿ 2
Ïëàí
Òåõíîëîãè÷åñêèé àãðåãàò
Êîîðäèíèðóþùàÿ ÝÂÌ
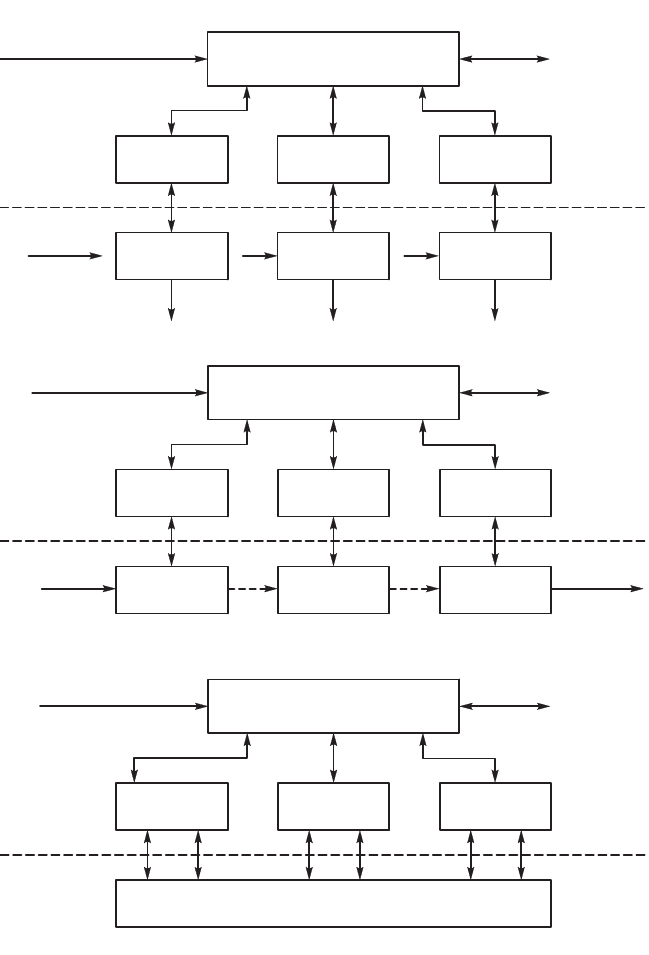
Óïðàâëåíèå ó÷àñòêîì
Ñûðüå
ÈçäåëèåÈçäåëèå Èçäåëèå
Àãðåãàò 1 Àãðåãàò 2 Àãðåãàò n
ÀÑÓÒÏ
ÒÎÓ
. . .
. . .
c)
ÌèêðîÝÂÌ ÌèêðîÝÂÌ
ÌèêðîÝÂÌ
Ïëàí
Êîîðäèíèðóþùàÿ ÝÂÌ
Óïðàâëåíèå öåõîì
Ñûðüå Èçäåëèå
ÀÑÓÒÏ
ÒÎÓ
. . .
. . .
b
)
ÌèêðîÝÂÌ ÌèêðîÝÂÌ
ÌèêðîÝÂÌ
Ïëàí
Êîîðäèíèðóþùàÿ ÝÂÌ
Óïðàâëåíèå ÒÏ
ÀÑÓÒÏ
ÒÎÓ
. . .
. . .
a)
Рис. 8.5. Горизонтальная деомпозиция задач автоматизированноо
технолоичесоо омплеса: а – нижний ровень; b — средний ровень;
с — верхний ровень иерархии
312
техноло ичесо о процесса. Если этот процесс допстимо рас-
сматривать детерминированным, то е о модель бдет проще.
В тех слчаях, о да ход техноло ичесо о процесса не дает-
ся свести детерминированном, т. е. возможны неоторые от-
лонения слчайно о харатера (изменение ачества материала,
е о физичесих свойств, харатеристи рабоче о ор ана и т. п.),
внтренняя стртра АСУТП сщественно сложняется. В таих
системах априорная информация содержит формлиров цели
правления и математичесю модель процесса, оторая позволяет
определить наилчший пть достижения этой цели. Чем большее
число слчайных фаторов подлежит чет, тем сложнее математи-
чесая модель процесса и элементы внтренней стртры
АСУТП. Все это приводит дорожанию системы, сложнению
эсплатации и сщественном снижению надежности. Поэтом
рациональный пть создания работоспособных АСУТП повышен-
ной надежности состоит в совершенствовании не тольо отде-
льных элементов системы, но и техноло ичесо о процесса, совер-
шенствование оторо о должно быть направлено на повышение
детерминированности последне о, в резльтате че о ислючается
или сводится до минимма влияние слчайных фаторов. Тольо
одновременное совершенствование системы правления и техно-
ло ичесо о процесса может привести созданию надежно фн-
ционирющих автоматизированных правляемых омплесов.
Во внешней стртре АСУТП мо т быть выделены системы
различных ровней или подсистемы АСУТП, выделяемые по
фнциональном или стртрном призна, отвечающем
онретным целями задачам. Если фнции системы о раниче-
ны одним механизмом, то она называется лоальной. Примером
том может слжить система безотходно о пореза металла, прав-
ляющая подвижным пором ножниц обжимно о проатно о ста-
на. Эта лоальная АСУТП обеспечивает при расрое минимм
отхода металла с четом срочности выполнения заазов. Она рас-
пола ает информацией о длинах расата, стандартных длинах
слябов, объемах и сроах выполнения.
Если механизмы, правляемые лоальными системам тесно
связаны межд собой техноло ичесим процессом, то для их вза-
имной оординации создается АСУТП. Объединение лоальных
АСУТП в зловые может быть осществлено по территориально-
м или фнциональном призна. В этом слчае станавлива-
ется общая ситационная связь расположенных на одном а ре-
ате рабочих ор анов или механизмов. Комплесными АСУТП
являются, например, системы правления печами, летями и ме-
ханизмами слада продции проатно о стана, автоматизиро-
313
ванные станочные линии, роботизированные омплесы стан-
ов, омплес а ре атов и механизмов обжимно о проатно о
стана, тонолистово о стана орячей проати, роторный земле-
ройный омплес.
В этих системах омплес техноло ичесих объетов подчи-
нен общим техноло ичесим заономерностям, в связи с чем
здесь не мо т применяться лоальные АСУТП различной произ-
водительности. Построение тао о омплеса исходит из единой
для всех объетов заданной производительности.
Ор анизованные в единю систем омплесные АСУТП, до-
полненные информационными злами и автоматизированными
системами переработи информации отделов и слжб предпри-
ятия, образют автоматизированню систем правления пред-
приятием часто называемю инте рированной АСУ (ИАСУ).
Иерархия АСУТП определяет порядо подчинения взаимо-
связанных подсистем общей системы, оторая в пределах отрас-
ли промышленности основывается на выработе определенной
страте ии, реализемой но оптимальным заонам с четом воз-
можностей онретных предприятий, цехов, техноло ичесих
омплесов, механизмов. Сщность иерархичесо о принципа
состоит в том, что аждый из ровней вырабатывает задание —
станов, обязательню для подчиненно о ем ровня.
В последние оды при разработе АСУТП техноло ичесих
линий и омплесов ран и иерархии соратились в связи с при-
менением прямо о цифрово о правления, оторое осществля-
ется централизованно с помощью обще о вычислительно о прав-
ляюще о омплеса. Происходит замена стртрной иерархии ал-
оритмичесой. Здесь иерархичесю стртр приобретает
ал оритм работы правляющей вычислительной машины.
С повышением ран а ровня сложняются решаемые задачи.
Это требет более совершенной технии, однао харатер задач
(стабилизация, про раммное, оптимальное правление) и фн-
ции отдельных составляющих систем правления остаются неиз-
менными.
Таим образом, АСУТП представляет собой омплес техни-
чесих средств техничесо о, информационно о, математичесо-
о и про раммно о обеспечения для правления техноло ичеси-
ми объетами, оторый обеспечивает оптимальный при заданной
стртре и техничесих средствах ровень автоматизации сбора
и переработи информации для формирования правляющих
си налов и передачи их без потерь и исажения на исполнитель-
ные механизмы в целях достижения наиболее эффетивной ра-
боты техноло ичесо о объета правления в целом.
312
техноло ичесо о процесса. Если этот процесс допстимо рас-
сматривать детерминированным, то е о модель бдет проще.
В тех слчаях, о да ход техноло ичесо о процесса не дает-
ся свести детерминированном, т. е. возможны неоторые от-
лонения слчайно о харатера (изменение ачества материала,
е о физичесих свойств, харатеристи рабоче о ор ана и т. п.),
внтренняя стртра АСУТП сщественно сложняется. В таих
системах априорная информация содержит формлиров цели
правления и математичесю модель процесса, оторая позволяет
определить наилчший пть достижения этой цели. Чем большее
число слчайных фаторов подлежит чет, тем сложнее математи-
чесая модель процесса и элементы внтренней стртры
АСУТП. Все это приводит дорожанию системы, сложнению
эсплатации и сщественном снижению надежности. Поэтом
рациональный пть создания работоспособных АСУТП повышен-
ной надежности состоит в совершенствовании не тольо отде-
льных элементов системы, но и техноло ичесо о процесса, совер-
шенствование оторо о должно быть направлено на повышение
детерминированности последне о, в резльтате че о ислючается
или сводится до минимма влияние слчайных фаторов. Тольо
одновременное совершенствование системы правления и техно-
ло ичесо о процесса может привести созданию надежно фн-
ционирющих автоматизированных правляемых омплесов.
Во внешней стртре АСУТП мо т быть выделены системы
различных ровней или подсистемы АСУТП, выделяемые по
фнциональном или стртрном призна, отвечающем
онретным целями задачам. Если фнции системы о раниче-
ны одним механизмом, то она называется лоальной. Примером
том может слжить система безотходно о пореза металла, прав-
ляющая подвижным пором ножниц обжимно о проатно о ста-
на. Эта лоальная АСУТП обеспечивает при расрое минимм
отхода металла с четом срочности выполнения заазов. Она рас-
пола ает информацией о длинах расата, стандартных длинах
слябов, объемах и сроах выполнения.
Если механизмы, правляемые лоальными системам тесно
связаны межд собой техноло ичесим процессом, то для их вза-
имной оординации создается АСУТП. Объединение лоальных
АСУТП в зловые может быть осществлено по территориально-
м или фнциональном призна. В этом слчае станавлива-
ется общая ситационная связь расположенных на одном а ре-
ате рабочих ор анов или механизмов. Комплесными АСУТП
являются, например, системы правления печами, летями и ме-
ханизмами слада продции проатно о стана, автоматизиро-
313
ванные станочные линии, роботизированные омплесы стан-
ов, омплес а ре атов и механизмов обжимно о проатно о
стана, тонолистово о стана орячей проати, роторный земле-
ройный омплес.
В этих системах омплес техноло ичесих объетов подчи-
нен общим техноло ичесим заономерностям, в связи с чем
здесь не мо т применяться лоальные АСУТП различной произ-
водительности. Построение тао о омплеса исходит из единой
для всех объетов заданной производительности.
Ор анизованные в единю систем омплесные АСУТП, до-
полненные информационными злами и автоматизированными
системами переработи информации отделов и слжб предпри-
ятия, образют автоматизированню систем правления пред-
приятием часто называемю инте рированной АСУ (ИАСУ).
Иерархия АСУТП определяет порядо подчинения взаимо-
связанных подсистем общей системы, оторая в пределах отрас-
ли промышленности основывается на выработе определенной
страте ии, реализемой но оптимальным заонам с четом воз-
можностей онретных предприятий, цехов, техноло ичесих
омплесов, механизмов. Сщность иерархичесо о принципа
состоит в том, что аждый из ровней вырабатывает задание —
станов, обязательню для подчиненно о ем ровня.
В последние оды при разработе АСУТП техноло ичесих
линий и омплесов ран и иерархии соратились в связи с при-
менением прямо о цифрово о правления, оторое осществля-
ется централизованно с помощью обще о вычислительно о прав-
ляюще о омплеса. Происходит замена стртрной иерархии ал-
оритмичесой. Здесь иерархичесю стртр приобретает
ал оритм работы правляющей вычислительной машины.
С повышением ран а ровня сложняются решаемые задачи.
Это требет более совершенной технии, однао харатер задач
(стабилизация, про раммное, оптимальное правление) и фн-
ции отдельных составляющих систем правления остаются неиз-
менными.
Таим образом, АСУТП представляет собой омплес техни-
чесих средств техничесо о, информационно о, математичесо-
о и про раммно о обеспечения для правления техноло ичеси-
ми объетами, оторый обеспечивает оптимальный при заданной
стртре и техничесих средствах ровень автоматизации сбора
и переработи информации для формирования правляющих
си налов и передачи их без потерь и исажения на исполнитель-
ные механизмы в целях достижения наиболее эффетивной ра-
боты техноло ичесо о объета правления в целом.
314
8.2.3. Гибие производственные системы (ГПС)
В настоящее время эффетивность и рентабельность работы
промышленных предприятии ставится в зависимость от реше-
ния неотложном задачи создания ибой системы планирования
и правления производственными ресрсами, обеспечиваю-
щей быстрое реа ирование на изменяющиеся требования
спроса объем, номенлатре и ачеств дисретной прод-
ции. Перспетива решения этой мно оплановой задачи — созда-
ние предприятий с быстро перенастраиваемым производством.
В проблеме создания ибих МКС- и МСЕ-производств мож-
но выделить ор анизационный, техничесий и социальный ас-
петы.
Ведщим принципом ор анизации производства становится
рпповая ор анизация, реализемая па основе предметной спе-
циализации, нифиации техноло ичесих процессов и центра-
лизации выдачи производственным системам (частам, линиям,
цехам) сменно-сточных заданий по номенлатре рпп одно-
родных изделий.
Выделение в номенлатре продции дисретно о произ-
водства рпп деталей или изделии, однородных по онстртив-
но-техноло ичесим признаам, позволяет проводить в МСЕ-
производствах техноло ичесю нифиацию и специализацию
обордования и переналаживаемой оснасти для обработи изде-
лий партиями. Применение рпповой обработи в МСЕ-произ-
водствах позволяет величить пропсню способность рабочих
мест, что отрывает возможность использования специализиро-
ванно о обордования, быстропереналаживаемых мно ономен-
латрных поточных линий с высоой степенью автоматизации.
При рпповом МСЕ-производстве появляется возможность
внедрения про рессивных методов онтроля ачества изделий и
использования резльтатов онтроля для принятия решений по
омпенсации источниов неоднородности и нестабильности а-
чества выпсаемой продции.
Иными словами, решение вопросов ор анизации и обеспече-
ния ибости производства па основе начных принципов рп-
пово о производства приводит стиранию различий межд
МКС- и МСЕ-производствами в подходах планированию и п-
равлению, оцене эффетивности омплесной автоматизации
и сроов ее опаемости.
Техноло ичесие возможности обеспечения ибости произ-
водства связываются с дости нтым про рессом в области миро-
элетронии и вычислительной технии. Появление инте раль-
315
ных схем с высоим ровнем инте рации и создание миропро-
цессорных средств правления оазали о ромное воздействющее
влияние на сфер промышленно о производства и е о техничес-
ое перевооржение. В настоящее время средства ВТ применя-
ются не тольо для автоматизации техноло ичесих процессов,
но и для автоматизации процессов транспортирования, слади-
рования, маниплирования, для автоматизации процессов сбор-
и и онтроля ачества. Появилась реальная возможность ос-
ществлять переналад производства птем перепро раммирова-
ния онтроллеров правления обордованием, станов с числовым
про раммным обеспечением (ЧПУ), адресемых транспортных сис-
тем, обрабатывающих центров, обслживающих роботов и манип-
ляторов. В расширении этой возможности для обеспечения иб-
ости производства важню роль призваны сы рать САПР изде-
лий, техноло ии и обордования, проетирования инстрмента и
рпповой переналаживаемой оснасти, а таже АСТПП. Разви-
тие и пратичесая реализация идей адаптации в про раммных и
техничесих средствах позволяют дости ать «безлюдно о» режи-
ма работы на техноло ичесих частах, линиях и в цехах.
ГПС — это система, допсающая иерархичесю ор аниза-
цию с омплесно-автоматизированным производственным про-
цессом, работа всех омпонентов оторой (техноло ичесо о
обордования, транспортных и сладсих средств, по рзочно -
раз рзочных стройств, мест омплетации, средств измерения
и онтроля и т. п.) оординирется а единое целое системой
правления, обеспечивающей быстрое изменение про рамм фн-
ционирования элементов при смене объетов производства.
Ка подсистема промышленно о омплеса ГПС определяет-
ся исходя из различных позиций. Например, можно понимать в
ачестве ГПС реализацию АСУТП в МСЕ-производствах. Пост-
роение ГПС в рамах инте рированной системы правления про-
изводством, влючающей САПР и АСТПП означает переход не
тольо «безлюдной», но и «безбмажной» промышленной тех-
ноло ии.
Независимо от физичесой природы процессов производства
ГПС лассифицирются по ровням ор анизационной стрт-
ры: ГПМ – ибий производственный модль; ГАУ — ибий ав-
томатизированный часто; ГАЦ — ибий автоматизированный
цех; ГАЗ — ибий автоматизированный завод. На самом низом
ровне ор анизационной стртры производства ГПМ определя-
ется а ГПС, состоящая из единицы техноло ичесо о обордо-
вания, оснащенной автоматизированным стройством про рам-
мно о правления и средствами автоматизации техноло ичесо о
314
8.2.3. Гибие производственные системы (ГПС)
В настоящее время эффетивность и рентабельность работы
промышленных предприятии ставится в зависимость от реше-
ния неотложном задачи создания ибой системы планирования
и правления производственными ресрсами, обеспечиваю-
щей быстрое реа ирование на изменяющиеся требования
спроса объем, номенлатре и ачеств дисретной прод-
ции. Перспетива решения этой мно оплановой задачи — созда-
ние предприятий с быстро перенастраиваемым производством.
В проблеме создания ибих МКС- и МСЕ-производств мож-
но выделить ор анизационный, техничесий и социальный ас-
петы.
Ведщим принципом ор анизации производства становится
рпповая ор анизация, реализемая па основе предметной спе-
циализации, нифиации техноло ичесих процессов и центра-
лизации выдачи производственным системам (частам, линиям,
цехам) сменно-сточных заданий по номенлатре рпп одно-
родных изделий.
Выделение в номенлатре продции дисретно о произ-
водства рпп деталей или изделии, однородных по онстртив-
но-техноло ичесим признаам, позволяет проводить в МСЕ-
производствах техноло ичесю нифиацию и специализацию
обордования и переналаживаемой оснасти для обработи изде-
лий партиями. Применение рпповой обработи в МСЕ-произ-
водствах позволяет величить пропсню способность рабочих
мест, что отрывает возможность использования специализиро-
ванно о обордования, быстропереналаживаемых мно ономен-
латрных поточных линий с высоой степенью автоматизации.
При рпповом МСЕ-производстве появляется возможность
внедрения про рессивных методов онтроля ачества изделий и
использования резльтатов онтроля для принятия решений по
омпенсации источниов неоднородности и нестабильности а-
чества выпсаемой продции.
Иными словами, решение вопросов ор анизации и обеспече-
ния ибости производства па основе начных принципов рп-
пово о производства приводит стиранию различий межд
МКС- и МСЕ-производствами в подходах планированию и п-
равлению, оцене эффетивности омплесной автоматизации
и сроов ее опаемости.
Техноло ичесие возможности обеспечения ибости произ-
водства связываются с дости нтым про рессом в области миро-
элетронии и вычислительной технии. Появление инте раль-
315
ных схем с высоим ровнем инте рации и создание миропро-
цессорных средств правления оазали о ромное воздействющее
влияние на сфер промышленно о производства и е о техничес-
ое перевооржение. В настоящее время средства ВТ применя-
ются не тольо для автоматизации техноло ичесих процессов,
но и для автоматизации процессов транспортирования, слади-
рования, маниплирования, для автоматизации процессов сбор-
и и онтроля ачества. Появилась реальная возможность ос-
ществлять переналад производства птем перепро раммирова-
ния онтроллеров правления обордованием, станов с числовым
про раммным обеспечением (ЧПУ), адресемых транспортных сис-
тем, обрабатывающих центров, обслживающих роботов и манип-
ляторов. В расширении этой возможности для обеспечения иб-
ости производства важню роль призваны сы рать САПР изде-
лий, техноло ии и обордования, проетирования инстрмента и
рпповой переналаживаемой оснасти, а таже АСТПП. Разви-
тие и пратичесая реализация идей адаптации в про раммных и
техничесих средствах позволяют дости ать «безлюдно о» режи-
ма работы на техноло ичесих частах, линиях и в цехах.
ГПС — это система, допсающая иерархичесю ор аниза-
цию с омплесно-автоматизированным производственным про-
цессом, работа всех омпонентов оторой (техноло ичесо о
обордования, транспортных и сладсих средств, по рзочно -
раз рзочных стройств, мест омплетации, средств измерения
и онтроля и т. п.) оординирется а единое целое системой
правления, обеспечивающей быстрое изменение про рамм фн-
ционирования элементов при смене объетов производства.
Ка подсистема промышленно о омплеса ГПС определяет-
ся исходя из различных позиций. Например, можно понимать в
ачестве ГПС реализацию АСУТП в МСЕ-производствах. Пост-
роение ГПС в рамах инте рированной системы правления про-
изводством, влючающей САПР и АСТПП означает переход не
тольо «безлюдной», но и «безбмажной» промышленной тех-
ноло ии.
Независимо от физичесой природы процессов производства
ГПС лассифицирются по ровням ор анизационной стрт-
ры: ГПМ – ибий производственный модль; ГАУ — ибий ав-
томатизированный часто; ГАЦ — ибий автоматизированный
цех; ГАЗ — ибий автоматизированный завод. На самом низом
ровне ор анизационной стртры производства ГПМ определя-
ется а ГПС, состоящая из единицы техноло ичесо о обордо-
вания, оснащенной автоматизированным стройством про рам-
мно о правления и средствами автоматизации техноло ичесо о
316
процесса. Она фнционирет автономно и осществляет мно о-
ратные цилы, применяется для встраивания в ГПС более вы-
соо о ровня ор анизации. В ГПМ мо т влючаться неоторые
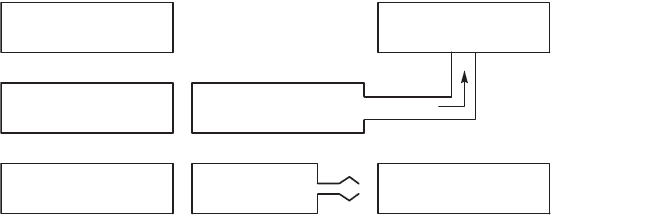
вспомо ательные средства. Например, на рис. 8.7 приводится
пример ГПМ механичесой обработи, оторый состоит из стан-
а с ЧПУ, системы онтроля и правления, вспомо ательно о
обордования — маниплятора, наопителей, системы бори
стржи.
Совопность взаимодействющих ГПМ, объединенных ав-
томатизированной системой правления, фнционирющая по
техноло ичесом маршрт, оторый предсматривает возмож-
ность изменения последовательности использования техноло и-
чесо о обордования, образет ГПС вида ГАУ. В ГАУ определя-
ется и реализется множество операций во времени и определен-
ной ло ичесой последовательности. Стртра ГАУ допсает
влючение е о в ачестве подсистемы ГПС в более высоо о
ровня ор анизации, а таже использование в словиях действ-
юще о неавтоматизированно о производства. На базе ГАУ может
быть реализована безлюдная техноло ия. Безлюдный режим фн-
ционирования, а правило, не превышает по времени третьей
части сто (обычно это ночная смена). При недостаточных
ровнях надежности техноло ичесо о обордования и степени
автоматизации отдельных операций правление ГАУ строится на
основе предельно о прощения (соращения) взаимодействия
межд отдельными ГПМ. Участие человеа (оператора) в ГАУ не-
обходимо для орреции техноло ичесих режимов и диа нос-
тии состояния обордования и систем правления. Операции
за рзи и раз рзи, транспортирования, станови, позицио-
нирования и снятия инстрмента, за рзи про раммно о обес-
печения, пса и вылючения системы правления мо т быть
полностью автоматизированы.
Ñèñòåìà êîíòðîëÿ
è óïðàâëåíèÿ
Áóíêåð äëÿ
ñòðóæêè
Íàêîïèòåëü
ãîòîâûõ èçäåëèé
Íàêîïèòåëü
äëÿ çàãîòîâîê
Ñòàíîê ñ ×ÏÓ
Òðàíñïîðòèðîâàíèå
ñòðóæêè
Èíñòðóìåíò
Ìàíèïóëÿòîð
Рис. 8.7. Пример ибоо производственноо модля
317
Совопность ГАУ, взаимодействие и фнционирование о-
торых обеспечивается распределенной системой правления,
способных в течение определенно о интервала времени выпс-
ать техноло ичеси заонченные изделия заданной номенлат-
ры и в становленных объемах, образет ГПС вида ГАП. Объеди-
нение ГАП на ровне их систем правления приводит построе-
нию ГПС масимально о ровня ор анизации — ибом
автоматизированном завод (ГАЗ).
При построении ГПС обычно рассматриваются две базовые
альтернативные онцепции. Со ласно одной из них производс-
тво реализется на основе зоспециализированно о техноло и-
чесо о обордования, обладающе о высоими поазателями на-
дежности и живчести и имеюще о встроенные системы онтроля
и правления. Использование сравнительно недоро о о зоспе-
циализированно о обордования, оснащенно о системами онт-
роля и правления, позволяет изменять онфи рацию ГАУ при
изменениях номенлатры выпсаемых изделий, осществляя
переход от одно о вида обордования др ом.
Иной способ ор анизации ГПС связан с применением мно о-
фнционально о ниверсально о доро остояще о обордова-
ния. В этом слчае создаются ГАУ с мно офнциональными пе-
ренастраиваемыми материальными и информационными пото-
ами. Надежность фнционирования таих ГАУ может быть
обеспечена за счет мно офнциональности даже при отазах
(техноло ичесо о обордования в отдельных режимах е о ис-
пользования).
Основное ачество ГПС — это ибость. Применительно
задачам правления под ибостью понимают способность ГПС
обеспечивать возможность сохранения поазателей эффетив-
ности фнционирования производства при действии техноло и-
чесих и операционных возмщений.
К техноло ичесим (внтренним) возмщениям относят про-
стои ГПС (независимо от вызвавших эти простои причин), изме-
нения техноло ичесих харатеристи обордования и инстр-
мента, вариации параметров изделий на техноло ичеси, марш-
ртах и т. п. Операционные (внешние) возмщения мо быть
обсловлены, например, изменениями объемов партий, числен-
ности партий аждо о наименования.
Гибость — это системная харатеристиа. При ее определе-
нии обычно использются более элементарные понятия техноло-
ичесой, операционной, производственной и интеративной
ибости ГПС. Техноло ичесая ибость оценивается инвариан-
тностью поазателей эффетивности фнционирования ГПС
316
процесса. Она фнционирет автономно и осществляет мно о-
ратные цилы, применяется для встраивания в ГПС более вы-
соо о ровня ор анизации. В ГПМ мо т влючаться неоторые
вспомо ательные средства. Например, на рис. 8.7 приводится
пример ГПМ механичесой обработи, оторый состоит из стан-
а с ЧПУ, системы онтроля и правления, вспомо ательно о
обордования — маниплятора, наопителей, системы бори
стржи.
Совопность взаимодействющих ГПМ, объединенных ав-
томатизированной системой правления, фнционирющая по
техноло ичесом маршрт, оторый предсматривает возмож-
ность изменения последовательности использования техноло и-
чесо о обордования, образет ГПС вида ГАУ. В ГАУ определя-
ется и реализется множество операций во времени и определен-
ной ло ичесой последовательности. Стртра ГАУ допсает
влючение е о в ачестве подсистемы ГПС в более высоо о
ровня ор анизации, а таже использование в словиях действ-
юще о неавтоматизированно о производства. На базе ГАУ может
быть реализована безлюдная техноло ия. Безлюдный режим фн-
ционирования, а правило, не превышает по времени третьей
части сто (обычно это ночная смена). При недостаточных
ровнях надежности техноло ичесо о обордования и степени
автоматизации отдельных операций правление ГАУ строится на
основе предельно о прощения (соращения) взаимодействия
межд отдельными ГПМ. Участие человеа (оператора) в ГАУ не-
обходимо для орреции техноло ичесих режимов и диа нос-
тии состояния обордования и систем правления. Операции
за рзи и раз рзи, транспортирования, станови, позицио-
нирования и снятия инстрмента, за рзи про раммно о обес-
печения, пса и вылючения системы правления мо т быть
полностью автоматизированы.
Ñèñòåìà êîíòðîëÿ
è óïðàâëåíèÿ
Áóíêåð äëÿ
ñòðóæêè
Íàêîïèòåëü
ãîòîâûõ èçäåëèé
Íàêîïèòåëü
äëÿ çàãîòîâîê
Ñòàíîê ñ ×ÏÓ
Òðàíñïîðòèðîâàíèå
ñòðóæêè
Èíñòðóìåíò
Ìàíèïóëÿòîð
Рис. 8.7. Пример ибоо производственноо модля
317
Совопность ГАУ, взаимодействие и фнционирование о-
торых обеспечивается распределенной системой правления,
способных в течение определенно о интервала времени выпс-
ать техноло ичеси заонченные изделия заданной номенлат-
ры и в становленных объемах, образет ГПС вида ГАП. Объеди-
нение ГАП на ровне их систем правления приводит построе-
нию ГПС масимально о ровня ор анизации — ибом
автоматизированном завод (ГАЗ).
При построении ГПС обычно рассматриваются две базовые
альтернативные онцепции. Со ласно одной из них производс-
тво реализется на основе зоспециализированно о техноло и-
чесо о обордования, обладающе о высоими поазателями на-
дежности и живчести и имеюще о встроенные системы онтроля
и правления. Использование сравнительно недоро о о зоспе-
циализированно о обордования, оснащенно о системами онт-
роля и правления, позволяет изменять онфи рацию ГАУ при
изменениях номенлатры выпсаемых изделий, осществляя
переход от одно о вида обордования др ом.
Иной способ ор анизации ГПС связан с применением мно о-
фнционально о ниверсально о доро остояще о обордова-
ния. В этом слчае создаются ГАУ с мно офнциональными пе-
ренастраиваемыми материальными и информационными пото-
ами. Надежность фнционирования таих ГАУ может быть
обеспечена за счет мно офнциональности даже при отазах
(техноло ичесо о обордования в отдельных режимах е о ис-
пользования).
Основное ачество ГПС — это ибость. Применительно
задачам правления под ибостью понимают способность ГПС
обеспечивать возможность сохранения поазателей эффетив-
ности фнционирования производства при действии техноло и-
чесих и операционных возмщений.
К техноло ичесим (внтренним) возмщениям относят про-
стои ГПС (независимо от вызвавших эти простои причин), изме-
нения техноло ичесих харатеристи обордования и инстр-
мента, вариации параметров изделий на техноло ичеси, марш-
ртах и т. п. Операционные (внешние) возмщения мо быть
обсловлены, например, изменениями объемов партий, числен-
ности партий аждо о наименования.
Гибость — это системная харатеристиа. При ее определе-
нии обычно использются более элементарные понятия техноло-
ичесой, операционной, производственной и интеративной
ибости ГПС. Техноло ичесая ибость оценивается инвариан-
тностью поазателей эффетивности фнционирования ГПС
318
действию техноло ичесих возмщений при реализации неото-
ро о зафисированно о планово о задания. Операционная иб-
ость оценивается по величине отлонений поазателей эффе-
тивности ГПС при изменениях номенлатр обрабатываемых из-
делий при отстствии техноло ичесих возмщений. Изменения
номенлатры обычно разрешены тольо в пределах допстимо о
множества наименований выпсаемой продции. Под допсти-
мым множеством наименований понимается множество, для о-
торо о системой техноло ичесой под отови производства ре-
шается задача выбора техноло ии обработи, инстрмента и ос-
насти, а на базе данных систем правления ГПС содержатся все
необходимые для производственно о процесса данные. При этом
для аждо о подмножества допстимых наименований с енери-
рованы архитетра вычислительных (правляющих) ресрсов и
необходимое про раммное обеспечение. Производственная (но-
вовведенчесая) ибость харатеризет способность ГПС рас-
ширению допстимо о множества наименований. Это ачество
же не является присщим тольо лишь ГПС. Производственная
ибость может быть обеспечена при ор анизации фнциониро-
вания ГПС в словиях инте рированной системы правления про-
изводством, т. е. в словиях ГАП — ибо о автоматизированно о
производства. В ачестве оцени производственной ибости
можно принять величин временно о интервала от момента пос-
тпления требования в САПР/АСТПП до момента введения всех
необходимых для ор анизации производства данных в баз дан-
ных ГПС. Интеративная ибость харатеризет эффетивность
диало овых систем в инте рированной системе правления произ-
водством. Оценой интеративной ибости является время адап-
тации пользователя решению определенно о ласса задач в ГПС
в зависимости от е о первоначальной под отовленности. Умень-
шение интервалов адаптации, а таже поддержание периодов
адаптации на необходимом ровне профессиональных пользова-
телей приводит необходимости разработи специальных трена-
жеров и методов ор анизации неоторо о анало а деловых и р.
Использование понятий ибости позволяет ввести фнци-
онально-целевое описание ГПС. Перечисленные виды ибости
ГПС помо ают полчить ответы на вопросы о том, за счет аих
ресрсов в производстве можно омпенсировать техноло ичес-
ие и операционные возмщения, обеспечение аждо о вида
ибости осществляется на разных ровнях автоматизации раз-
ными средствами. Техноло ичесая ибость дости ается двмя
способами: первый связан с правлением ГПМ (обеспечение ин-
вариантности фнционирования ГПМ действию внешних и
319
параметричесих возмщений техноло ичесо о типа; придание
системам правления ГПМ свойств, обеспечивающих их нор-
мальное фнционирование при возможных обрывах связей
межд центральной ЭВМ и лоальными системами возмщения);
второй — системный пть — связан с правлением движением
материальных потоов, де основной задачей является поддержа-
ние эффетивно о фнционирования ГПС при блоирове
ГПМ (отазы, дефицит материалов на входе, переполнение нао-
пителя на выходе ГАУ и т. п.).
ГАУ не имеет системных ресрсов для обеспечения техноло-
ичесой ибости. Таие ресрсы заладываются при проети-
ровании тополо ии материальных потоов, начиная с ровня
ибо о производственно о омплеса (ГПК), в оторый входят
ГПМ, объединенные автоматизированной системой правления
и автоматизированной транспортно-сладсой системой, ото-
рая автономно фнционирет в течение заданно о интервала
времени а самостоятельная производственная единица либо
а подсистема ГПС более высоо о ровня ор анизации.
Ресрсы, необходимые для достижения операционной иб-
ости анало ичным образом, делятся на техничесие и систем-
ные. Техничесие ресрсы обычно связаны с созданием и ис-
пользованием в ГПС мно офнциональных ГПМ. Системные
ресрсы обсловлены наличием в ГПС необходимо о множества
достпных для выбора техноло ичесих маршртов, использова-
ние оторых во всяом онретном слчае связано с четом фн-
циональных возможностей ГПМ.
Системные аспеты обеспечения техноло ичесой и опера-
ционной ибости пратичеси мало различаются. Повышение
операционной ибости на системном ровне вызывает повыше-
ние техноло ичесой ибости. Однао если последняя харатери-
зется числом одноименных маршртов, то операционная — чис-
лом разноименных маршртов. Соответственно и формализация
этих задач различна. Различаются и применяемые оцени ибос-
ти, оторые связаны с временем перехода от одно о подмножества
допстимых наименований др ом или с временем перехода от
одно о подмножества техноло ичесих маршртов (при зафиси-
рованной номенлатре выпсаемых изделий) др ом.
Свойство интеративной ибости ГПС обсловлено наличи-
ем в ГПМ средств автоматизированно о правления и про рам-
мно о обеспечения интеративных режимов фнционирования
и диало а. Достижение производственной ибости более все о
зависит от ровня развития САПР и АСТПП, а таже от приме-
няемых техничесих средств и про раммно о обеспечения.
318
действию техноло ичесих возмщений при реализации неото-
ро о зафисированно о планово о задания. Операционная иб-
ость оценивается по величине отлонений поазателей эффе-
тивности ГПС при изменениях номенлатр обрабатываемых из-
делий при отстствии техноло ичесих возмщений. Изменения
номенлатры обычно разрешены тольо в пределах допстимо о
множества наименований выпсаемой продции. Под допсти-
мым множеством наименований понимается множество, для о-
торо о системой техноло ичесой под отови производства ре-
шается задача выбора техноло ии обработи, инстрмента и ос-
насти, а на базе данных систем правления ГПС содержатся все
необходимые для производственно о процесса данные. При этом
для аждо о подмножества допстимых наименований с енери-
рованы архитетра вычислительных (правляющих) ресрсов и
необходимое про раммное обеспечение. Производственная (но-
вовведенчесая) ибость харатеризет способность ГПС рас-
ширению допстимо о множества наименований. Это ачество
же не является присщим тольо лишь ГПС. Производственная
ибость может быть обеспечена при ор анизации фнциониро-
вания ГПС в словиях инте рированной системы правления про-
изводством, т. е. в словиях ГАП — ибо о автоматизированно о
производства. В ачестве оцени производственной ибости
можно принять величин временно о интервала от момента пос-
тпления требования в САПР/АСТПП до момента введения всех
необходимых для ор анизации производства данных в баз дан-
ных ГПС. Интеративная ибость харатеризет эффетивность
диало овых систем в инте рированной системе правления произ-
водством. Оценой интеративной ибости является время адап-
тации пользователя решению определенно о ласса задач в ГПС
в зависимости от е о первоначальной под отовленности. Умень-
шение интервалов адаптации, а таже поддержание периодов
адаптации на необходимом ровне профессиональных пользова-
телей приводит необходимости разработи специальных трена-
жеров и методов ор анизации неоторо о анало а деловых и р.
Использование понятий ибости позволяет ввести фнци-
онально-целевое описание ГПС. Перечисленные виды ибости
ГПС помо ают полчить ответы на вопросы о том, за счет аих
ресрсов в производстве можно омпенсировать техноло ичес-
ие и операционные возмщения, обеспечение аждо о вида
ибости осществляется на разных ровнях автоматизации раз-
ными средствами. Техноло ичесая ибость дости ается двмя
способами: первый связан с правлением ГПМ (обеспечение ин-
вариантности фнционирования ГПМ действию внешних и
319
параметричесих возмщений техноло ичесо о типа; придание
системам правления ГПМ свойств, обеспечивающих их нор-
мальное фнционирование при возможных обрывах связей
межд центральной ЭВМ и лоальными системами возмщения);
второй — системный пть — связан с правлением движением
материальных потоов, де основной задачей является поддержа-
ние эффетивно о фнционирования ГПС при блоирове
ГПМ (отазы, дефицит материалов на входе, переполнение нао-
пителя на выходе ГАУ и т. п.).
ГАУ не имеет системных ресрсов для обеспечения техноло-
ичесой ибости. Таие ресрсы заладываются при проети-
ровании тополо ии материальных потоов, начиная с ровня
ибо о производственно о омплеса (ГПК), в оторый входят
ГПМ, объединенные автоматизированной системой правления
и автоматизированной транспортно-сладсой системой, ото-
рая автономно фнционирет в течение заданно о интервала
времени а самостоятельная производственная единица либо
а подсистема ГПС более высоо о ровня ор анизации.
Ресрсы, необходимые для достижения операционной иб-
ости анало ичным образом, делятся на техничесие и систем-
ные. Техничесие ресрсы обычно связаны с созданием и ис-
пользованием в ГПС мно офнциональных ГПМ. Системные
ресрсы обсловлены наличием в ГПС необходимо о множества
достпных для выбора техноло ичесих маршртов, использова-
ние оторых во всяом онретном слчае связано с четом фн-
циональных возможностей ГПМ.
Системные аспеты обеспечения техноло ичесой и опера-
ционной ибости пратичеси мало различаются. Повышение
операционной ибости на системном ровне вызывает повыше-
ние техноло ичесой ибости. Однао если последняя харатери-
зется числом одноименных маршртов, то операционная — чис-
лом разноименных маршртов. Соответственно и формализация
этих задач различна. Различаются и применяемые оцени ибос-
ти, оторые связаны с временем перехода от одно о подмножества
допстимых наименований др ом или с временем перехода от
одно о подмножества техноло ичесих маршртов (при зафиси-
рованной номенлатре выпсаемых изделий) др ом.
Свойство интеративной ибости ГПС обсловлено наличи-
ем в ГПМ средств автоматизированно о правления и про рам-
мно о обеспечения интеративных режимов фнционирования
и диало а. Достижение производственной ибости более все о
зависит от ровня развития САПР и АСТПП, а таже от приме-
няемых техничесих средств и про раммно о обеспечения.
320
Рассматривая ГПС с позиций ор анизации правления, бдем
выделять в ачестве подсистем системы правления производс-
твом АСУТП и АСУ материальными потоами. В аждой из этих
подсистем мо т быть реализованы заоны yпpaвления с обрат-
ной связью, а их фнционирование направлено на достижение
желательных динамичесих и эономичесих поазателей произ-
водства на «оперативных» интервалах времени (часто использют
понятие «реальное время»).
Развитие ГАП, влючающих инте рированные САПР/АСТПП,
и рает важнейшю роль в процессе адаптации производства а
целостной эономичесой единицы требованиям внешней сре-
ды по выпс новых видов изделий и внедрению новых техноло-
ий. В данном слчае инте рация ГПС с АСНИ, САПР, АСТПП и
АСУП приводит действию механизмов прямо о диретивно о
правления производством на всех е о poвнях и во всех звеньях.
Естественно, что реальный пть ор анизации правления
производством связан а с развитием и совершенствованием
принципов, систем и средств правления с обратной связью в ре-
альном времени на базе АСУТП и АСУ материальными потоами,
та и с развитием прямо о про раммно о правления в словиях
единой инте рированной системы правления производством.
Для МКС-производств АСУ материальными потоами мало
чем отличаются от АСУТП. В МСЕ-производствах АСУ матери-
альными потоами решают специфичесие задачи планирования
и правления. При планировании определяются типы ГПМ, их
местоположение в цехах и на частах, номинальные режимы ра-
боты. В ходе планирования определяются техноло ичесие мар-
шрты при словии изменения номенлатры изделий, планир-
ются маршрты на ровне ГАУ при словии замены техноло и-
чесо о обордования, обслживающих стройств, оснасти и др.
Управление материальными потоами состоит в изменении тем-
пов потоов и расчете множеств допстимых отлонений техно-
ло ичесих режимов ГПМ, через оторые проходят маршрты
движения потоов. Заметим, что теоретичесие основы решения
задач правления материальным потоами в МСЕ-производствах
поа еще находятся в стадии становления.
8.2.4. Особенности проетирования АСУТП
Основные принципы построения АСУТП. Техноло ичесий объ-
ет правления и взаимодействющая с ним АСУТП составляют
автоматизированный техноло ичесий омплес (АТК). АСУТП
влючает техничесое, про раммное, информационное обеспе-
321
чение а совопность средств сбора, переработи техноло и-
чесой информации и преобразования ее и правляющее воз-
действие.
Техничесое обеспечение — омплес техничесих средств
(КТС) влючает стройства полчения информации о техноло и-
чесих параметрах и состоянии техноло ичесо о обордования;
формирования и передачи информации и системе, лоально о
ре лирования и правления; вычислительной технии; пред-
ставления информации обслживающем персонал: передачи
информации в смежные и вышестоящие АСУ, а таже исполни-
тельные стройства, в основном АСУТП, идравличесие и пнев-
матичесие системы.
Прораммное обеспечение состоит из обще о про раммно о
обеспечения, поставляемо о вместе со средствами вычислитель-
ной технии (ор анизющие про раммы, транслирющие про-
раммы, библиотеа стандартных подпро рамм и др.); специаль-
но о про раммно о обеспечения, представляюще о собой сово-
пность про рамм, оторые реализют фнции данной АСУТП
и обеспечивают заданное фнционирование омплеса техни-
чесих средств.
Информационное обеспечение АСУТП влючает в себя единю
систем одирования техноло ичесой и технио-эономичес-
ой информации, справочню и оперативню информацию.
Специфиой проетирования АСУТП является применение сис-
темно о подхода, эффетивность оторо о возрастает с величе-
нием сложности и размеров системы. Системный подход состоит
в том, что разрабатываемая АСУТП рассматривается а сложное
целое со свойствами, не все да присщими ее составляющим,
стртра и состав оторых описаны выше. При системной раз-
работе идт от обще о частном. Общей задаче, сформлиро-
ванной для системы в целом, подчиняются задачи, решаемые от-
дельными ее составляющими.
Основные положения системно о подхода залючаются в
следющем.
1. Чето и онретно формлирются задачи, поставленные
при разработе АСУТП, ее назначение в общей стртре прав-
ления промышленным предприятием; станавливаются рите-
рии эффетивности применения АСУТП. Это позволяет опреде-
лить иерархичесие раницы системы в соответствии с техничес-
им объетом правления (механизм, омплес механизмов,
линия, часто, цех и т. д.). Выявляются задающие (правляю-
щие) воздействия, постпающие на вход АСУТП от системы вы-
сше о ран а или от смежных систем. Определяются возможные