Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ 303
БКЭ
БТИ
КДО
нем
спм
дмт
Библио-
тека прог-
раммных
модулей
Описание обрабатываемой
детали и операции
Синтез конструкции
I
Составление спецификации
т
Формирование программ
вычерчивания
Технологическое проектиро-
вание
Подготовка программ для
станков с ЧПУ
Директивы кон-
структора
-
спецификация конструкции;
-
маршрутные карты техноло-
гических процессов;
-
ведомость заготовок;
-
ведомость покупных изделий;
-
ведомость затрат на изготов-
ление приспособления;
•
таблица координат и размере
-
сборочный чертеж компоновки
инструмента;
-
рабочие чертежи деталей;
-
схемы компоновок
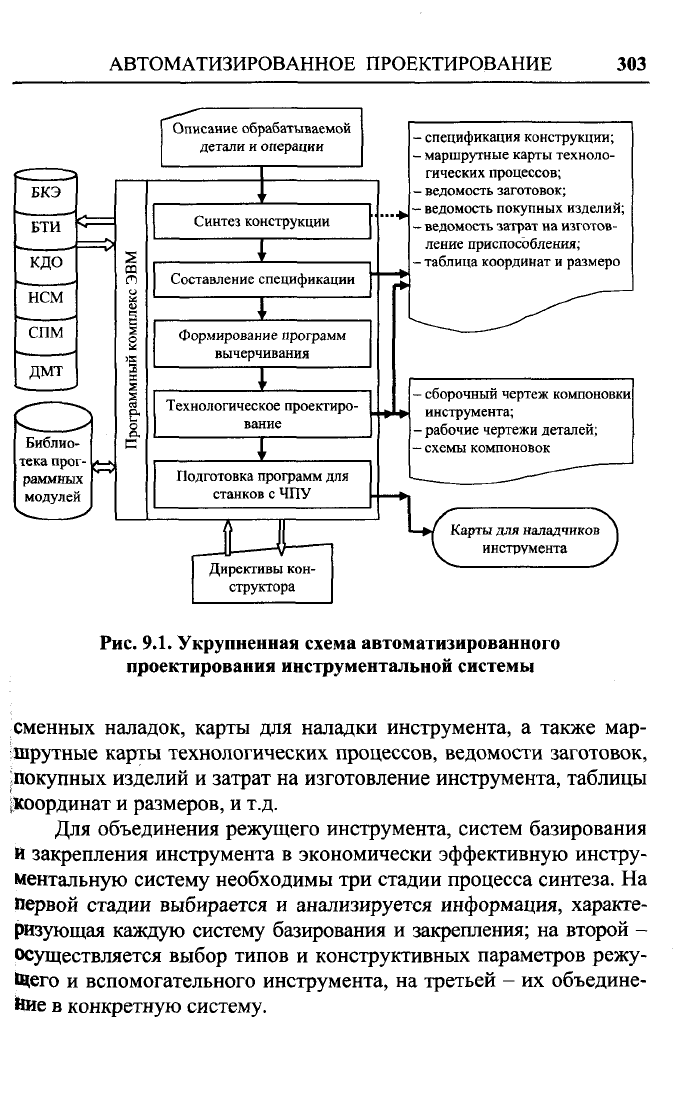
Рис.
9.1.
Укрупненная схема автоматизированного
проектирования инструментальной системы
сменных наладок, карты для наладки инструмента, а также мар-
шрутные карты технологических процессов, ведомости заготовок,
покупных изделий и затрат на изготовление инструмента, таблицы
«координат и размеров, и т.д.
Для объединения режущего инструмента, систем базирования
И
закрепления инструмента в экономически эффективную инстру-
ментальную систему необходимы три стадии процесса синтеза. На
Первой стадии выбирается и анализируется информация, характе-
ризующая каждую систему базирования и закрепления; на второй -
осуществляется выбор типов и конструктивных параметров режу-
вдего и вспомогательного инструмента, на третьей - их объедине-
ние в конкретную систему.
304 Глава 9. СИНТЕЗ ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ
Конструктивное воплощение инструментальной системы тре-
бует определенности выбора. Например, для получения сверлени-
ем отверстия диаметром 18 мм на горизонтальном многоопераци-
онном станке с автоматической сменой инструментальных блоков
с конусом 7:24 возможно синтезировать как минимум два типа
вспомогательного инструмента, три типа режущего инструмента и
десятки компоновок на их основе.
В основу оптимизации выбора типов и компоновок инстру-
мента может быть положен описанный в главе 4 способ расчета
точности оснащаемых технологических переходов.
Для этого все типы и типоразмеры режущего инструмента,
применяемого для обработки определенного вида поверхностей
изготовляемых деталей, распределяются по схемам компоновки
режущего и вспомогательного инструмента, каждой из которых
соответствует одна система базирования и закрепления.
Составление соответствий между системами базирования и
закрепления и схемами инструментальных блоков задается алго-
ритмом конструирования инструментальных систем. Возможность
построения соответствий основывается на конечности числа сис-
тем базирования и закрепления и схем установки инструмента для
рассматриваемых типов обрабатываемых деталей, соответствую-
щего оборудования и требуемой точности.
Ожидаемая погрешность обработки А/?,, связанная с погреш-
ностью установки инструмента, имеет вид:
ДК,=/(Д,). (9.1)
Так как повышение точности установки влечет за собой уве-
личение затрат на изготовление элементов инструментальной сис-
темы, то ранжирование систем закрепления и базирования по воз-
растанию затрат будет одновременно их ранжированием по сни-
жению погрешности обработки.
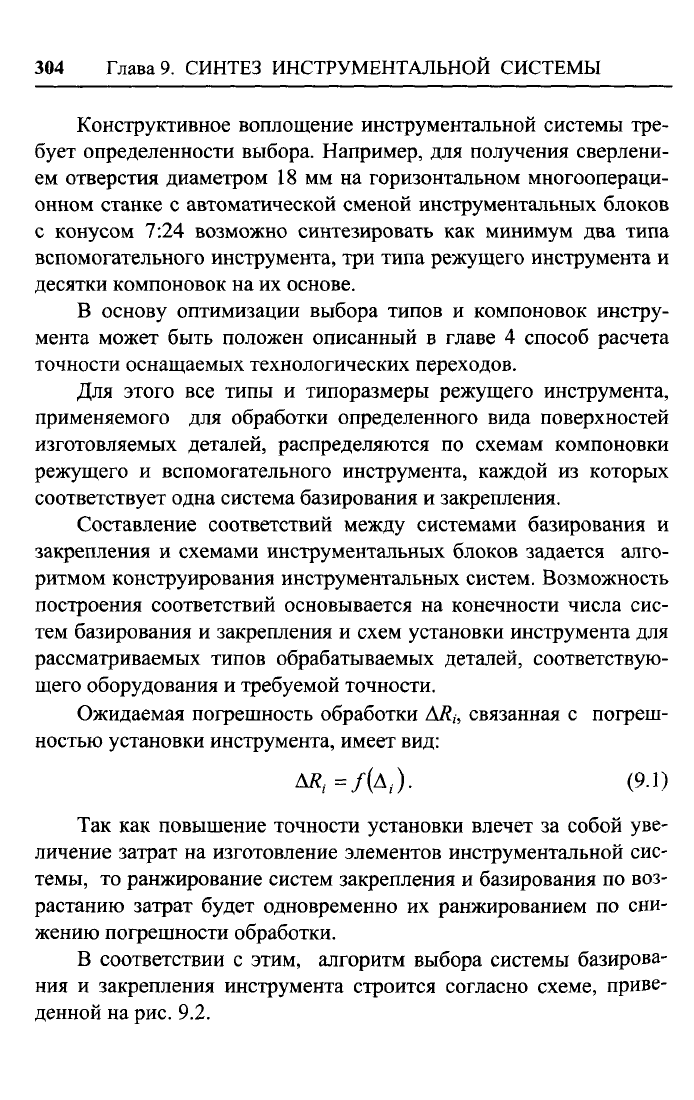
В соответствии с этим, алгоритм выбора системы базирова-
ния и закрепления инструмента строится согласно схеме, приве-
денной на рис. 9.2.
АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ 305
Выбрать из W (г'+1)-ю
систему, приняв /=*'+!
Нет
Остановка с выдачей
сигнала конструктору
4
Выбор первой (/=1)
системы базирования
и закрепления инструмента
из совокупности W
Определение
параметров е
ь
9,
Определение
погрешностей о^
ст
и j
Повысить на один класс
точность элементов
i-й
системы
д
а
^^-^ Класс
^ —--точности предельно
допускаемый?
Нет
Рис. 9.2. Алгоритм выбора системы базирования
и закрепления инструмента
Центральным оператором алгоритма является проверка нера-
венства:
М
г
=А
г
.-Еа
;
.,
(9.2)
где А- заданная точность выполнения перехода (допуск на выдер-
живаемый размер); Ба, - ожидаемые погрешности, не зависящие
от конструкции инструмента.
В разработанном программном обеспечении предусматрива-
ется возможность осуществлять агрегатирование инструмента в
|1 —4179
306 Глава 9. СИНТЕЗ ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ
соответствии с требованиями к синтезируемой инструментальной
системе. Эти требования задаются структурной формулой систе-
мы,
рядом логических условий, связанных с особенностями стан-
ков,
размерами обрабатываемых деталей и множеством начальных
и конечных вершин матриц систем базирования и закрепления ин-
струмента (см. главу 4).
Комплектацию конкретными значениями е, и 0, в зависимости
от зазоров А, и Да, в соединениях систем базирования и закрепле-
ния инструмента осуществляют в соответствии с табл. 4.3.
При оценке инструментальных блоков критерием также явля-
ется соответствие параметрам оснащаемого оборудования и, в
первую очередь, соответствие размерам рабочего пространства.
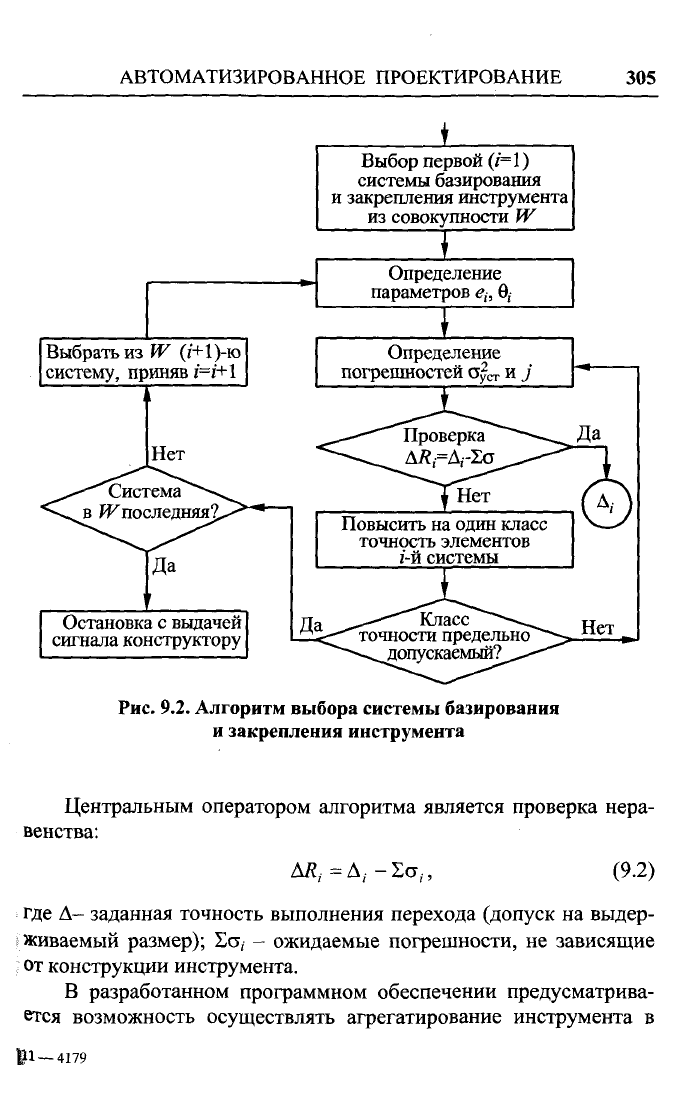
На рис. 9.3 показаны результаты расчета максимально допус-
каемых вылетов инструмента, исходя из ограничений по точности
закрепления 2е,. Очевидно, что оптимальным будет выбор системы
базирования и закрепления сверл с цилиндрическим хвостовиком
в цанговом патроне (рис. 9.3, а). Аналогичным является вывод о
выборе системы базирования и закрепления концевых фрез с ци-
линдрическим хвостовиком (рис. 9.3, б).
1,
мм
400
350
300
250
200
3
(
2
^З
^V
5
1 0 1
4 D
;ве{
/,
мм
250
200
150
100.
,
ла
,
мм
2^
5
/
а)
10 18 26 34 й
ё
,мм
6)
Рис. 9.3. Допускаемый вылет инструмента:
а - сверла; б - концевые фрезы;
/ - односторонний прижим винтами; 2 - цанговый патрон;
3 - конус Морзе
АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ 307
Сборный расточный инструмент для чистовой обработки во
всем диапазоне диаметров с любой из систем закрепления и бази-
рования не имеют преимуществ перед цельными расточными оп-
равками. Такой же вывод получен для базирования и закрепления
торцовых фрез.
Выполненные расчеты показывают, что для крепления режу-
щего инструмента возможно использовать компоновки инстру-
мента, собранные при помощи цилиндрического соединения с од-
носторонним прижимом винтами. При этом для станков с ЧПУ
достаточно иметь одну конструкцию базисного агрегата с конусом
7 : 24 № 40 одной длины и две конструкции базисных агрегатов с
конусом 7 : 24 № 50 двух длин: короткой и удлиненной.
Сменные наладки в виде переходных втулок для концевого
инструмента и оправок для насадного инструмента целесообразно
разделить на короткие и длинные и устанавливать их в базисных
агрегатах с конусами 7 : 24 № 40 и № 50. Расточные оправки для
черновой обработки отверстий с диаметром рабочей части смен-
ных наладок до 50 мм целесообразно делать составными, а с рабо-
чей частью диаметром более 50 мм - цельными. Расчеты учиты-
вают ограничения, налагаемые на компоновки инструмента, среди
которых опрокидывающий момент М
опр
относительно захвата ав-
гооператора, и максимальную массу Q инструмента.
По критерию максимальной массы определено, что нецелесо-
образно применение расточных оправок диаметром более 100 мм и
оправок с конусом 7 : 24 № 40 для насадных торцовых фрез с по-
садочным диаметром более 32 мм. Оправки с конусом 7 : 24 № 50
и диаметром 125 мм не должны иметь вылет более 240 мм, а оп-
равки для торцовых фрез диаметром свыше 125 мм - 200 мм. Раз-
меры других оправок ограничены по критерию допускаемой по-
датливости. По критерию допускаемого биения оправки для тор-
цовых фрез с посадочным диаметром 50 мм не должны иметь вы-
лет более 95 мм.
Опрокидывающий момент М
опр
цельного и сборного инстру-
мента с конусом 7:24 № 40 с размерами, определенными по крите-
рию допускаемой податливости, находится в пределах величины
25 Нм, устанавливаемой техническими условиями на станки.
11*
308 Глава
9.
СИНТЕЗ ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ
Для цельного инструмента с конусом 7 : 24 № 50 по критерию
максимального
М
опр
вылет цельных оправок с рабочим диаметром
125 мм и сборного инструмента с рабочим диаметром свыше 50 мм,
должен быть ограничен, соответственно, до величин 295 и 430 мм.
Остальные компоновки могут иметь размеры, определяемые по
критериям допускаемой податливости и максимальной массы.
Расчеты показывают, что установленные размерные парамет-
ры согласуются с размерами обрабатываемых поверхностей дета-
лей и с последовательностью черновых и чистовых переходов.
Аналитически выявлена невозможность чистовой обработки от-
верстий диаметром более 65 мм однолезвийными оправками с вы-
летом более 260 мм, что означает необходимость автоматической
подналадки для выполнения требований к точности обработки.
Также установлено, что для чистовой обработки отверстий диа-
метром более 65 мм возможно применять насадные развертки при
условии большого количества отверстий одного размера в обраба-
тываемых деталях.
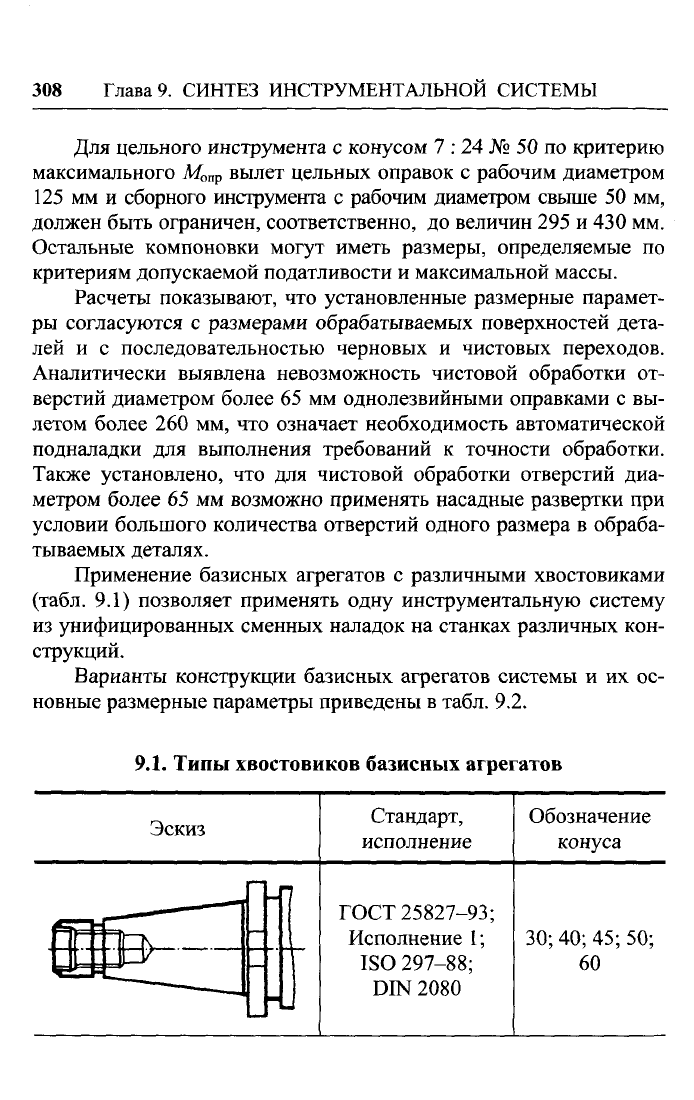
Применение базисных агрегатов с различными хвостовиками
(табл. 9.1) позволяет применять одну инструментальную систему
из унифицированных сменных наладок на станках различных кон-
струкций.
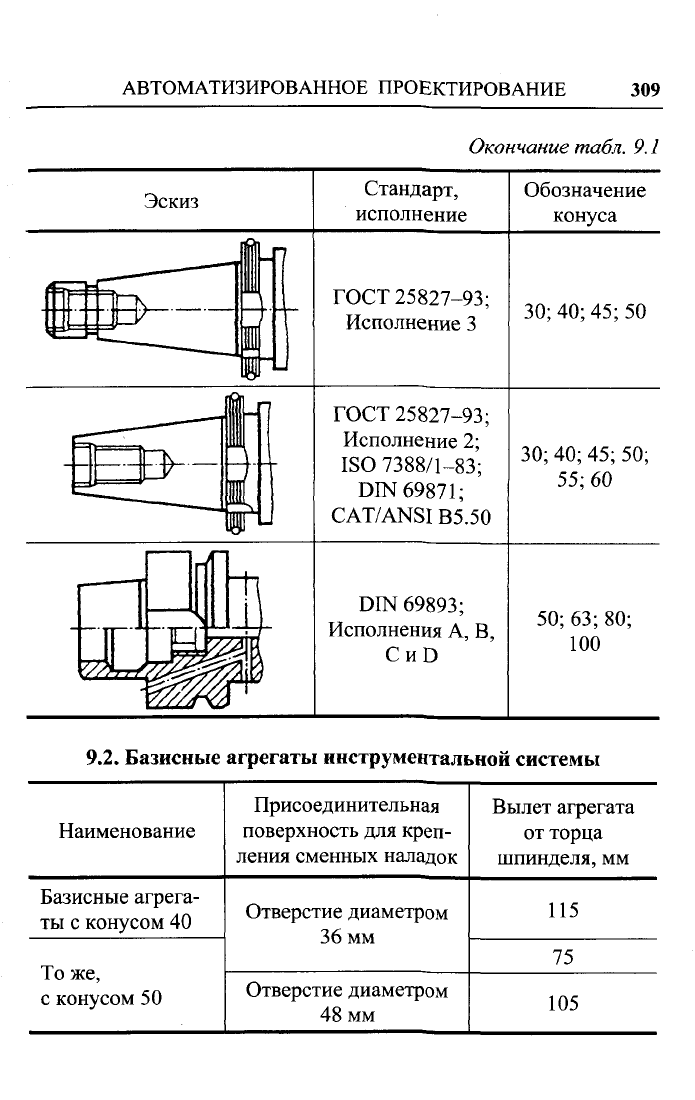
Варианты конструкции базисных агрегатов системы и их ос-
новные размерные параметры приведены в табл. 9.2.
9.1.
Типы хвостовиков базисных агрегатов
Эскиз
*5Э!
-ПГ+
Щ
ТЙУ—
•
Jpr-
1
11
Стандарт,
исполнение
ГОСТ 25827-93;
Исполнение 1;
ISO 297-88;
DIN 2080
Обозначение
конуса
30;
40; 45; 50;
60
АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ 309
Окончание табл. 9.1
Эскиз
Стандарт,
исполнение
Обозначение
конуса
ГОСТ 25827-93;
Исполнение 3
30;
40;45;50
ГОСТ 25827-93;
Исполнение 2;
ISO 7388/1-83;
DIN
69871;
CAT/ANSI B5.50
30;
40; 45; 50;
55;
60
DIN 69893;
Исполнения А, В,
CHD
50;
63; 80;
100
9.2.
Базисные агрегаты инструментальной системы
Наименование
Базисные агрега-
ты с конусом 40
Тоже,
с конусом 50
Присоединительная
поверхность для креп-
ления сменных наладок
Отверстие диаметром
36 мм
Отверстие диаметром
48 мм
Вылет агрегата
от торца
шпинделя, мм
115
75
105
310 Глава
9.
СИНТЕЗ ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ
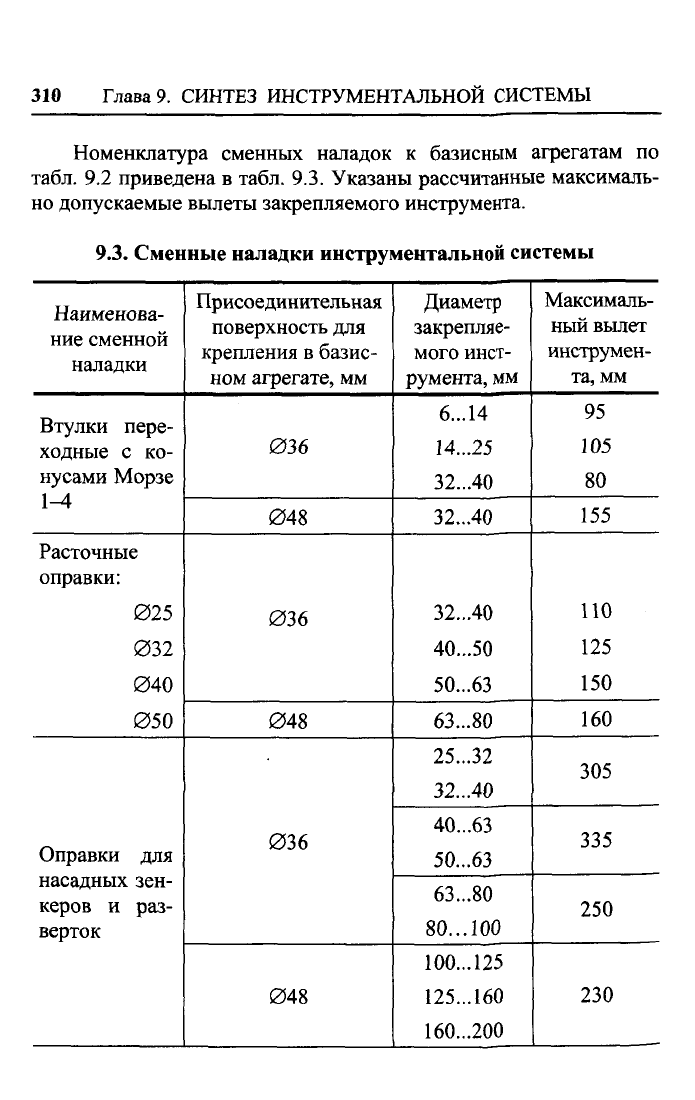
Номенклатура сменных наладок к базисным агрегатам по
табл. 9.2 приведена в табл. 9.3. Указаны рассчитанные максималь-
но допускаемые вылеты закрепляемого инструмента.
9.3.
Сменные наладки инструментальной системы
Наименова-
ние сменной
наладки
Втулки пере-
ходные с ко-
нусами Морзе
1-4
Расточные
оправки:
025
032
040
050
Оправки для
насадных зен-
керов и раз-
верток
Присоединительная
поверхность для
крепления в базис-
ном агрегате, мм
036
048
036
048
036
048
Диаметр
закрепляе-
мого инст-
румента, мм
6...14
14...25
32...40
32...40
32...40
40...50
50...63
63...80
25...32
32...40
40...63
50...63
63...80
80..
.100
100...125
125...160
160...200
Максималь-
ный вылет
инструмен-
та, мм
95
105
80
155
ПО
125
150
160
305
335
250
230
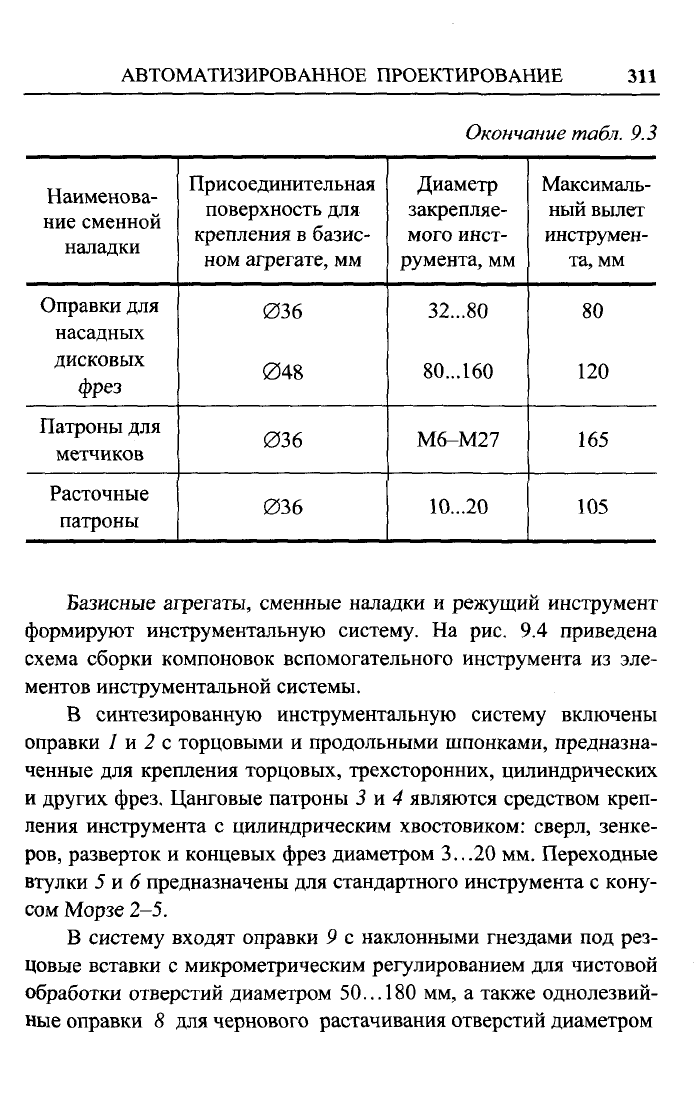
АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ 311
Окончание
табл.
9.3
Наименова-
ние сменной
наладки
Оправки для
насадных
дисковых
фрез
Патроны для
метчиков
Расточные
патроны
Присоединительная
поверхность для
крепления в базис-
ном агрегате, мм
036
048
036
036
Диаметр
закрепляе-
мого инст-
румента, мм
32...80
80...160
М6-М27
10...20
Максималь-
ный вылет
инструмен-
та, мм
80
120
165
105
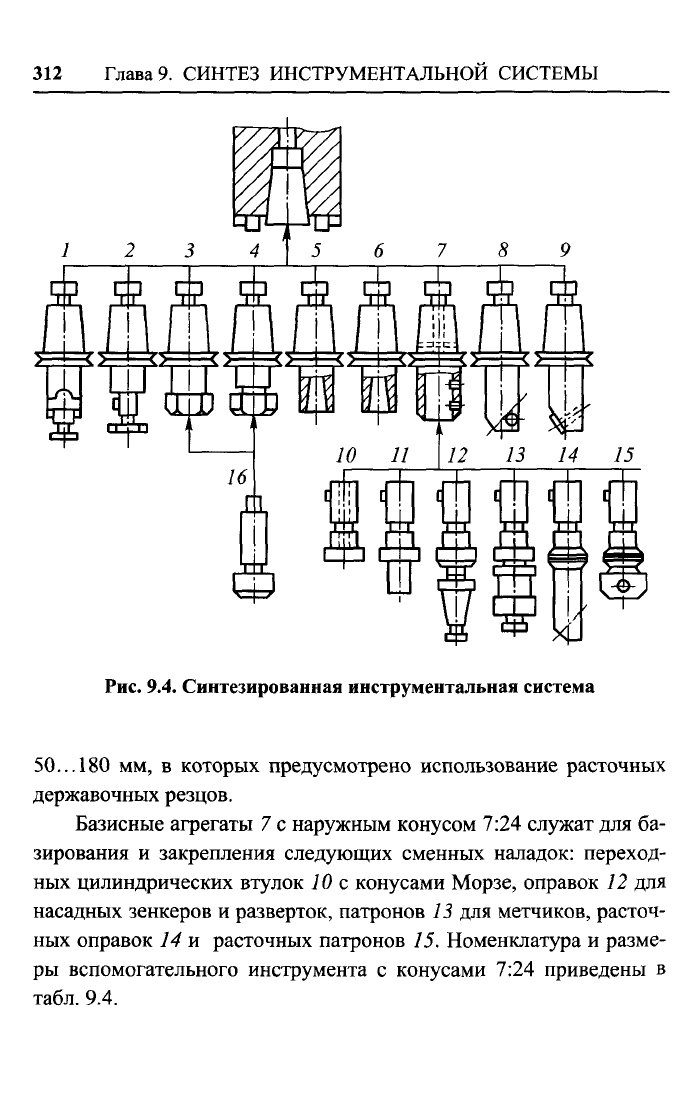
Базисные агрегаты, сменные наладки и режущий инструмент
формируют инструментальную систему. На рис. 9.4 приведена
схема сборки компоновок вспомогательного инструмента из эле-
ментов инструментальной системы.
В синтезированную инструментальную систему включены
оправки / и 2 с торцовыми и продольными шпонками, предназна-
ченные для крепления торцовых, трехсторонних, цилиндрических
и других фрез. Цанговые патроны 3 и 4 являются средством креп-
пения инструмента с цилиндрическим хвостовиком: сверл, зенке-
ров,
разверток и концевых фрез диаметром
3...20
мм. Переходные
втулки 5 и 6 предназначены для стандартного инструмента с кону-
сом Морзе 2-5.
В систему входят оправки 9 с наклонными гнездами под рез-
цовые вставки с микрометрическим регулированием для чистовой
обработки отверстий диаметром
50...
180
мм, а также однолезвий-
ные оправки 8 для чернового растачивания отверстий диаметром
312 Глава
9.
СИНТЕЗ ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ
1 2 3 4)56789
Ф
^
4J
,ф
Рис.
9.4. Синтезированная инструментальная система
50...
180
мм, в которых предусмотрено использование расточных
державочных резцов.
Базисные агрегаты 7 с наружным конусом 7:24 служат для ба-
зирования и закрепления следующих сменных наладок: переход-
ных цилиндрических втулок 70 с конусами Морзе, оправок 12 для
насадных зенкеров и разверток, патронов 13 для метчиков, расточ-
ных оправок 14 и расточных патронов 75. Номенклатура и разме-
ры вспомогательного инструмента с конусами 7:24 приведены в
табл. 9.4.