Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

СИСТЕМЫ ТОРЦОВЫХ ФРЕЗ
283
Рис.
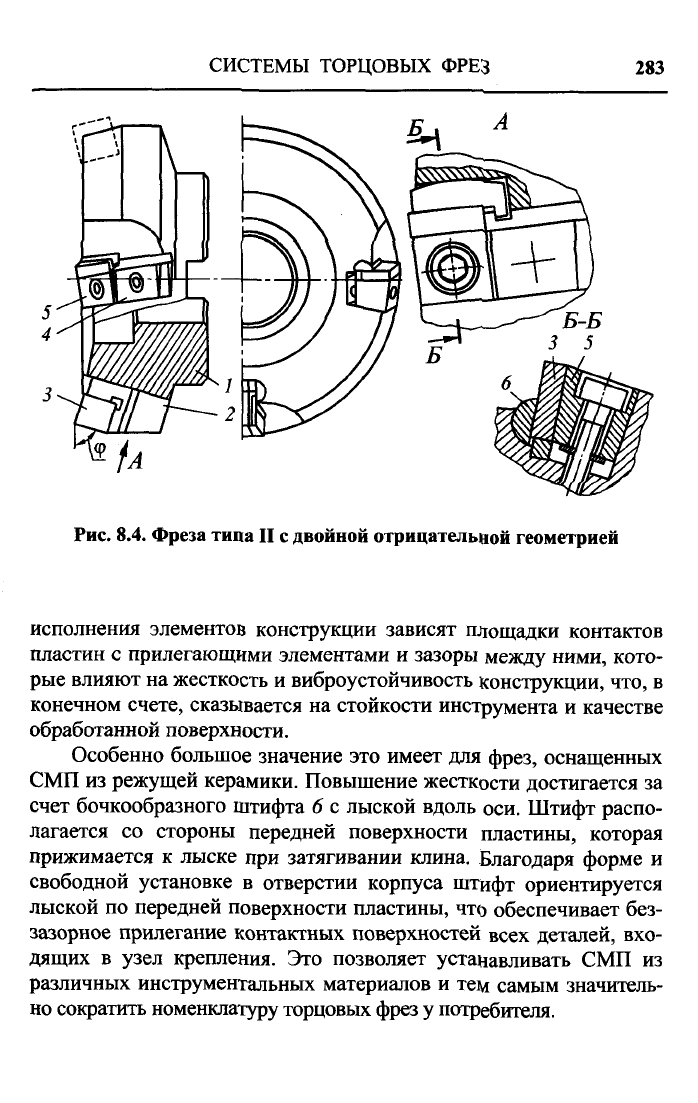
8.4. Фреза типа II
с
двойной отрицательной геометрией
исполнения элементов конструкции зависят площадки контактов
пластин с прилегающими элементами и зазоры между ними, кото-
рые влияют на жесткость и виброустойчивость конструкции, что, в
конечном счете, сказывается на стойкости инструмента и качестве
обработанной поверхности.
Особенно большое значение это имеет для фрез, оснащенных
СМП из режущей керамики. Повышение жесткости достигается за
счет бочкообразного штифта 6 с лыской вдоль оси. Штифт распо-
лагается со стороны передней поверхности пластины, которая
прижимается к лыске при затягивании клина. Благодаря форме и
свободной установке в отверстии корпуса штифт ориентируется
лыской по передней поверхности пластины, что обеспечивает без-
зазорное прилегание контактных поверхностей всех деталей, вхо-
дящих в узел крепления. Это позволяет устанавливать СМП из
различных инструментальных материалов и тем самым значитель-
но сократить номенклатуру торцовых фрез у потребителя.
284 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
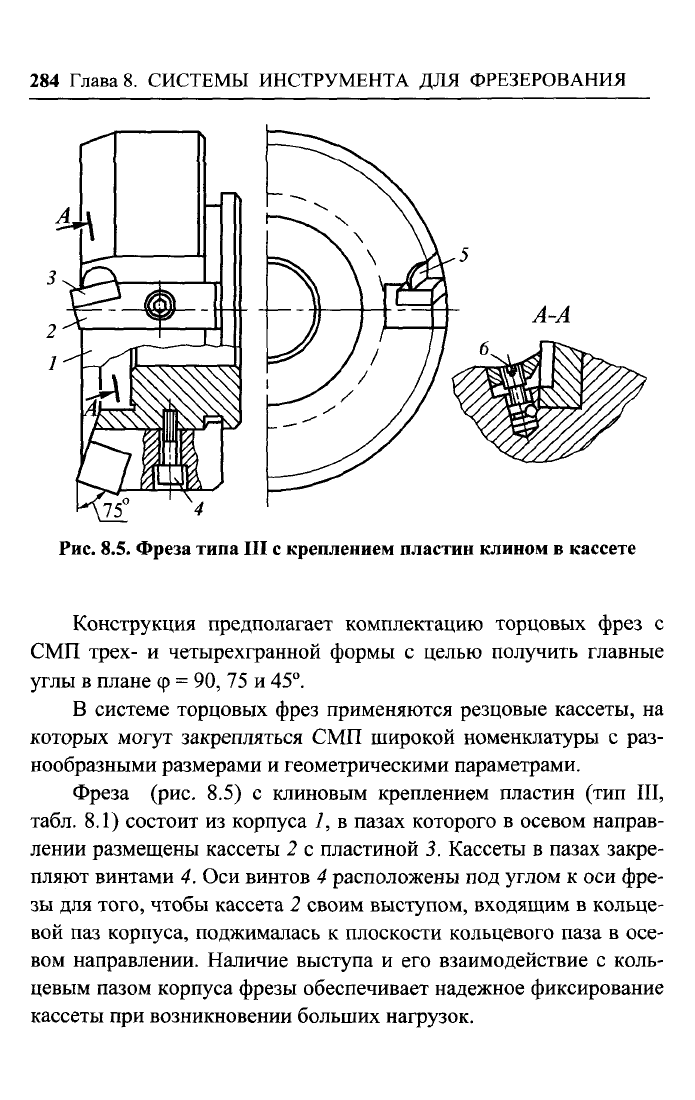
Рис.
8.5. Фреза типа III с креплением пластин клином в кассете
Конструкция предполагает комплектацию торцовых фрез с
СМП трех- и четырехгранной формы с целью получить главные
углы в плане ф = 90, 75 и 45°.
В системе торцовых фрез применяются резцовые кассеты, на
которых могут закрепляться СМП широкой номенклатуры с раз-
нообразными размерами и геометрическими параметрами.
Фреза (рис. 8.5) с клиновым креплением пластин (тип III,
табл. 8.1) состоит из корпуса 7, в пазах которого в осевом направ-
лении размещены кассеты 2 с пластиной 3. Кассеты в пазах закре-
пляют винтами 4. Оси винтов 4 расположены под углом к оси фре-
зы для того, чтобы кассета 2 своим выступом, входящим в кольце-
вой паз корпуса, поджималась к плоскости кольцевого паза в осе-
вом направлении. Наличие выступа и его взаимодействие с коль-
цевым пазом корпуса фрезы обеспечивает надежное фиксирование
кассеты при возникновении больших нагрузок.
СИСТЕМЫ ТОРЦОВЫХ ФРЕЗ
285
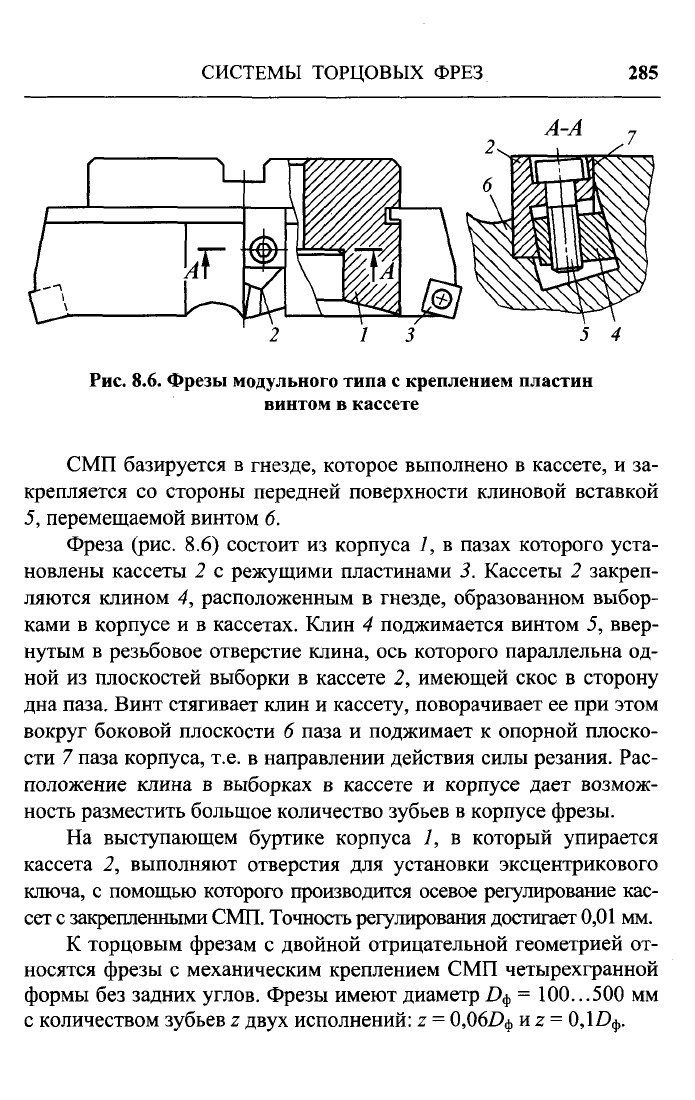
Рис. 8.6. Фрезы модульного типа с креплением пластин
винтом в кассете
СМП базируется в гнезде, которое выполнено в кассете, и за-
крепляется со стороны передней поверхности клиновой вставкой
5,
перемещаемой винтом 6.
Фреза (рис. 8.6) состоит из корпуса 1, в пазах которого уста-
новлены кассеты 2 с режущими пластинами 3. Кассеты 2 закреп-
ляются клином 4, расположенным в гнезде, образованном выбор-
ками в корпусе и в кассетах. Клин 4 поджимается винтом 5, ввер-
нутым в резьбовое отверстие клина, ось которого параллельна од-
ной из плоскостей выборки в кассете 2, имеющей скос в сторону
дна паза. Винт стягивает клин и кассету, поворачивает ее при этом
вокруг боковой плоскости 6 паза и поджимает к опорной плоско-
сти 7 паза корпуса, т.е. в направлении действия силы резания. Рас-
положение клина в выборках в кассете и корпусе дает возмож-
ность разместить большое количество зубьев в корпусе фрезы.
На выступающем буртике корпуса 1, в который упирается
кассета 2, выполняют отверстия для установки эксцентрикового
ключа, с помощью которого производится осевое регулирование кас-
сет с закрепленными
СМП.
Точность регулирования достигает
0,01
мм.
К торцовым фрезам с двойной отрицательной геометрией от-
носятся фрезы с механическим креплением СМП четырехгранной
формы без задних углов. Фрезы имеют диаметр D§ = 100...500 мм
с количеством зубьев z двух исполнений: z =
0,06Д},
и z = 0,Ш
ф
.
286 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
Оснащение фрез пластинами
без задних углов является эконо-
мичным с точки зрения расхода
твердого сплава, так как использу-
ются все восемь режущих кромок,
при этом обеспечиваются передний
радиальный угол
Урщ,
= -8° и передний
осевой угол
уос
= -8°.
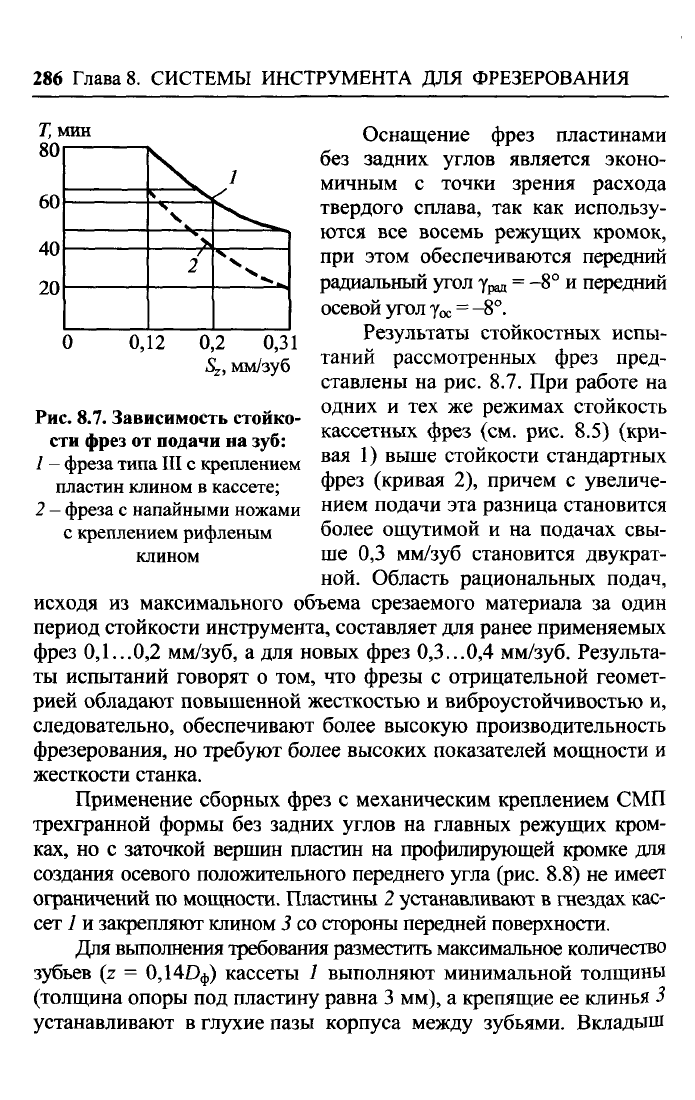
Результаты стойкостных испы-
таний рассмотренных фрез пред-
ставлены на рис. 8.7. При работе на
одних и тех же режимах стойкость
кассетных фрез (см. рис. 8.5) (кри-
вая 1) выше стойкости стандартных
фрез (кривая 2), причем с увеличе-
нием подачи эта разница становится
более ощутимой и на подачах свы-
ше 0,3 мм/зуб становится двукрат-
ной. Область рациональных подач,
исходя из максимального объема срезаемого материала за один
период стойкости инструмента, составляет для ранее применяемых
фрез
0,1...0,2
мм/зуб, а для новых фрез
0,3...0,4
мм/зуб. Результа-
ты испытаний говорят о том, что фрезы с отрицательной геомет-
рией обладают повышенной жесткостью и виброустойчивостью и,
следовательно, обеспечивают более высокую производительность
фрезерования, но требуют более высоких показателей мощности и
жесткости станка.
Применение сборных фрез с механическим креплением СМП
трехгранной формы без задних углов на главных режущих кром-
ках, но с заточкой вершин пластин на профилирующей кромке для
создания осевого положительного переднего угла (рис. 8.8) не имеет
ограничений по мощности. Пластины 2 устанавливают в гнездах кас-
сет
1
и закрепляют клином 3 со стороны передней поверхности.
Для выполнения требования разместить максимальное количество
зубьев (z = 0,14Дф) кассеты 1 выполняют минимальной толщины
(толщина опоры под пластину равна 3 мм), а крепящие ее клинья 3
устанавливают в глухие пазы корпуса между зубьями. Вкладыш
Т,
мин
80
60
40
20
Ч
>»„
ч
2
1
•ч
о
0,12 0,2 0,31
&;, ММ/ЗУ6
Рис.
8.7. Зависимость стойко-
сти фрез от подачи на зуб:
1
-
фреза типа
III с креплением
пластин клином в кассете;
2 - фреза
с
напайными ножами
с креплением рифленым
клином
СИСТЕМЫ ТОРЦОВЫХ ФРЕЗ
287
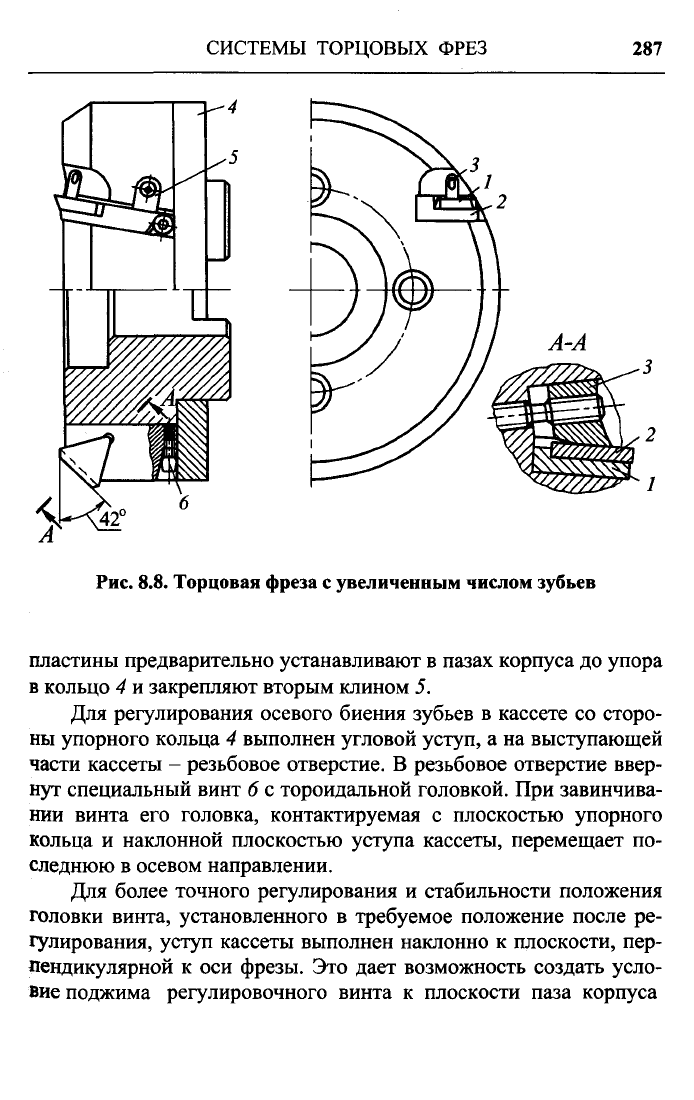
Рис.
8.8.
Торцовая фреза
с
увеличенным числом зубьев
пластины предварительно устанавливают в пазах корпуса до упора
в кольцо 4 и закрепляют вторым клином 5.
Для регулирования осевого биения зубьев в кассете со сторо-
ны упорного кольца 4 выполнен угловой уступ, а на выступающей
части кассеты - резьбовое отверстие. В резьбовое отверстие ввер-
нут специальный винт 6 с тороидальной головкой. При завинчива-
нии винта его головка, контактируемая с плоскостью упорного
кольца и наклонной плоскостью уступа кассеты, перемещает по-
следнюю в осевом направлении.
Для более точного регулирования и стабильности положения
головки винта, установленного в требуемое положение после ре-
гулирования, уступ кассеты выполнен наклонно к плоскости, пер-
пендикулярной к оси фрезы. Это дает возможность создать усло-
вие поджима регулировочного винта к плоскости паза корпуса
288 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
Рис.
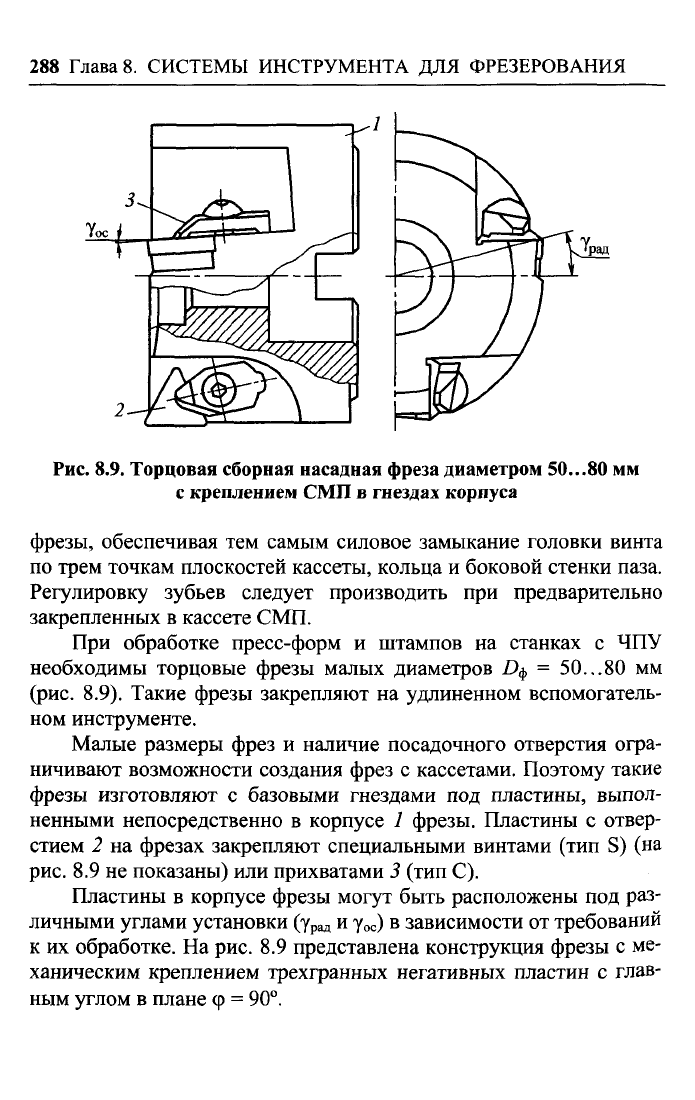
8.9. Торцовая сборная насадная фреза диаметром 50...80 мм
с креплением СМП в гнездах корпуса
фрезы, обеспечивая тем самым силовое замыкание головки винта
по трем точкам плоскостей кассеты, кольца и боковой стенки паза.
Регулировку зубьев следует производить при предварительно
закрепленных в кассете СМП.
При обработке пресс-форм и штампов на станках с ЧПУ
необходимы торцовые фрезы малых диаметров D$ = 50...80 мм
(рис.
8.9). Такие фрезы закрепляют на удлиненном вспомогатель-
ном инструменте.
Малые размеры фрез и наличие посадочного отверстия огра-
ничивают возможности создания фрез с кассетами. Поэтому такие
фрезы изготовляют с базовыми гнездами под пластины, выпол-
ненными непосредственно в корпусе / фрезы. Пластины с отвер-
стием 2 на фрезах закрепляют специальными винтами (тип S) (на
рис.
8.9 не показаны) или прихватами 3 (тип С).
Пластины в корпусе фрезы могут быть расположены под раз-
личными углами установки (у
рад
и у
ос
) в зависимости от требований
к их обработке. На рис. 8.9 представлена конструкция фрезы с ме-
ханическим креплением трехгранных негативных пластин с глав-
ным углом в плане ф = 90°.
СИСТЕМЫ ТОРЦОВЫХ ФРЕЗ
289
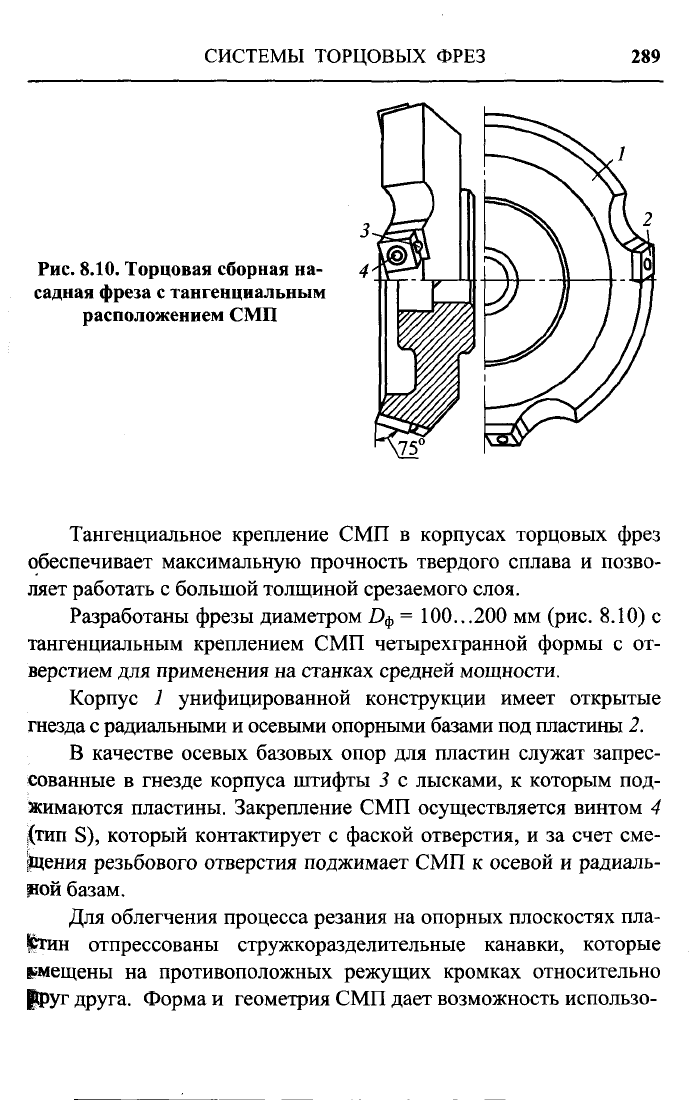
Тангенциальное крепление СМП в корпусах торцовых фрез
обеспечивает максимальную прочность твердого сплава и позво-
ляет работать с большой толщиной срезаемого слоя.
Разработаны фрезы диаметром
£)ф
=
100.
..200 мм (рис. 8.10) с
тангенциальным креплением СМП четырехгранной формы с от-
верстием для применения на станках средней мощности.
Корпус 1 унифицированной конструкции имеет открытые
гнезда с радиальными и осевыми опорными базами под пластины 2.
В качестве осевых базовых опор для пластин служат запрес-
сованные в гнезде корпуса штифты 3 с лысками, к которым под-
жимаются пластины. Закрепление СМП осуществляется винтом 4
((тип S), который контактирует с фаской отверстия, и за счет сме-
шения резьбового отверстия поджимает СМП к осевой и радиаль-
рой базам.
Для облегчения процесса резания на опорных плоскостях пла-
стин отпрессованы стружкоразделительные канавки, которые
умещены на противоположных режущих кромках относительно
Цруг друга. Форма и геометрия СМП дает возможность использо-

290 Глава
8.
СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
Рис.
8.11.
Торцовая фреза сборной конструкции со сменными
кассетами (а) и набор сменных кассет
(d):
/ - винт установочного
кольца;
2
- нерегулируемое установочное кольцо;
3
- корпус фрезы
диаметром
125...
315 мм;
4
- кассета;
5
- винт крепления кассеты;
6 - дифференциальный винт прихвата;
7
- винт «TORX»;
8
- регулируе-
мая кассета;
9
- регулируемое установочное кольцо;
10
- винт регули-
ровки кассеты в осевом направлении;
11
- дифференциальный винт
вать четыре грани режущей пластины. Фрезы выполняют с глав-
ным углом в плане
ср
= 75°.
Система сменных кассет (рис. 8.11) позволяет использовать
один корпус фрез для получения главных углов в плане ф, а также
обеспечивает радиальную и осевую регулировку положения ре-
жущих кромок.
СИСТЕМЫ КОНЦЕВЫХ И ТОРЦОВО-ЦИЛИНДРИЧЕСКИХ ФРЕЗ 291
8.2. Системы концевых и торцово-цилиндрических фрез
Главные требования к конструкциям фрез для фрезерования
пазов и уступов - это обеспечение главного угла в плане ф = 90° и
размещение элементов крепления в пределах диаметра режущей части.
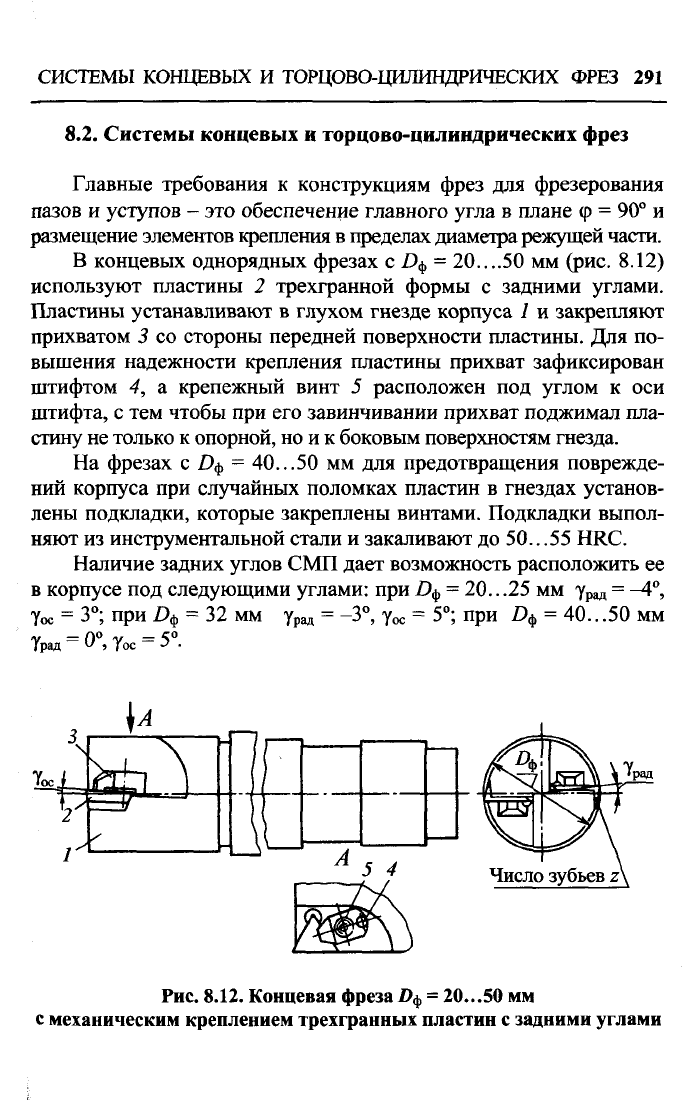
В концевых однорядных фрезах с D$ = 20....50 мм (рис. 8.12)
используют пластины 2 трехгранной формы с задними углами.
Пластины устанавливают в глухом гнезде корпуса 1 и закрепляют
прихватом 3 со стороны передней поверхности пластины. Для по-
вышения надежности крепления пластины прихват зафиксирован
штифтом 4, а крепежный винт 5 расположен под углом к оси
штифта, с тем чтобы при его завинчивании прихват поджимал пла-
стину не только к опорной, но и к боковым поверхностям гнезда.
На фрезах с D$ = 40...50 мм для предотвращения поврежде-
ний корпуса при случайных поломках пластин в гнездах установ-
лены подкладки, которые закреплены винтами. Подкладки выпол-
няют из инструментальной стали и закаливают до
50..
.55 HRC.
Наличие задних углов СМП дает возможность расположить ее
в корпусе под следующими углами: при
Оф
=
20..
.25
мм у
рад
= -А°,
Уос
= 3°; при £>
ф
= 32 мм у
рад
= -3°, уос = 5°; при £>
ф
= 40...50 мм
Урад
—
"
1
Yoc
—
J •
Рис.
8.12. Концевая фреза
Оф
= 20...50 мм
с механическим креплением трехгранных пластин с задними углами
292 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
На фрезах применяют пластины двух типоразмеров:
d
B
„
= 6,35 мм
для фрез
£>ф
= 20...25 мм и d
№
= 9,525 для фрез О
ф
= 32...50 мм с
длиной режущей кромки соответственно 10 и 15 мм.
Для обработки уступов большой ширины в крупногабаритных
деталях на станках с ЧПУ эффективность однорядных фрез резко
снижается из-за необходимости увеличения числа проходов. По-
этому для этих операций разработаны фрезы /)
ф
= 32...80 мм
(рис.
8.13) с удлиненной рабочей частью с L =
40....
100
мм и вин-
товым расположением режущих элементов.
На фрезах применяют пластины 2 четырехгранной формы с
центральным тороидальным отверстием. Пластины расположены в
корпусе 1 по винтовому пазу, расположенному под углом ш = 20°,
их закрепляют через центральное отверстие винтом 3 с конической
головкой. Для обеспечения перекрытия режущих кромок пластин
на торцовой части фрезы поочередно устанавливают квадратные и
прямоугольные пластины. Пластины, расположенные на торцовой
части, имеют радиальные базы в корпусе и осевые базы в виде за-
прессованных в корпус штифтов 4. Торцовые пластины установ-
лены под углами у
ос
= 5° и у
рад
= 0°, а периферийные под углами
Урад
= 0° и
Yoc
=
15°. Меньший разворот пластины в осевом направ-
лении на торцовых зубьях сделан для того, чтобы получить задние
углы на вершинах пластин по вспомогательной режущей кромке.
Способ крепления S пластин через их центральное отверстие
дает возможность получить открытые передние поверхности ре-
жущих пластин при достаточно большом объеме стружечных ка-
навок и достичь величину диаметра фрез D = 32 мм. Так как ради-
альные базы изготовляются непосредственно в корпусах фрез, не-
обходимо, чтобы корпуса были из легированных сталей с обяза-
тельной термической обработкой. Как правило, корпуса таких
фрез выполняют из стали 5ХФА, улучшенных до твердости 26...
30 HRC, с последующей низкотемпературной нитроцементацией.
Основные параметры фрез приведены в табл. 8.2.