Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

СИСТЕМЫ КОНЦЕВЫХ И ТОРЦОВО-ЦИЛИНДРИЧЕСКИХ ФРЕЗ 293
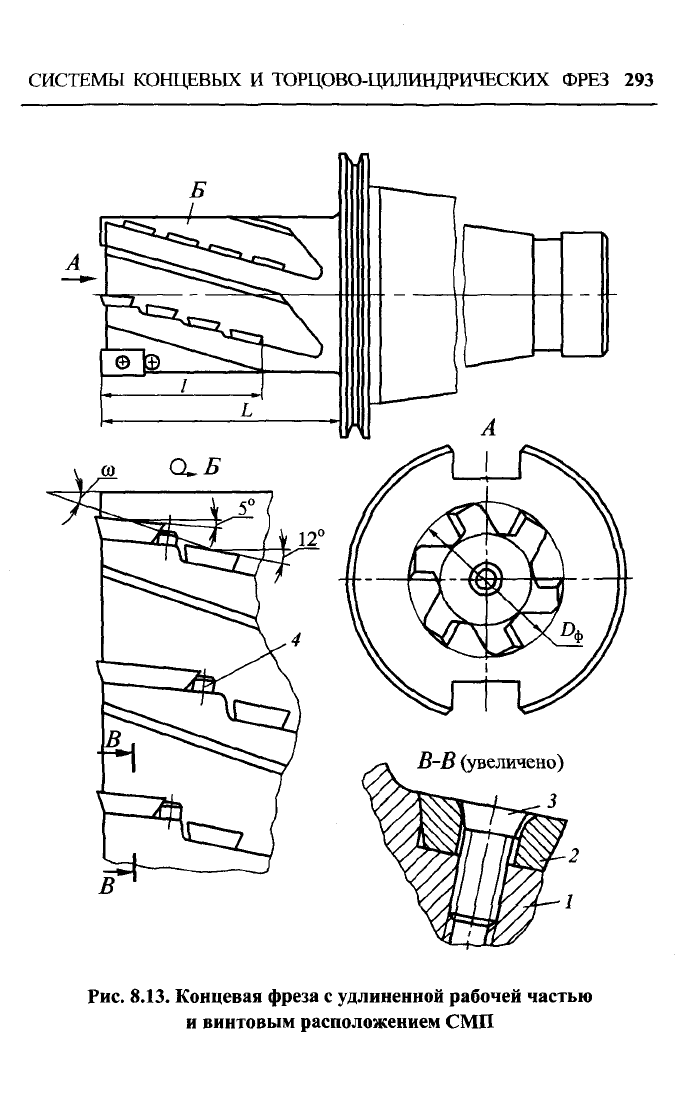
Рис. 8.13. Концевая фреза с удлиненной рабочей частью
и винтовым расположением СМП
294 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
8.2. Основные параметры фрез (см. рис. 8.13)
Размеры, мм
Диаметр
At,
32
40
50
63
80
Общая
длина!
190
180
230;
250
230
270
Длина рабочей
части /
42
50
58;
80
133
96
Хвостовик
Конус Морзе 4
Конус 7:24 № 40
Конус 7:24 № 50
Число
зубьев z
2
4
6
При обработке крупногабаритных деталей требуются конце-
вые фрезы большего диаметра с удлиненной рабочей частью. Кон-
цевые фрезы диаметром больше 80 мм выполняют насадными с
посадочными отверстиями и опорным торцом для закрепления их
на оправках для крепления торцовых фрез. Раздельное выполнение
рабочей части фрезы и хвостовика экономически оправдано, так
как в этом случае значительно снижается стоимость изготовления
инструмента, а также появляется возможность применять фрезы
для различных моделей станков.
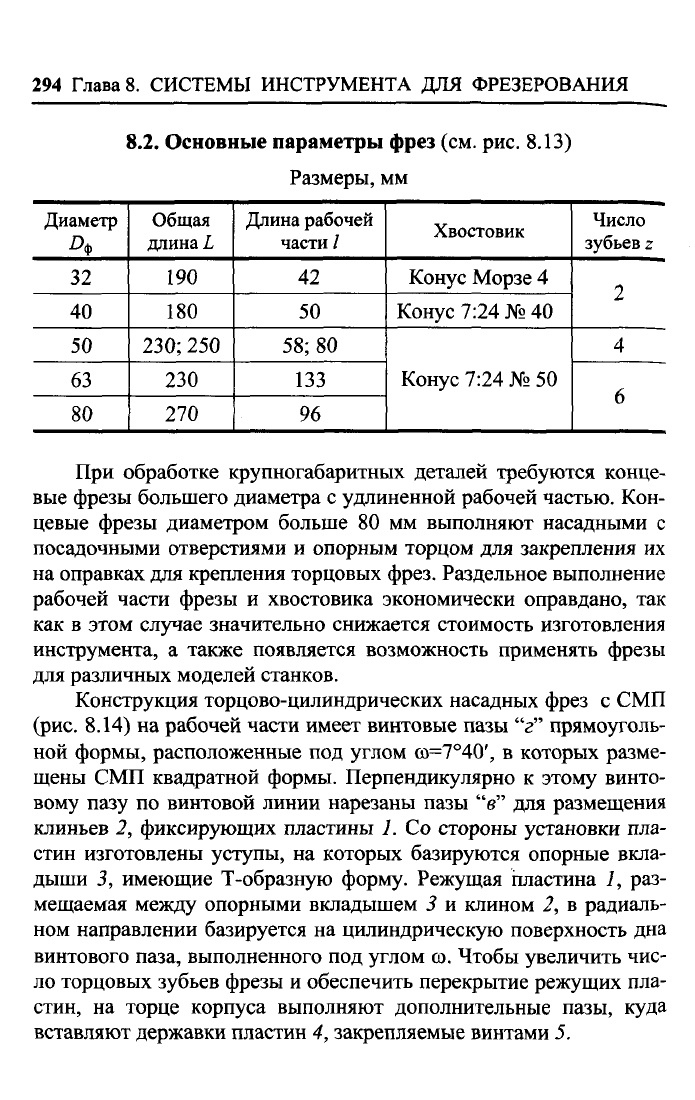
Конструкция торцово-цилиндрических насадных фрез с СМИ
(рис.
8.14) на рабочей части имеет винтовые пазы "г" прямоуголь-
ной формы, расположенные под углом <й=7°40', в которых разме-
щены СМП квадратной формы. Перпендикулярно к этому винто-
вому пазу по винтовой линии нарезаны пазы "в" для размещения
клиньев 2, фиксирующих пластины 1. Со стороны установки пла-
стин изготовлены уступы, на которых базируются опорные вкла-
дыши 3, имеющие Т-образную форму. Режущая пластина 1, раз-
мещаемая между опорными вкладышем 3 и клином 2, в радиаль-
ном направлении базируется на цилиндрическую поверхность дна
винтового паза, выполненного под углом со. Чтобы увеличить чис-
ло торцовых зубьев фрезы и обеспечить перекрытие режущих пла-
стин, на торце корпуса выполняют дополнительные пазы, куда
вставляют державки пластин 4, закрепляемые винтами 5.
СИСТЕМЫ КОНЦЕВЫХ И ТОРЦОВО-ЦИЛИНДРИЧЕСКИХ ФРЕЗ 295
Рис.
8.14. Торцово-цилиндрическая насадная фреза
диаметром
80...
125 мм
На фрезах применяют пластины с задними углами. Наличие
задних углов а = 11° позволяет при угле наклона главных режу-
щих кромок ш = 7°40' получить следующие геометрические пара-
метры фрезы: у = 0°, а = 3°20' на торце и а = 11° на периферии.
Основные конструктивные параметры фрез приведены в
табл.
8.3.
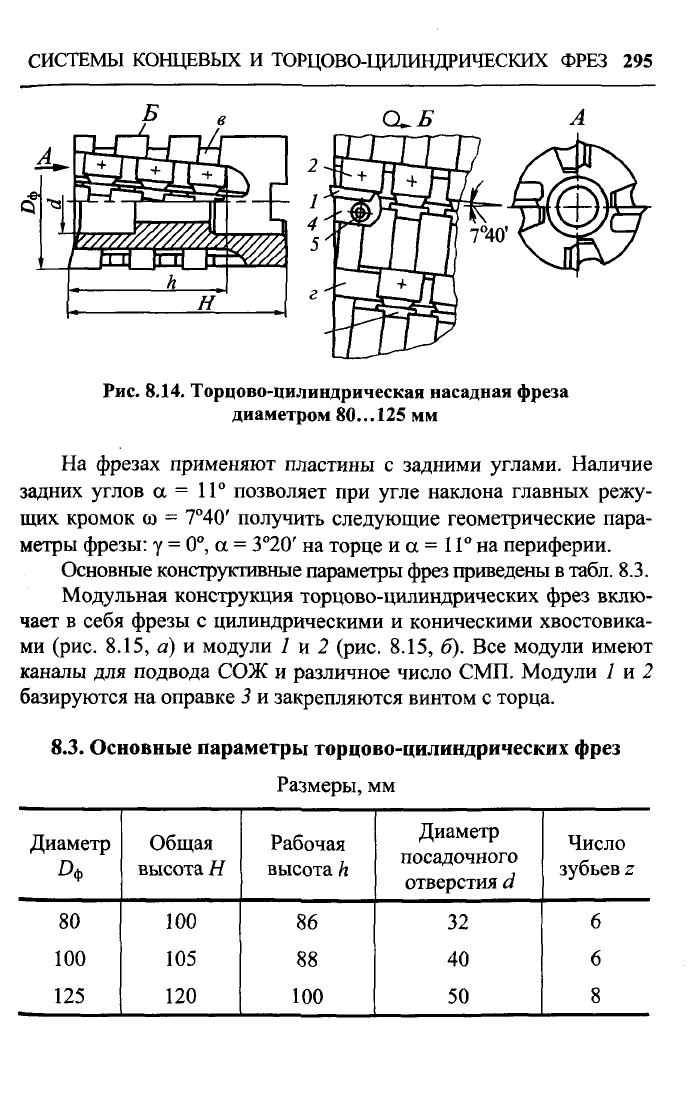
Модульная конструкция торцово-цилиндрических фрез вклю-
чает в себя фрезы с цилиндрическими и коническими хвостовика-
ми (рис. 8.15, а) и модули 1 и 2 (рис. 8.15, б). Все модули имеют
каналы для подвода СОЖ и различное число СМП. Модули 1 и 2
базируются на оправке 3 и закрепляются винтом с торца.
8.3.
Основные параметры торцово-цилиндрических фрез
Размеры, мм
Диаметр
80
100
125
Общая
высота Н
100
105
120
Рабочая
высота h
86
88
100
Диаметр
посадочного
отверстия d
32
40
50
Число
зубьев z
6
6
8
296 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
Рис. 8.15. Сборные торцово-цилиндрические фрезы:
а -
хвостовые;
б
-
из
модулей:
1
- передний модуль;
2 - промежуточный модуль;
3
- державка
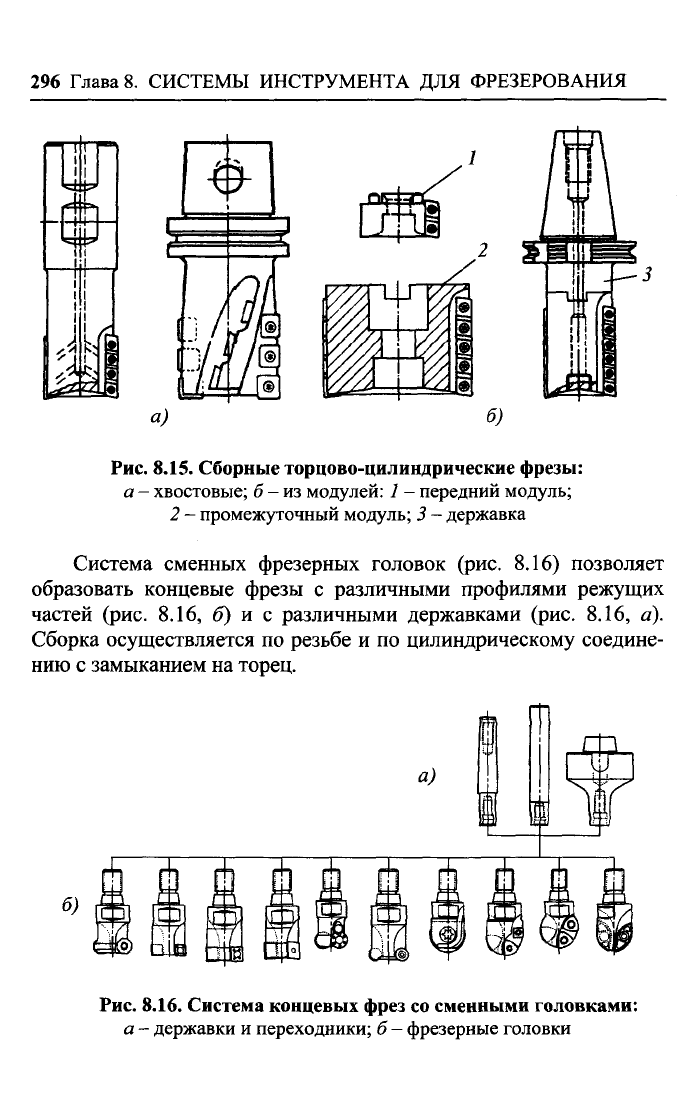
Система сменных фрезерных головок (рис. 8.16) позволяет
образовать концевые фрезы с различными профилями режущих
частей (рис. 8.16, б) и с различными державками (рис. 8.16, а).
Сборка осуществляется по резьбе и по цилиндрическому соедине-
нию с замыканием на торец.
Рис. 8.16. Система концевых фрез со сменными головками:
а - державки и переходники;
б —
фрезерные головки
СИСТЕМЫ ДИСКОВЫХ ФРЕЗ
297
8.3.
Системы дисковых фрез
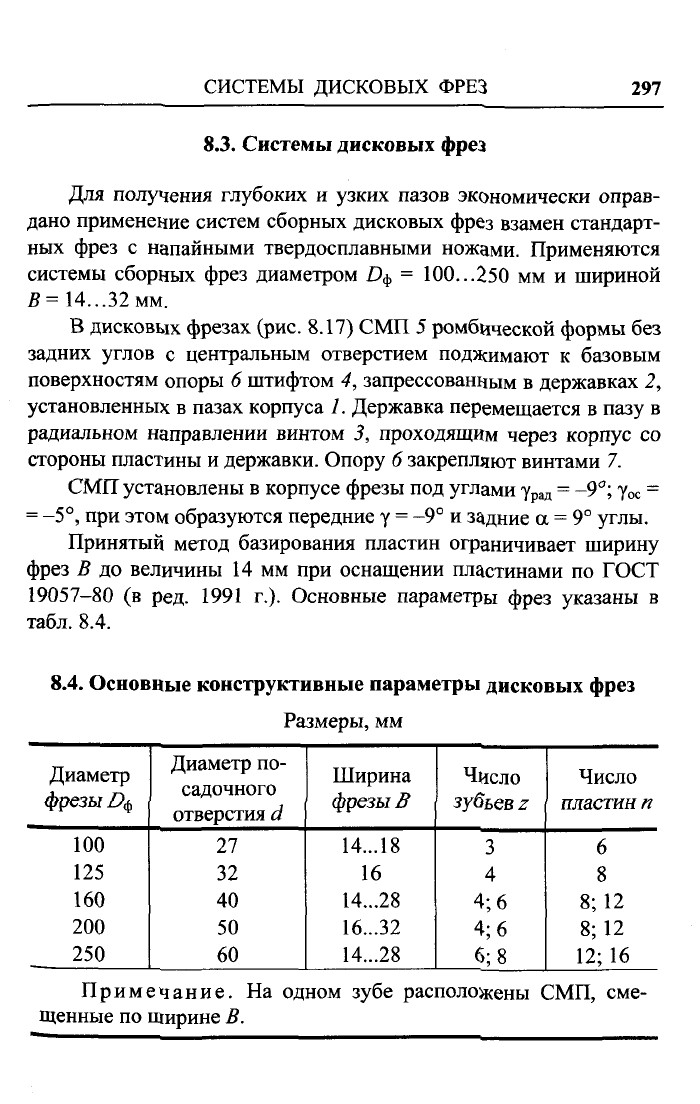
Для получения глубоких и узких пазов экономически оправ-
дано применение систем сборных дисковых фрез взамен стандарт-
ных фрез с напайными твердосплавными ножами. Применяются
системы сборных фрез диаметром D$ = 100...250 мм и шириной
В= 14...32 мм.
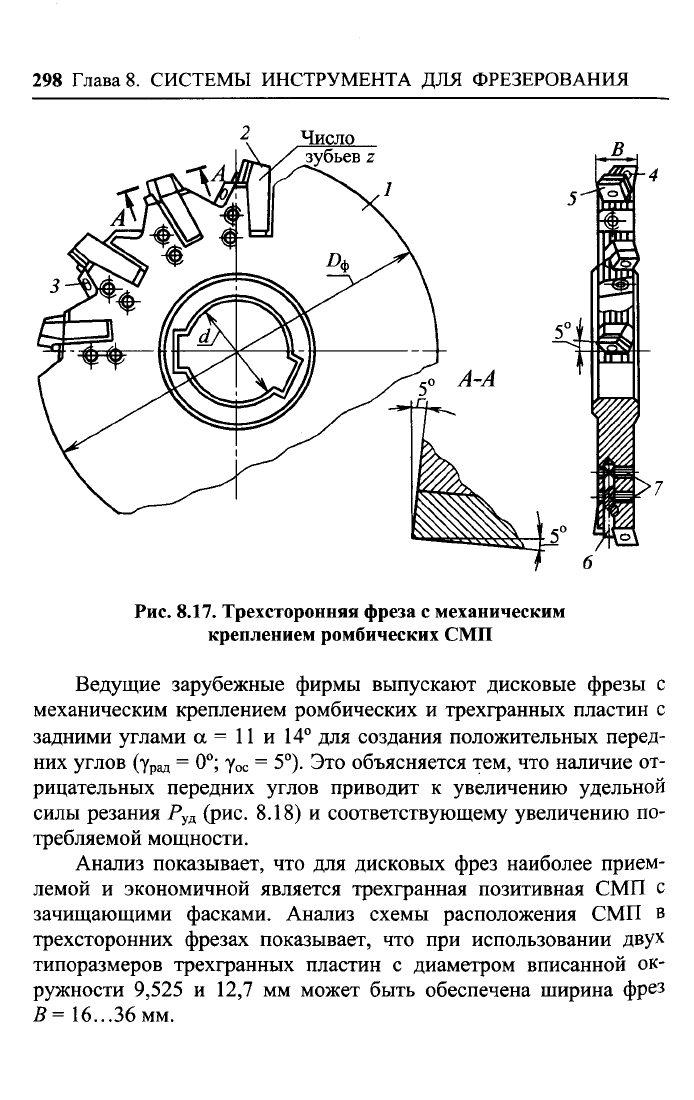
В дисковых фрезах (рис. 8.17) СМП 5 ромбической формы без
задних углов с центральным отверстием поджимают к базовым
поверхностям опоры 6 штифтом 4, запрессованным в державках 2,
установленных в пазах корпуса 1. Державка перемещается в пазу в
радиальном направлении винтом 3, проходящим через корпус со
стороны пластины и державки. Опору 6 закрепляют винтами 7.
СМИ установлены в корпусе фрезы под углами у
рад
= -9°; у
ос
=
= -5°, при этом образуются передние у = -9° и задние а = 9° углы.
Принятый метод базирования пластин ограничивает ширину
фрез В до величины 14 мм при оснащении пластинами по ГОСТ
19057-80 (в ред. 1991 г.). Основные параметры фрез указаны в
табл. 8.4.
8.4. Основные конструктивные параметры дисковых фрез
Размеры, мм
Диаметр
фрезы
£>ф
100
125
160
200
250
Диаметр по-
садочного
отверстия d
27
32
40
50
60
Ширина
фрезы В
14...18
16
14...28
16...32
14...28
Число
зубьев z
3
4
4;
6
4;
6
6; 8
Число
пластин
п
6
8
8; 12
8; 12
12;
16
Примечание. На одном зубе расположены СМП, сме-
щенные по ширине В.
298 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
Рис. 8.17. Трехсторонняя фреза с механическим
креплением ромбических СМП
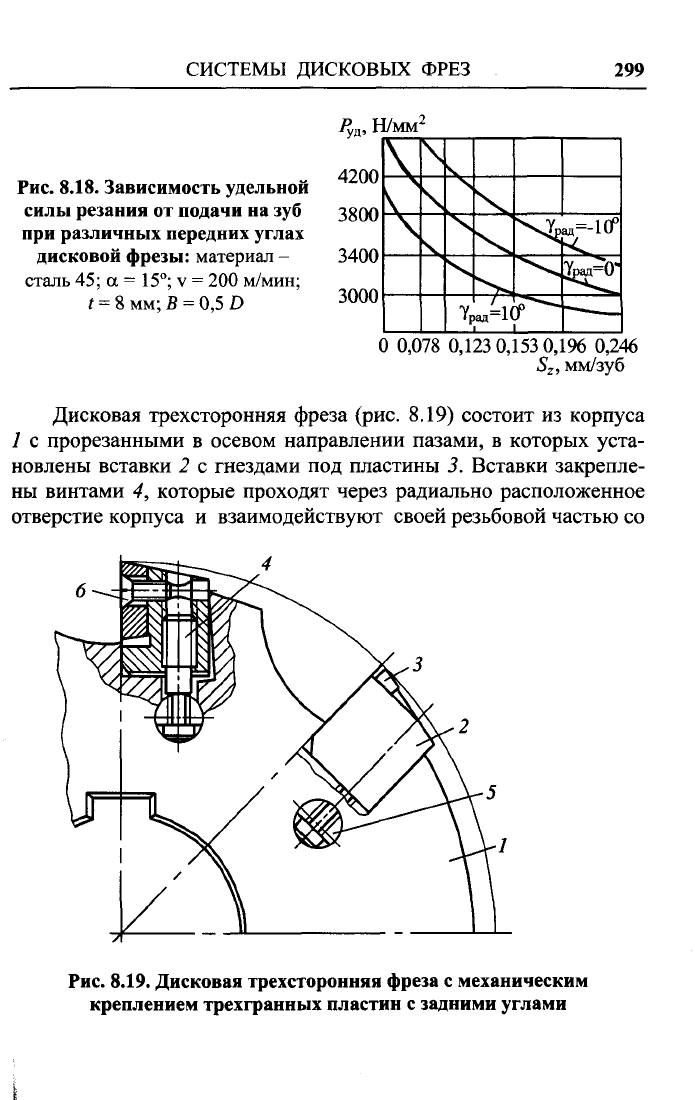
Ведущие зарубежные фирмы выпускают дисковые фрезы с
механическим креплением ромбических и трехгранных пластин с
задними углами а = 11 и 14° для создания положительных перед-
них углов (ур
ад
= 0°;
Yoc
=
5°). Это объясняется тем, что наличие от-
рицательных передних углов приводит к увеличению удельной
силы резания Р
уд
(рис. 8.18) и соответствующему увеличению по-
требляемой мощности.
Анализ показывает, что для дисковых фрез наиболее прием-
лемой и экономичной является трехгранная позитивная СМП с
зачищающими фасками. Анализ схемы расположения СМП в
трехсторонних фрезах показывает, что при использовании двух
типоразмеров трехгранных пластин с диаметром вписанной ок-
ружности 9,525 и 12,7 мм может быть обеспечена ширина фрез
В
=
16.
..36 мм.
СИСТЕМЫ ДИСКОВЫХ ФРЕЗ
299
Рис.
8.18. Зависимость удельной
силы резания от подачи на зуб
при различных передних углах
дисковой фрезы: материал -
сталь 45; а = 15°; v = 200 м/мин;
t
= 8
мм;
В
=
0,5
D
Ц
а
,
Н/мм
2
4200
3800
3400
3000
V^n
1 1
ад
=-10°
2W=0"
0 0,078 0,123 0,153
0,1%
0,246
S
z
, мм/зуб
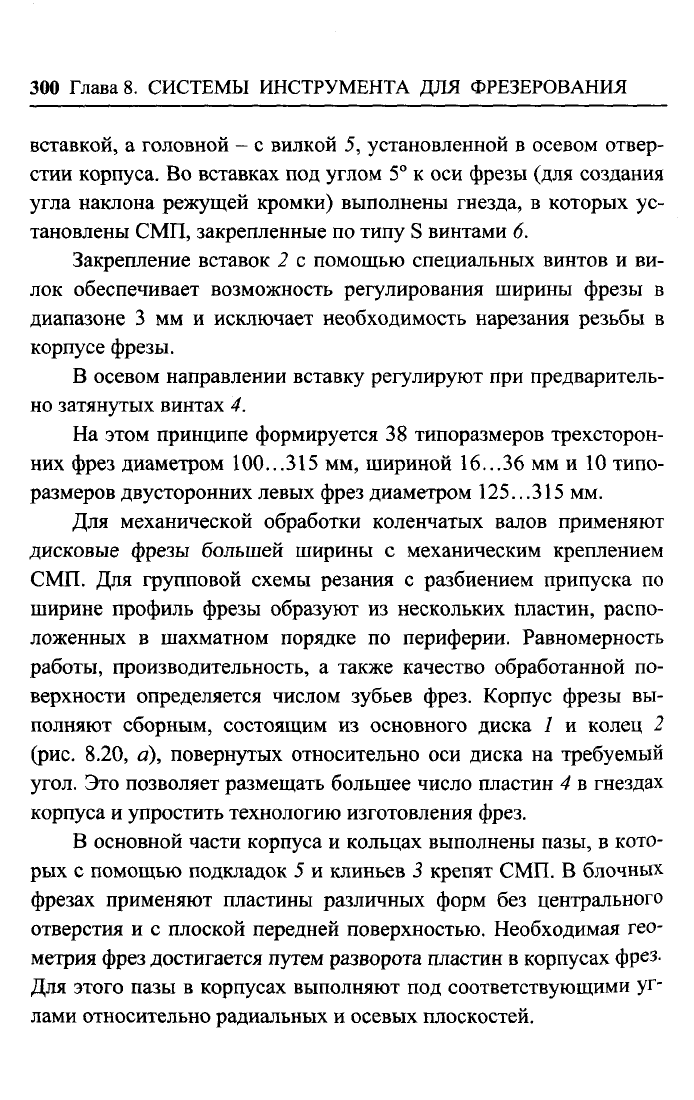
Дисковая трехсторонняя фреза (рис. 8.19) состоит из корпуса
1 с прорезанными в осевом направлении пазами, в которых уста-
новлены вставки 2 с гнездами под пластины 3. Вставки закрепле-
ны винтами 4, которые проходят через радиально расположенное
отверстие корпуса и взаимодействуют своей резьбовой частью со
Рис. 8.19. Дисковая трехсторонняя фреза с механическим
креплением трехгранных пластин с задними углами
L
300 Глава 8. СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ФРЕЗЕРОВАНИЯ
вставкой, а головной - с вилкой 5, установленной в осевом отвер-
стии корпуса. Во вставках под углом 5° к оси фрезы (для создания
угла наклона режущей кромки) выполнены гнезда, в которых ус-
тановлены СМП, закрепленные по типу S винтами 6.
Закрепление вставок 2 с помощью специальных винтов и ви-
лок обеспечивает возможность регулирования ширины фрезы в
диапазоне 3 мм и исключает необходимость нарезания резьбы в
корпусе фрезы.
В осевом направлении вставку регулируют при предваритель-
но затянутых винтах 4.
На этом принципе формируется 38 типоразмеров трехсторон-
них фрез диаметром 100...315 мм, шириной 16...36 мм и 10 типо-
размеров двусторонних левых фрез диаметром
125..
.315
мм.
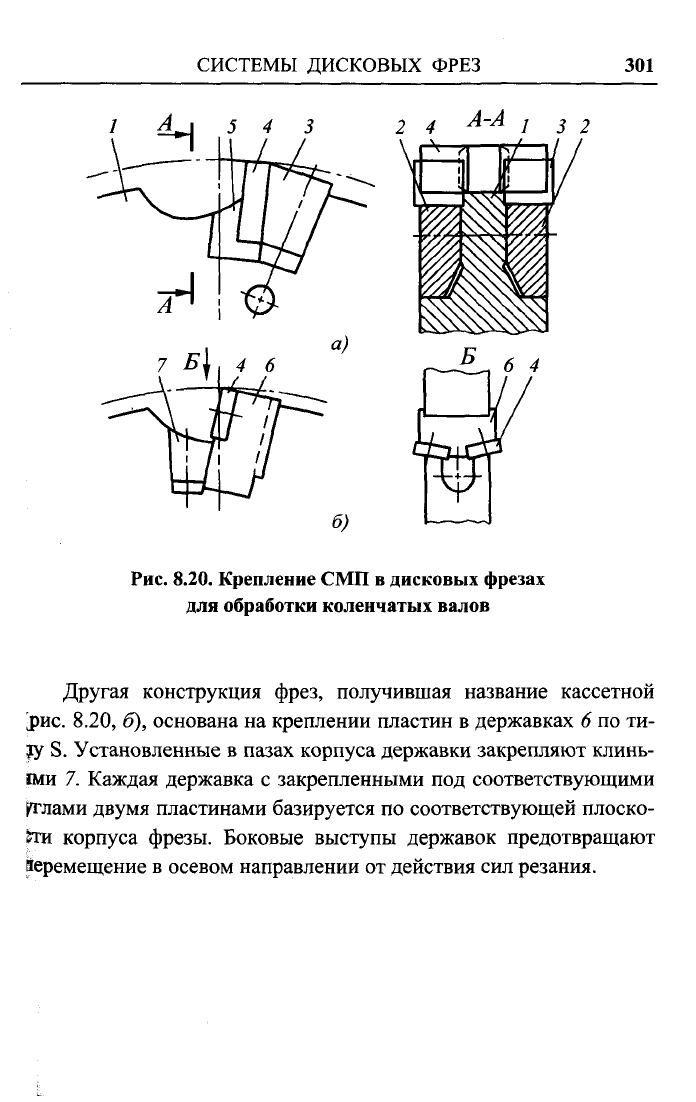
Для механической обработки коленчатых валов применяют
дисковые фрезы большей ширины с механическим креплением
СМП. Для групповой схемы резания с разбиением припуска по
ширине профиль фрезы образуют из нескольких Пластин, распо-
ложенных в шахматном порядке по периферии. Равномерность
работы, производительность, а также качество обработанной по-
верхности определяется числом зубьев фрез. Корпус фрезы вы-
полняют сборным, состоящим из основного диска 1 и колец 2
(рис.
8.20, а), повернутых относительно оси диска на требуемый
угол. Это позволяет размещать большее число пластин 4 в гнездах
корпуса и упростить технологию изготовления фрез.
В основной части корпуса и кольцах выполнены пазы, в кото-
рых с помощью подкладок 5 и клиньев 3 крепят СМП. В блочных
фрезах применяют пластины различных форм без центрального
отверстия и с плоской передней поверхностью. Необходимая гео-
метрия фрез достигается путем разворота пластин в корпусах фрез.
Для этого пазы в корпусах выполняют под соответствующими уг-
лами относительно радиальных и осевых плоскостей.
СИСТЕМЫ ДИСКОВЫХ ФРЕЗ
301
Рис. 8.20. Крепление СМП
в
дисковых фрезах
для обработки коленчатых валов
Другая конструкция фрез, получившая название кассетной
рис.
8.20, б), основана на креплении пластин в державках 6 по та-
гу S. Установленные в пазах корпуса державки закрепляют клинь-
ши 7. Каждая державка с закрепленными под соответствующими
углами двумя пластинами базируется по соответствующей плоско-
сти корпуса фрезы. Боковые выступы державок предотвращают
Перемещение в осевом направлении от действия сил резания.
Глава 9
СИНТЕЗ ВЫСОКОЭФФЕКТИВНОЙ
ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ
Традиционный метод проектирования инструмента требует
высоких стоимостных и временных затрат и, несмотря на это, не
обладает возможностью системного решения задач конструирова-
ния. Как правило, он базируется на предыдущем опыте конструк-
тора с привлечением информационных источников на уровне
стандартов и нормалей. Использование технической информации
зарубежных фирм и патентов затруднительно из-за отсутствия в
них указаний о технологии изготовления и об организации произ-
водства.
9.1.
Автоматизированное проектирование
инструментальной системы
Автоматизированное проектирование инструментальной сис-
темы осуществляется на базе унифицированных нормализованных
проектных решений, описание которых хранится в серверах ЭВМ.
В состав постоянно запоминаемой информации входят библиотека
конструктивных элементов (БКЭ), библиотека типовых изображе-
ний (БТИ), каталог данных об оборудовании (КДО), нормативно-
справочные материалы (НСМ), спецификационные массивы
(СПМ), данные о материалах и технологических решениях (ДМТ).
Укрупненная схема автоматизированного проектирования инстру-
ментальной системы представлена на
рис.
9.1.
Задачей автоматизированного проектирования является полу-
чение комплекта технологических документов, включающих сбо-
рочные чертежи компоновок инструментов, рабочие чертежи вхо-
дящих режущих инструментов, чертежи базисных агрегатов и