Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

СИСТЕМЫ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА 263
Растяжение Сжатие
Рис.
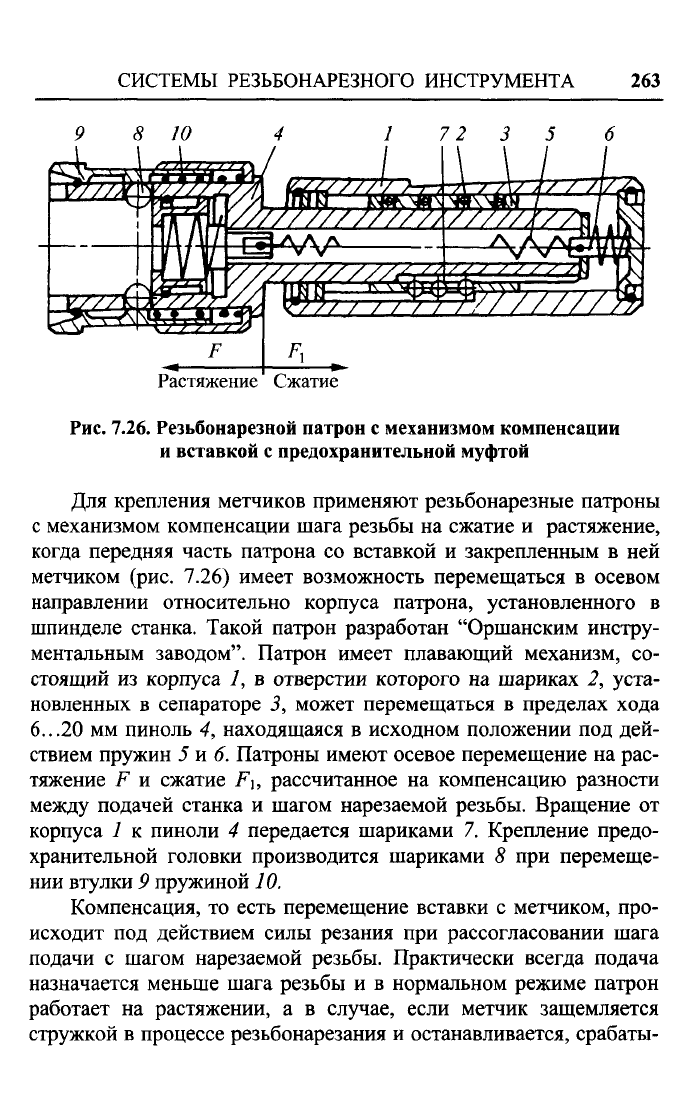
7.26. Резьбонарезной патрон с механизмом компенсации
и вставкой с предохранительной муфтой
Для крепления метчиков применяют резьбонарезные патроны
с механизмом компенсации шага резьбы на сжатие и растяжение,
когда передняя часть патрона со вставкой и закрепленным в ней
метчиком (рис. 7.26) имеет возможность перемещаться в осевом
направлении относительно корпуса патрона, установленного в
шпинделе станка. Такой патрон разработан "Оршанским инстру-
ментальным заводом". Патрон имеет плавающий механизм, со-
стоящий из корпуса 1, в отверстии которого на шариках 2, уста-
новленных в сепараторе 3, может перемещаться в пределах хода
6...20
мм пиноль 4, находящаяся в исходном положении под дей-
ствием пружин 5 и 6. Патроны имеют осевое перемещение на рас-
тяжение F и сжатие F\, рассчитанное на компенсацию разности
между подачей станка и шагом нарезаемой резьбы. Вращение от
корпуса 1 к пиноли 4 передается шариками 7. Крепление предо-
хранительной головки производится шариками 8 при перемеще-
нии втулки 9 пружиной 10.
Компенсация, то есть перемещение вставки с метчиком, про-
исходит под действием силы резания при рассогласовании шага
подачи с шагом нарезаемой резьбы. Практически всегда подача
назначается меньше шага резьбы и в нормальном режиме патрон
работает на растяжении, а в случае, если метчик защемляется
стружкой в процессе резьбонарезания и останавливается, срабаты-
264 Глава
7.
СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОТВЕРСТИИ
вает предохранительная муфта. Метчик при этом не имеет про-
дольного перемещения, а так как подача станка не выключена, то
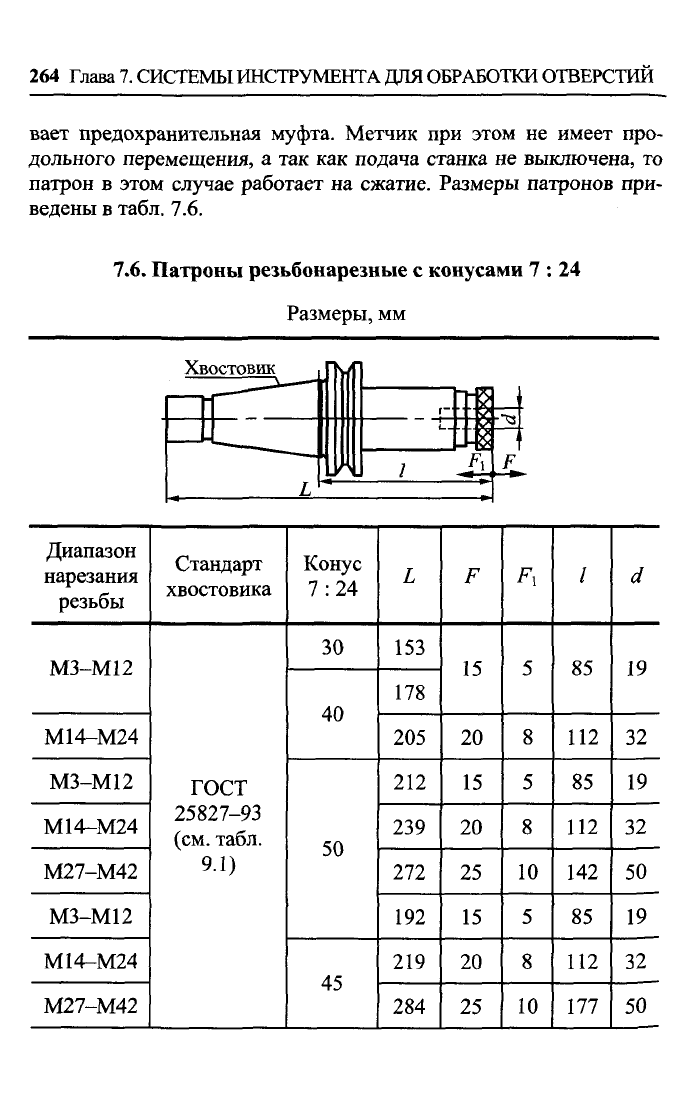
патрон в этом случае работает на сжатие. Размеры патронов при-
ведены в табл. 7.6.
7.6. Патроны резьбонарезные с конусами 7 : 24
Размеры, мм
Хвостовик
Диапазон
нарезания
резьбы
МЗ-М12
М14-М24
МЗ-М12
М14-М24
М27-М42
МЗ-М12
М14-М24
М27-М42
Стандарт
хвостовика
ГОСТ
25827-93
(см.
табл.
9.1)
Конус
7:24
30
40
50
45
L
153
178
205
212
239
272
192
219
284
F
15
20
15
20
25
15
20
25
Fi
5
8
5
8
10
5
8
10
/
85
112
85
112
142
85
112
177
d
19
32
19
32
50
19
32
50
СИСТЕМЫ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА 265
Окончание табл. 7.6
Диапазон
нарезания
резьбы
МЗ-М12
М14-М24
МЗ-М12
М14-М24
М27-М42
МЗ-М12
М14-М24
М27-М42
Стандарт
хвостовика
ИСО
7388/1,
DIN
69871 (см.
табл. 9.1)
Конус
7:24
30
40
50
45
L
168
193
215
227
249
282
183
205
260
F
15
20
15
20
25
15
20
25
F
x
5
8
5
8
10
5
8
10
/
100
122
100
122
155
100
122
177
d
19
32
19
32
50
19
32
50
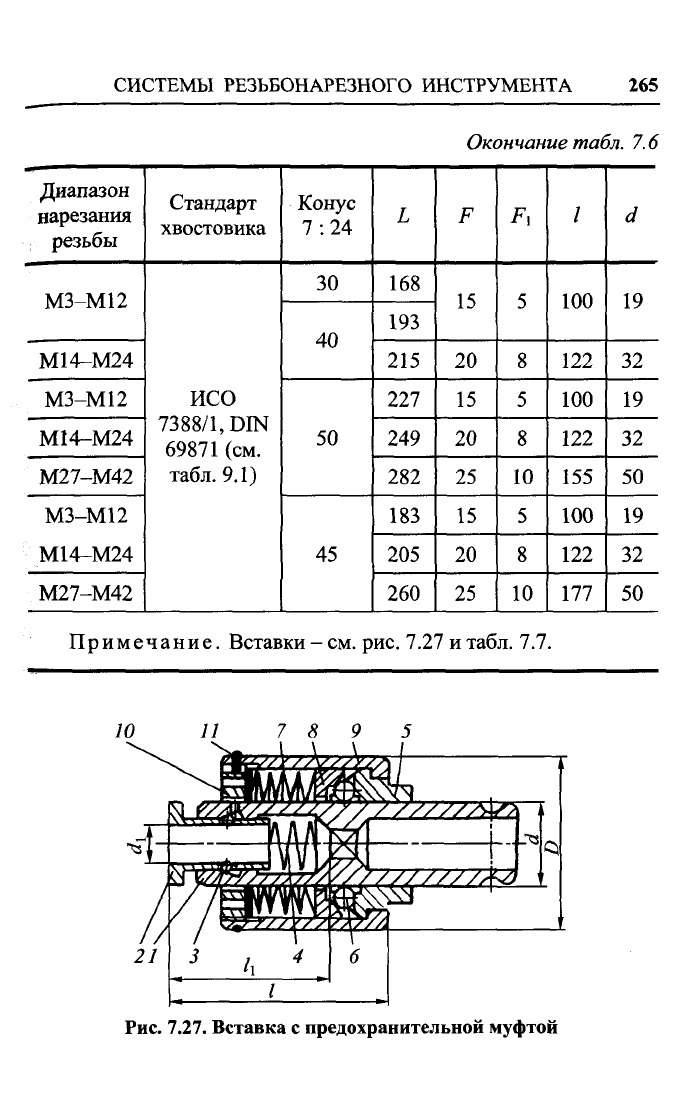
Примечание. Вставки-см. рис. 7.27 итабл. 7.7.
10 11 7 8 9 5
Рис. 7.27. Вставка с предохранительной муфтой
266 Глава
7.
СИСТЕМЫ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
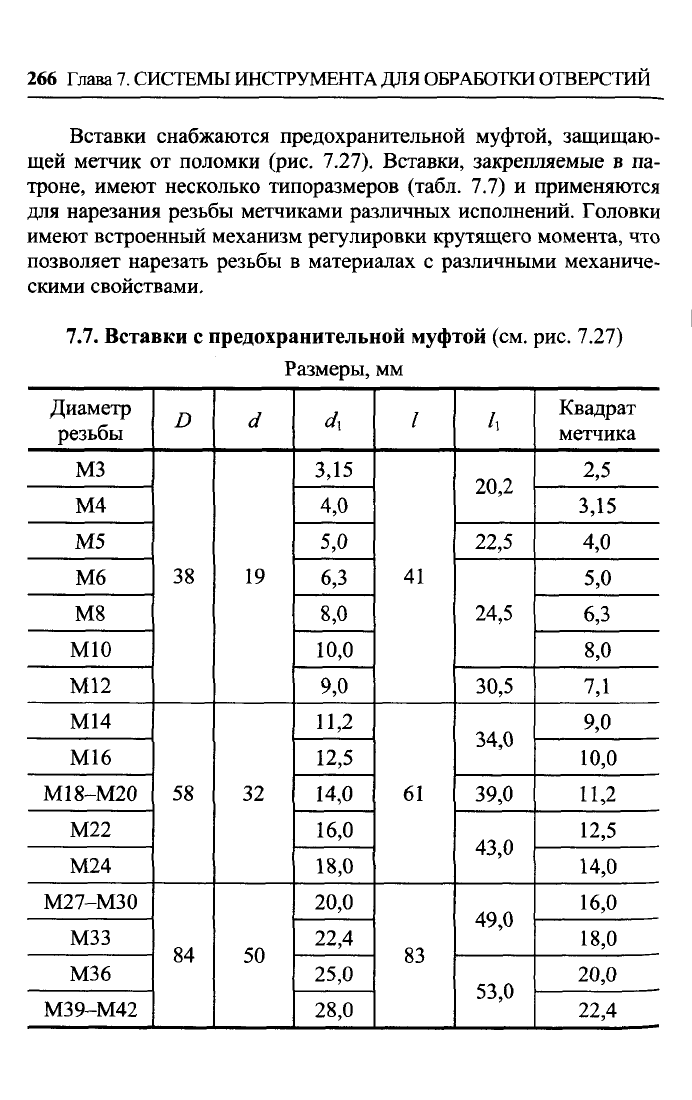
Вставки снабжаются предохранительной муфтой, защищаю-
щей метчик от поломки (рис. 7.27). Вставки, закрепляемые в па-
троне, имеют несколько типоразмеров (табл. 7.7) и применяются
для нарезания резьбы метчиками различных исполнений. Головки
имеют встроенный механизм регулировки крутящего момента, что
позволяет нарезать резьбы в материалах с различными механиче-
скими свойствами.
7.7. Вставки с предохранительной муфтой (см. рис. 7.27)
Размеры, мм
Диаметр
резьбы
МЗ
М4
М5
Мб
М8
М10
М12
М14
М16
М18-М20
М22
М24
М27-М30
МЗЗ
М36
М39-М42
D
38
58
84
d
19
32
50
d
x
3,15
4,0
5,0
6,3
8,0
10,0
9,0
11,2
12,5
14,0
16,0
18,0
20,0
22,4
25,0
28,0
/
41
61
83
h
20,2
22,5
24,5
30,5
34,0
39,0
43,0
49,0
53,0
Квадрат
метчика
2,5
3,15
4,0
5,0
6,3
8,0
7,1
9,0
10,0
11,2
12,5
14,0
16,0
18,0
20,0
22,4
СИСТЕМЫ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА 267
Метчик устанавливается в квадратное отверстие корпуса 1 и
втулку 2. Зажим метчика осуществляется шариками 3 при пере-
мещении втулки 2 пружиной 4. Крутящий момент к корпусу 1 пе-
редается поводком 5 через шарики 6, поджатые тарельчатыми
пружинами
7
и кольцом 8 в лунки корпуса. Регулировка крутящего
момента обеспечивается изменением величины деформации та-
рельчатых пружин
7
гайкой 10.
При неправильной регулировке крутящего момента во время
нарезания резьбы в глухих отверстиях возможно появление треска
в головке, что сигнализирует о недостаточно отрегулированном
крутящем моменте при упоре метчика в дно отверстия.
При достижении момента резания больше отрегулированного
происходит остановка корпуса 1 вследствие проворачивания по-
водка 5 и выжима шариков 6 из лунок корпуса.
Регулировку крутящего момента производят путем вращения
гайки 10 ключом для регулировки крутящего момента, гайка после
этого обязательно должна быть зафиксирована замковым кольцом
11 в кожухе 9.
От патронов с компенсацией можно отказаться, если исполь-
зовать метод синхронного нарезания резьбы. В этом случае систе-
ма ЧПУ должна решать две задачи:
а) поддерживать синхронизацию скорости подачи шпинделя и
Частоты его вращения на всей глубине резьбы;
б) не допускать «перебега» метчика в конце нарезания при ос-
тановке и реверсе шпинделя за счет начала замедления вращения
Щпинделя до момента остановки в точно запрограммированное
время.
Практически любая современная система ЧПУ имеет функ-
цию синхронного нарезания резьбы. Тем не менее, полной син-
хронизации между частотой вращения шпинделя и скоростью по-
рачи при увеличении частот вращения шпинделя более 10...
Й.2
тыс. мин
_1
добиться не удается, что приводит к снижению стой-
кости метчиков и ухудшению качества резьбы. Это вызвано зати-
268
Глава
7.
СИСТЕМЫ
ИНСТРУМЕНТА
ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
ранием метчика при обратном ходе с образованием наклепа на ре-
жущих кромках, после чего усилие нарезания возрастает более чем
в 2 раза. Для уменьшения наклепа на режущих кромках метчика
применяют резьбонарезные патроны с минимальной компенсаци-
ей,
которые позволяют:
а) компенсировать минимальное рассогласование между син-
хронным вращением шпинделя и шагом резьбы;
б) уменьшить осевые нагрузки на боковые грани метчика,
увеличивая стойкость;
в) избежать затирания резьбы и образования наклепа на ре-
жущих кромках при обратном ходе метчика;
г) распределить осевые нагрузки равномерно при прямом и
обратном ходе метчика и уменьшить пиковые нагрузки при реверсе;
д) использовать внутренний подвод СОЖ через шпиндель
станка давлением до 5 МПа.
Когда резьбонарезание является лимитирующей операцией
при обработке корпусных деталей с большим количеством резьбо-
вых отверстий нескольких типоразмеров, применяют резьбонарез-
ные патроны с автоматическим переключением направления вра-
щения, выпускаемые фирмами Otto Bilz, EMUGE и TAPMATIK.
Эти патроны позволяют реверсировать вращение метчика без ре-
верса шпинделя станка даже при частоте вращения шпинделя по-
рядка 400 мин
-1
.
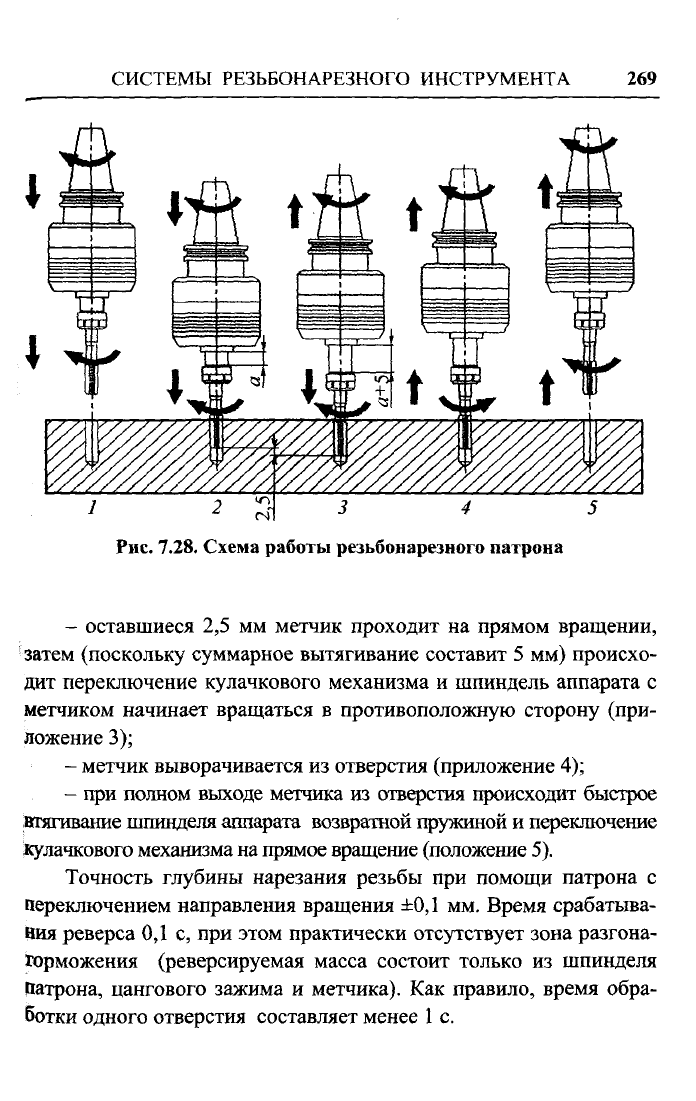
Шпиндель патрона (рис. 7.28) имеет возможность осевого пе-
ремещения. При вытягивании шпинделя на 5 мм происходит пере-
ключение кулачкового механизма и направление вращения шпин-
деля патрона меняется на противоположное. При возвращении
шпинделя патрона в исходное положение встроенной пружиной,
кулачковый механизм переключает вращение на прямое. Цикл на-
резания резьбы выглядит следующим образом.
- после выключения вращения осуществляется перемещение
метчика на прямом ходу и нарезается резьба (положение 1);
- за 2,5 мм до достижения заданной глубины резьбы подача
переключается на обратную (положение 2);
СИСТЕМЫ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА 269
Рис.
7.28. Схема работы резьбонарезного патрона
- оставшиеся 2,5 мм метчик проходит на прямом вращении,
затем (поскольку суммарное вытягивание составит 5 мм) происхо-
дит переключение кулачкового механизма и шпиндель аппарата с
метчиком начинает вращаться в противоположную сторону (при-
ложение 3);
- метчик выворачивается из отверстия (приложение 4);
- при полном выходе метчика из отверстия происходит быстрое
втягивание шпинделя аппарата возвратной пружиной и переключение
кулачкового механизма на прямое вращение (положение 5).
Точность глубины нарезания резьбы при помощи патрона с
переключением направления вращения ±0,1 мм. Время срабатыва-
ния реверса 0,1 с, при этом практически отсутствует зона разгона-
Горможения (реверсируемая масса состоит только из шпинделя
Патрона, цангового зажима и метчика). Как правило, время обра-
ботки одного отверстия составляет менее
1
с.
270 Глава
7.
СИСТЕМЫ
ИНСТРУМЕНТА
ДЛЯ ОБРАБОТКИ
ОТВЕРСТИЙ
На современном оборудовании, имеющем возможность
управления одновременно по трем координатам, применяют резь-
бофрезерование, которое обеспечивает следующие преимущества:
а) простота конструкции вспомогательного инструмента;
б) возможность одним инструментом обрабатывать как пра-
вые,
так и левые резьбы, как внутренние, так и наружные незави-
симо от диаметра резьбы;
в) возможность при поломке легко извлечь фрезу из отверстия,
так как она имеет размеры меньшие, чем отверстие под резьбу;
г) получение любого класса точности и характера сопряжения
резьбы одним инструментом;
д) нарезание резьбы полного профиля в глухом отверстии
практически до дна, исключая необходимость сверления отверстия
на 3...4 шага глубже для размещения витков резьбы неполного
профиля на рабочем конусе метчика или растачивания канавки для
выхода резьбы.
Резьбофрезерованием хорошо обрабатываются отливки из се-
рого и высокопрочного чугуна, отливки из алюминиевых сплавов,
стали с пределом прочности до 1400 Н/мм
2
, коррозионно-стойкие
стали и титан.
Наиболее эффективно попутное резьбофрезерование, которое
обеспечивает более низкие усилия резания, лучшее стружкообра-
зование, лучшее качество обработанной поверхности и большую
стойкость инструмента. При резьбофрезерованин образуется очень
мелкая стружка, которая легко удаляется потоком охлаждающей
жидкости, подаваемой в зону обработки через шпиндель станка и
центральное отверстие в инструменте.
Цельные резьбовые фрезы из твердого сплава производят
фирмы: Sandvik Coromant, TITEX Plus, EMUGE, GUHRTNG,
Keimametal, DIXI и др. Резьбовые фрезы с СРП из твердого сплава
производят Kennametal, FETTE, EMUGE, VARDEX. Резьбовые
фрезы позволяют надежно обрабатывать резьбы от М10 (табл. 7.8).
СИСТЕМЫ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА 271
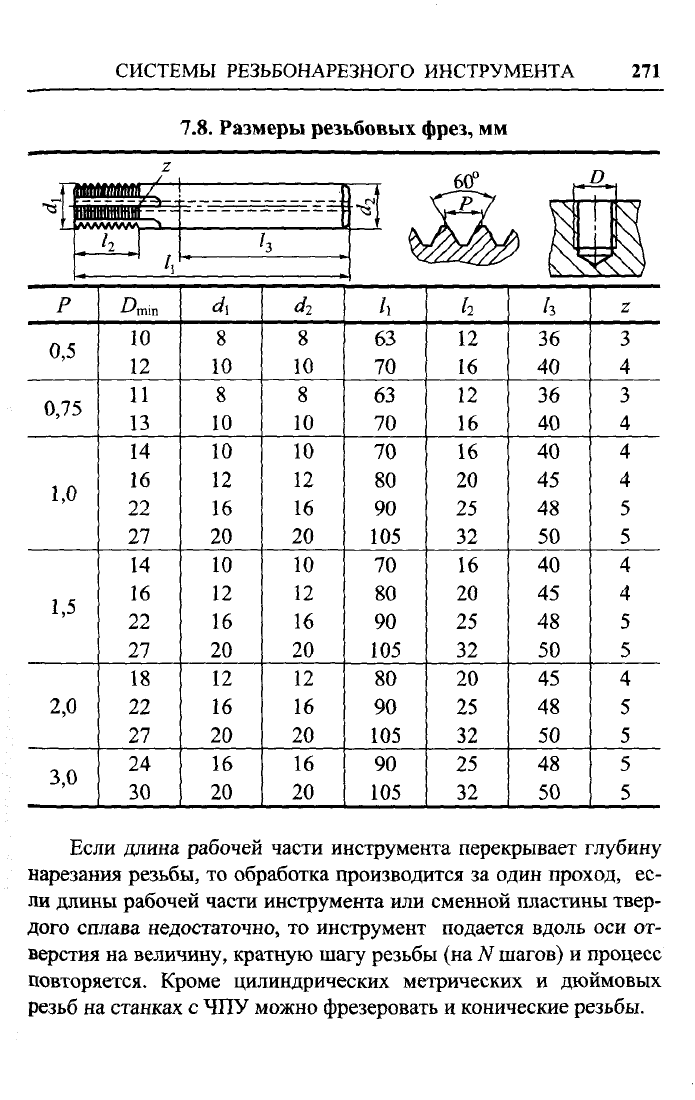
7.8. Размеры резьбовых фрез, мм
,
43
шт/
•!
h ,
Г
'«
р
0,5
0,75
1,0
1,5
2,0
3,0
•^Лшп
10
12
11
13
14
16
22
27
14
16
22
27
18
22
27
24
30
4
8
10
8
10
10
12
16
20
10
12
16
20
12
16
20
16
20
,
г
з
d
2
8
10
8
10
10
12
16
20
10
12
16
20
12
16
20
16
20
«i
h
63
70
63
70
70
80
90
105
70
80
90
105
80
90
105
90
105
*СлУ
h
12
16
12
16
16
20
25
32
16
20
25
32
20
25
32
25
32
9
ft±
N1
^
(О^Жхч
к
36
40
36
40
40
45
48
50
40
45
48
50
45
48
50
48
50
z
3
4
3
4
4
4
5
5
4
4
5
5
4
5
5
5
5
Если длина рабочей части инструмента перекрывает глубину
нарезания резьбы, то обработка производится за один проход, ес-
ли длины рабочей части инструмента или сменной пластины твер-
дого сплава недостаточно, то инструмент подается вдоль оси от-
верстия на величину, кратную шагу резьбы (на N шагов) и процесс
повторяется. Кроме цилиндрических метрических и дюймовых
резьб на станках с ЧПУ можно фрезеровать и конические резьбы.
272 Глава
7.
СИСТЕМЫ
ИНСТРУМЕНТА
ДЛЯ ОБРАБОТКИ
ОТВЕРСТИЙ
I
'"~~L-"'
'
ЛР
,
±Р
4^
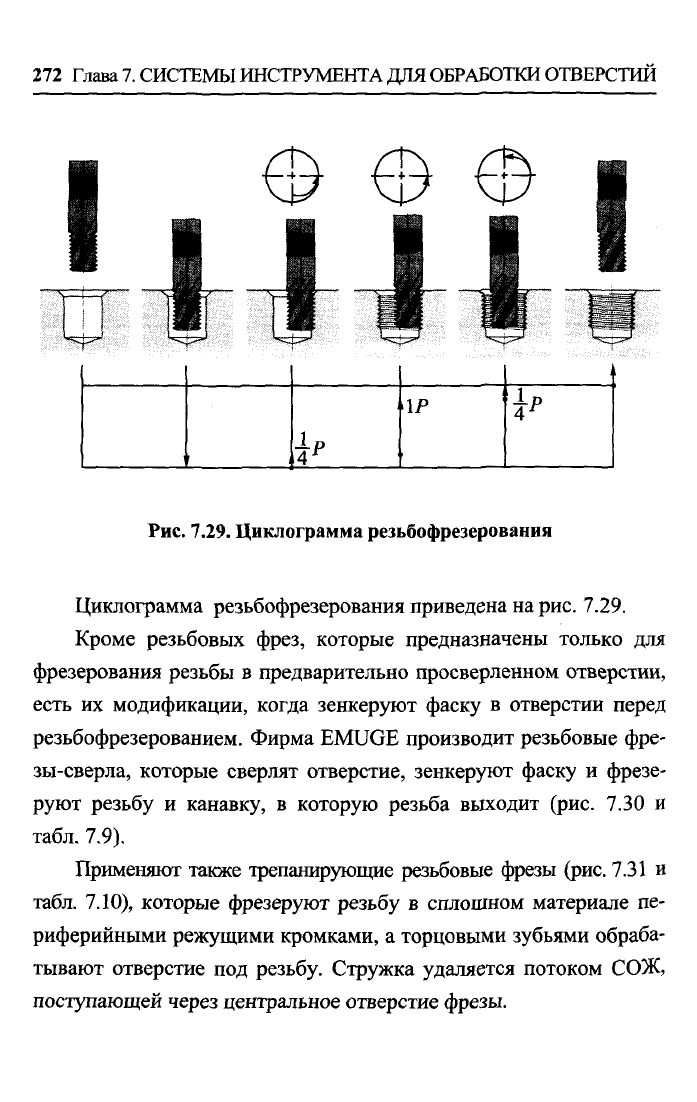
Рис.
7.29. Циклограмма резьбофрезерования
Циклограмма резьбофрезерования приведена на
рис.
7.29.
Кроме резьбовых фрез, которые предназначены только для
фрезерования резьбы в предварительно просверленном отверстии,
есть их модификации, когда зенкеруют фаску в отверстии перед
резьбофрезерованием. Фирма EMUGE производит резьбовые фре-
зы-сверла, которые сверлят отверстие, зенкеруют фаску и фрезе-
руют резьбу и канавку, в которую резьба выходит (рис. 7.30 и
табл. 7.9).
Применяют также трепанирующие резьбовые фрезы (рис. 7.31 и
табл. 7.10), которые фрезеруют резьбу в сплошном материале пе-
риферийными режущими кромками, а торцовыми зубьями обраба-
тывают отверстие под резьбу. Стружка удаляется потоком СОЖ,
поступающей через центральное отверстие фрезы.