Maass P., Peissker P. (ред.) Handbuch Feuerverzinken
Подождите немного. Документ загружается.


Große Werkstoffdicken erfordern in der Regel auch eine längere Tauchdauer im
Zinkbad. Das Profil mit der größten Werkstoffdicke entscheidet stets über die
Tauchdauer des gesamten Bauteils. Optimal für das Feuerverzinken sind daher
Werkstücke aus Profilen, die eine gleiche oder nahezu gleiche Werkstoffdicke
aufweisen. Große Unterschiede in der Materialdicke sollten möglichst vermieden
werden.
Sie führen zwangsläufig zu großen Unterschieden in der Ausdehnungszeit bzw.
Abkühlzeit und damit zu unvermeidbaren zusätzlichen Spannungen (Möglichkeit
von Verzug, Rissbildung).
Dickenunterschiede von direkt miteinander verschweißten Konstruktionsteilen
sollten das 2,5-fache möglichst nicht überschreiten. Bei größeren Materialstärken
(ab ca. 25 mm) ist der Faktor auf 1,5 bis 2 zu reduzieren. Das Gleiche gilt bei
schweißintensiven Konstruktionen.
Grundsätzlich gilt: Eigenspannungen, die bei der Herstellung der Stahlkon-
struktionen entstehen (verschiedene Fertigungsprozesse wie Schweißen, Brenn-
schneiden, Kaltumformen, Stanzen usw.) sind nur abzuschätzen. Das plastische
Dehnungsvermögen der Baustähle erlaubt es auch auf eine genaue Bestimmung zu
verzichten. Voraussetzung aber ist, dass die Werkstoffauswahl hinsichtlich seiner
Zähigkeit unter Berücksichtigung der Bauteilabmessung und der Einsatztempe-
ratur entsprechend der DASt-Richtlinie 009 und der prEN 1993–1-10 erfolgt.
Bei zu verzinkenden Bauteilen muss besonders darauf geachtet werden, dass die
Eigenspannungen möglichst gering bleiben. Durch konstruktive Maßnahmen und
durch geeignete Fertigung der Konstruktionen wird dies in der Regel erreicht.
Hinsichtlich der maximalen Bauteilabmessungen und der jeweiligen Stückge-
wichte muss eine frühzeitige Abstimmung mit dem Feuerverzinkungsunter-
nehmen erfolgen.
7.5.2
Oberflächenvorbereitung
Konstruktionen aus Profilstahl werden im Allgemeinen unbehandelt in die
Feuerverzinkerei geliefert, wo die zum Feuerverzinken erforderliche Vorbereitung
im Regelfall erfolgt. Allerdings sind normgemäß Verunreinigungen, die nicht durch
Beizen oder Entfetten zu entfernen sind (z. B. Beschichtungen, Schweißschlacken
usw.), vom Anlieferer zuvor zu entfernen. Im Rahmen der Fertigung im
Stahlbaubetrieb werden Konstruktionen im Allgemeinen gestrahlt. Hierbei ist
darauf zu achten, dass Rückstände des Strahlmittels von der Konstruktion (z. B. aus
Ecken und Vertiefungen, Taschen, Profilen und Hohlkonstruktionen) vollständig
entfernt werden müssen.
Bei Brennschnittkanten, insbesondere bei plasmageschnittenen Werkstückkan-
ten, kann es im Bereich der Schnittflächen zu VeränderungeninderWerkstoff-
oberfläche kommen (z. B. Entkohlung). Diese Veränderungen können auch eine
veränderte Eisen-Zink-Reaktion zur Folge haben, mit dem Ergebnis, dass sich
Zinküberzüge ausbilden, deren Dicke unter den geforderten Normwerten liegt. In
solchen Fällen kann es erforderlich werden, die Brennschnittflächen mindestens
0,1 mm abzuarbeiten, z. B. durch Schleifen.
7 Feuerverzinkungsgerechtes Konstruieren und Fertigen
270

7.5.3
Überlappungen
Überlappungsflächen sind aus Gründen des Korrosionsschutzes nach Möglichkeit
zu vermeiden. In die entstehende Spalte kann Flüssigkeit aus den Vorbehandungs-
bädern eindringen, die beim Tauchen in die Zinkschmelze bzw. während des
„Abkochvorganges“ im Zinkbad explosionsartig verdampft. Dabei können an
Bauteilen und der gesamten Verzinkungsanlage großeSchäden entstehen. Klein-
flächige Überlappungen sind ringsum dicht zu verschweißen.
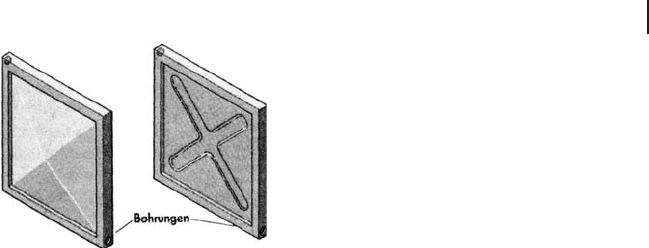
Werden großflächige Überlappungen erforderlich (z. B. bei zusätzlichen Gurt-
lamellen) sollten daher Entlastungsbohrungen mindestens auf einer Seite des
überlappenden Bleches angeordnet werden, um den durch die Erwärmung der Luft
und Feuchtigkeit im Spalt zwischen den Lamellen entstehenden Überdruck
vermeiden zu können. Je nach GrößeundDickederÜberlappungsbleche sind
ein oder mehrere Entlastungsbohrungen/Entlastungsöffnungen in den Über-
lappungsblechen anzubringen [7.17].
Die während der Vorbehandlung in die Überlappungen eingetretenen Flüssig-
keiten werden im Trockenofen aufgetrocknet bzw. verdampfen im Zinkbad.
Restsalze verbleiben jedoch im Überlappungsspalt zurück, es können durch im
Laufe der Zeit langsam austretende Stoffe Korrosionsprobleme auftreten.
Ein geplantes Zuschweißen der Entlastungsbohrungen/Entlastungsöffnungen
mit nachfolgender Ausbesserung der beschädigten Zinkschicht ist möglich und zu
empfehlen (in Abstimmung mit dem Auftraggeber).
7.5.4
Freischnitte und Durchflussöffnungen
Grundsatz: Je schneller die Stahlkonstruktionen in das Zinkbad getaucht werden,
umso gleichmäßiger ist die Erwärmung der gesamten Konstruktion, d. h. umso
kleiner sind die Spannungen, die durch zeitlich unterschiedliche Erwärmung
(Bauteillänge nicht –dicke) eintreten. Die empfohlene Eintauchgeschwindigkeit der
Stahlkonstruktion in das Zinkbad soll ca. 5 m/min. betragen. Dies setzt voraus, dass
die Stahlkonstruktion gut getrocknet ist. Alle Freischnitte und Durchflussöffnungen
müssen so groß sein, dass die erforderliche Menge an dickflüssigem Zink
durchströmen kann (das Bauteil darf nicht im Kessel aufschwimmen).
7.5 Konstruktionen aus Profilstahl
Abb. 7.10 Überlappungsflächen ggf. Dichtschweißen oder mit
Druckentlastungsöffnungen versehen
271

Kleine Öffnungen – lange Tauch- und Ziehzeit – hohe thermische Spannungen
Große Öffnungen – kurze Tauch- und Ziehzeit – kleine thermische Spannungen
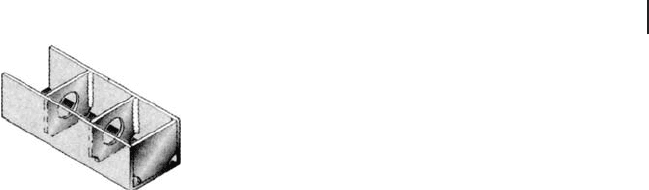
Bei U-förmigen Konstruktionen z. B. flach liegenden Doppel-T-Profilen, die in die
Rippen bzw. Stegbleche eingeschweißt sind, treten bei nicht genügend großen
Durchflussöffnungen Probleme sowohl in den Vorbehandlungsbädern als auch im
Zinkbad auf (Beizfehler, Verzinkungsfehler, Aschereste, Hartzinkanhäufungen).
Die Verweilzeiten im Zinkbad erhöhen sich unnötig.
Um Konstruktionen aus Profilstahl in guter Qualität feuerverzinken zu können,
sind Verstärkungen, Schottbleche oder ähnliches mit Freischnitten zu versehen, um
Lufttaschen und daraus resultierende Fehlstellen zu vermeiden). Da die Stahlteile
beimTauchenindieverschiedenenBehandlungsbäder in der Verzinkerei stets
schräg getaucht werden, muss die Anordnung der Öffnungen so erfolgen, dass die
Vorbehandlungsflüssigkeiten bzw. das Zink ohne Behinderung aus den Ecken und
Winkeln einer Konstruktion ein- und auslaufen können. Andernfalls werden
Vorbehandlungsflüssigkeiten und Zink mit ausgeschleppt (Abb. 7.11) oder
Lufteinschlüsse führen zu Verzinkungsfehlern.
Freischnitte und Durchflussöffnungen sollten möglichst paarweise angeordnet
werden. Freischnitte können, wie in (Abb. 7.12) am Beispiel der Aussteifungen für
U-Profile dargestellt, ausgeführt werden. Freischnitte an Stegblechen und Lamellen
sind analog auszuführen. Öffnungen zum Durchfluss der Vorbehandlungsmittel
und des flüssigen Zinks sind grundsätzlich mit einem Durchmesser > 10 mm und
größer auszuführen. Im Regelfall sollte bei Stahlbau-Konstruktionen, in Abh
ä
n-
gi
gkeit von ihrer Größe und der Anzahl vorhandener Öffnungen, ihr Durchmesser
stets > 18 mm betragen [7.4, 7.5].
Bei Rohrkonstruktionen mit dicken Kopf- und Fußplatten besteht bei zu kleinen
Bohrungen die Gefahr, dass sie beim Eintauchen in das Zinkbad zufrieren bzw. um
das zu verhindern, müssen sie sehr langsam getaucht werden (Verzug/Rissgefahr).
7 Feuerverzinkungsgerechtes Konstruieren und Fertigen
Abb. 7.11 Ausgeschöpftes Zink, das als Folge
fehlender Bohrungen in den Ecken erstarrt ist
272
Vermeidung: zusätzlich zu den Entlüftungs- und Ablaufbohrungen eine große
Öffnung in Kopf- und Fußplatte, z. B. ø =4–6xBlechdicke.
Achtung: Beim Ziehen aus dem Zinkbad fließtdasdickflüssige Zink (im
Vergleich zu Wasser) viel langsamer aus. Bei zu kleinen Öffnungen wird
unkontrollierbar Zink mit nach oben über den Badspiegel gezogen, dadurch
erhöhen sich die Gewichte enorm. Es kann zu Rissen in den Aufhängungen der
Konstruktionsteile kommen, UnfälleunddefekteTeilesinddieFolge.
7.6
Stahlblech und Stahldraht
7.6.1
Stahlblechwaren
Feuerverzinkte Stahlbleche für Dacheindeckungen, Wandverkleidungen, Schilder,
Lüftungskanäle usw. werden heute größtenteils aus kontinuierlich feuerverzinktem
Feinblech produziert (sog. Sendzimir-verzinkte Bleche). Hierbei steht das feuer-
verzinkte Blech als Halbzeug am Beginn der Fertigungslinie.
Zu den Blechwaren, die zunächst produziert und dann anschließend stückver-
zinkt werden, gehören unter anderem Müllbehälter, Schutzplanken, Fahrgestelle,
Futtertröge, Gießkannen, Eimer, Gehäuse usw.
7.6.1.1 Verbindungsverfahren
Wegen der Vielzahl der Erzeugnisse und der mannigfaltigen Bearbeitungsmöglich-
keiten kommen für die Weiterverarbeitung von Stahlblechwaren nach dem
Feuerverzinken nahezu alle herkömmlichen Verbindungsverfahren, wie zum
Beispiel Schweißen, Löten,Kleben,NietenundSchraubeninBetracht.
Die wichtigsten Kriterien bei Stahlblechwaren für ein gutes Verzinkungsergebnis
sind hierbei:
I
die Wahl eines günstigen Verbindungsverfahrens,
I
die Wahl einer zweckmäßigen Formgebung.
Das für die Herstellung von Blechwaren am häufigsten verwendete Verbindungs-
verfahren ist das Schweißen, wobei diese Verbindungen sowohl vor als auch nach
dem Verzinkungsvorgang problemlos durchgeführt werden können. Allerdings
muss beim Schweißen nach dem Feuerverzinken eine sorgfältige Ausbesserung des
7.6 Stahlblech und Stahldraht
Abb. 7.12 Freischnitte in den Ecken sind zum vollständigen Ein-
und Auslaufen des Zinks erforderlich
273

Korrosionsschutzes im Schweißbereich erfolgen, denn durch die Wärmeein-
bringung während des Schweißvorganges wird dort der Zinküberzug lokal zerstört.
Finden andere Verbindungsverfahren wie Nieten, Schrauben, Löten oder Kleben
nach dem Feuerverzinken Anwendung, sind keine besonderen Maßnahmen zu
berücksichtigen, es müssen jedoch die Einflüsse des Zinküberzuges auf das
ausgewählte Verbindungsverfahren bedacht werden (z. B. auf die Eigenschaften von
Lötverbindungen oder die Festigkeitseigenschaften von Klebverbindungen).
Bei Schraubverbindungen muss darauf geachtet werden, dass die Verbindungs-
elemente einen Korrosionsschutz besitzen, der der übrigen Konstruktion gleich-
wertig ist.
Das Kleben von Blechteilen kann grundsätzlich erst nach dem Feuerverzinken
durchgeführt werden, da zur Zeit noch keine Kleber bekannt sind, die in der
Praxisanwendung den chemischen Belastungen aus Vorbehandlung und Tempe-
raturbelastung beim Verzinkungsvorgang standhalten.
7.6.1.2 Formgebung
Stahlblechkonstruktionen sollten möglichst so ausgeführt werden, dass dem
Stahlblech bei der ErwärmunginderZinkschmelzedieMöglichkeit zur Aus-
dehnung gegeben wird. Pro laufendem Meter Blech tritt bei der Erwärmung im
Zinkbad (Temperatur ca. 450 °C) eine Wärmeausdehnung von ca. 4 bis 5 mm auf.
Durch das Schaffen von Ausdehnungsmöglichkeiten lässt sich in den meisten Fällen
ein Verziehen oder Verwerfen von Blechteilen vermeiden.
Sehr ungünstig sind Konstruktionen aus glatten Stahlblechflächen, denn die
Stabilität dieser Bleche ist recht gering. Wenn zudem noch die Ausdehnung beim
Feuerverzinken zum Beispiel durch angeschweißte Rahmen oder umlaufende
Schweißnähte behindert wird, kommt es leicht zu Verwerfungen (Abb. 7.13).
Blechen mit einem großen Biegeradius sollte daher bei der Verarbeitung der Vorzug
gegenüber glatten Blechflächen eingeräumt werden.
Lassen sich größere Stahlblechflächen nicht vermeiden, so muss man versuchen,
durch konstruktive Maßnahmen die Stabilität der Stahlblechfelder zu erhöhen.
Dieses kann durch die Formgebung geschehen, indem man zum Beispiel die Bleche
vor dem Einbau mit Sicken versieht oder die Blechtafeln diagonal leicht abkantet
(Abb. 7.14).
7 Feuerverzinkungsgerechtes Konstruieren und Fertigen
Abb. 7.13 Verzug an einer großflächigen Blech-
konstruktion als Folge fehlender Ausdehnungs-
möglichkeiten
274
Grundsatz: Stahlblechkonstruktionen erwärmen sich aufgrund der geringen
Materialstärke beim Eintauchen in das Zinkbad sehr schnell, deshalb muss die
Eintauchgeschwindigkeit sehr hoch sein. Voraussetzung hierfüristjedoch,dassdie
Konstruktionen gut getrocknet sind und die Ein-/Auslauföffnungen groß genug
sind.
Es ist davon abzusehen, durch das Aufschweißen von Versteifungsstegen den
Stahlblechen mehr Stabilität zu verleihen. Im Regelfall ist der Gewinn an Steifigkeit
relativ gering, die Verwerfungen beim Feuerverzinken nehmen jedoch aufgrund der
zusätzlichen Schweißeigenspannungen eher noch zu. Sowohl unterschiedliche
MaterialstärkenvonRahmenundFüllung als auch mit dem Rahmen durchgehend
verschweißte Stahlblechfüllungen führen zum Verzug.
Vermeidung: Füllung nicht einschweißen sondern schrauben.
7.6.2
Drahtwaren
Draht für Zaunanlagen (Maschendraht) oder Drahtgeflechte werden in der Regel in
automatisch arbeitenden Verzinkungsanlagen als Halbzeug feuerverzinkt und erst
anschließend zum fertigen Produkt weiterverarbeitet. Drahtwaren, die stückverzinkt
werden, sind dagegen in der Landwirtschaft und im Zaunbau bei speziellen
Zaunsystemen (z. B. Doppelstabmatten) anzutreffen.
Neben der Verwendung eines zum Feuerverzinken geeigneten Werkstoffes sind
keine besonderen Maßnahmen bei der Konstruktion von Bauteilen im Hinblick auf
das Feuerverzinken zu beachten. Man muss jedoch daran denken, dass manche
Drähte ihre Festigkeit erst durch eine Kaltverfestigung erhalten. Bei Verwendung
ungeeigneter Stahldraht-Werkstoffe mit einer erheblichen Kaltverfestigung kann es
zu einer Versprödung der Drähte kommen (sog. Reckalterung), die mitunter erst
nach dem Feuerverzinken bemerkt wird. Hier muss man durch die Verwendung
alterungsunempfindlicher Werkstoffe vorbeugen.
Bei Drahtwaren bietet das Feuerverzinken neben dem gewünschten Schutz vor
Korrosion als weiteren Pluspunkt noch eine Erhöhung der Steifigkeit dieser
Produkte, denn das zusätzliche Verlöten durch das schmelzflüssige Zink an den
Kreuzungspunkten der Drähte steigert zusätzlich die Stabilität einzelner Bauele-
mente [7.6].
7.6 Stahlblech und Stahldraht
Abb. 7.14 Abkantungen und Sicken reduzieren
Verwerfungen und Beulungen an Blechteilen
275
7.7
Konstruktionen aus feuerverzinkten Halbzeugen
Üblicherweise werden gefertigte Stahlkonstruktionen, vorgefertigte Baugruppen
und bereits verarbeitete Einzelelemente feuerverzinkt. Es kommt jedoch mitunter
vor, dass Konstruktionen zu sperrig oder zu labil sind, um sie als vorgefertigte Teile
Stückverzinken zu können; dann kann es sinnvoll sein, diese Konstruktionen aus
zuvor feuerverzinkten Halbzeugen zu erstellen. In einigen Anwendungsbereichen,
z. B. bei Rohren für Installationszwecke, ist es üblich, mit feuerverzinktem Halbzeug
zu arbeiten.
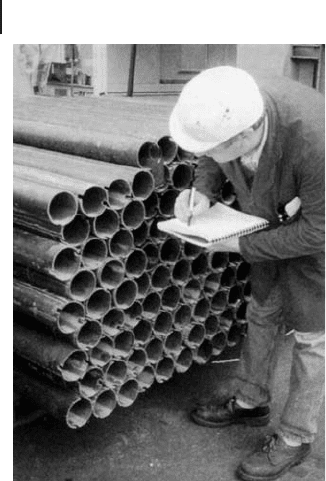
Feuerverzinkte Rohrprofile gibt es als Rund- oder Rechteckrohr in einer Vielzahl
von Abmessungen und StärkenundinderRegelinLängen von 6 oder 12 m (Abb.
7.15). Aber nicht nur bei Rohrprofil-Halbzeugen kommt die Feuerverzinkung zur
Anwendung, auch bei kalt- oder warmgewalzten Stahlprofilen aus Vollmaterial bietet
der gut sortierte Stahlhandel eine Vielzahl von Abmessungen an.
Die Halbzeuge werden üblicherweise in mechanisierten oder teilmechanisierten
Anlagen kostengünstig und rationell feuerverzinkt. Man erreicht eine hohe Güte
und Ebenmäßigkeit des Zinküberzuges, die sich teilweise durch ein Überblasen der
Profile mittels Druckluft unmittelbar beim Herausziehen der Teile aus dem Zinkbad
noch weiter erhöhen lässt.
Feuerverzinkte Halbzeuge lassen sich ebenso weiterverarbeiten wie unverzinkte
Stahlprofile. Im Rahmen der Weiterverarbeitung werden sie üblicherweise abge-
längtundmitgängigen Verbindungsverfahren, wie Schweißen, Schrauben, Nieten,
Löten oder Kleben, miteinander verbunden; auch Steckverbindungen kommen vor,
sie verlangen jedoch einen relativ hohen Arbeitsaufwand.
7 Feuerverzinkungsgerechtes Konstruieren und Fertigen
Abb. 7.15 Wareneingangsprüfung an Stahlrohr-
Halbzeugen
276

7.7 Konstruktionen aus feuerverzinkten Halbzeugen
Im Zuge der Weiterverarbeitung wird der Zinküberzug in den meisten Fällen
lokal mehr oder weniger stark beschädigt. Ob und in welchem Umfang Aus-
besserungsarbeiten am Zinküberzug durchgeführt werden müssen, ist im Einzelfall
zu prüfen.
7.7.1
Anforderungen
„Eine Kette ist nur so stark wie ihr schwächstes Glied!“ Aus diesem Grund ist unter
Berücksichtigung des Korrosionsschutzes die aus feuerverzinktem Halbzeug
hergestellte Stahlkonstruktion der als Fertigteil feuerverzinkten Stahlkonstruktion
nur dann gleichzusetzen, wenn
I
die Dicke des Zinküberzuges den Werten der DIN EN ISO
1461 entspricht,
I
die Schäden am Zinküberzug (insbesondere an den
Schweißstellen) fachgerecht gemäß DIN EN ISO 1461 aus-
gebessert werden,
I
der ausgebesserte Bereich die in DIN EN ISO 1461 genannten
Grenzen nicht überschreitet (Ausbesserungsbereich maximal
0,5% der Bauteiloberfläche; größte Einzel-Ausbesserungs-
stelle maximal 10 cm
2
) [7.7].
Eine sorgfältige, fachkundige Ausbesserung der Schadstellen im Zinküberzug
erfordert jedoch einen gewissen Mehraufwand, dafür bietet die Verarbeitung von
bereits feuerverzinkten Halbzeugen den Vorteil, dass verarbeitungsbedingte
Eigenspannungen nicht einen Verzug während des Verzinkungsvorganges verur-
sachen können.
Eine fachgerechte Ausbesserung von unverzinkten Stellen erfordert zunächst eine
sorgfältige Reinigung bzw. Entrostung der Schadstelle. Gemäß Norm muss der
Normreinheitsgrad Sa 2 1/2, oder, wenn mit Winkelschleifern oder ähnlichem
Handwerkszeug gearbeitet wird, der Normreinheitsgrad PMa gemäß DINENISO
12944 Teil 4 erreicht werden.
Als Ausbesserungsverfahren sollte das thermische Spritzen mit Zink bevorzugt
werden. Falls dieses nicht möglich ist, kommen spezielle Zinkstaub-Beschichtungs-
stoffe zur Ausbesserung in Betracht. Entsprechend den Angaben des Nationalen
Beiblattes zur DIN EN ISO 1461 sollten hierzu
I
Zweikomponenten-Epoxidharz oder
I
luftfeuchtigkeitshärtende Einkomponenten-Polyurethan- bzw.
I
luftfeuchtigkeitshärtende Einkomponenten-Ethylsilicat-Zink-
staubbeschichtungsstoffe
eingesetzt werden. Die Dicke der aufgetragenen Beschichtungen oder Überzüge
sollte nach Norm 30 µmmehralsdieörtliche Schichtdicke, also ca. 100 µmbetragen;
die Zinkstaub-Beschichtungsstoffe sollten mindestens 95% Zinkstaub im Pigment
aufweisen. Die Ausbesserung darf nur den tatsächlichen Schadbereich mit einer
geringfügigen Überlappung zum Bereich des intakten Zinküberzuges umfassen;
unnötig großflächige Ausbesserungen sind zu vermeiden.
277

7.7.2
Verarbeitung
Feuerverzinkte Halbzeuge müssen bis zur Weiterverarbeitung sorgfältig gelagert
werden, um einer Schädigung,z.B.durchWeißrostbildung, vorzubeugen. Durch
die Lagerung von Material in Bündeln oder Paketen besteht beim Lagern unter
freiem Himmel stets die Gefahr, dass sich Feuchtigkeit zwischen den Profilen
sammelt. Gerade bei frisch feuerverzinkten Stahlprofilen kann sich bei intensiver
Feuchtigkeitseinwirkung und ungünstigen Belüftungsverhältnissen Weißrost
bilden.
DerGefahrderWeißrostbildung kann man vorbeugen, indem die Stahlprofile
trocken gelagert und gegebenenfalls die Luftzirkulation zwischen den Profilen durch
Holzzwischenlagen gefördert wird. Das Abdecken von frei gelagerten Material-
bündelndurchPlastikfolienoderPlanenkannunterUmständen unerwartete
Nachteile haben, denn unter der Abdeckung kommt es zu starker Kondenswasser-
bildung, welche die Verzinkung schädigen kann.
Bei der Weiterverarbeitung der Profile, zum Beispiel beim Sägen, Bohren oder
Trennen, muss darauf geachtet werden, dass Eisenspäne auf der verzinkten
Oberfläche nicht zu einer Fremdrostbildung führen. Fremdrost entsteht, wenn sich
Eisenpartikel auf feuerverzinkten Oberflächen ablagern und dort zusammen mit
Feuchtigkeit Rost bilden. Bei Feuchtigkeitseinwirkung verfärbt sich der Bereich um
derartige Eisenpartikel intensiv rotbraun. Lassen sich lose aufliegende Säge- und
Bohrspäne oder Reste von Schweißelektroden noch relativ leicht abfegen, so sind
festgebrannte Partikel, wie sie beim Trennschleifen als extrem heiße Funken auf die
feuerverzinkten Oberflächen geschleudert werden können, sehr viel problemati-
scher. Diese heißen Eisenpartikeln brennen sich auf der Oberfläche des Zinküber-
zuges fest und sind mit einfachen Mitteln nicht mehr zu entfernen.
Zwar lassen sich feuerverzinkte Halbzeuge weitgehend wie unverzinkte Stahl-
profile verarbeiten, es ist jedoch größte Vorsicht angeraten, wenn es darum geht, die
Profile in einem engen Radius zu biegen, abzukanten oder zu stanzen. In solchen
Fällenkannesvorkommen,dassderZinküberzug die auftretenden Belastungen
nicht unbeschadet übersteht (Abb. 7.16). Kleine Risse oder lokale Abplatzungen des
Zinküberzuges können die Folge sein. Die Verwendung von feuerverzinkten
Halbzeugen kann in einigen Anwendungsbereichen, in denen das Stü
ckverzinken
nicht e
insetzbar ist, Vorteile haben; allerdings erfordert die Weiterverarbeitung und
die damit verbundene Ausbesserung von unverzinkten Stellen im Zinküberzug stets
einen gewissen Mehraufwand. Es muss daher im Einzelfall entschieden werden,
welche Art der Feuerverzinkung eingesetzt werden soll.
7 Feuerverzinkungsgerechtes Konstruieren und Fertigen
Abb. 7.16 Abgeplatzter Zinküberzug am gestanzten
Ende eines Rohrprofils
278

7.8
Vermeiden von Verzug und Rissbildung
7.8.1
Zusammenhänge
Verantwortlich für einen unter Umständen auftretenden Verzug und ggf. auch
Rissbildung an feuerverzinkten Konstruktionen ist der Abbau von Eigenspannun-
gen als Folge der Erwärmung der Stahlteile im Zinkbad (Verzinkungstemperatur
ca. 450 °C). Bei dieser Temperatur verringert sich die Streckgrenze des Stahls
gegenüber den Werten bei Raumtemperatur um etwa die Hälfte.
Eigenspannungen = Zugspannungen entstehen durch verschiedene Fertigungs-
prozesse wie:
I
Schweißen,
I
Brennschneiden,
I
Schleifen,
I
Bohren,
I
Stanzen,
I
Kaltverformung (Alterung),
I
Richten.
Eigenspannungen entstehen aber auch im Zinkbad bei einer Behinderung der
Ausdehnung, z. B. durch
I
verhinderte Ausdehnung von Diagonalen;
I
verhinderte Ausdehnung von dünnen Konstruktionen die mit
dicken Konstruktionen verschweißtsind.
Durch den Verzinkungsvorgang entstehen zusätzliche thermische Spannungen, die
sich durch eine nicht optimal verzinkungsgerechte Konstruktion erhöhen können,
z. B.
I
unsymmetrische Konstruktion,
I
starke unterschiedliche Materialstärken,
I
große Tauch- und Ziehzeiten,
I
einseitige ungleichmäßige Abkühlung.
Bei sehr hohen Eigenspannungen in einer Stahlkonstruktion kann es dann unter
Umständen dazu kommen, dass vorhandene Spannungsspitzen sich durch
plastische Formänderung abbauen. Liegen nämlich die Eigenspannungen einer
Konstruktion erheblich oberhalb der während des Feuerverzinkens vorübergehend
verringerten Streckgrenze des Stahls, so kann der Stahl diese Eigenspannungen
nicht mehr aufnehmen. Die Spannungen werden als plastische Formänderung
abgebaut – es entsteht Verzug (Abb. 7.17).
Eigenspannungen sind in jeder Stahlkonstruktion mehr oder weniger ausgeprägt
vorhanden und im Regelfall beim Feuerverzinken völlig unproblematisch. Eigen-
spannungen, die zum Beispiel in Form von Walz-, Verformungs- oder Schweiß-
spannungen in einer Konstruktion vorhanden sein können, stehen normalerweise
7.8 Vermeiden von Verzug und Rissbildung
279