Lyons W.C. (ed.). Standard handbook of petroleum and natural gas engineering.2001- Volume 1
Подождите немного. Документ загружается.

Drill String: Composition and Design
745
P
=
(418700)'
-
3
[
(
8.542
Due to the safety factor of
2.0
the tensile load capacity of the drill pipe is
398432/2
=
199,216
lb.
Example
Calculate the maximum value of a rotary torque that may be applied to the drill
pipe as specified in Example
5 if
the actual working tension load P
=
300,000
lb.
(For instance, pulling and trying to rotate
a
differentially stuck drill string.)
Solution
From Equation
4-58,
the magnitude of rotary torque is
so
=
353,571
in-lb
or
29,464
ft-lb
(418,700'
-
300,000)2
4.4074
3
Caution:
No
safety factor is included in this example calculation. Additional
checkup must be done
if
the obtained value of the torque is not greater than
the recommended makeup torque for tool joints.
During normal rotary drilling processes, due to frictional pressure losses, the
pressure inside the drill string
is
greater than that of the outside drill string.
The greatest difference between these pressures is at the surface.
If the drill string is thought to be a thin wall cylinder with closed ends, then
the drill pipe pressure produces the axial stress and tangential stress given by
the following formulas:
(For stress calculations, the pressure loss in the annulus may be ignored.)
'dpDdp
0,
=
4t
2t
(4-59)
(4-60)
where
oa
=
axial stress in psi
ot
=
tangential stress in psi
PdP
=
internal drill pipe pressure in psi
t
=
wall thickness of drill pipe in psi
Ddp
=
outside diameter of drill pipe in in.
746
Drilling and Well Completions
Substituting Equations 459, 4-60, 456, and 4-55 into Equation 4-54 and solving
for the tensile load capacity of drill pipe yields
(4-61)
Example
Find the tensile load capacity of 5-in., nominal weight 19.5-lb/ft, steel grade
E, premium class drill pipe exposed to internal drill pipe pressure P,,
=
3,000 psi
and rotary torque T
=
15,000
ft-lb.
Solution
From Table 4-79 Nominal D,
=
5 in., nominal ddp
=
4.276 in., nominal wall
thickness t
=
0.362. Reduced wall thickness for premium class drill pipe
=
(0.8)(0.362)
=
0.2896 in. Reduced D, for premium class
=
4.276
+
(2)(0.2896)
=
4.8552 in. Cross-sectional area for premium class
=
Area based on reduced
Ddp
-
Area based on nominal ddp:
.It
d,,
=
2(4.8552)2--(4.276)2
=
4.1538in.*
4
4
Section modulus for premium class:
Dip
-
df
’=:(
D,
)=E(
4.8552
From Table 4-81,
PI
=
311,400 lb (using Equation
4-61),
(3,000)( 4.8552)( 4.1538)
(
4.1538)( 180,000)
[
0.2896 8.9526
=
260,500 lb
The reduction in the tensile load capacity of the drill pipe is 311,400
-
260,500
=
50,900 lb. That is about 17% of the tensile drill pipe resistance
calculated at the minimum yield strength in uniaxial state of stress. For practical
purposes, depending upon drilling conditions, a reasonable value of
safety
factor
should be applied.
During DST operations, the drill pipe may be affected by a combined effect
of collapse pressure and tensile load. For such a case,
or
(4-62)
Drill String: Composition and Design
747
(4-63)
where Pc
=
minimum collapse pressure resistance as specified by API in psi
PCc
=
corrected collapse pressure resistance for effect of tension in psi
Ym
=
minimal yield strength of pipe in psi
Substituting Equation 4-63 and Equation 455 into Equation 4-54 (note:
or
=
0,
z
=
0,
oe
=
Y,)
and solving PCc yields
or
P,,
=
(4-64)
(4-65)
Equation 4-65 indicates that increased tensile load results in decreased collapse
pressure resistance. The decrement of collapse pressure resistance during normal
DST operations is relatively small; nevertheless, under certain conditions, it may
be quite considerable.
Example
collapse of 1.1 for the DST conditions as below:
Determine if the drill pipe is strong enough to satisfy the safety factor on
Drill pipe: 4+-in., 16.6-lb/ft nominal weight, G-105 steel grade, class
2
Drilling fluid with a density of 12 lb/gal and drill pipe empty inside
Packer set at the depth of 8,500 ft
Tension load of 45,000 lb, applied to the drill pipe
From Table 4-84, the collapse pressure resistance in uniaxial state of stress,
Pc
-
6,010 psi. Reduced wall thickness for class
2
drill pipe
=
(0.65)(0.337)
=
0.219 in. Reduced
Ddp
for class
2
drill pipe
=
3.826
+
(2)(0.219)
=
4.264 in.
Reduced cross-sectional area of class
2
drill pipe equals:
IC
IC
-(4.264)'--(3.826)'
=
2.783in.'
4
4
The axial tensile stress at packer level is
oz=L=
45
Oo0
16,170psi
2.783
748
Drilling and Well Completions
The corrected collapse pressure resistance according to Equation
4-65
is
Hydrostatic pressure of the drilling fluid behind the drill string at the packer
level is
P,
=
(0.052)(12)(8,500)
=
5,304
psi
Obtained safety factor
the drill pipe must not be run empty inside.
5,493/5,304
=
1.0356.
Since the obtained magnitude of safety factor
(1.03)
is less than desired
(l.l),
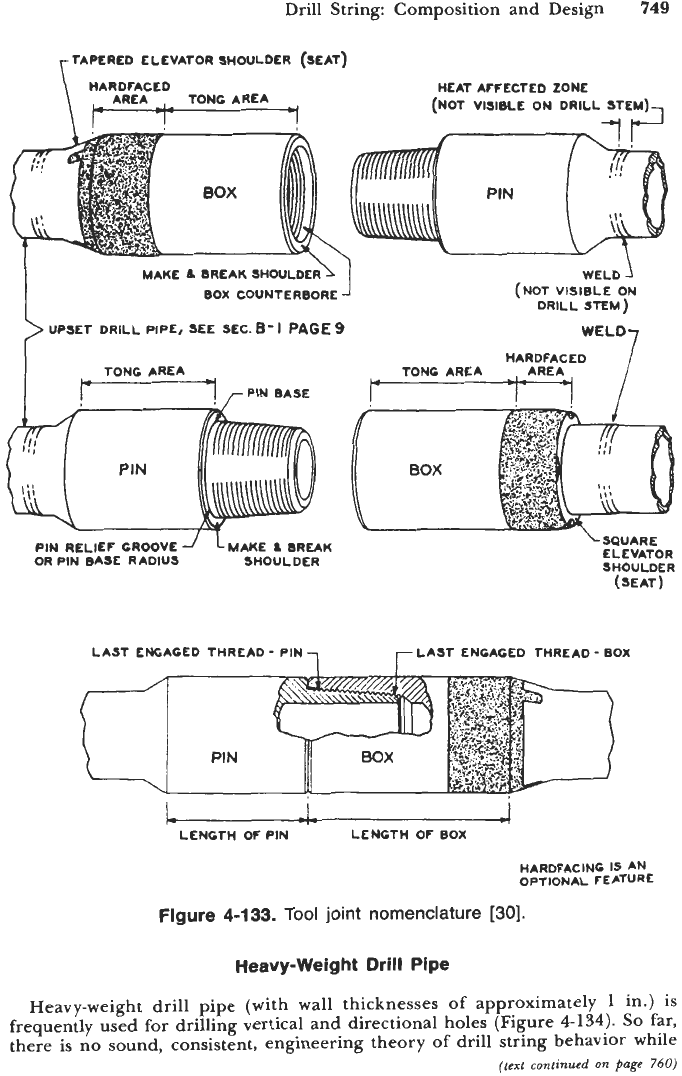
Tool
Joints
The heart of any drill pipe string is the threaded rotary shoulder connection
(Figure
4-133),
known as the tool joint. Today, the only
API
standard tool joint
is the weld-on joint shown at the bottom of Figure
4-133.
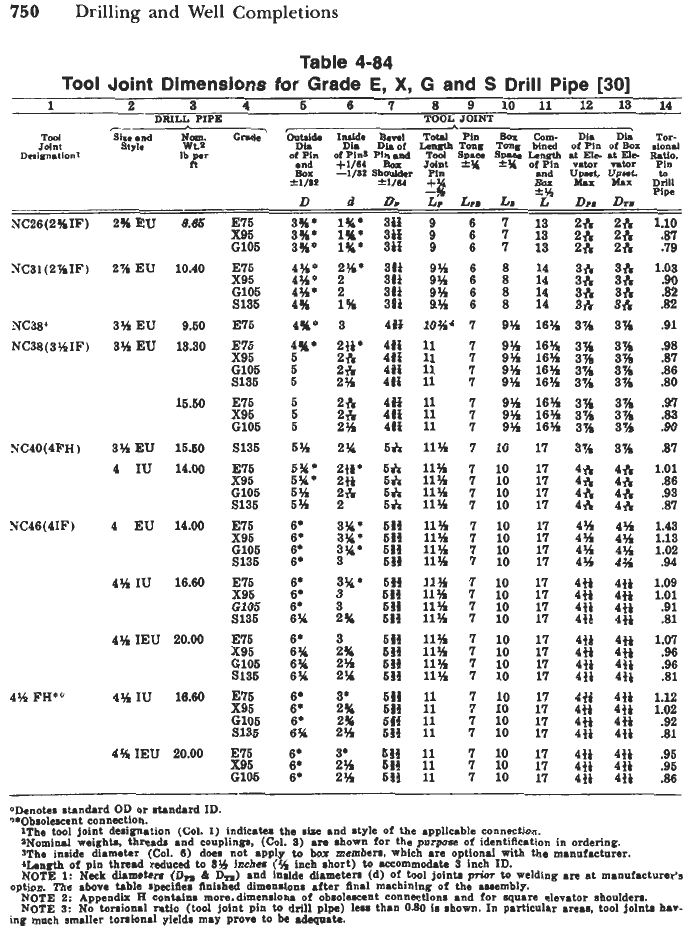
Tool joint dimensions for drill pipe grades
E,
X,
G
and
S
(recommended by
API)
are given in Table
4-84.
Selection of tool joints should be discussed with
the manufacturer. This is due to the fact that, up to the present time, there are
no fully reliable formulas for calculating load capacity of tool joints. It is
recommended that a tool joint be selected in such a manner that the torsional
load capacity of the tool joint and the drill pipe would be comparable. The
decision can be based on data specified in Tables
4-85
through
4-88.
Makeup Torque
of
Tool
Joints
The tool joint holds drill pipe together, and the shoulders (similar to drill
collars) form a metal-to-metal seal to avoid leakage. The tool joint threads are
designed to be made up with drilling fluid containing solids. Clearance must
be provided at the crest and root of threads in order to accommodate these
solids. Therefore, the shoulder is the only seal. To keep the shoulders together,
proper makeup torque
is
required.
However, makeup torque applied to the tool joint produces as axial preloading
in the pin and the box as well as
a
torsional stress.
In
particular, makeup torque induces a tensile state of stress within the pin
and compression stress in the box. Thus, when the tool joint is exposed to the
additional axial load due to the weight of the drill string suspended below the
joint, the load capacity of the tool joint is determined by the tensile strength
of the pin.
The magnitude of the makeup torque corresponding to the maximum load
capacity of the tool joint is called the recommended makeup torque.
Therefore, the actual torque applied to the drill string should not exceed
the recommended makeup torque; otherwise, the load capacity of the tool joint
is reduced.
The
API
recommended makeup torque for different types of tool joints and
classes of drill pipe is given in Table
4-89.
Drill String: Composition and Design
749
TAPERED
ELEVATOR
SHOULDER
(SEAT)
HEAT AFFECTED ZONE
(NOT
visieu ON
DRILL
UPSET DRILL
PIPE,
SEE
SEC.
B-
I
PAGE
9
HARDFACED
TONG AREA
AREA
PIN
RELIEF GROOVE
’
OR
PIN BASE RADIUS SHOULDER
MAKE
L
BREAK
\-SQUARE
(SEAT)
ELEVATOR
SHOULDER
LAST ENCAGED THREAD PIN
7
r-
LAST ENGAGED THREAD
-
BOX
LENGTH
OF
PIN
LENGTH OF
BOX
HARDFACING
IS
AN
OPTIONAL
FEATURE
Figure
4-133.
Tool
joint nomenclature
[30].
Heavy-Weight Drill Pipe
Heavy-weight drill pipe (with wall thicknesses
of
approximately
1
in.) is
frequently used for drilling vertical
and
directional holes (Figure
4134).
So
far,
there is no sound, consistent, engineering theory of drill string behavior while
(texf
continued
on
page
760)
750
Drilling and Well Completions
Table
4-84
Tool
Joint Dlmensions for Grade
E,
X,
G and
S
Drill Pipe
[30]
1
2
3 4
6
6
7
8
9 10 11 12 13 14
sheand
Nom.
Cnde'
'u
Iuld.
B.nl
TOW
Pia
Box
Corn-
Dia
Dim
Tor-
Dh
Dim
Dhof
Lcnrtb
Tong
Ton.
bind
of
Pin
oi
Bor
sional
of
Pln
oi
Pin8 Pin
amd
Td
SD.~
S~ua
Len.tb
at
El-
at
El-
II.tio.
snd
+1/64
Bm
Joint
2%
*Jc
of
Pin
vator
vator
Pin
and
U~.ct
U~.et.
to
Box
Mu
Max Drill
Box
-l/IP
Shoulder
Pin
*1m
DRlLL
PIPE
TOOL JOINT
-
Tml
Joint
St,h
Wt.2
Daimstionl
Ib
Dcr
ti/6'
32
*%
PiDe
D
d
De
Lr
Lr.
L.
L
Dr. Dm
NC26(2%IF) 236EU 6.85 E75
3%'
1%* 31f 9 6
7
13
2*
2fk 1.10
X95 3%.
1%*
3tf 9 6
7
13
2A
2*
.87
G106 39b0 1%' 34% 9 6
7
13
21%
2fk
.79
NC31(2%IF) 2WEU 10.40
NC384
3% EU
9.60
NC38(3%IF) 3% EU
1360
16.60
NCIO(4FH) 3%EU 16.60
4 IU 14.00
NC46(4IF) 4 EU 14.00
4% IU 16.60
4%IEU
20.00
4% FHeo 4%IU 16.60
4wIEu 20.00
E75
x95
6105
S135
E75
E75
x95
G1OS
S136
E75
X96
G1OS
S135
E75
x95
G105
S135
E75
X96
G106
S135
E75
x95
G105
S135
E75
x95
G105
S135
E75
x95
G105
,9136
E75
x95
G105
4%~
2%.
384
9% 6
8
14 3tr
3tr 1.03
4%.
2
3%t
9% 6
8
14 3&
3a .82
4%
1% 3%t
9.36 6 8
14 3I%
31%
.82
4%*
2
3%f 9% 6
8
14
SI%
311 -90
4%* 3 44 10~4
7
9% 16% 3% 346
.a
44% 11
7
9%
16% 3%
3% .93
::*
43% 11
7
9% 16% 3%
3%
.87
43%
11
7
9%
16%
3%
3% .86
5 5
;$
4Jf 11
7
9% 16% 3% 3%
.80
5
22.
434 11
7
9%
16% 3%
3%
.97
5
2&
4df 11
7
9%
16% 3%
3% .83
5
2%
41%
11
7
9% 16% 3%
3%
.90
6%
2%
5* 11%
7
10
5%:
2ti.
Sft
11%
7
10
6%
2ta
6t
11%
7
10
5%
2.h
5*
11%
7
10
5%
2
5* 11%
7
10
6* 3%* 598
11%
7
10
6*
3%* 511
11%
7
10
6' 3%.
638
11%
7
10
6*
3
631
11%
7
10
6'
3%.
53l
11%
7
10
6.
3 593
11%
7
10
6*
3 588
11%
7
10
6%
2%
589
11%
7
10
6*
3 533
11%
7
10
6%
2%
553
11%
7
10
6%
2%
538
11%
7
10
6%
2% 518
11%
7
10
68
3*
5lt
11
7
10
6'
2%
53a
11
7
10
6* 2%
53!3
11
7
10
6%
2%
53)
11
7
10
6*
3'
513
11
7
10
6'
2%
598
11
7
10
6*
2%
55#
11
7
10
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
17
3% 3%
a7
4*
4* 1.01
4*
4* .86
4tr
4tr .93
4%
4% 143
4%
4% 1.13
4%
4% 1.02
4%
4% .94
4%
4ia 1.09
4ft
4% 1.01
4tt
4%
.91
4th
4% 1.07
4it
4tt .96
4tt
4th .96
1.12
.92
4a 4tr
.a7
4tt 4th
ai
4th 4it .ai
4"::
t::
1.02
2:
1;
ai
4tt 4% .95
4tt
4th .96
4tt
4tt .86
~ ~~
*Denote.
standard
OD
or
standard ID.
**Ob.olcrecnt connection.
'The
twl
joint designation
(Col.
1)
indieate8 the
I&
and style
of
the applicable connection.
2Nominal weights.
thread.
and couplings.
(Col.
9)
an
8hOWn
for
the pnrpow
of
identification in ordering.
sTbe inside diameter
(Col.
6)
does
not apply to
box
members. which
am
optional with the mannfactursr.
rlcngth
of
pin thread
redneed
to
S%
inches
(%
inch
short)
to
accommodate
3
inch
ID.
NOTE
1:
Neck
diameters
(Dn
Q
k)
and inside diameters (d)
of
tool joints
prim
to welding are
at
mantlfscturer's
option. The above table spzcifies finished dimension.
after
final machining
of
the assembly.
NOTE
2:
Appendix
A
contain. more.dimensions
of
ohsoleacent connections and
for
square elevator shonlden.
NOTE
3:
No torsional ratio
(tool
Joint pin
to
drill pipe) less than
0.80
is
shown. In partictllar
areas,
tool
joints
&v-
ing much smaller torsional ylelds may prove to
be
adequate.
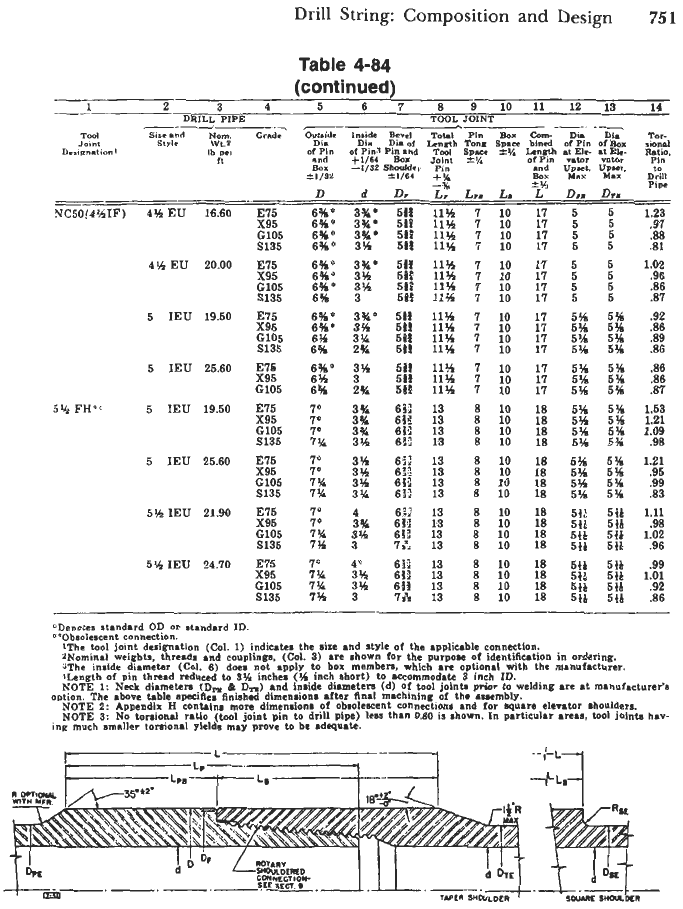
Drill String: Composition and Design
751
Table
4-84
(continued)
1
2 34 5
6
7
8
9 10
11
12 13 14
--
TOOL
JOINT
7
DRILL
PIPE
--
---
Sirrand
Nom.
Gnrde-
0ut.Y~
Inside
Bed
Total
Pin
Box
chn-
Di.
Di.
Tor-
Dis
Diu
Disd
lannh
Tons
s~.-
bind
01
Pin
dBox
swnd
of
Pin
of
Pin3
Pinand
Tml
SD~E.
ZX
lrnnh
at
Eie
st
Elc
Ratio.
Box
-113ZShou1d~1.
Pm
D
d
DP
LP
LP.
L,
L
Des
Dm
StYl.
\VLZ
Ib
-2
TOd
J0l"t
D..ip".tio"l
fl
and
fl164
Box
Joint
of
and
Pan
Umet.
-.for
Umt.
vamr
Pin
10
':t
?
Y,
PiM
Box
Mnr
Max
Drill
ZI/SY
*I164
EO(4WIF)
4%EU
16.60
E75
636*
3%* 51% 11%
7
10 17
5
5
1.23
X95
6%*
3%.
5%f 11%
7
10 17
5
5
.97
G105
6%'
3%.
5%: 11%
10
17
5 5
.38
S135
6%'
3% 5%1 11%
,
10 17
5
5
.81
4%
EU
20.00 E75
6%*
3%. 54% 11%
I
10 17 5 5 1.02
X95
6%'
3%
5%E
11%
7
10
17
5 5 .96
G105
6%-
3%
5%f
11%
I
10 17 5 5
36
S135
6%
3
5%f
11%
'I
10 17
5
5
.87
5
IEU
19.50 E75
6%'
3%'
51%
11%
7
10 17 5% 5% .92
X95
6%.
3%
5@$
11%
7
10 17 5% 5%
.86
G105
6%
3%
5%Y 11%
7
10 17 5% 5% .89
5135
6%
2%
51t
11%
7
10 17 5% 5%
.86
5
IEU
25.60
E76
6%'
3%
51t 11%
7
10
17
5%
5%
.86
X95
6%
3
50f 11%
7
10
17 5% 5%
.86
G105
6%
2% 5$4 11%
7
10
17
5%
6%
.87
5%
FH-'
5
IEU
19.50 E75
7'
3%
68:
13
8
10 18
5% 5%
1.53
X95
7*
3%
618
13
8
10 18
5%
5% 1.21
GI05
7*
3%
632
13
8
10 18 5% 5%
1.09
Si35
7%
3%
603
13
8
10
18
5%
5% .98
5
IEU
25.60 E75
7'
3%
63:
13
8
10
18
5%
5% 1.21
X95
7'
3% 611
13
8
10 18 5% 5%
.95
G106
7%
3%
61:
13
8
10
18 5% 5%
.99
S135
7%
3%
6::
13
8
10
18
5%
5%
.83
5%
IEU
21.90 E75 7' 4
63;
13
8
10 18 5fl 5ft
1.11
X95
lo
3%
611
13
8
10
18
5tl 51t .98
G105
7%
3%
61:
13
8
10 18 5tt
5tt
1.02
S135
7%
3
72.
13
8
10
18 5th 5fh .96
5HIEU
24.70
E75
IC
4*
6:;
13
8
10
18
5ft
5fb .99
X96 7%
3%
631
13
8
10
18
5t3.
5th 1.01
G105
7%
3%
603
13
8
10
18
5th 5fh .92
5135
7%
3
73!1
13
8
10 18 5tt 5th
.86
~
Wenotea
standard
OD
or standard
ID.
"Obsolexent connection.
'The tool joint designation
(el.
1)
indiutcs the sire and rtyle
of
the appliuble eonneetion:
2)l'ominsd weights, thread. and eoIIplings.
(Col.
8)
are
shown for the
PUrpI
of
identieutlon in ordering.
>The inside
diameter
(Col.
6)
don not apply
to
box
memben,
which
-1Lcngth
of
pin
thread
mdueed
to
S%
inches
(34
inch ahort)
to
Meommod+
S
inch
ID.
NOTE
1:
Neck diimcten
(Dn
&,
Dn)
and inside diameters (d)
o!
fool
joint.
prior
to
welding
are
st
mmulaeturer'a
option. The
above
tabla
spsifiea
fimshui
dimensions after
find
maehming
of
the assembly.
NOTE
2:
Appendix
H
eont.in.
mom
dimmaions
of
obsolescent
eonnectiona
and
for
wusre
elantor louiden.
NOTE
3:
No torsional ratio
(tool
joint pin
to
drill pipe)
lesa
then
0.80
is shown. In particuhr
.mu,
tool
joints
hmv-
in*
much
amrller
torsions1 yields
may
prove
to be
ndeguate.
optn0n.l with the manulactUTer.
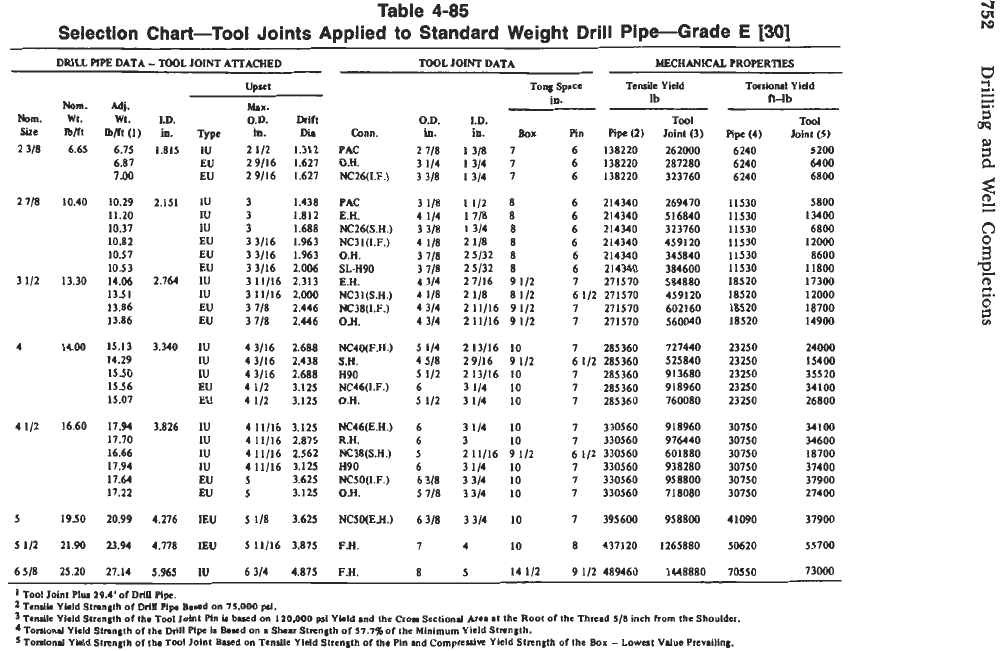
Table
4-85
Selectlon Chart-Tool Joints Applied to Standard Weight Drill Pipe-Grade
E
[30]
DRILL
PIPE
DATA
-
TOOL
JOINT ATTACHED
TOOL
JOINT
DATA
MECHANICAL
PROPERTIES
Nom.
Size
2 318
2
7D
3 1/2
4
4 1/2
5
5
111
6
SA
upwt
Nom.
Nj.
Wt.
nJm
665
10.40
13.30
14.00
16.60
1950
21.90
25.20
Wl.
1.D.
lb/rt(I)
in.
6.75
1.815
6.87
7.00
10.29 2.151
11.20
10.37
10.82
10.57
1053
14.06 2.764
1351
13.86
13.86
15.13
3.340
14.29
is50
15.56
15.07
11.94 3.826
17.70
16.66
17.94
17.64
17.22
20.99 4.276
n.94 4.118
27.14
5.965
TYPC
IU
EU
EU
IU
IU
IU
EU
EU
EU
IU
IU
EU
EU
IU
IU
1U
EU
PU
IU
IU
IU
IU
EU
EU
IEU
IEU
IU
hX.
O.D.
Drift
in.
Dia
2112 1.312
29/16 1.627
29/16 1.627
3 1.438
3 1.812
3 1.688
3 3/16 1.963
3 3/16 1.963
3 3/16 1.006
3
11/16
2.313
3 11/16 2.000
3118 2.446
3 7/8 2.446
43/16 2688
43/16 2.438
43/16 2.688
4 112 3.125
4 112 3.125
4
llll6
3.121
4 11/16 2.875
4 11/16 2.562
4llll6 3.125
5 3.625
5 3.125
5
ID
3.625
5
iim
3675
Coni.
PAC
O.H.
NC2MI.F.)
PAC
E.H.
NC26(S.H.)
NC3I(I.F.)
O.H.
SL4i90
E.H.
NCJI(S.H.)
NC38(I.F.)
on.
NC4WF.H.)
S.H.
H90
NC4Ml.F.)
O.H.
NC46(E.H.)
R.H.
NC38(S.H.)
ti90
NCSO(1.F.)
OR.
NCSMEH.)
FM.
O.D.
in.
2 718
3 114
3 3D
3
ID
4 I/4
3 3/8
4
1/8
3 7/8
3
7/8
4 314
4
1/8
4 314
4 314
5
114
4
518
5
112
6
5 i/2
6
6
5
6
6 3/8
5
7/8
6 318
1
Toq
Spcc
Tensile
Yield
in.
Ib
I.D.
in.
Box
138 7
1314 7
I314 7
I1/2
8
17/8
8
I3/4
8
2118
8
25/32
8
25/32
8
27/16 9
112
21/8
8
112
2ll/l6 9 I12
2 11/16 9 112
2 13/16
10
29/16
91R
2 13/16
IO
3 li4
10
3 l/4
10
3 114
10
3
10
211/16 9 112
3 114
10
3
3/4
IO
33/4
10
3314
IO
4
10
Pin
PipespeU)
6 138220
6 138220
6 138220
6 214340
6 214340
6 214340
6 214340
6 214340
6 214340
7
271570
61/2 271570
7 271570
7 271570
7
msxo
6 112
285360
7 285360
7
285360
7 285360
7 330560
7 330560
6 1/2 330560
7
330560
7
330560
7 330560
7 395600
8
437120
Tool
Joint
(3)
262ooo
287280
323760
269410
516840
323760
459120
345840
384600
584880
459120
602160
560040
721440
525840
913680
918960
760080
918960
976440
601880
938280
958800
718080
958800
1265880
Ta~io~l
Yidd
ft-lb
6240
6240
6240
11530
11530
11530
11530
11530
11530
I85
20
18520
18520
18520
23250
23250
23250
23250
23250
30750
30750
30750
30150
30750
30750
41090
50620
Td
Joint
(5)
5200
6400
6800
5800
13400
6800
I2000
8600
11800
17300
12000
18700
14900
24000
I5400
35520
34100
26800
34100
34600
18700
37400
37900
27400
37900
55700
6
314 4.875
F.H.
8
.
...
.
5
14112 9112 489460 1448880 70550 73000
Tool
Joint
Plus
'29.4'ofDrlO
Plpc.
Tensile
Yield Strenith
of
the
Tool
Joint
Pin
u
bwd
on
110#00
pi
Ybld and
the
Crw
Scctiond
Are.
at
the
Root
of
the
Thread
r/8
inch
horn
the Shoulder.
Toniond
Yield Strenph
of
the
Drill
Pip
is
Baud
on
n
ShDu
Strength
of
S7.7Xof
the Minimum Yield Strength.
Todonal
Ybld Strength
of
the
Tml
Joint B.sed
on
Tande
Yield Strongth
of
the
Pin
and
Compreuive
Ywld Strength
of
the
Box
-
Lowest
Value
Prevailing.
2
Tenlle
Ybld Stnnith
of
DrlU
Pip B-d
on
75,000
psi.
4
u1
Nl
6
a
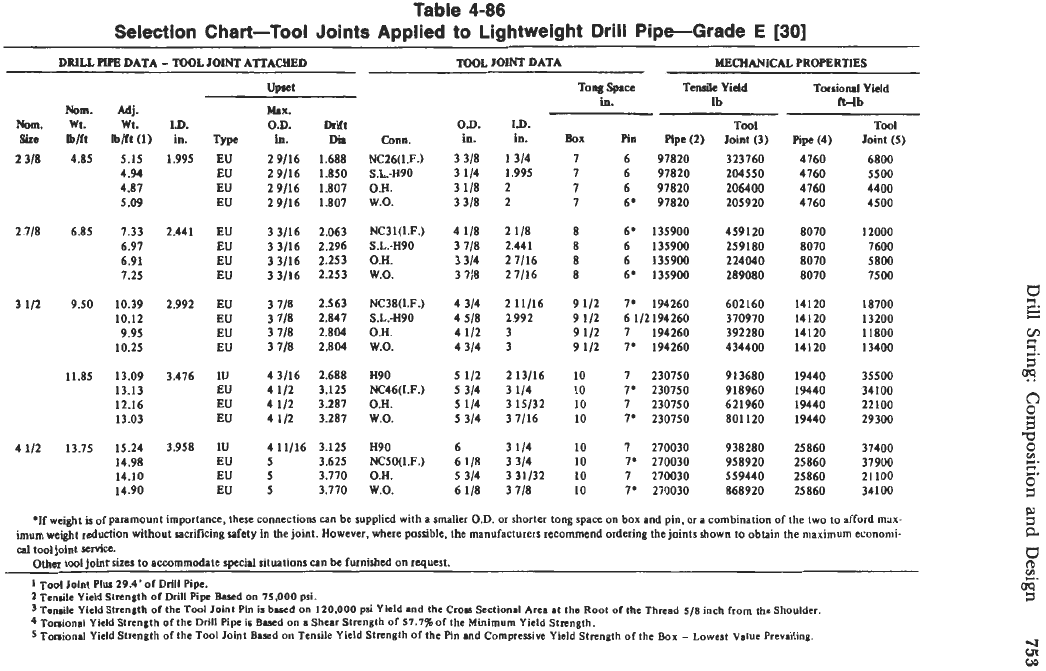
Table
4-86
Selection
Chart-Tool
Jolnts
Applied
to Lightwelght
Drill Plpe-Grade
E
[30]
DRlU
PIPE
DATA
-
TOOL
JOlM
ATTAcHeD
MOL
JOINT
DATA
MECHANICAL PROPERTIES
Nom.
Wt.
b/lt
4.85
6.85
9.50
11.85
13.75
W*
Wt.
I.D.
blrt
(1)
in.
Type
5.15 1.995
EU
4.94
EO
4.87
EU
5.09
EU
7.33 2.441
EU
6.91
EU
6.91
EU
7.25
EU
10.39 2.992
EU
10.12
EU
9.95
EU
10.2s
EU
13.09 3.476
IU
13.13
EU
12.16
EU
13.03
EU
15.24 3.958
IU
14.98
EU
14.10
EO
14.90
EU
M.X.
O.D.
Drift
in.
Dn
Conn.
2
9/16 1.688
NC26(I.F.)
29/16
1.850
SL-H'H)
29/16 1.807
OH.
2 9/16 1.807
W.O.
3
3/16
2.063 NC31(l.F.)
3 3/16
2.296 S.L.-H9O
33/16 2.253
OH.
3 3/16 2.253
W.O.
3 7/8
2.563 NC38U.F.)
3 718 2.847 S.L.490
3 718 2.804 O.H.
3 718 2.804
W.O.
43/16 2.688
H90
4 112
3.125
NC46U.F.)
4 112 3.287 O.H.
4 112
3.287
W.O.
4
11/16 3.125 H90
5
3.625 NC5WI.F.)
5 3.770
O.H.
5
3.770
W.O.
09.
in.
3 3/8
3 114
3 118
3 318
4
1/8
3 718
3 314
3 78
4 314
4
518
4
112
4 3/4
5 112
5
314
5
114
5
314
6
6
I/8
5
314
6
18
19.
in.
1314
1.995
2
2
2
118
2.441
2 7/16
2 7/16
2 11/16
2.992
3
3
2
13/16
3
114
3 15/32
3 7/16
3 l/4
3 314
3 31/32
3 718
Tdc
Yidd
TW*Od
Ydd
To?
sP=
in.
Ib
Mb
BOX
7
7
7
7
8
8
8
8
9 112
9 112
9 112
9
1/2
10
10
10
10
10
10
IO
10
Tool
Pin
Pipe(2) Joint
(3)
6
91820 323760
6 97820 204550
6 97820 206400
6' 97820 205920
6' 135900 459120
6 135900 259180
6 135900 224040
6' 135900 289080
7'
194260 602160
6 112194260 370970
7
194260 392280
7'
194260 434400
7 230750 913680
7. 230750 918960
7
230750 621960
7'
230750 801120
7
270030 938280
7. 270030 958920
7 270030 559440
7' 270030 868920
Pipe
(4)
4760
4760
4760
4760
8070
8070
8070
8070
14120
14120
14120
14120
19440
19440
19440
19440
25860
25860
25860
25860
Tool
Joint
(5)
6800
5500
4400
4500
12000
7600
5800
7500
18700
13200
11800
I3400
3s500
34100
22100
29300
37400
37900
21
100
34100
*If
weight
is
of
paramount importance, these connections
can
be supplied with
a
smaller
O.D.
or shorter tong space on box and pin,
or
a
combination
of
the two
to
afford mix-
imum
weight
redudon without sacrificing
safety
in
the
joint. However, where possible, the manufacturers recommend ordering the joints shown to obtain the niaximum economi-
al
tool
joint service.
Otha
tool jointrircs
to
accommodate
rpecirl
situations can be furnished
on
request.
1
Td
Joint
Plus
29.4'
of
Drill
Pipe.
2
Tensile Yield Stmn(th
of
Drill
Pipe
Baed
on
75,000
psi.
3
Tensile Yield Strcnith
of
the Tool Joint
Pin
is
based
on
I20,OOO
Psi
Yield and the Croa Sectional
Area
a1
the Root
of
the Thread
51s
inch
from the Shoulder.
4
Torrional Yield Strength
of
the Drill Pipe ia Baaed
on
a
Shear Strenglh of
5l.lqbof
the Minimum Yield Strength.
5
Tonionsl Yield Strenglh ofthe
Tool
Joint Bawd
on
Tensile Yleld Strength of the
Pin
and Compressive Yield Strength
of
the
Box
-
owe st Value
Prevailing.
8
g.
3
a
0
E.
3
w
3
a
U
a
5'
1
-l
rJl
rp
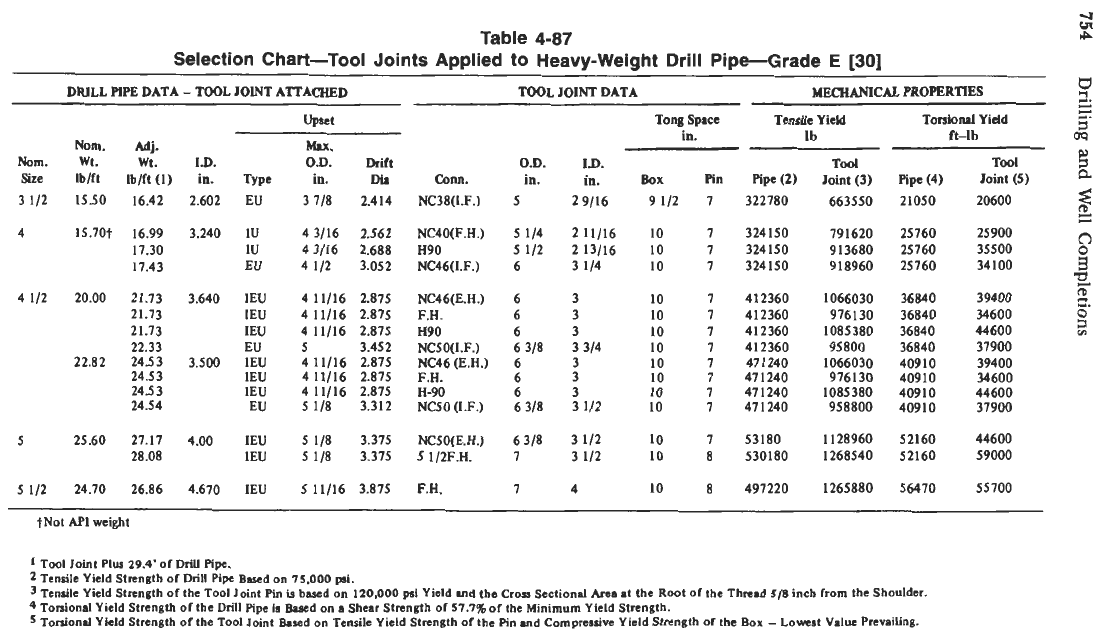
Table
4-87
Selection
Chart-Tool
Joints Applied to Heavy-Weight Drill Pipe-Grade
E
[30]
Y
e
MECHANICAL
PROPERTIES
DRILL
PIPE
DATA
-
TOOL
JOINT
ATTACHED
TOOL
JOINT
DATA
Nom.
Size
3 112
4
4 112
5
5 112
Nom.
Adj.
Wt. Wt.
Ib/ft lblft
(1)
1550
15.70t
20.00
22.82
25.60
24.70
16.42
16.99
17.30
17.43
21.73
21.73
21.73
22.33
2453
24.53
2453
24.5 4
27.17
28.08
26.86
1.D.
in.
2.602
3.240
3.640
3.500
4.00
4.670
Max.
O.D.
Drift
Type
in.
Dia
EU 3 718 2.414
1U
4 3/16 2.562
1U 4 3/16 2.688
EU 4 112 3.052
IEU
4 11/16 2.875
IEU
4 11116 2.875
IEU 4 11116 2.875
EU 5
3.452
IEU 4 11/16
2.875
IEU
4 11/16 2.875
IEU
4 11/16 2.875
EU
5
118
3.312
IEU
5
118 3.375
IEU 5 118
3.375
IEU 5 11/16
3.875
Cann.
NC38(1.F.)
NCQO(F.H.)
H90
NC46U.F.)
NC46(E.H.)
F.H.
H90
NC5II.F.)
NC46 (E.H.)
F.H.
NCSO (1.F.)
NCSO(E.H.)
5
Il2F.H.
F.H.
H-90
O.D.
in.
5
5 114
5 112
6
6
6
6
6 318
6
6
6
6 318
6 318
7
7
19.
in.
2 9/16
2 11116
2 13116
3 114
3
3
3
3 314
3
3
3
3 112
3 112
3 112
4
Tong
Spice Tensile Yield
in.
lb
Tod
Box
Pin
Pipe(2)
Joint
(3)
9
112
7 322780 663550
10
7
324150 791620
10
7
324150 913680
10 7
324150 918960
10
7
10
7
10
7
10
7
10
7
10 7
10
7
IO
7
412360
412360
4 12360
412360
47 I240
471240
471240
47 1240
1066030
976130
1085380
95800
1066030
976130
1085380
958800
10
7
53180 1128960
10
8
530180 1268540
IO
8
497220 1265880
w
ti'
Toniod
Yield
ft-lb
09
P
Pipe
(4)
Joint
Tool
(5)
e.
5
21050
25760
25760
25760
36840
36840
36840
36840
40910
40910
40910
40910
20600
-
6
39400
g.
25900
35500
34
100
a_
44600
2
CD
34600
37900
39400
34600
44600
37900
52160 44600
52160 59000
56470 55700
?Not
APl
weight
I
Tool
Joint Plus
29.4'of
DriU
Pspe.
2
Tensile Yield Strength
of
Drill
Pipe Bad
on
75,000
psi.
3
Tensile Yield Strength
of
the Tool Joint
Pin
is
based
on
120,000
psi
Yield and the
Cros
Sectional
Area
at the
Root
of
the Thread
518
inch from the Shoulder.
4
Torsional
Yield Strength
of
the
Drill
Pipe ir Based
on
a
Shear Strength
of
57.7%of
the Minimum Yield Strength.
Torsional Yield Strength
of
the Tool Joint Bared
on
Tensile Yield Strength
of
the
Pin
md
Compressive Yield Strength
of
the
Box
-
Lomst
Valw
Prevailing.