Lyons W.C. (ed.). Standard handbook of petroleum and natural gas engineering.2001- Volume 1
Подождите немного. Документ загружается.

Hoisting System
565
The purchaser may at his
or
her expense test all of the wires if the results of
the selected tests indicate that further checking is warranted.
Tensile Requirements
of
Individual Wire.
Specimens shall not be less than
18
in.
(457
mm) long, and the distance between the grips of the testing machine
shall not be less than
12
in.
(305
mm). The speed of the movable head of the
testing machine, under no load, shall not exceed
1
in./min
(0.4
mm/s). Any
specimen breaking within
-$
in.
(6.35
mm) from the jaws shall be disregarded
and a retest made.
Note:
The diameter of wire can more easily and accurately be determined by plac-
ing the wire specimen in the test machine and applying a load not over
25%
of
the breaking strength
of
the wire.
The breaking strength of either bright (uncoated)
or
drawn-galvanized wires
of the various grades shall meet the values shown in Table
4-9
or Table
4-10
for the size wire being tested. Wire tested after rope fabrication allows one wire
in
6x7
classification,
or
three wires in
6x19
and
8x19
classifications and
18x7
and
19x7
constructions,
or
six wires in
6x37
classification
or
nine wires in
6x61
classification,
or
twelve wires in
6x91
classification wire rope to fall below, but
not more than
10%
below, the tabular value
for
individual minimum. If, when
making the specified test, any wires fall below, but not more than
10%
below,
the individual minimum, additional wires from the same rope shall be tested
until there is cause for rejection or until all of the wires in the rope have been
tested. Tests of individual wires in galvanized wire rope and of individual wires
in strand cores and in independent wire rope cores are not required.
Torsional Requirements
of
Individual Wire.
The distance between the jaws
of
the testing machine shall be
8
in.
f
in.
(203
mm
k
1
mm).
For
small
diameter wires, where the number of turns to cause failure is large, and in order
to save testing time, the distance between the jaws of the testing machine may
be less than
8
in.
(203
mm). One end of the wire is
to
be rotated with respect
to the other end at a uniform speed not to exceed sixty
360" (6.28
rad) twists
per minute, until breakage occurs. The machine must be equipped with an
automatic counter to record the number of twists causing breakage. One jaw
shall be fixed axially and the other jaw movable axially and arranged for applying
tension weights to wire under test. Tests in which breakage occurs within
.fi
in.
(3.18
mm) of the jaw shall be discarded.
In the torsion test, the wires tested must meet the values for the respective
grades and sizes as covered by Table
4-12
or Table
4-13.
In wire tested after
rope fabrication, it will be permissible for two wires in
6x7
classification
or
five
wires in
6x19
and
8x19
classifications and
18x7
and
19x7
constructions or ten wires
in
6x37
classification or fifteen wires in
6x61
classification, or twenty wires in
6x91
classification rope to fall below, but not more than
30%
below, the specified
minimum number of twists for the individual wire being tested.
During the torsion test, tension weights as shown in Table
4-13
shall be
applied to the wire tested.
The minimum torsions for individual bright (uncoated)
or
drawn-galvanized
wire of the grades and sizes shown in Columns
7, 12,
and
17
of Tables
4-9
and
410
shall be the number of
360' (6.28
rad) twists in
an
&in.
(203
mm) length
that the wire must withstand before breakage occurs. Torsion tests of individual
wires in galvanized wire rope and
of
individual wires in strand cores and
independent wire rope cores are not required.
When the distance between the jaws of the testing machine is less than
8
in.
(203
mm), the minimum torsions shall be reduced in direct proportion to the
change in
jaw
spacing,
or
determined by

566
Drilling and Well Completions
Table
4-13
Applied Tension for Torsional Tests
[12]
(1)
(2) (3) (4)
Win
Size
Minimum
Nominal
Diameter
Applied
Tension*
(in)
(mm)
Ob)
(N)
0.01
1
to
0.016
0.28
to
0.42
1
4
0.0
17
to
0.020
0.43
to
0.52 2 9
0.021
to
0.030
053
to
0.77
4
18
0.031
to
0.040
0.78
to
1.02
6
27
0.041
to
0.050
1.03
to
1.28
8
36
0.051
to
0.060
1.29to 1.53 9
40
0.061
to
0.070
1.54
to
1.79
I1
49
0.071
to
0.080
1.80
to
2.04
13
58
0.081
to
0.090
2.05
to
2.30 16
71
0.091
to
0.100
231
to
2.55
19
85
0.101
to
0.1
10
256
to
2.80 21 93
0.1
1
I
to0.120 2.81
to
3.06
23
IO2
0.121
too.130
3.07
to
3.3
1
25
111
'Weights
shall
not
exceed
twice
the
minimums
listed.
(4-22)
where TS
=
minimum torsions for short wire
T,
=
minimum torsions for 8-in. (203-mm) length as given in Table
4-9
Ls
=
distance between testing-machine jaws for short wire in in. (mm)
LL
=
8
in. (203 mm)
for size and grade of wire
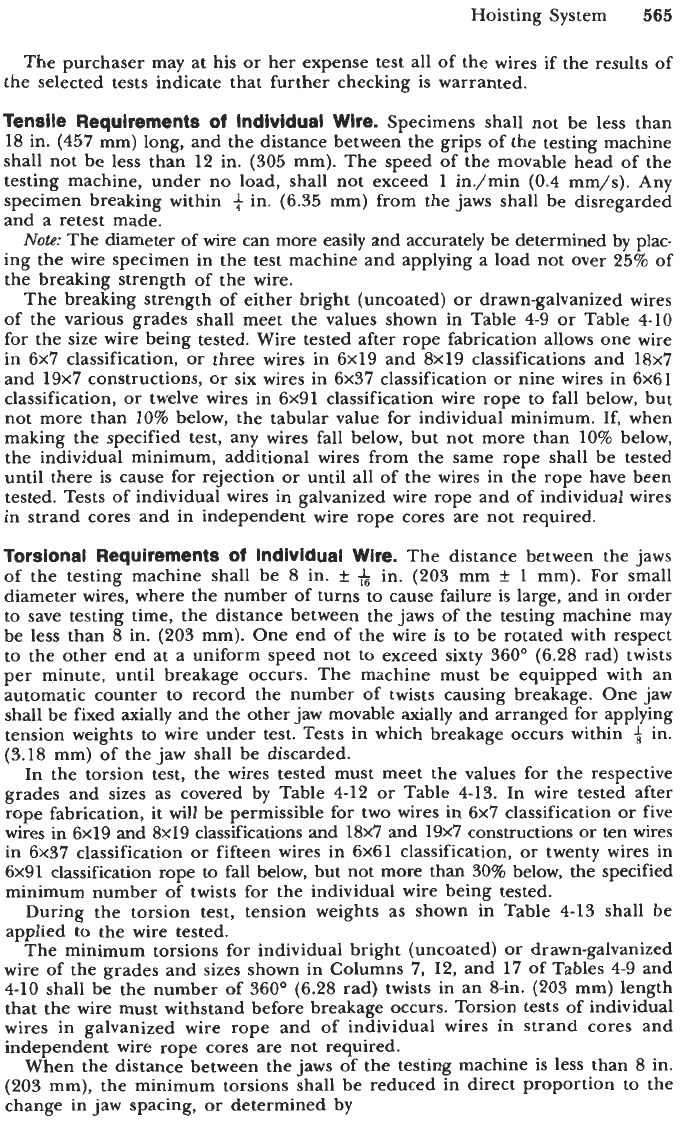
Breaking Strength Requlrements for Wire
Rope.
The nominal strength of the
various grades of finished wire rope with fiber core shall be as specified in Tables
414,
415,
and
416.
The nominal strength of the various grades of wire rope having
a strand core
or
an independent wire-rope core shall be as specified in Tables
4-17
through
4-22.
The nominal strength of the various types of flattened strand wire
rope shall be specified in Table 4-23. The nominal strength of the various grades
of drawn-galvanized wire rope shall be specified in Tables
4-14
through 423.
When testing finished wire-rope tensile test specimens to their breaking
strength, suitable sockets shall be attached by the correct method. The length
of
test specimen shall not be less than
3
ft
(0.91
m) between sockets for wire
ropes up to 1-in.
(25.4
mm) diameter and not less than
5
ft
(1.52
m) between
sockets for wire ropes
1
Q-in.
(28.6
mm) to 3-in.
(77
mm) diameter.
On
wire ropes
larger than
3
in.
(77
mm), the clear length of the test specimen shall be at least
20
times the rope diameter. The test shall be valid if failure occurs
2
in.
(50.8
mm) from the sockets
or
holding mechanism.
Due
to
the variables in sample preparation and testing procedures, it is
difficult to determine the true strength. Thus, the actual breaking strength
during test shall be at least
97.5%
of
the nominal strength
as
shown in the
applicable table. If the first specimen fails at a value below the
97.5%
nominal
strength value,
a
second test shall be made, and if the second test meets the
strength requirements, the wire rope shall be accepted.
Hoisting System
567
Table
4-14
Classification Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Fiber Core
[12]
(1)
(2)
(3)
(41
(5)
(6) (7)
(8)
(9)
(10)
Nomid
Strrnath
NOminal
Appmx.
Plow
Steel
M&c
in.
mm
1Wf1
kglm
Ib
kN
Tonncs
3h
9.5
0.21
0.31
lO.00
45.4 4.63
'116
11.5
0.29
0.43
13,800
61.4 6.26
'h
13 0.38
0.57
17,920
79.7
8.13
9/16
14.5
0.48
0.71
22,600
101 10.3
518
16
0.59
0.88
27,800 124 12.6
7im
22
1.15 1.71
53.400
238 24.2
1
26
1.50
2.23
69.000
307
31.3
Diameter
MS.5
'14
19 0.84
1.2~
39,600 176
18.0
lmproved
Plow
Steel
Mcaic
Ib
kN
Tonnes
I
I.720
15,860
2o.m
26,000
31,800
~,400
61,400
79.400
52.1
705
91.6
116
141
202
273
353
5.32
7.20
9.35
11.8
14.4
20.6
27.9
36.0
Table
4-15
6W9
and
6W7
Classification Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Fiber Core
[12]
(1)
(2) (3) (4)
(5)
(6) (7)
(8)
(9)
(IO)
(11)
(12) (13)
Nomid
Sm@
Nalid
ALP=.
Rov.sld
1-
uw
s%xl
&In
Impmsd
Rov
steel
Diar*.
Meoif Meoif
M&C
in.
nun
lWA
kgh
Ib
kN
M
Ib
kN
Tama
Ib
W
To~m
'11
13 0.42 0.63
18,700
83.2
8.48
21,400 95.2 9.71 23.600
105
10.7
9/16
14.5 0.53 0.79
23,600
IO6
10.7 27.000
I20
12.2
29,800
132
13.5
Vn
16
0.66
0.98
~%m,
129
13.2 33.400 149
15.1
36.600
ILV
16.6
'14
19 0.95 1.41 41.400 184 18.8 47.600 212 21.6 52.400 233 23.8
'11
22
1.29
1.92
56.000
249 25.4
64.400
286
29.2 70.800 315 32.1
I
26
1.68
2.50 72800 324 33.0 83.600 372 37.9
92.000
409
41.7
1%
29
2.13 3.17
91.400
407 41.5
IO5.200
46S
47.7
ll5,WO
514 52.4
1'14
32 2.63 3.91 112.400
500
51.0
129.240
575 58.5 142.203 632
64.5
1%
35 3.18 4.73 155.400
691
70.5 I7l.~ 760
77.6
1'11
38 3.78 5.63 184,000
818
83.5
2U2,000
898
91.6
1'18
42
4.44
6.61 214,000 532 97.1 236,000
IDSO
107
1'14
45
5.15
7.66
2481rm
1100
112 274.000
1220
124
I'/8
48
5.91 8.80
282,000
1250
128 312.000 I390 142
Mar
2 52 6.72
10.0
320.000 1420
146
352.000 1560
160
Manufacture and Tolerances
Strand Construction.
The
6x7
classification
ropes
shall contain six strands that
are made
up
of
3
through
14
wires,
of
which no
more
than
9
are outside wires
fabricated in one operation.* See Table
4-14
and Figure
437.
(text
continued
on
page
571)
*One
operation
stratuCWhen the king wire of the strand becomes
so
large (manufacturer's discretion)
that
it
is considered undesirable, it
is
allowed to
be
replaced with
a
seven-wire strand manufactured
in
a separate stranding operation. This does not constitute a twwperation strand.
568
Drilling
and
Well Completions
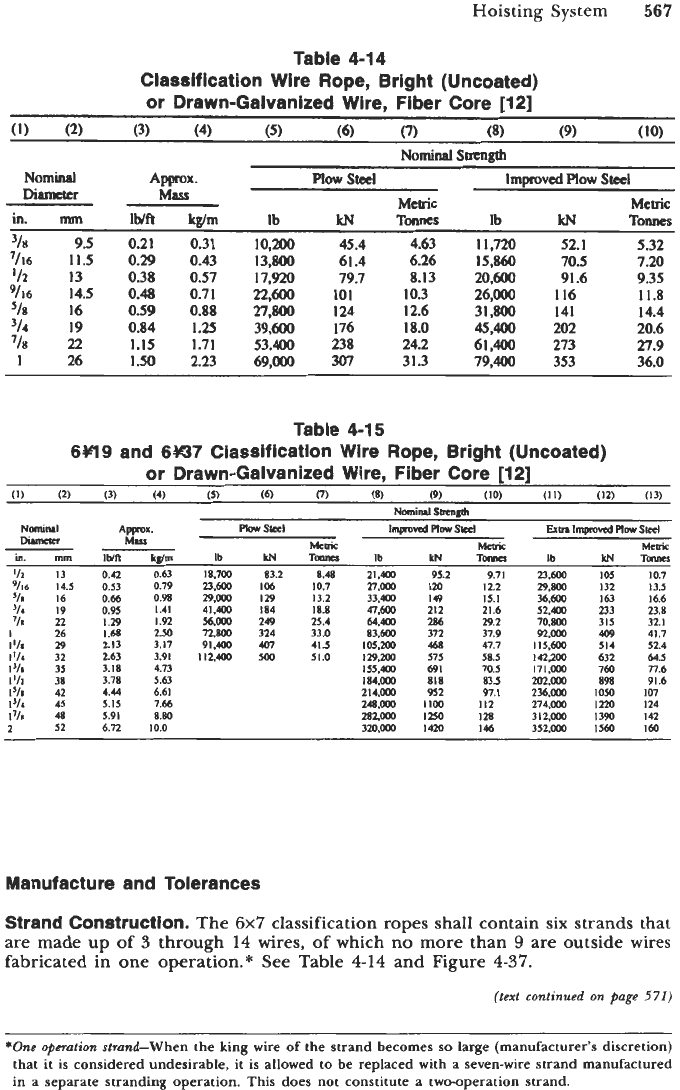
Table
4-16
18x7
Construction Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Fiber Core
[12]
(1)
(2)
(3)
(4)
(5)
(6) (7)
(8)
(9)
(10)
Nominal
Sfnmeth*
~~
Nomi~l
Approx.
Impwed
Plow
Steel
Exm
Impwed
plow
Steel
Metric
M&
Diamcta
M-
in.
mm
lbrH
kdm
Ib
kN
ToraeS
Ib
kN
TOMC.
13
0.43
0.64
145
0.55
0.82
16 0.68
1.01
19
0.97
1.44
22
1.32
I.%
26
1.73 2.57
29 2.19
3.26
32
2.70 4.02
35
3.27 4.87
38
3.89 5.79
19.700
24.800
3a600
43.600
59,000
76,600
%,400
118,400
142,600
168,800
87.6
I10
136
I94
262
341
429
527
634
75
1
8.94
11.2
13.9
19.8
26.8
34.7
43.1
53.7
64.7
76.6
21.600
33,600
48,OOo
fi,OOo
84,400
106,200
130,200
156,800
185,600
27,200
%.I
121
1
49
214
289
315
472
579
697
826
~
9.80
12.3
15.2
21.8
29.5
38.3
48.2
59.
I
71.1
84.2
*'nKse
sb.mgtha
apply
only
whcn
a
test
isconducted
with
bob,
ends
fixd
Whcn
in
use,
the
ann@
of
IIICSC
ropes
may
be
significantly
rrduccd
if
OM
end
is
free
to
rotate.
Table
4-17
6x19
Classiticatlon Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, independent Wire-Rope Core
[12]
(I)
(2)
(3) (4)
(5)
(6)
0)
(8)
(9)
(10)
(11)
(12)
(13)
Nan*l.Iw
ExmEam
Nanid
Am.
l~pbvsal
Ex0
Impd
Ra
sal
ImpwodP!SWs*cl
-
Meek
Mnr*
MmiF
in.
rmn
IWfl
k#m
Ib
kN
Tuurr
Ib
L;N
TO-
m
kNTuulcs
'12
13
0.46
0.68
'23,000
IO2
10.4
26,600
118
12.1
29.200
130
13.2
'116 14.5
059
0.88
29.000
129
13.2 33,600
I49
153
37.000
165
16.8
'18 16
0.72
1.07
35,800 I59 16.2 41.200
183
18.7
4S.W
2M
20.6
Diurr*r
-
MUS
'14
19
1.04
I55
5lJoo
228
23.2
s8,800
262 26.7
64.8~4
288
29.4
'18
n
1.42
2.11
m.200
308
31.4
79,600
35.4
%.I
nm
u9
39.7
I
26
1.85
2.75
89.800
359 a.7
I03,Ya
460
46.9
113.800
%S
51.6
1'18
29
2.34
3.4
113,000
503
51.3
I30.000 678
59.0
143.000
636
64.9
I%
32
269
430
138.800
617
63.0
159.800
711
72.5
175.800
782
79.8
I%
35 350
5.21
167,000
743 75.7
l52.000
854
87.1
212.OoO
343
96.2
I%
38
4.16
6.19
197,800
880
89.7
08.000
1010
103
2.50.000
Ill2
113
I%
42
4.88
7.26
W.000
IOM
104
Zf4,mO
I170
120
292mo
1.300 132
1%
45 5.67
8.44
266,000
1180
I21
306,000 1360
139
33.000
IYa
153
I%
49
6-
9.67
304,000
1354
138
348,000
I550
I58
384.000
1710 174
2
52 7.39
11.0
344.000
1630
156
Swmo
1760
I=
434pO
1930
197
Hoisting
System
569
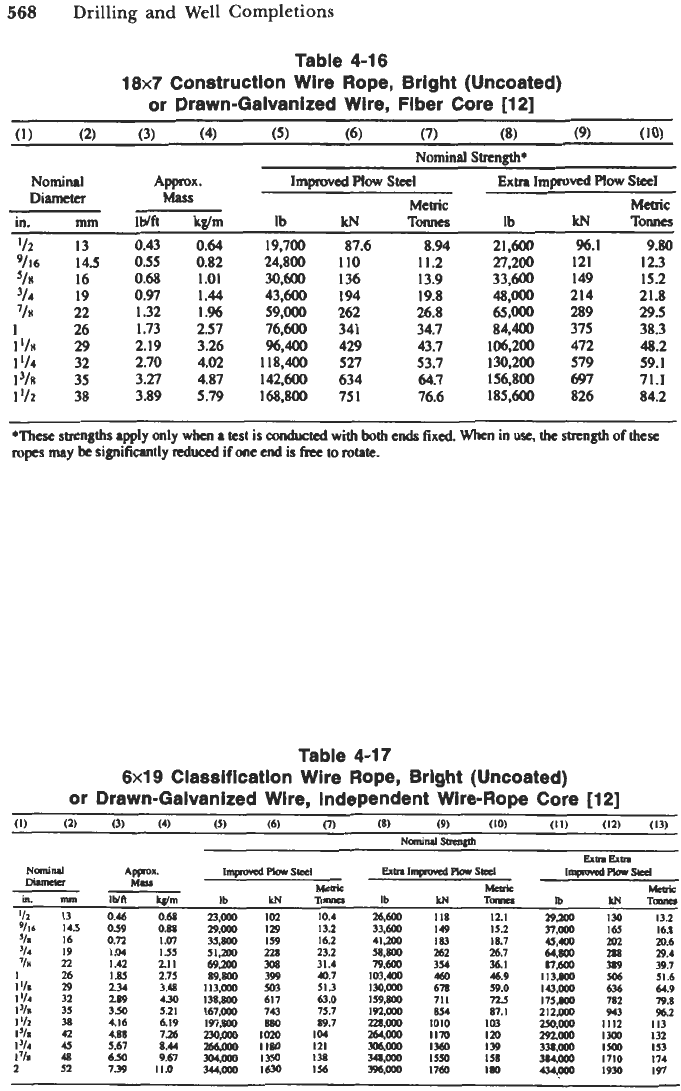
Table 4-18
6x37
Classification Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Independent Wire-Rope Core [12]
0.46
0.68
118
12.1 13
14.5
16
19
22
26
29
32
35
38
42
43
48
52
54
58
60
64
67
71
74
77
80
83
87
90
96
I03
0.59
0.72
I
.04
I
.42
I
.85
2.34
3.50
4.16
488
5.67
6.50
7.39
8.35
9.36
10.4
11.6
128
14.0
15.3
16.6
18.0
19.5
21.0
227
26.0
29.6
269
0.88
I
.07
I
.55
2.1
I
2.75
3.48
4.30
5.21
6.19
7.26
8.44
9.67
11.0
12.4
13.9
15.5
17.3
19.0
20.8
22.8
24.7
29.0
31.3
33.8
38.7
44.0
26.a
29.000
35.800
51,200
69.200
89,800
113,000
136,800
167,000
197.-
230.000
266.000
30d.000
344.000
384,000
430.000
478.000
524.000
576,000
628.000
682.000
74wOo
798.000
858.000
918.000
982000
1.114111)
l.254.aM
129
I59
228
308
399
503
61
7
743
880
IOM
1180
1350
I530
1710
1910
2130
2330
ZMO
2790
3030
3290
3550
4080
4960
5580
3820
4370
13.2
16.2
23.2
31.4
m.7
51.3
638
15.7
m.1
104
I21
138
1%
I74
195
217
238
261
285
309
336
362
389
416
445
545
569
33,600
41.200
58.800
79.m
103.4W
I30.000
159.800
192,000
228,ooO
264,000
306,000
348,000
396,000
442.000
494,m
548,000
fa4000
658,000
736.000
moa,
856,000
92O.000
984,000
I.074.000
1.14*000
1390.000
lt(66.000
I49 15.2
183
18.7
262 26.7
354
36.1
460
46.9
578 59.0
711
72.S
854 87.1
IOIO
103
1170
I20
13M)
139
1550
158
1760
180
1970
200
2200 224
2440 249
2690
274
2930
299
3270 333
3540
361
3810 389
4090
417
4380
447
4780 487
5090
519
5741)
585
6520
665
29,200
37,000
4wm
64.800
87.600
113,800
143,aM
175.800
212,000
2so.000
292,000
338.000
384.000
434.000
488.000
544,000
604,000
sa9poo
728,000
7w.000
864.000
936.000
I
.OI0,000
1.086.000
1.164.000
1.242.000
1,410,000
IJB6,OM
IM
13.2
165 16.8
202
20.6
288 29.4
389 39.7
506
51.6
636
64.9
943 96.2
782
79.8
Ill2
113
IMO
132
IS00
153
1710 174
1930
I97
2170 221
2420 247
2690
274
2950 301
3240
330
3530 360
3840 392
4160 425
4490
458
4830
493
5180
528
6210
64U
7050
720
5520
563
Table
4-19
6x61 Classification Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Independent Wire-Rope Core [12]
(1)
(2) (3) (4)
(5)
(6)
0)
(8)
(9)
(10)
Nominal
Strength
Nommal
APpoX.
Improved
Plow
Steel
Extra
Improved
Plow
Steel
Diameter
Mass
Metric
Metric
in.
mm
lblft
k@m
Ib
W
Tonncs
Ib
W
Toms
3%
90
22.7 33.8
966.000 4300
438
1,110,000
4940 503
33/4
%
26.0
38.7
1,098,000 4880
498
1,264,000
5620 573
4
103
29.6
44.0
1,240,000
5520
562
1,426,000
6340
647
4'14
109
33.3
49.6
1,388.000 6170
630
1,598,000
7110
725
4'12
115
37.4
55.7
1,544,000
6870
700
1,776,000
7900
806
43/4
122
41.7
62.1
1,706,000 7590
774
1,962,000
8730 890
5
128
46.2
68.8
1,874,000 8340
850
2,156,000
9590
978
570
Drilling and Well Completions
Table
4-20
6x91
Classification Wire Rope, Bright (Uncoated)
or
Drawn-Galvanized Wire, Independent Wire-Rope Core
[12]
(1)
(2)
(3)
(4)
(5)
(6) (7)
(8)
(9)
(10)
Nominal Strength
Nominal
Apprux.
Improved Plow
Steel
Exm
Improved
Plow
Stccl
Metric Metric
Diameter Mass
in.
mm
lWft
kp/m
Ib
kN
Tonnes
Ib
kN
Tonncs
4
103
29.6 44.1
4'14
109
33.3 49.6
4'12
115
37.4 55.7
4'14 122 41.7 62.1
5
128 46.2
68.7
5'14
135
49.8 74.1
5'12
141
54.5
81.1
S3/4
148
59.6
88.7
6 154
65.0
%.7
1,178,OoO
1,320,000
1,468,000
1
,620.000
1,782,000
1,948,000
2, I20,000
2,296,000
2,480.000
5240
5870
6530
7210
7930
8670
9430
lo200
1
1000
534 1,354,000
599
1,518,000
666
1.688.000
735 1,864,000
808
2,048.000
884
2,240.000
%2 2,438.000
1049 2.640.000
1125
2.852.000
6020
614
6750 689
7510
766
8290
846
9110 929
9960
1016
10800
1106
11700
1198
12700 1294
Table
4-21
8x19
Classification Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Independent Wire-Rope Core
[12]
(1)
(2)
(3)
(4)
(5)
(6) (7)
(8)
(9)
(10)
Nominal Swngth
Nominal
Approx.
lmpvcd
Plow
Steel
Extra
Improved
plow
Stecl
Metric Metric
Diameter Mass
in.
mm
IWft
kglm
Ib
kN
Tonnes
Ib
kN
TOM^
'/z
13
0.47
0.70
20,200 89.9 9.16 23,400
104
10.5
*/n
16 0.73
1.09
31,400
140
14.2
36.200
161
16.4
3/4
19
1.06
1.58
45,000
200
20.4 51,800
230 23.5
'18
22
1.44
2.14
61,000 271 27.7 70,000
311
31.8
1
26
1.88
2.80
79,200
352
35.9 91,000
405
41.3
lI/u
29 2.39
3.56
99,600
443
45.2
114,600 507 51.7
9/16
14.5
0.60
0.89
25,600
114 11.6
29,400
131
13.3
Table
4-22
19x7
Construction Wire Rope, Bright (Uncoated)
or Drawn-Galvanized Wire, Wire Strand Core
[12]
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
Nominal
Approx.
Improved
Plow
Steel
Extra
lmprorovcd
Mow
Stccl
Metric
Me&
Diameter MaSS
in.
mm
IWft
kglm
Ib
kN
Tomes
Ib
kN
Tonns
'12
13
0.45
0.67 19.700 87.6 8.94 21,600
%.I
9.80
9/16
14.5
0.58
0.86 24.800
110
11.2 27.200 121 12.3
5/x
16
0.71
1.06
30,600
136
13.9 33.600 149 15.2
'14
19
1.02
1.52
43.600 194
19.8
48,000
214 21.8
'11
22
1.39 2.07 59,000 262
26.8 65,000
289
29.5
I
26
1.82 2.71 76.600
341
34.7
84,400 375 38.3
I'h
29
2.30
3.42
%,a
429
43.7
106,200
472 48.2
l3/u
35
3.43 5.10 142.600 634 64.7 156,800 697 71.1
1%
38
40.8
6.07
168,800
751
76.6
185,600
826 84.2
Nominal
Strength+
1'14
32 2.84 4.23
118.400
527
53.7 130.200 579 59.1
*These
smgths
apply only when
a
test
is
conducted
with
both
ends
fixed.
When
in
usc.
the
strength
of
thcse
ropes
may
be
significantly
reduced
if
one
end
is
free
to mtate.
Hoisting System
571
Table
4-23
6x25
“B,”
6x27
“H,”
6x30
“G,”
6x31
“V”
Flattened Strand Construction Wire Rope
Bright
(Uncoated) or Drawn-Galvanized Wire
[12]
Merric
Metrif
in.
mm
lb/ft
kgh
Ib
kN
TOMCS
Ib
kN
TOMCS
Diameter
13
0.47 0.70
14.5
0.60
0.89
16 0.74
1.10
19
1.06
1.58
22
1.46
2.17
26
1.89 2.81
29
2.39 3.56
32
2.95 4.39
35
3.57 5.31
42 4.99 7.43
45 5.74 8.62
48
6.65
9.90
52 7.56 11.2
38 4.25 6.32
25.400
32.000
39,400
56.400
76,000
98,800
124,400
152,600
183,600
2
1
6,000
254,000
292.000
334.000
378.000
1
I3
1
42
175
251
330
439
553
679
817
961
1,130
1,300
1,490
1,680
11.5
14.5
17.9
25.6
34.5
44.8
56.4
69.2
83.3
98.0
I
I5
I32
I51
171
28.000
35.200
43.400
62,000
83,800
108,800
137,000
168.000
202.000
238,000
280,000
322,000
368,000
41 4.000
125
157
1
93
276
313
484
609
747
898
1.060
1W
1,430
1,640
1,840
12.7
16.0
19.7
28.1
38.0
49.3
62.
I
76.2
91.6
108
127
146
167
188
(text
continued
from
page
567)
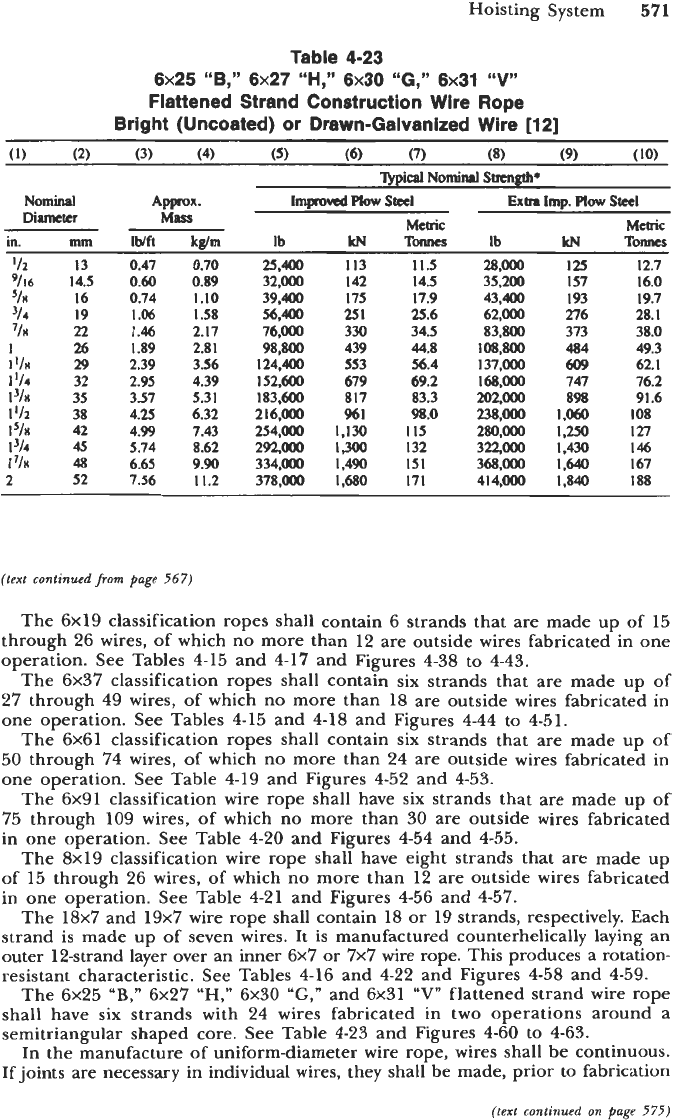
The
6x19
classification ropes shall contain
6
strands that are made up of
15
through
26
wires, of which no more than
12
are outside wires fabricated in one
operation. See Tables
4-15
and
4-17
and Figures
438
to
4-43.
The
6x37
classification ropes shall contain six strands that are made up
of
27
through
49
wires, of which no more than
18
are outside wires fabricated in
one operation. See Tables
4-15
and
4-18
and Figures
4-44
to
4-51.
The
6x61
classification ropes shall contain six strands that are made up
of
50
through
74
wires,
of
which no more than
24
are outside wires fabricated in
one operation. See Table
4-19
and Figures
4-52
and
4-53.
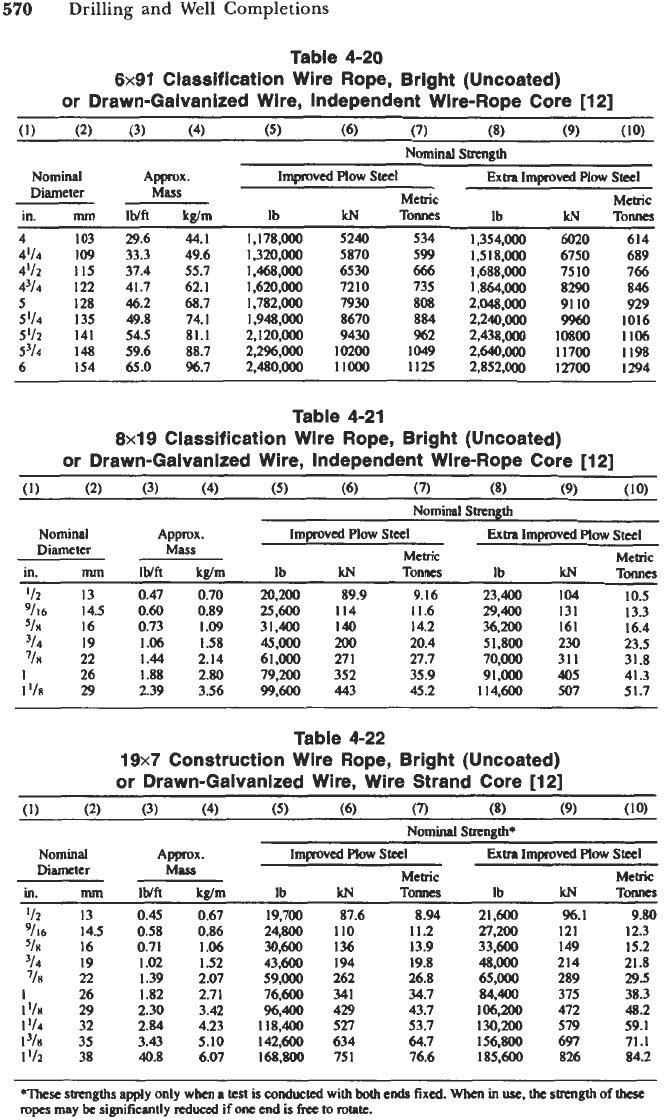
The
6x91
classification wire rope shall have six strands that are made up
of
75
through
109
wires, of which no more than
30
are outside wires fabricated
in one operation. See Table
4-20
and Figures
4-54
and
4-55.
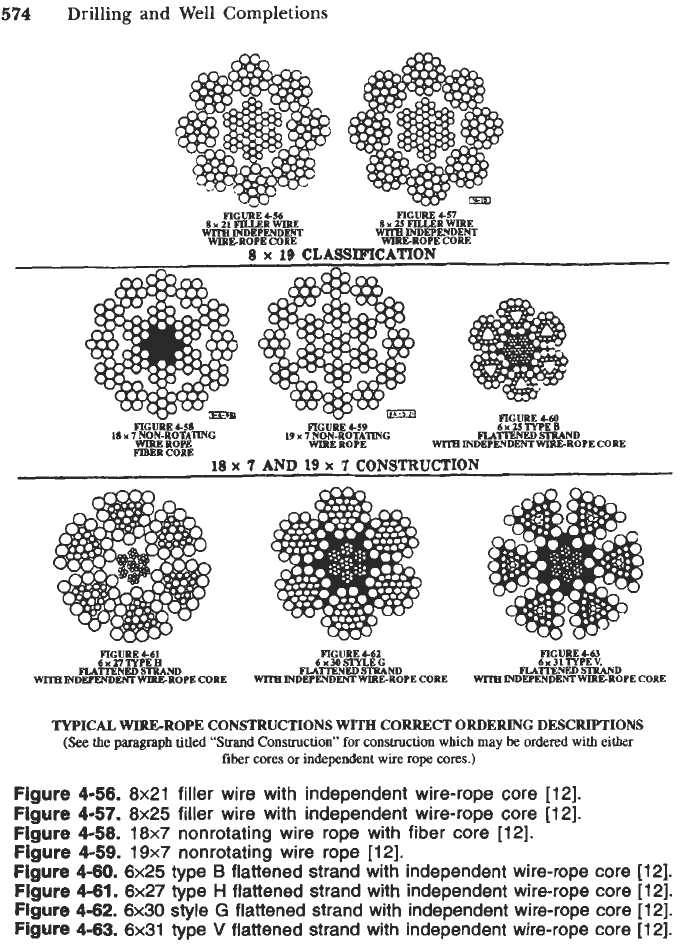
The
8x19
classification wire rope shall have eight strands that are made up
of
15
through
26
wires,
of
which no more than
12
are outside wires fabricated
in one operation. See Table
4-21
and Figures
4-56
and
4-57.
The
18x7
and
19x7
wire rope shall contain
18
or
19
strands, respectively. Each
strand is made up
of
seven wires. It
is
manufactured counterhelically laying
an
outer 12-strand layer over an inner
6x7
or
7x7
wire rope. This produces a rotation-
resistant characteristic. See Tables
4-16
and
4-22
and Figures
4-58
and
4-59.
The
6x25
“B,”
6x27
“H,”
6x30
“G,”
and
6x31
“V”
flattened strand wire rope
shall have six strands with
24
wires fabricated in two operations around a
semitriangular shaped core. See Table
4-23
and Figures
4-60
to
4-63.
In the manufacture of uniform-diameter wire rope, wires shall be continuous.
If joints are necessary in individual wires, they shall be made, prior to fabrication
(text
continued
on
page
575)
574
Drilling and Well Completions
FIGURE
4-37
6x7wITB
FIBER CORE
6
x
7
CLASSIFICATION
FIGURE
4-38
6
x
19SEALEwITA
FIBER CORE
FIGURE
4-39
6
x
198EALEWm
nvnk
PENDENT WIREROPE
CORE
FIGURE
4-40
6
I
21
FILLER
WIRE
WlTl3
FIBER CORE
FIGURE
4-43
6
x
16
WARRINGTON
SEAM
WlTE
INDEPENDENT
WIRE-ROPE CORE
FIGURE
4-41
6
x25
FILLER WIRE
WITB
INDEPENDENT
WIREROPE CORE
FIGURE
4-41
6
x 25
FILLER WIRE
Wm
FIBER CORE
6
x
19
CLASSIFICATION
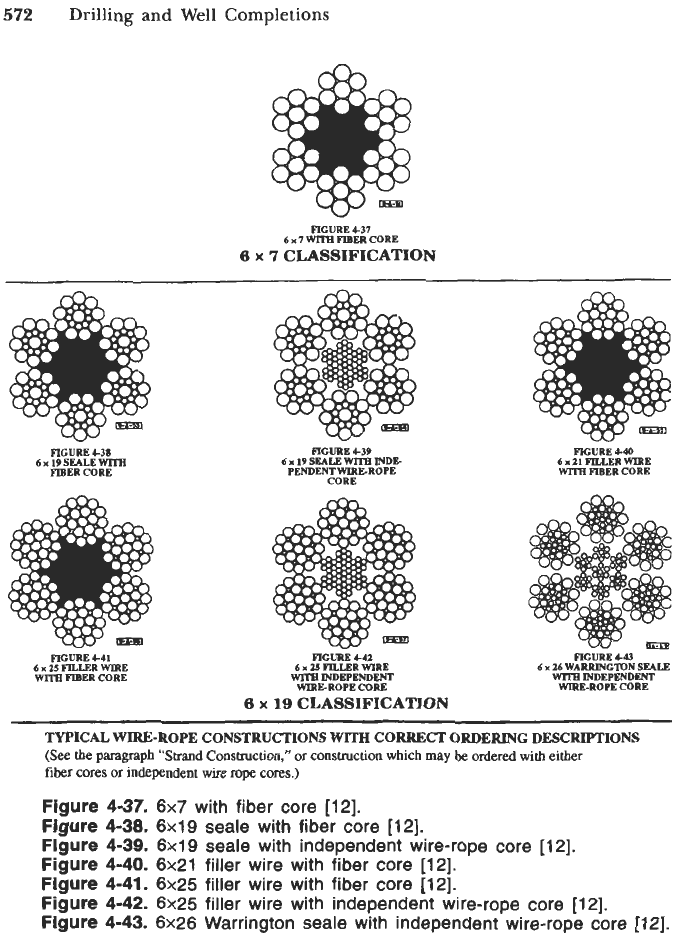
TYPICAL
WLRE-ROPE
CONSTRUCTIONS
WITH
CORRECT
ORDERING
DESCRIPTIONS
(See
the
paragraph
“Strand
Construction,”
or
construction
which
may
be
ordered
with
either
fiber
cores
or
independent
wire
rope
cores.)
Figure
4-37.
6x7
with fiber core
[12].
Figure
4-38.
6x19
seale with fiber core
[12].
Figure
4-39.
6x19
seale with independent wire-rope core
[12].
Figure
4-40.
6x21
filler wire with fiber core
[12].
Figure
4-41.
6x25
filler wire with fiber core
[12].
Figure
4-42.
6x25
filler wire with independent wife-rope core
[12].
Figure
4-43.
6x26
Warrington seale with independent wire-rope core
[12].
Hoisting
System
573
FIGUREb47
6 x36WARRINGTONSEALE
FIGURE446
6x36FILLERWIRE
Wll€l
INDEPENDENT
WIREROPE CORE
FIGhE4.44 FIGURE
4-43
6x31FILLERWIRESEALE 6x31WARRlNGTONSEARLE
wP2"o"r'E""c:T
WITH
INDEPENDENI
WIRE-ROPE CORE
WllB
INDEPENDENT
WIRE-ROPE CORE
FIGURE 441
6
x
49 FILLER
WIRE
SEARLE
-INDEPENDENT
WIRE-ROPE CORE
61
46
FILLER
WIRE
WITHINDEPENDENT
WIRE-ROPECORE
6r
41
FILLER
WIRE
WITH
INDEPENDENT
WIREROPE CORE
FIGURE
4.48
6
x
41 WARRINGTON
SEALE
WITH
INDEPENDENT
WIRE-ROPE CORE
6
x
37
CLASSIFICATION
mcunri
ea
6x73mLERWIRESUIILE
WITH
INDEPENDENT
WREROPE
CORE
FIGURECll
6
x
61
WARRINGTON
SFALE
WllBINDEPENDENT
WREROF'E CORE
6
x
61
CLASSIFICATION
FIGURE
&I
6
x
103
WITH
INDEPENDENT
WIREROPECORE
(TWO.OPERATl0N SIRAND)
FIGURE
4-S4
6
x
91
WllB
INDEPENDENT
WIREROPECORE
(TWO-OPERATlONAL SlRAND)
6
x
91
CLASSIFICATION
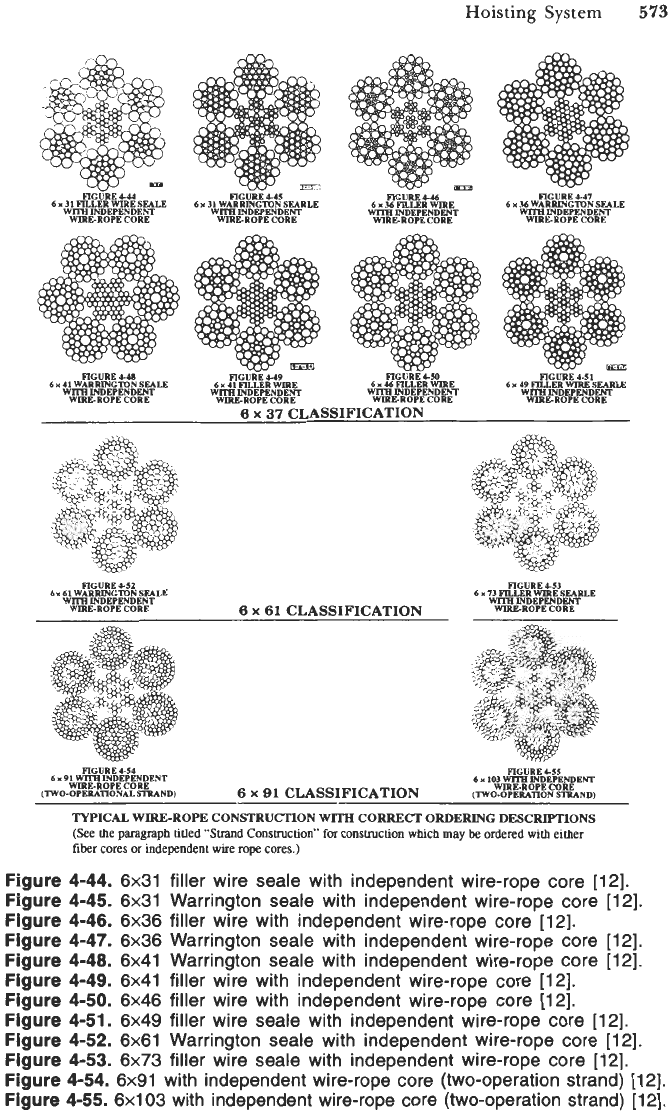
TYPICAL WIRE-ROPE CONSTRUCXION
WlTH
CORRECT
ORDERING DESCRIPTIONS
(See the
paragraph
titled
''Strand
ConsaUctioD"
for
constluction
which
may
be
ordered
with
either
fiber
cores
or
independent
wire
mpe
cores.)
Figure
4-44.
6x31
filler wire seale with independent wire-rope core
[12].
Figure
4-45.
6x31
Warrington seale with independent wire-rope core
[12].
Figure
4-46.
6x36
filler wire with independent wire-rope core
[12].
Figure
4-47.
6x36
Warrington seale with independent wire-rope core
[12].
Figure
4-48.
6x41
Warrington seale with independent wire-rope core
[12].
Figure
4-49.
6x41
filler wire with independent wire-rope core
[12].
Figure
4-50.
6x46
filler wire with independent wire-rope core
[12].
Figure
4-51.
6x49
filler wire seale with independent wire-rope core
[12].
Figure
4-52.
6x61
Warrington seale with independent wire-rope core
[12].
Figure
4-53.
6x73
filler wire seale with independent wire-rope core
[12].
Figure
4-54.
6x91
with independent wire-rope core (two-operation strand)
[12].
Figure
4-55.
6x103
with independent wire-rope core (two-operation strand)
[12].
574
Drilling
and
Well Completions
FIGURE
4-57
SxUFlLLERWIRE
Wna
INDEPENDENT
WIRBROPE CORE
PICURE
CS6
8x
21
FILLER WIRE
Wna
INDEPENDENT
WIREROPE CORE
8
x
19
CLASSIFICATION
FIGURE
4-60
6x
U
TYPE B
PLATlFNEDSTRAND
WITB
INDEPENDENTWIOERO?E
CORE
FIGURE
4-59
19x
7
NON-ROTATXNG
WIRE ROPE
FIGURE
4-53
18x7
NON.ROTATXNG
WIRE ROPE
FIBERCORE
18
x
7
AND
19
x
7
CONSTRUCTION
FICURE4-63
6
x
31
TYPEV.
FLAmED STRAND
WITR
MDEPENDENT WIREROPE
CORE
FIGURE
4-61
6xMSnLEG
FLATIENED STlUND
Wna
INDEPENDENT WIRE-ROPE
CORE
FIGullB
4-61
6x
27TYPEB
FLATIFNED STRAND
WllB INDEPENDENT WIREROPE
CORE
TYPICAL WIREROPE CONSTRUCTIONS
WITH
CORRECT
ORDERING
DESCRIPTIONS
(See
the
paragraph
titled
“Strand
Consmaion”
for
ums~ction
which
may
be
ordered
with
either
fiber
cores
or
independent wire
rope.
cores.)
Figure
4-56.
8x21
filler wire with independent wire-rope core
[12].
Figure
4-57.
8x25
filler wire with independent wire-rope core
[12].
Figure
4-58.
18x7
nonrotating wife rope with fiber core
[12].
Figure
4-59.
19x7
nonrotating wife rope
[12].
Figure
4-60.
6x25
type
B
flattened strand with independent wire-rope core
[12].
Figure
4-61.
6x27
type
H
flattened strand with independent wire-rope core
[12].
Figure
4-62.
6x30
style
G
flattened strand with independent wire-rope core
[12].
Figure
4-63.
6x31
type
V
flattened strand with independent wire-rope core
[12].