Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.

140
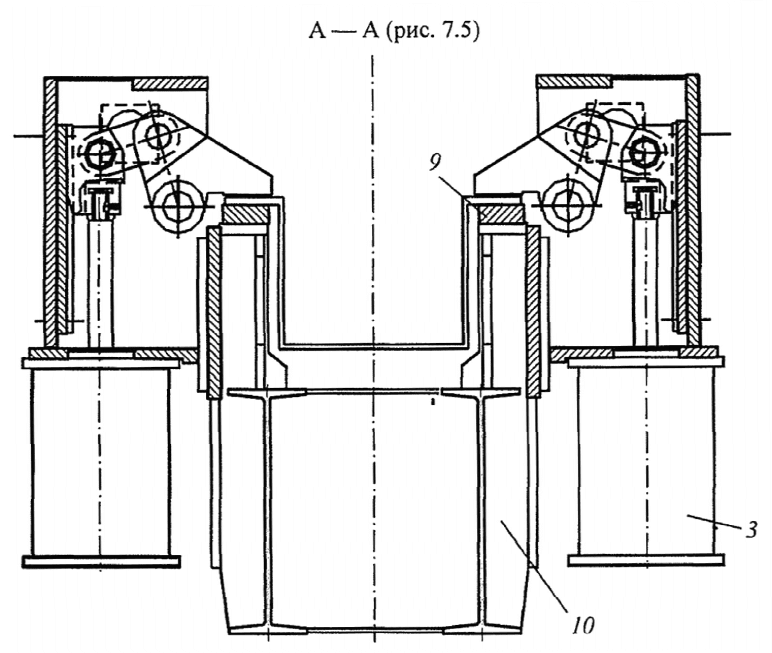
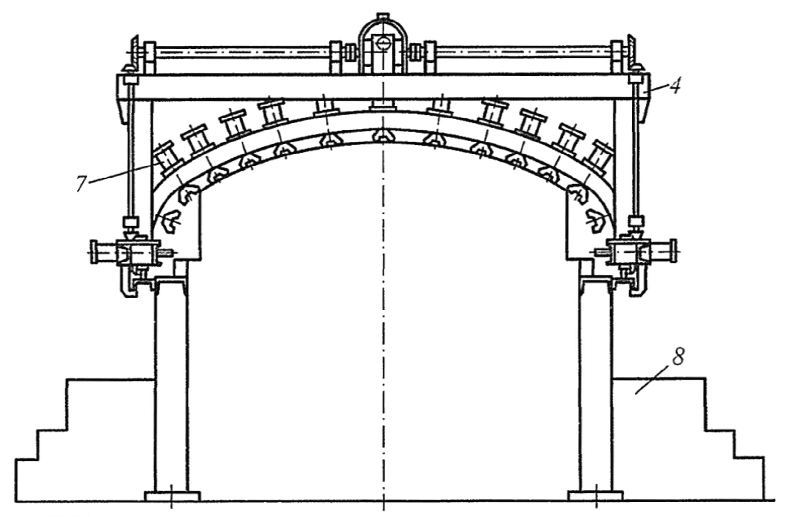
Рис. 7.6. Узел поджатия зетовых профилей в стенде для сборки хребтовой балки
(разрез А—А на рис. 7.5)
7.1.3. Стенды для сборки крупногабаритных узлов
рамного типа
К технологическим узлам, которые представляют собой крупногабарит-
ные сварные конструкции, набранные из продольных и поперечных элемен-
тов, можно отнести рамы вагонов и каркасы боковых стен. В стендах для из-
готовления таких узлов выполняют сборку и частичную сварку рассмат-
риваемых конструкций. В технологии изготовления крупногабаритных рам
чаще всего применяют узловой метод сборки, то есть значительную часть
деталей предварительно объединяют в узлы низших порядков.
Основание стенда для сборки рассматриваемых узлов выполняют в виде
сварных рам, набранных их двутавров № 40—55. Структурная схема ос-
нования стенда повторяет структурную схему собираемого узла. Если стенд
предназначен для сборки рамы вагона с хребтовой балкой, то рама стенда
должна содержать две боковые балки и одну среднюю, набранную из двух
профилей. Расположение поперечных балок рамы стенда должно быть со-
гласовано с расположением поперечных балок собираемого узла.
141
Непосредственно на полках профилей рамы стенда закрепляют уста-
новочные платики для базирования продольных и поперечных балок со-
бираемого узла. Схема крепления платиков должна соответствовать тре-
бованиям к их конструкции (см. п. 2.1), а их взаимное расположение ком-
пенсировать возможные деформации узла из его плоскости, вызванные
усадкой сварных швов.
Направляющие базирующие элементы (упоры, фиксаторы, центрато-
ры) закрепляют на кронштейнах, приваренных к продольным и попе-
речным балкам рамы стенда. Аналогично на раме стенда крепят и при-
жимные элементы.
Рамы стендов для сборки каркасов боковых стен сваривают из легких
профилей и располагают на стойках. Базирующие и прижимные элементы
крепят на них аналогично рассмотренному выше.
7.1.4. Стенды для сборки боковых стен вагонов
Боковые стены вагонов как технологические узлы представляют со-
бой полотнища обшивки, подкрепленные элементами каркаса. В состав
каркаса могут включаться верхняя и нижняя обвязки кузова и стойки.
В этом случае каркас и полотнище изготовляют как самостоятельные
узлы низших порядков в приспособлениях, требования к которым рас-
смотрены выше (см. п. 6.2.1 и 7.1.3).
Сборку стен обычно выполняют в отдельном приспособлении, обо-
рудованном устройствами для базирования полотнища обшивки и каркаса,
для прижатия каркаса и полотнища по контуру и прижимами для поджатия
полотнища к каркасу в промежуточных точках (по стойкам и обвязкам). По-
следние должны быть вмонтированы в раму стенда и обеспечивать надеж-
ное прижатие листов снизу к элементам каркаса. Для этой цели наиболее
приемлемыми оказываются шланговые пневмоприжимы или прижимы в ви-
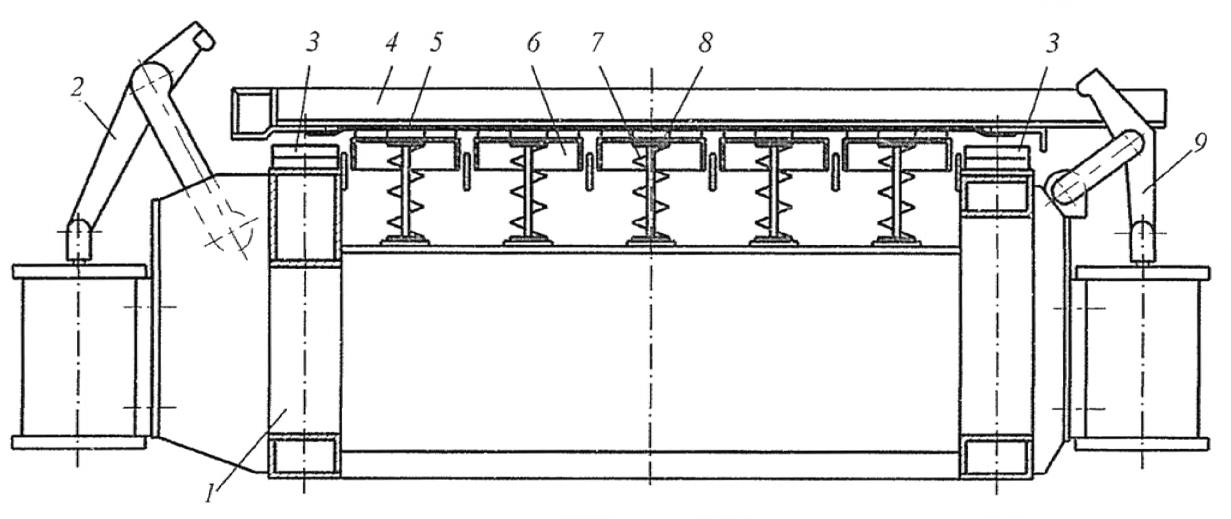
де подпружиненных клавиш. Схема стенда с клавишными прижимами,
предназначенного для сборки боковой стены полувагона, показана на
рис. 7.7.
В свободном состоянии клавиши возвышаются над плоскостью рамы
стенда. При срабатывании вертикальных прижимов по контуру каркаса
клавиши утапливаются до уровня плоскости установочных платиков
стенда. Пружины получают дополнительную деформацию сжатия, в ре-
зультате чего на клавиши действует сила снизу вверх, которая и обес-
печивает прижатие листов к каркасу.
142
Рис. 7.7. Схема стенда с клавишными прижимами: 1 — рама стенда; 2 — прижим каркаса в зоне верхней обвязки; 3 —
установочные платики; 4 — каркас боковой стены; 5 — лист обшивки; 6 — клавиша; 7 — пружина; 8 — стяжной болт;
9 — прижим каркаса в зоне нижней обвязки
143
В случае, когда хотя бы одна из обвязок не включена в состав боковой
стены, элементы каркаса необходимо установить на полотнище обшивки как
отдельные детали. Стенд для сборки таких конструкций будет аналогичен
рассмотренному выше. Различие будет заключаться лишь в том, что в нем
необходимо предусмотреть устройства для базирования не каркаса в целом,
а каждого элемента каркаса.
Рассмотренные конструктивные схемы стендов обычно применяют в
производстве стен грузовых вагонов с обшивкой толщиной свыше 3 мм и
небольшим числом гофров (2—3 гофра) на всей высоте стены.
Если обшивка стен выполнена из тонких листов с частой гофрировкой,
то основание стенда набирают из сплошных чугунных плит с пазами для
гофров. Плиты закрепляют на раме, сваренной из швеллеров или двутавров
№ 30—40. На плитах закрепляют упоры (как правило, неподвижные) для ба-
зирования полотна или отдельных листов по направляющей и опорной ба-
зам (установочными базирующими элементами являются плиты стенда), а
также упоры (чаще откидные) для базирования элементов каркаса.
В рассматриваемых стендах часто выполняют не только сборку стен, но
и сварку их. Если элементы каркаса соединяются с листами контактной то-
чечной сваркой с двухсторонним подводом тока, то стенды оборудуют меха-
ническими подъемными опорами. С помощью этих опор собранную на при-
хватках стену поднимают в сварочное положение на высоту 1000—1200 мм,
достаточную для прохода под стеной нижнего моста сварочного портала.
Конструктивная схема такого стенда показана на рис. 7.8.
Особенность технологии изготовления боковых стен. Стойки боковых
стен соединяются с листами обшивки сварными швами. В результате
усадки сварных швов стены получают изгибные деформации (изгиб осей
стоек) выпуклостью в сторону стоек. Для типовых конструкций боковых
стен вагонов остаточный прогиб посередине высоты составляет 4—8 мм.
Предупредить появление остаточного прогиба можно, если применить
особую технологию сборки стен и особую конструкцию сборочного стен-
да. Сущность такой технологии заключается в следующем.
При сборке боковой стены стойкам необходимо придать обратный вы-
гиб и в таком состоянии соединить их с обшивкой прихватками (5—6
прихваток на длине стойки). После снятия усилия зажатия стоек стена не
вернется в исходное (плоское) состояние, так как после соединения стоек
с обшивкой изгибная жесткость их существенно увеличится (в работу со-
вместно со стойкой включится полоса прилегающей к ней обшивки). По-
лученную стену теперь можно сварить в свободном состоянии без закреп-
ления.
144
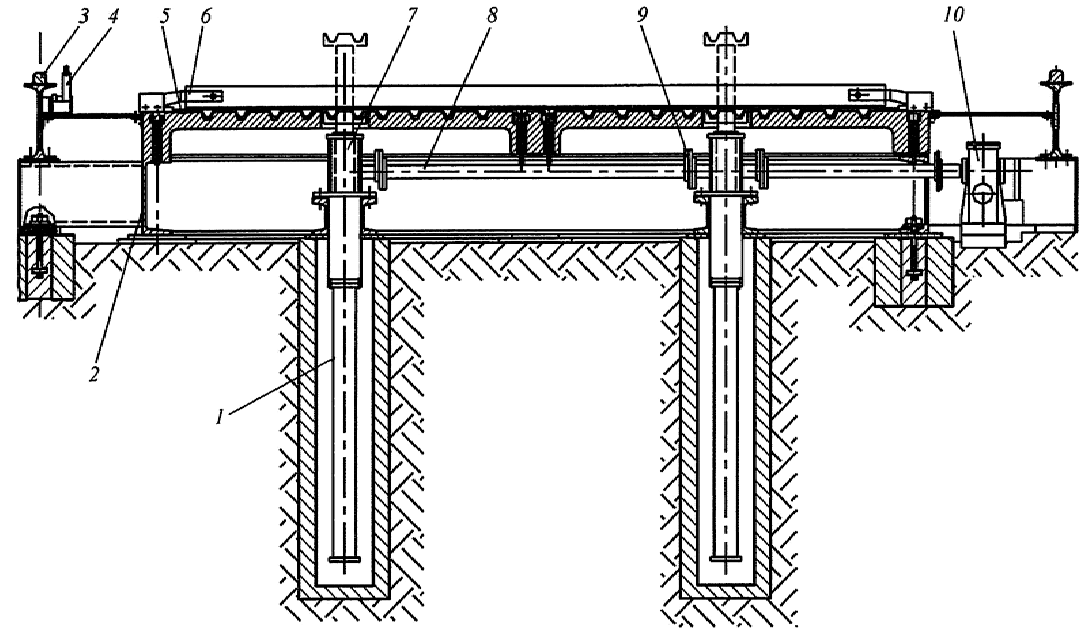
Рис. 7.8. Конструктивная схема стенда для сборки и контактной сварки боковых стен: 1 — подъемная опора;
2 — рама стенда; 3 — рельс для сварочного портала; 4 — концевой выключатель управления приводом подъема опор;
5 — комплект чугунных плит; 6 — откидной упор для базирования стоек; 7 — привод подъемной опоры (зубчато-
реечная передача); 8 — вал привода опор; 9 — муфта с плавающей вставкой; 10 — электрический привод
механизма подъема опор
145
Для реализации этой технологии основание стенда, показанного на
рис. 7.8, можно набрать из двух продольных плит. Под левый и правый
края плит необходимо установить прокладки определенной толщины с
тем, чтобы получить вогнутую форму основания стенда. Для придания
прогиба стойкам в состав стенда необходимо включить перемещающийся
вдоль него прижимной портал с тремя (как минимум) вертикальными при-
жимами стоек.
Замечание 7.1. Технология сборки и сварки стен с обратным выгибом
может быть применена лишь для стен с гладкой или периодично гофриро-
ванной обшивкой. В случае сквозной частой гофрировки тонких листов эф-
фект можно получить только при малой изгибной жесткости стоек. Это
обусловлено тем, что гофрированная обшивка, обладая значительной попе-
речной податливостью, не может удержать стойку в деформированном
состоянии.
7.1.5. Стенды для сборки пространственных конструкций
К технологическим узлам вагонов, имеющим пространственную струк-
туру, можно отнести крыши вагонов, крупногабаритные крышки люков в
крышах и др.
В современных конструкциях вагонов распространены крыши в виде ци-
линдрической оболочки из листов, подкрепленной элементами каркаса (об-
вязками, дугами, стрингерами). Элементы каркаса у большинства кон-
струкций расположены с внутренней стороны крыши.
Отличительной особенностью любого стенда для сборки крыши является
то, что его основание выполняют в виде сварного каркаса, обеспечивающего
доступ для выполнения работ по прихватке листов к дугам с внутренней
стороны собираемой крыши.
На каркасе размещают устройства для базирования и закрепления торцо-
вых стенок крыши, обвязок, дуг, стрингеров. Для поджатия листов обшивки
к каркасу применяют передвижной портал с установленными на нем при-
жимами.
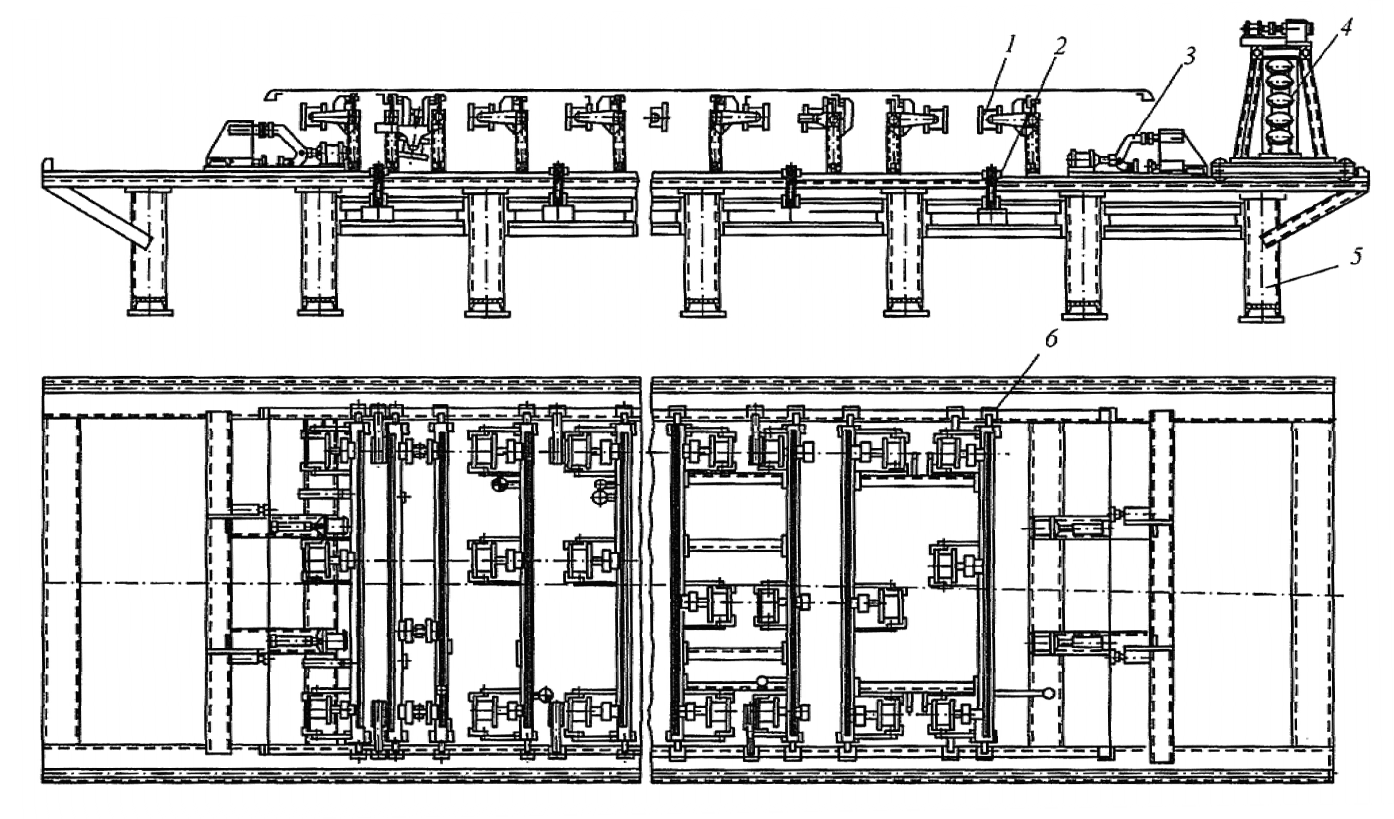
Вариант конструкции стенда для сборки крыши пассажирского вагона
показан на рис. 7.9, 7.10. Стенд представляет собой стапель 5 каркасного ти-
па, сваренный из швеллеров, на котором смонтированы базирующие и при-
жимные узлы и портал в виде самоходной тележки 4.
Базирование боковых обвязок крыши осуществляется установочными
платиками и упорами 6, а закрепление — пневмоприжимами 2. Фиксация
дуг производится прижимами 1, а торцевых стенок — прижимами 3.
146
Рис. 7.9. Стенд для сборки крыши вагона
147
Рис. 7.10. Прижимной портал к стенду для сборки крыши
Для прижатия листов к дугам на самоходной тележке (рис. 7.10) пре-
дусмотрены пневмоприжимы 7. Стенд обслуживается из помоста 8, рас-
положенного по его контуру.
7.2. Влияние способов обеспечения точности узловых
размеров на структурную схему сборочного
приспособления
Подавляющее большинство сварных технологических узлов вагонов мо-
гут быть изготовлены с применением одного из двух способов.
Сущность первого способа заключается в том, что сборка выполняется
по методу полной взаимозаменяемости с обеспечением точности узловых
размеров путем беззазорного соединения деталей.
При втором способе точность узлового размера обеспечивается бази-
рующими элементами сборочного стенда, а сборка выполняется или по ме-
тоду полной взаимозаменяемости, или с частичной пригонкой деталей по
месту. В последнем случае детали изготовляют с припуском на обработку,
который снимают в процессе сборки.
Рассмотрим эти два способа на примере возможных вариантов техно-
логического процесса сборки рамы вагона.
Если требования к точности размера ширины рамы и допуск прямоли-
нейности боковых балок (обвязок) не очень жесткие, то можно получить
148
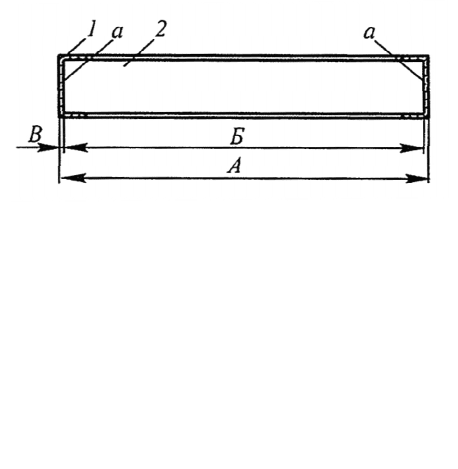
Рис. 7.11. Конструктивная схема ра-
мы: 1 — продольная балка; 2 — по-
перечная балка; а — сварные швы;
А — узловой размер; Б, В —
размеры
деталей
требуемую ширину рамы путем встречного прижатия обвязок до устра-
нения зазоров во всех соединениях стенок профилей. Конструкция сбо-
рочного стенда в этом случае будет наиболее простой, так как для бази-
рования и закрепления в стенде обвязок достаточно предусмотреть только
систему установочных платиков и комплекты вертикальных и гори-
зонтальных прижимов.
Если же требования к указанному выше размеру достаточно жесткие,
то необходимый размер ширины рамы нужно будет обеспечивать сбо-
рочным стендом. В этом случае в стенде дополнительно должен быть
предусмотрен комплект боковых упоров, позволяющий выполнить бази-
рование обвязок по направляющей базе (стенке профиля). Боковые при-
жимы теперь должны прижимать обвязки не к поперечным балкам, а к
упорам стенда.
При разработке схемы базирования составных частей узла или струк-
турной схемы сборочного приспособления необходимо обоснованно вы-
бирать способы обеспечения точности узловых размеров. Указанная за-
дача может быть решена на основе размерного анализа конструкции тех-
нологического узла.
Сущность размерного анализа конструкции сводится к разработке сбо-
рочных размерных цепей по всем соединениям, выбору методов их реше-
ния, определению расчетных значений параметров замыкающих звеньев и
сопоставлению этих значений с заданными в конструкторской и другой
технической документации. Структура сборочных размерных цепей и ме-
тоды их решения подробно рассмотрены в [5].
Методику выбора методов сборки рассмотрим на примере изготовле-
ния простейшей сварной рамы, показанной на рис. 7.11.
При выборе метода сборки по со-
единениям стенок профилей попе-
речных и продольных балок (см. рис.
7.11, сварные швы а) прежде всего не-
обходимо проверить возможность
сборки такой конструкции без зазоров
в соединениях.
В размерной цепи, моделирующей
этот способ сборки (рис. 7.12, а), за-
мыкающим звеном будет узловой раз-
мер А. Для решения размерной цепи
методом минимума — максимума
149
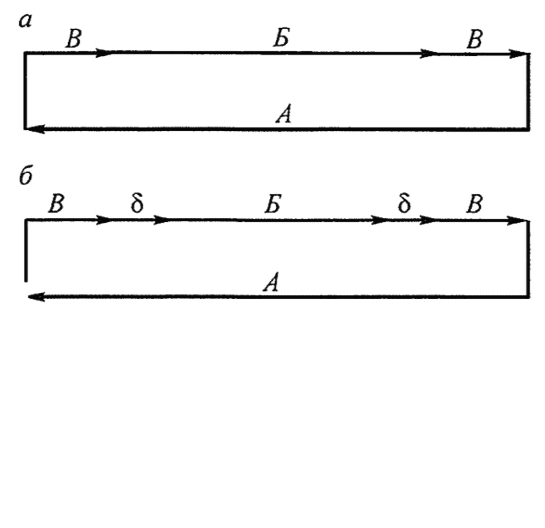
Рис. 7.12. Размерные цепи при сборке рамы:
а — без зазоров в соединениях продольных
и поперечных балок; б — с обеспечением
узлового размера сборочным приспособле-
нием; δ — зазор в соединениях стенок
продольных
и поперечной балки
воспользуемся уравнениями
приведенными в п. 3.3. По урав-
нению (3.10) найдем расчетное
значение допуска замыкающего
звена Т
Ар
.
Для принятия решения о
приемлемости рассматривае-
мого способа сборки необходи-
мо сопоставить расчетный до-
пуск размера А с допуском Т
А
,
установленным конструкторс-
кой документацией. При этом
возможны следующие две ситу-
ации Т
Ар
> Т
А
или Т
Ар
< Т
А
.
Первая ситуация свидетель-
ствует о том, что рассматриваемый способ сборки неприемлем, так как не
позволяет обеспечить требуемую точность замыкающего звена размерной
цепи. При второй ситуации точность замыкающего звена обеспечивается,
т.е. можно выполнить сборку по методу полной взаимозаменяемости. Од-
нако неизвестно, будет ли действительный размер замыкающего звена на-
ходиться в заданных пределах. Поэтому необходимо решить уравнения
(3.7)—(3.9), найти расчетные значения минимального и максимального
размеров А
рmin
и А
рmax
и сопоставить их с размерами, заданными конструк-
торской документацией. Общая схема выполнения размерного анализа
при рассматриваемом способе сборки показана на рис. 7.13 в виде логиче-
ской цепочки последовательных действий.
Корректировка одного или нескольких номинальных размеров дета-
лей, выполняемая в блоке 6, в случае, когда второе слагаемое не равно
нулю (Т
Ар
< Т
А
), позволит получить поле допуска размера замыкающего
звена с некоторым запасом. Это дает возможность снять опасения того,
что из-за случайных погрешностей изготовления узловой размер может не
уложиться в заданные пределы.
В случае, когда сборка без зазоров в соединениях неприемлема
(Т
Ар
< Т
А
), необходимо применить сборку в ограничительной оснастке,
позволяющей закрепить детали в заданный узловой размер.
В размерной цепи, моделирующей этот способ сборки (см. рис. 7.12,
б), замыкающим звеном будет суммарный зазор в соединениях 2δ.