Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.


110
Замечание 6.1. Параметры начальных несовершенств формы составных
частей технологического узла (кривизна, неплоскостность, скручивание и
др.) принимают в соответствии со следующими документами:
для деталей из листового и профильного проката — по данным соот-
ветствующих стандартов на прокат;
для деталей и узлов собственного изготовления — по допускам фор-
мы, указанным на рабочих чертежах или в технических требованиях.
Замечание 6.2. Устранение начальных прогибов деталей при сборке
имеет смысл лишь в том случае, когда правильная форма детали сохра-
нится и в собранном технологическом узле или когда это необходимо для
наложения сварных швов (для устранения зазора в соединении). Это объяс-
няется тем, что начальные прогибы, как правило, находятся в области уп-
ругих деформаций. Следовательно, после снятия усилия закрепления деталь
примет исходную (или близкую к ней) форму, если ее не будут удерживать в
деформированном состоянии (по сравнению с начальным) образованные при
сборке соединения с другими деталями.
Например, в стенде для сборки торцовой стены вагона угловые стойки,
имеющие начальный прогиб в плоскости листов обшивки, целесообразно за-
креплять в трех точках. Будучи соединенными с листами обшивки даже на
прихватках, стойки сохранят прямолинейную форму.
Балки, закрепленные большим числом прижимов (четыре и более), с не-
которым приближением можно рассматривать как балки, нагруженные рав-
номерно распределенной по длине нагрузкой (рис. 6.2, в).
Составляющая силы прижатия Q
1
в этом случае определяется выражени-
ем
=
1
(4…5),(6.9)
где п — число прижимов.
Для определения составляющей Q
2
воспользуемся известной зависи-
мостью между деформацией и нагрузкой для балки на двух опорах, на-
груженной равномерно распределенной нагрузкой:
=
5
384
,(6.10)
где q — интенсивность распределенной нагрузки.
Остальные элементы выражения (6.10) имеют прежний смысл.
111
Интенсивность распределенной нагрузки представим в виде
=
.(6.11)
Объединив выражения (6.11) и (6.10) и выполнив преобразования, полу-
чим
=
384
5
.(6.12)
Окончательно при закреплении балки во многих точках в каждой из них
необходимо приложить силу
=
1
(4…5)+
384
5
.(6.13)
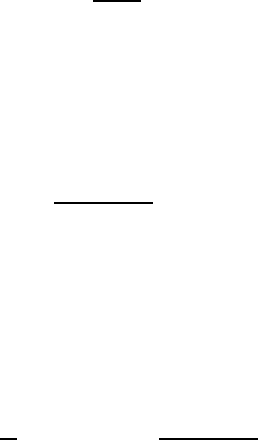
Во многих случаях прижимными элементами сборочного приспо-
собления устраняют отклонения формы поперечного сечения профиля
(см. рис. 6.1. б) — неплоскостность стенки, неперпендикулярность плос-
костей полки и стенки и др. Такая необходимость возникает чаще всего в
случаях, когда требуется устранить зазор в заклепочном соединении или
обеспечить допускаемый зазор в сварном соединении, а также когда полки
смежных деталей узла (например, продольных и поперечных балок рамы)
необходимо расположить в одной плоскости.
Форму поперечного сечения исправляют не на всей длине профиля, а
только в местах образования соединений деталей.
В рассмотренных случаях при определении потребных сил закрепления
деталей в выражение (6.1) необходимо добавить составляющую Q
4
(при-
ближенная величина), которая может быть определена из следующих усло-
вий.
При исправлении неплоскостности стенки ее можно представить как
двухопорную балку длиной ℓ (см. рис. 6.1, б), нагруженную силой по-
середине. Поперечное сечение такой балки будет иметь вид прямоугольника
высотой, равной толщине стенки профиля s. Ширину прямоугольника при-
нимают равной 40s (по 20s в обе стороны от точки приложения силы). При-
мерно такой участок стенки интенсивно сопротивляется изгибу при сосре-
доточенной силе.
Составляющая силы прижатия Q
4
в этом случае будет определяться фор-
мулой (6.7), только вместо параметра f
0
необходимо подставить значение
допуска плоскостности f
1
(см. рис. 6.1, б).

112
При устранении неперпендикулярности полки задача определения со-
ставляющей Q
4
решается аналогично, только выпрямляемый участок полки
рассматривается как консольная балка, нагруженная силой посередине.
В этом случае
=
48
5
,
где I — момент инерции поперечного сечения рассматриваемого участка
полки (полоса размерами 40s×s; s—толщина полки);
b — ширина полки профиля;
f
2
— величина требуемого линейного перемещения кромки профиля (см.
рис. 6.1, б).
Для малых углов параметр f
2
определяется выражением
=0,017
|
∆α
|
,
где Δα
max
— максимальное предельное отклонение углового размера (вер-
хнее или нижнее), град.
Приведенные выше подходы к определению сил, потребных для уст-
ранения отклонений формы поперечного сечения профиля базируются на
элементарной теории сопротивления материалов. Однако они позво-
ляют получить приемлемые для практики результаты. Применение бо-
лее сложных расчетных схем теории упругости дает примерно такие же зна-
чения сил.
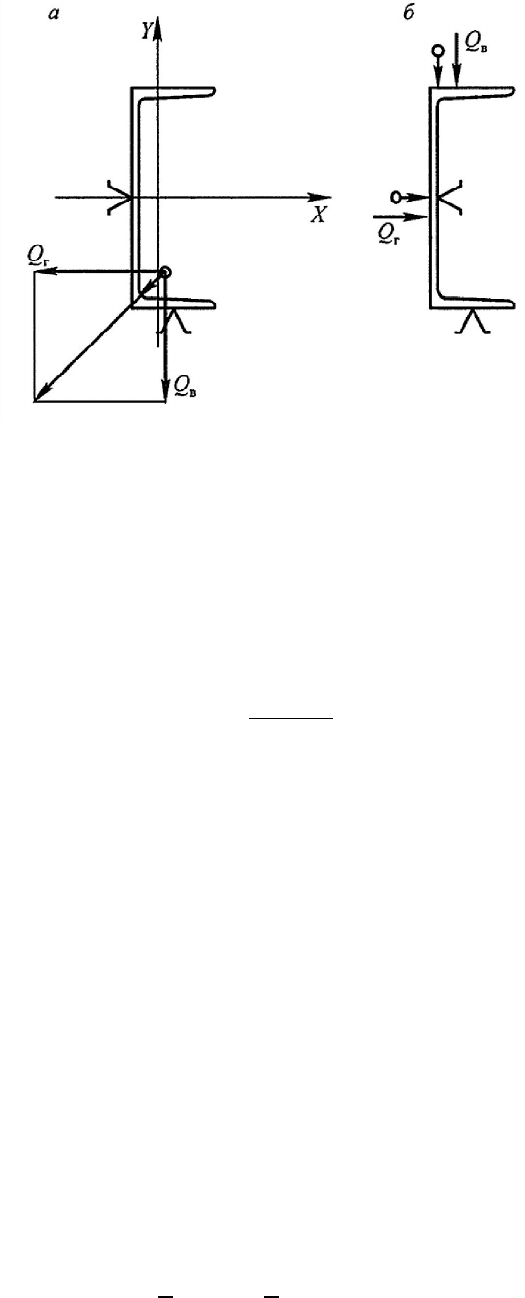
Пример 6.1. Определить потребную силу закрепления поперечной балки рамы
вагона, выполненной из швеллера 20-В2 ГОСТ 5267.1-90 (рис. 6.3, а). Характери-
стики профиля: момент инерции J
X
= 2360 см
4
; J
Y
= 327 см
4
; погонная масса
m = 28,7 кг/м. Длина балки L = 1350 мм.
Решение
Примем схему закрепления балки в соответствии с рис. 6.3, а (прижатие од-
ним прижимом в двух направлениях) и рис. 6.2, а (прижатие в двух точках). Вес
детали равен
=g,
где g — ускорение свободного падения (g ≈ 10 м/с
2
);
=10∙28,7∙1,35=387Н.
113
Рис. 6.3. Схемы закрепления балок рамы вагона:
а — поперечной; б — продольной
В рассматриваемой схеме закрепления балки можно принять, что горизон-
тальная и вертикальная силы прижатия равны, т.е. Q
т
= Q
в
. По выражению (6.4)
равнодействующая сил прижатия (сила, развиваемая прижимом) будет равна
=
48
5
.
Пример 6.2. Определить потребную силу закрепления верхней балки торцо-
вой стены пассажирского вагона, выполненной из швеллера 20-В2. Схема зак-
репления балки в соответствии с рис. 6.3, а и 6.2, б. Длина балки L = 3100 мм.
Начальная кривизна профилей в горизонтальной и вертикальной плоско-
стях по ГОСТ 5267.1-90 f
0
≤ 0,2 % длины профиля. Модуль упругости матери-
ала Е = 2∙10
5
МПа. Другие характеристики профиля по примеру 6.1.
Решение
По аналогии с примером 6.1 вес детали равен
=10∙28,7∙3,1=890Н.
В соответствии с выражением (6.5) составляющие Q
1
горизонтальной и вер-
тикальной сил прижатия будут равны:
г
=
в
=
1
3
∙5=
1
3
∙5∙890≈1,48кН.
По выражению (6.7) составляющие Q
2
горизонтальной и вертикальной сил
прижатия будут равны:
114
г
=
48∙2∙10
∙10
∙327∙10
∙0,002∙3,1
3,1
=6,53кН;
в
=
48∙2∙10
∙10
∙2360∙10
∙0,002∙3,1
3,1
=47,13кН.
В итоге горизонтальная и вертикальная силы прижатия будут равны:
г
=1,48+6,53=8,01кН;
в
=1,48+47,13=48,6кН.
Сила, развиваемая прижимом,
=
г
+
в
=
8,01
+48,6
=49,25кН.
Пример 6.3. Определить потребные силы закрепления боковой балки (об-
вязки) рамы вагона. Поперечное сечения балки — швеллер 20-В2. Схема закреп-
ления балки в соответствии с рис. 6.3, б и 6.2, в. Длина рамы L = 14000 мм; число
комплектов прижимов п = 7. Характеристики профиля по примерам 6.1 и 6.2.
Решение
Вес балки равен:
=10∙28,7∙14,0=4,02кН.
Составляющие Q
1
горизонтальной и вертикальной сил прижатия равны:
г
=
в
=
1
7
∙5=
1
7
∙5∙4,02=2,87кН.
По выражению (6.12) составляющие Q
2
горизонтальной и вертикальной сил
прижатия равны:
г
=
384∙2∙10
∙10
∙327∙10
∙0,002∙14
5∙7∙14
=0,07кН;
в
=
384∙2∙10
∙10
∙2360∙10
∙0,002∙14
5∙7∙14
=0,53кН.
Необходимые усилия закрепления балки в горизонтальном и вертикальном
направлениях соответственно равны:
г
=2,87+0,07=2,94кН;
в
=2,87+0,53=3,40кН.
115
6.2. Закрепление деталей в сборочно-сварочных стендах
6.2.1. Общие положения
В сборочно-сварочных стендах выполняют сборку технологических
узлов, а также полную или частичную сварку их. Следовательно, при
выборе потребных сил закрепления деталей в таких стендах кроме рас-
смотренного в п. 6.1 необходимо учитывать силы, возникающие в про-
цессе наложения и остывания сварных швов. Особенность выбора сил за-
крепления деталей в сборочно-сварочных приспособлениях заключается
еще и в том, что во многих случаях чрезмерно большие силы закрепления
деталей могут привести к снижению податливости сварной конструкции и
образованию усадочных трещин в швах при остывании сварного узла.
В сборочно-сварочном стенде могут действовать следующие силы:
а) силы, необходимые для удержания изделия от деформирования в
процессе сварки и последующего остывания, в том числе и силы, возни-
кающие при остывании и усадке сварных швов;
б) усилия, необходимые для предварительного деформирования из-
делия с целью предупреждения остаточной сварочной деформации (если
это необходимо);
в) локальные усилия для подгибки деталей при сварке с целью их
плотного прижатия к соседней детали и устранения местных зазоров (в
случае необходимости).
Общий принцип определения сил, перечисленных в пункте «а», сво-
дится к следующему. Теоретическим расчетом (по методам теории сва-
рочных деформаций) или экспериментально (на опытных образцах из-
делия) определяются форма и размеры остаточных сварочных дефор-
маций изделия. После этого расчетным путем по методам, приведен-
ным ниже, определяются усилия и моменты, которые необходимо при-
ложить к изделию, чтобы предупредить образование этих деформаций в
стенде.
В зависимости от типа сварных узлов вагонов можно выделить три ос-
новные группы сборочно-сварочных стендов: стенды для листовых
конструкций — полотнищ обшивки стен и обечаек котлов цистерн; для
сварных балок — тавровых, двутавровых, швеллерных, коробчатых; стен-
ды для рамных конструкций.
116
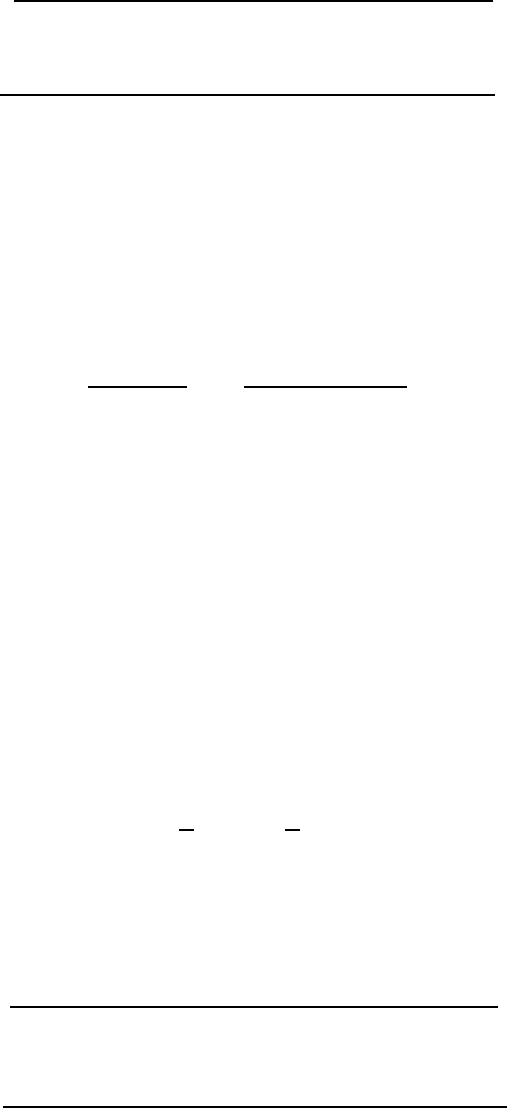
Рис. 6.4. Деформация листового полот-
нища в виде выпучины
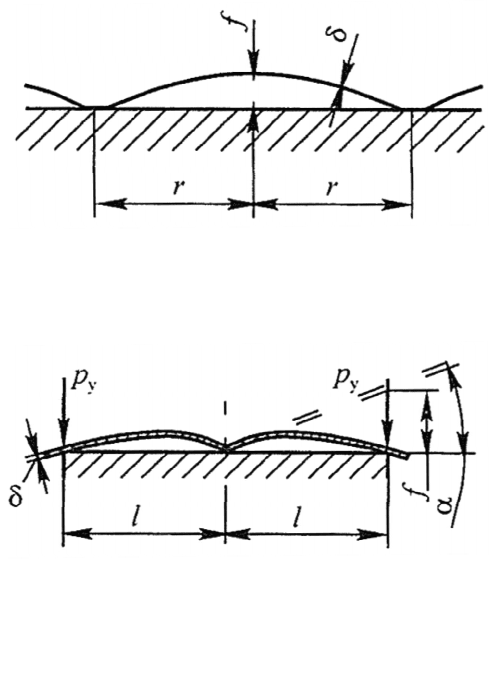
Рис. 6.5. Угловая деформация листов
типа «домик»
6.2.2. Усилия в стендах для листовых конструкций
Для листовых полотнищ основными видами сварочных деформаций
являются: местные выпучины, не доходящие до краев листов (рис. 6.4);
перемежающиеся выступы и впадины цилиндрической формы (волнис-
тость); угловая деформация в виде так называемого «домика» по оси сты-
кового шва (рис. 6.5); скручивание. Деформации волнистости и скручи-
вания листов значительно легче устранимы, чем выпучины или «доми-
ки», и соответственно требуют зна-
чительно меньших усилий. Поэто-
му в дальнейших расчетах следует
учитывать главным образом те ре-
активные усилия, которые могут
возникнуть на прижимах стенда в
результате образования выпучин и
«домиков» под действием усадоч-
ных сил.
В стендах для сборки и сварки
полотнищ из листов, как правило,
закрепляют лишь кромки сваривае-
мых листов в большом числе доста-
точно близко расположенных то-
чек, то есть обеспечивают прижа-
тие листов к основанию стенда
равномерно распределенной по
длине кромки нагрузкой (напри-
мер, с использованием клавишных
прижимов, см. рис. 4.25).
Как правило, эти реактивные усилия значительно превосходят силы,
необходимые для закрепления листов при сборке их в полотнище и опре-
деленные по методике, изложенной в п. 6.1.
Исходя из изложенного, рекомендуется следующий подход к расчету
потребных сил закрепления листов в стендах для сборки и сварки полот-
нищ:
определение потребных сил для предупреждения образования выпу-
чин листов;
определение потребных сил для предупреждения угловых дефор-
маций типа «домик»;
выбор большей величины силы прижатия и проверка узла на отсут-
ствие образования усадочных трещин;

117
если имеется опасность образования трещин в сварных швах, то оп-
ределение максимально допустимой силы прижатия листов, при которой
трещинообразование отсутствует.
Круглую выпучину листов (см. рис. 6.4) можно рассматривать как изо-
гнутую пластину с жестко закрепленным контуром. Для определения про-
гиба такой пластины под действием равномерно распределенной по по-
верхности нагрузки воспользуемся известным выражением
=
64С
,(6.14)
где f — прогиб в центре пластины;
q — интенсивность распределенной по площади пластины нагрузки;
r — радиус выпучины;
C = Eδ
3
/12(1 – μ
2
) — цилиндрическая жесткость пластины;
Е — модуль упругости;
δ — толщина пластины;
μ — коэффициент Пуассона.
Интенсивность распределенной нагрузки представим как q = Q/πr
2
,
где Q — сосредоточенная сила (сила прижатия). Подставив полученное
выражение в формулу (6.14) и приняв μ = 0,3, после преобразования по-
лучим
=
18δ
.(6.15)
Так как приведенные выше расчетные формулы действительны только
в пределах упругости, то необходимо проверить, не выходят ли напряже-
ния в металле за предел упругости (или близкий к нему предел текучести)
при изгибе пластины под действием равномерно распределенной нагруз-
ки.
Наибольшее напряжение в центре пластины
σ=
3
8
δ
(1+μ).(6.16)
После подстановки q = Q/πr
2
и μ = 0,3 получим
σ=
0,15
δ
.(6.17)

118
Если в выражение (6.17) подставить вместо Q ее значение из формулы
(6.15), то напряжение выразится следующей формулой:
σ=
2,8δ
.(6.18)
По этой формуле можно проверять напряжения в пластине без пред-
варительного определения силы Q, т.е. по исходным данным (по размерам
выпучины). Если окажется, что σ по формуле (6.18) превышает предел теку-
чести, то искомое усилие прижимов следует ограничить величиной [Q], ко-
торую можно найти из выражения (6.17), подставив в него вместо σ значе-
ние предела текучести σ
т
:
[]=
σ
т
δ
0,15
.(6.19)
где [Q] — максимально допустимая сила закрепления листов.
Определенное по формулам (6.15) и (6.19) усилие в реальных зажимных
устройствах неравномерно распределяется по всей площади выпучины, а
прилагается по двум параллельным линиям (например, клавишным), распо-
ложенным близко к ее диаметру вдоль свариваемых кромок.
Расчетная нагрузка на единицу длины каждой кромки будет
р
в
=
4
=4,5
,(6.20)
где р
в
— расчетная погонная нагрузка на каждую кромку листа, необхо-
димая для предупреждения выпучин.
Если же σ > σ
т
, и поэтому расчет ведется исходя из допускаемой на-
грузки [Q], определяемой выражением (51), то допускаемая погонная на-
грузка на кромку листа будет равна
[р
в
]=
[]
4
=
σ
т
δ
0,6
.(6.21)
Пример 6.4. Определить усилие на зажимах стенда для сборки и сварки по-
лотнища обечайки котла цистерны по следующим исходным данным: толщина
листов δ = 10 мм; материал листов — сталь 09Г2Д с пределом текучести
σ
т
= 310 Н/мм
2
; модуль упругости материала Е = 2,1∙10
5
МПа; деформация листов
по рис. 6.4 r = 550 мм; f = 15 мм (установлены экспериментально).

119
Решение
По формуле (6.20) интенсивность расчетной распределенной по длине кромки
нагрузки будет равна
р
в
=4,5∙0,015∙2,1∙10
∙10
(0,01/0,55)
=85,2кН/м.
Соответствующее напряжение изгиба определим по формуле (6.18):
σ = 2,8 ∙ 0,015 ∙ 2,1 ∙ 10
5
∙ 10
6
∙ 0,01/0,55
2
= 291,5 Н/мм
2
, что меньше предела теку-
чести для рассматриваемого материала.
Рассмотрим схему расчета усилий, необходимых для предотвращения
угловых деформаций типа «домик» (см. рис. 6.19). В этом случае шов
подвергается изгибу под действием момента М = р
у
ℓ, где р
у
— погонная
нагрузка на кромку листа от зажимного устройства, необходимая для пре-
дупреждения угловых деформаций; ℓ — расстояние от кромки листа до
оси зажима. При малом расстоянии ℓ от оси стыка до прижима и при дос-
таточно жестком закреплении свариваемых кромок в металле шва могут
появиться напряжения выше предела текучести с опасностью образования
трещин. Поэтому выбор усилия на зажимах следует ограничивать услови-
ем, чтобы в сварном шве или прилегающих зонах под действием этого
усилия не могли образоваться напряжения выше заданного предела, на-
пример, предела текучести σ
т
.
В соответствии с этим условием максимально допустимый изгибаю-
щий момент, приходящийся на единицу длины кромки листа, будет равен
[М]=σ
т
,(6.22)
где [М] = [р
у
] — допускаемый изгибающий момент ([р
у
] — допускаемая
погонная нагрузка);
W = δ
2
/6 — погонный момент сопротивления (δ —толщина листа).
Подставив указанные выражения для изгибающего момента и момента
сопротивления в формулу (6.22), после преобразования получим
[р
у
]=
σ
т
δ
6ℓ
.(6.23)
Пример 6.5. Определить максимально допустимое усилие на зажимах стенда
для сборки и сварки полотнища (исходные данные по примеру 6.4) при рас-
стоянии от кромки листа до линии приложения усилия ℓ = 30 мм.