Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.


120
Решение
По выражению (6.23) имеем
[р
у
]=310∙10
∙0,01
/6∙0,03=172,2кН/м.
Сопоставляя результаты примеров 6.4 и 6.5 и принимая во внимание рекомен-
дуемую схему расчета потребных сил закрепления деталей, получаем вывод, что в
стенде можно принять погонное усилие закрепления листов, равное 172 кН/м.
Замечание 6.3. В примерах 6.4 и 6.5 расчетная допускаемая нагрузка
для предупреждения угловых деформаций [ р
у
] более чем в два раза пре-
вышает расчетную нагрузку р
в
, потребную для предупреждения выпу-
чин листов. Возникает вопрос: а не приведет ли эта нагрузка к появле-
нию пластических деформаций в местах образования выпучин? Нет, не
приведет, так как по условиям закрепления листов (см. рис. 6.4) прогиб
листов под прижимом не может быть больше величины f. Как показано
в примере 6.4, при таких прогибе и размерах выпучин напряжения не мо-
гут превышать предела текучести.
Если при проектировании стенда принять усилие на зажимах в соот-
ветствии с формулой (6.23), то может оказаться, что оно чрезмерно боль-
шое для обеспечения плотного прилегания листов к подкладке стенда.
При этом требования к жесткости основания стенда окажутся неоправ-
данно завышенными. Следовательно, возникает необходимость опреде-
лить минимальное усилие на зажимах, при котором они не будут отры-
ваться от подкладки (постели) стенда. Для определения этого усилия лис-
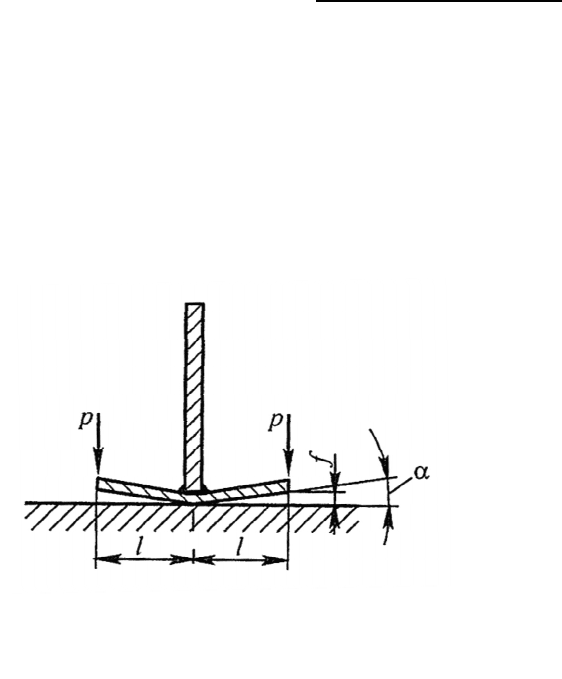
ты представим как консольные балки, нагруженные силами от прижим-
ных элементов стенда. Зависимость между прогибами и нагрузкой для та-
ких балок имеет вид
=
р
у
ℓ
3
.(6.24)
где f — величина зазора между листами и постелью стенда в месте рас-
положения прижима для случая, если бы сварка выполнялась без закреп-
ления листов (см. рис. 6.5);
i = δ
3
/12 — погонный момент инерции сечения листа, приходящийся на
единицу длины.
121
По рис. 6.5 имеем, что f = ℓtgα, где α — величина угловой деформации.
Подставив эти выражения в формулу (6.24) и выполнив преобразования,
получим
р
у
=
Еδ
tgα
4ℓ
.(6.25)
Угловая деформация листов в соответствии с теорией сварочных де-
формаций зависит от толщины листов и площади проплавления (при стыко-
вых соединениях), связанной с погонной энергией источника тепла.
Теоретическое определение величины угловой деформации весьма зат-
руднительно и не всегда дает результат приемлемой точности. В связи с
этим литературные источники по теории сварочных деформаций, как прави-
ло, рекомендуют определять величину угловых деформаций по графикам,
полученным на основе многочисленных экспериментов. При этом площадь
проплавления для стыковых соединений (или площадь наплавленного ме-
талла для других соединений) определяют по параметрам конструктивных
элементов шва, устанавливаемых стандартами на сварные соединения.
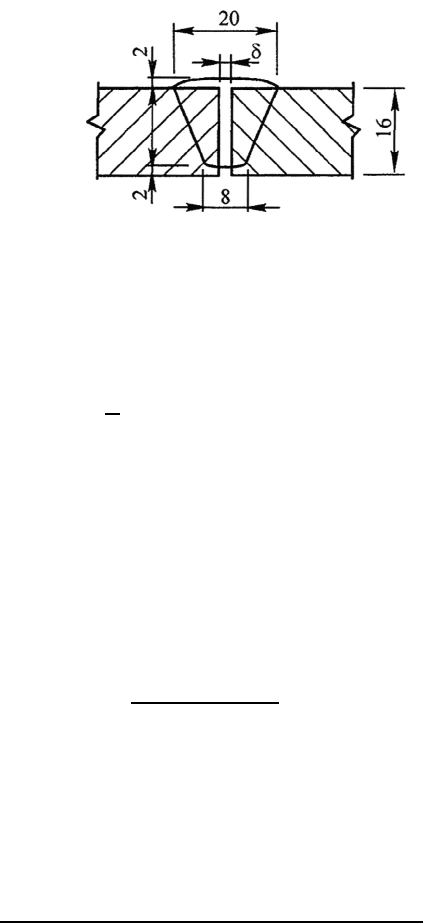
Пример 6.6. Определить минимальное усилие на зажимах стенда по условию
предупреждения угловых деформаций (исходные данные по примерам 6.4 и 6.5).
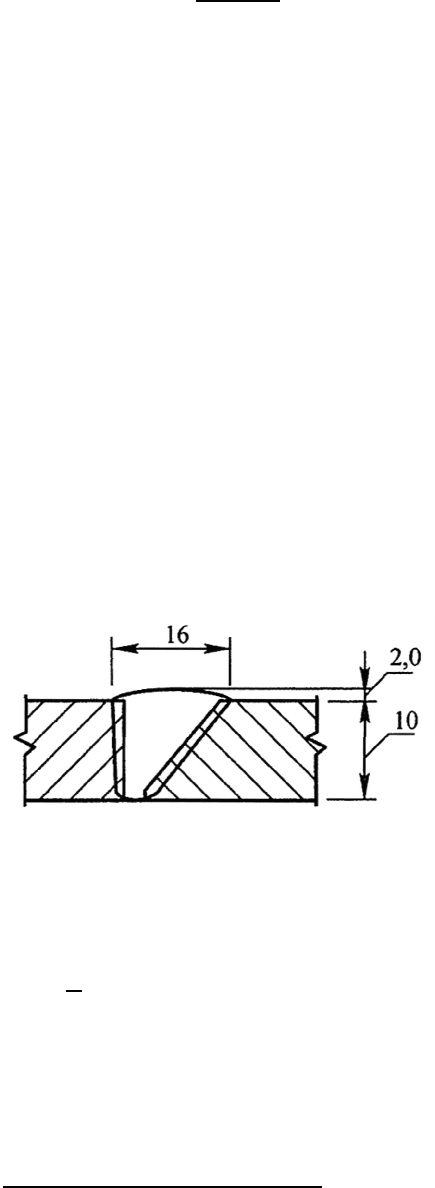
Соединение листов — стыковое с односторонней разделкой кромок по схеме:
Решение
По данным эскиза площадь проплавления равна
п
≈
1
2
(16∙10+2∙16)=96мм
.
При автоматической сварке с такой площадью проплавления tgα = 0,01. По-
гонная нагрузка на одну кромку от зажимного устройства равна:
р
у
=
2,1∙10
∙10
∙0,01
∙0,01
4∙0,03
=523кН/м.
122
Полученная погонная нагрузка значительно превышает максимально до-
пустимую нагрузку, рассчитанную в примере 6.5. Объединяя результаты
примеров 6.4, 6.5 и 6.6 окончательно принимаем силу закрепления листов
р
у
= 172 кН/м.
6.2.3. Усилия в стендах для балочных конструкций
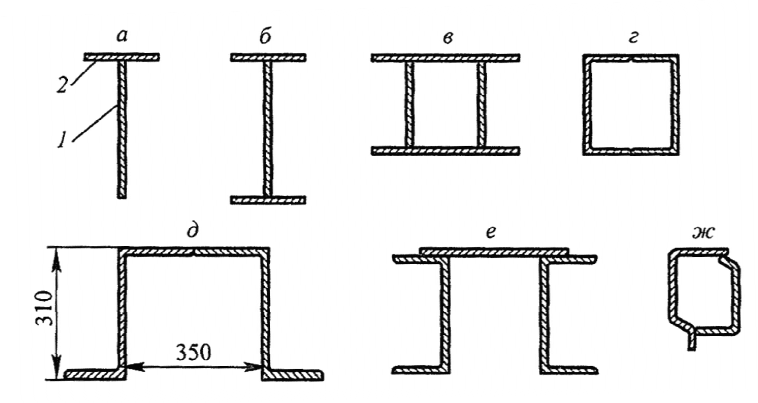
В вагоностроении наибольшее распространение получили конструкции
сварных балок, поперечные сечения которых показаны на рис. 6.6. Основ-
ными видами деформаций сварной балки являются: продольный (осевой)
изгиб; поперечный изгиб (грибовидность пояса); скручивание. По характеру
силового действия сборочно-сварочных устройств различают стенды, удер-
живающие балку от деформирования во время сварки и остывания швов, и
стенды, служащие для предупреждения остаточных деформаций балки пу-
тем ее предварительного выгиба или скручивания, то есть деформирования в
обратном направлении. В стендах первого типа усилия на прижимах должны
быть достаточными, чтобы удержать балку от деформирования во время ее
сварки и остывания.
Рис. 6.6. Поперечные сечения сварных балок: а — тавровое; б — двутавровое;
в, г — коробчатое (в — из листов; г — из профилей); д — корытное из зетовых
профилей; е, ж — комбинированное (е — из листов и профилей;
ж — из гнутых и катаных профилей); 1 — стенка; 2 — пояс
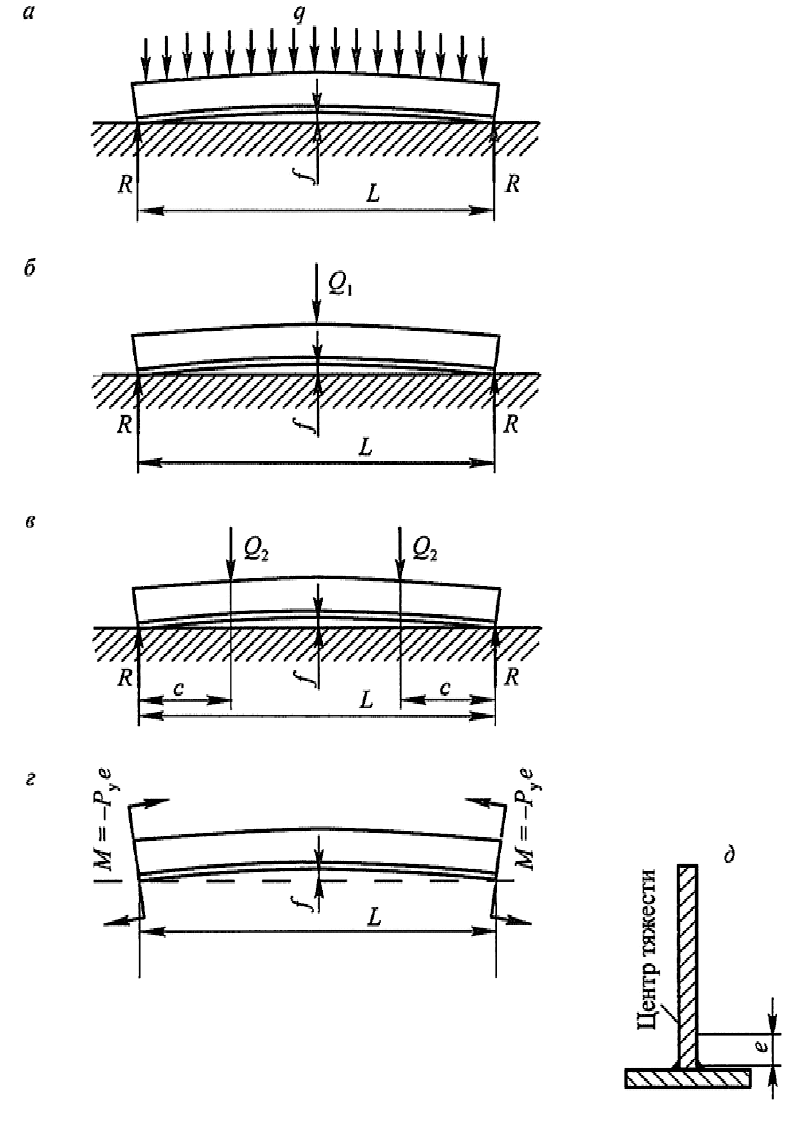
Продольный (осевой) изгиб балки как остаточная сварочная дефор-
мация (рис. 6.7) происходит под действием момента М = Р
у
∙ е, где Р
у
—
садочная сила, действующая по оси шва; е — расстояние между цент-
рами тяжести сечения шва и сечения балки (эксцентриситет). Как изве-
123
стно, балка, находящаяся под действием постоянного момента, изгибается
по дуге окружности. При этом радиус изогнутой оси балки R = EJ/M.
Рис. 6.7. Продольная деформация сварной балки и схемы ее нагружения
и сборочно-сварном стенде: а — равномерно распределенной нагрузкой;
б — сосредоточенной силой посередине длины балки; в — двумя симметричными
силами; г — изгибающим моментом; д — сечение балки

124
Прогиб балки посередине
=
М
8Е
=
Р
у
е
8Е
.(6.26)
Задача, следовательно, сводится к определению усилий, которые не-
обходимо приложить к балке для ее изгиба в обратном направлении с таким
же прогибом, то есть удержать ее в прямолинейном виде.
В соответствии с теорией сварочных деформаций при сварке в тавр од-
носторонним швом усадочная сила определяется выражением
Р
у
=1,7
,Н.(6.27)
При сварке в тавр двумя швами
Р
у
=1,15∙1,7
,Н.(6.28)
Здесь D = 3000 при автоматической сварке;
D = 4000 при ручной сварке;
k — катет шва, мм.
При сварке балок стыковыми швами (рис. 6.6, г и д) усадочную силу
приближенно определяют по формуле (6.27), подставив вместо k
2
площадь
наплавленного металла.
Так как большинство механизированных зажимных устройств для балок
представляет собой ряд одинаковых прижимов, в частности пневматических
или гидравлических, то этот ряд можно рассматривать как равномерно рас-
пределенную нагрузку q, которая должна предотвратить образование проги-
ба балки f во время сварки. Такую схему нагружения балки мы уже рассмат-
ривали в п. 6.1.
Под действием нагрузки q балка на двух опорах R (рис. 6.7, а) получает
прогиб посередине, определяемый формулой (6.10).
Используя выражение (6.10) и (6.26), для определения распределенной
нагрузки q получим следующую зависимость:
=9,6
Р
у
е
.(6.29)
При этом полная нагрузка на всю балку будет:
==
9,6Р
у
е
.(6.30)
125
Замечание 6.4. Упругая линия балки (форма изогнутой оси) при дей-
ствии на нее равномерно распределенной нагрузки будет отличаться от ду-
ги окружности, которую мы имеем при погружении балки изгибающим мо-
ментом от усадочной силы. Однако возникающее при этом различие в вели-
чине прогибов составляет около 2% и им можно пренебречь.
Для сравнительно коротких балок схемы зажимного устройства могут
иметь вид, представленный на рис. 6.7, б и в. При изгибе балки по схеме б ее
прогиб равен
=
48Е
,(6.31)
откуда
=
48
.(6.32)
Если заменить f его значением из формулы (6.26), то получим
=
6Р
у
е
.(6.33)
При изгибе балки по схеме в (весьма распространенной) прогиб балки
равен
=
с
24Е
(
3
−4
)
,(6.34)
откуда
=
24
(3
−4
)
.(6.35)
Если заменить f его значением из формулы (6.26), то получим
=
3Р
у
е
(3
−4
)
,(6.36)
где с — расстояние от концов балки до осей прижимов.
После сборки и сварки тавра со вторым поясом, т.е. после превраще-
ния его в двутавр, возникает прогиб в противоположном направлении,
величину которого определяют по тем же формулам с подстановкой в
126
Рис. 6.8. Угловая деформация бал-
ки (грибовидность)
них момента инерции всего сечения двутавра и нового эксцентриситета е.
Суммируя действия этих двух изгибов, можно определить результирующую
деформацию двутавровой балки и, в частности, ее прогиб, а в зависимости
от него и возникающие в стенде усилия. Аналогичным путем рассчитывают-
ся усилия в стендах для сварки балок другого сечения — коробчатых, ко-
рытных и др.
Пример 6.7. Определить усилия в стенде (см. рис. 6.7, а) для сборки и сварки
тавровых балок, имеющих размеры: стенка 600×10 мм, пояс 300×10 мм, катеты
швов k = 8 мм, момент инерции сечения J=36000 см
4
, эксцентриситет е=196 мм,
длина балки L = 6000 мм.
Решение
Усадочная сила на обоих швах по формуле (6.28) Р
у
=1,15∙1,7∙3000∙82=375 кН.
Распределенная нагрузка по формуле (6.29)
=
9,6∙375∙196∙10
6
=19,6кН/м.
Нагрузка на всю балку по формуле (6.30) Q = 19,6 ∙ 6 = 117,6 кН.
Если стенд имеет прижимы, удерживающие пояс балки от угловой де-
формации типа «грибовидность» (рис. 6.8), то для определения усилий,
которые должны быть реализованы этими прижимами, можно пользовать-
ся тем же методом, который применялся выше при расчете сил, возникаю-
щих от деформации типа «домик» в
листовых конструкциях.
Поперечную деформацию пояса
балки в зажимном устройстве можно
рассматривать как изгиб двухконсоль-
ной пластинки, заделанной посередине
и нагруженной по концам силами р
(аналогично «домику» при сварке ли-
стов встык). Наибольшая допускаемая
нагрузка [р] определяется выражением
(6.23), исходя из допускаемого на-
пряжения изгиба σ
т
.
Замечание 6.5. Рассмотренные схемы закрепления балок позволяют
лишь сохранить прямолинейную форму их на время сборки и сварки. После
освобождения балок от прижимов стенда они принимают криволиней-
127
ную (изогнутую) форму, практически такую же, как и при сварке балок без
закрепления. Остаточный прогиб балок может оказаться меньше лишь в
том случае, когда в результате погружения балки усадочным изгибающим
моментом М = Р
у
е напряжения в некоторых зонах поперечного сечения
достигают предела текучести.
Рассмотрим схемы закрепления балок в приспособлениях, позволяю-
щих предупредить остаточные деформации. Применение таких приспо-
соблений более эффективно, так как после сварки балок отпадает необ-
ходимость в их правке с целью устранения остаточных деформаций.
Для предупреждения изгибных деформаций сварных балок применяют
в основном два способа: изготовление криволинейных заготовок (стенку
балки вырезают по форме, обратной остаточному прогибу) и создание об-
ратного выгиба при сварке балки.
Первый способ эффективен при изготовлении тавровых и двутавро-
вых балок большой высоты. В этом случае балку сваривают в сборочно-
сварочном приспособлении, в котором плоские пояса прижимают к кри-
волинейным кромкам стенки балки. Расчет усилий прижатия выполняют
по методике, изложенной в п. 6.1, только параметры прогибов поясов
принимают по форме стенки балки.
При использовании второго способа предупреждения остаточных де-
формаций в одном или двух разных приспособлениях сначала собирают
балку на прихватках, а затем при помощи дополнительных зажимов при-
дают ей обратный выгиб, используя одну их схем, показанных на рис. 6.7.
Схему рис. 6.7, а чаще используют при стыковых соединениях, выполняе-
мых на подкладках или на флюсовой подушке. В этом случае подкладку
или флюсовую подушку располагают по форме обратного выгиба балки, а
саму балку зажимными устройствами деформируют до полного приле-
гания к подкладке.
Схемы закрепления по рис. 6.7, б и в применяют при угловых и тав-
ровых соединениях, а также стыковых, выполняемых не на подкладках
(см. рис. 6.6, г). При использовании этих схем балку необходимо по кон-
цам прижать к основанию стенда, а в средней части приложить к ней силы
Q
1
или Q
2
(см. рис. 6.7) обратного направления. Для определения величи-
ны этих сил применяют формулы (6.33) или (6.36).
Пример 6.8. Определить усилия закрепления собранной на прихватках хреб-
товой балки вагона (см. рис. 6.6, д) в стенде для автоматической сварки продоль-
ного шва с обратным выгибом балки.
128
Исходные данные: поперечное сечение балки — два зетовых профиля по
ГОСТ 5267.3-90; длина балки L = 21000 мм; момент инерции сечения одного
профиля относительно горизонтальной оси J = 13000 см
4
; расстояние между цен-
трами тяжести площади проплавления и профиля е = 150 мм; схема закрепления
балки — по рис. 6.7, б; схема проплавления полок профилей при сварке:
Решение
Площадь наплавленного металла при зазоре между полками профилей δ=4 мм
равна:
=
1
2
∙20∙2+4∙14=76мм
.
Усадочная сила по формуле (6.27) с учетом замены величины k
2
на F равна:
Р
у
=1,7∙3000∙76=388кН.
По формуле (6.33) к балке необходимо приложить сосредоточенную силу по-
середине:
=
6∙388∙150
31000
=16,6кН.
Следовательно, по концам балку необходимо закрепить силами R = 8,3 кН.
Прогиб балки посередине (балка составлена из двух профилей) по формуле
(6.31) будет равен:
=
16,6∙10
∙21
48∙2,1∙10
∙10
∙2∙13000∙10
=59мм.
6.2.4. Усилия в стендах для сборки и сварки конструкций
рамного типа
К приспособлениям для изготовления конструкций рамного типа мож-
но отнести стенды для сборки и сварки крупных технологических узлов
вагона: рам кузовов и тележек, боковых и торцовых стен, крыш, кузовов
129
и др. При проектировании таких стендов основное внимание должно быть
уделено предупреждению сложных пространственных деформаций сва-
риваемых конструкций.
В рассматриваемых конструкциях технологических узлов вагонов при-
сутствуют различные типы сварных соединений. Сварные швы различа-
ются длиной, расположением в пространстве, массой наплавляемого ме-
талла на единицу длины сварного шва, режимами сварки и др. В этом
случае получить полную картину деформированного состояния узла по-
сле сварки теоретическим путем хотя и возможно, но очень сложно. В
связи с этим при выборе усилий закрепления деталей в стендах для сбор-
ки и сварки сложных технологических узлов рекомендуется рассматри-
вать усадочные деформации не конструкции в целом, а деформации от-
дельных элементов узла.
Например, при проектировании стенда для сборки и сварки рамы ва-
гона усилия закрепления отдельных элементов рамы можно выбрать,
придерживаясь приведенной ниже схемы.
Сначала необходимо определить, какие деформации из плоскости ра-
мы после ее сварки (прогибы в вертикальном направлении) получают про-
дольные элементы рамы — хребтовая и боковые балки (обвязки).
Для предупреждения этих деформаций балкам в стенде для сборки и
сварки рамы необходимо придать обратный выгиб. Следовательно, уста-
новочные платики стенда необходимо расположить в разном уровне в со-
ответствии с формой обратного выгиба.
Далее необходимо рассчитать усилия, которые требуется приложить к
продольным балкам рамы, для того, чтобы можно было их прогнуть до
соприкосновения с установочными платиками. В зависимости от схем
расположения установочных платиков и прижимов для расчета этих сил
могут быть использованы формулы (6.7, 6.12, 6.32, 6.35), полученные для
конструкций балочного типа.
Полученные таким образом усилия закрепления балок позволяют лишь
обеспечить контакт поверхностей балок с плоскостями установочных
платиков. Сила трения появится лишь на поверхностях двух платиков, ес-
ли обратный выгиб балки направлен выпуклостью вниз, или на поверх-
ности одного (среднего) платика, если обратный выгиб направлен вы-
пуклостью вверх. Поэтому к полученной силе закрепления балки необ-
ходимо добавить составляющую Q
1
силы прижатия, рассчитанную одним
из способов, рассмотренных в п. 6.1.