Лахтин Ю.М., Леонтьева В.П. Материаловедение
Подождите немного. Документ загружается.

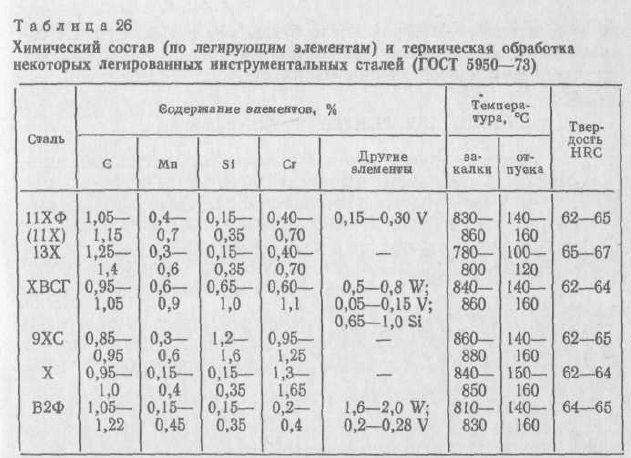
Легированные стали повышенной прокаливаемости, не
обладающие теплостойкостью (ГОСТ 5950—73). Легированные
инструментальные стали (табл. 26) подобно углеродистым не
обладают теплостойкостью и пригодны только для резания
материалов невысокой прочности (σ
очень высокую твердость (см. табл. 26) и при-
351
Β
= 500÷600 МПа) с небольшой
скоростью (до 5—8 м/мин). Их используют для инструмента, не
подвергаемого в работе нагреву свыше 200—250 °С. Легированные
ст али по сравнению с углеродистыми обладают большой
устойчивостью переохлажденного аустенита, а следовательно,
большей прокали-ваемостью. Инструменты из этих сталей можно
охлаждать при закалке в масле и горячих средах (ступенчатая
закалка
), что уменьшает деформацию и коробление инструмента.
Низколегированные стали 11ХФ и 13Х рекомендованы для
инструментов диаметром до 15 мм, закаливаемых в масле или
горячих средах для уменьшения деформации по сравнению с
получаемой в углеродистых сталях, закаливаемых в воде. Ванадий
тормозит рост зерна при нагреве под закалку.
ойСтали повышенн прокаливаемости (60—80 мм) 9ХС и ХВСГ
имеют большую теплостойкость (250—260 °С), хорошие режущие
св
ойства и сравнительно мало деформируются при закалке. Их
применяют для инструмента большого сечения при закалке в
масле или горячих средах (ручные сверла, развертки, плашки и
гребенки). Однако сталь 9ХС склонна к обезуглероживанию при
нагреве, в отожженном состоянии
имеет повышенную твердость
187—241 НВ, что ухудшает ее обработку резанием и давлением.
Вольфрамовые стали В2Ф и ХВ4 после закалки в водных
растворах имеют
обладают высокой теплостойкостью (красностойкостью), т. е.
сп с
352
меняются для пил (по металлу), граверных инструментов и
обработки твердых металлов.
Инструментальные стали изготовляют в металлургической
промышленности в виде горяче- и холоднокатаных прутков с
различной формой сечения, прутков с повышенной отделкой
поверхности (шлифование) и точностью размеров (серебрянка), а
также лент.
Быстрорежущие стали (ГОСТ 19265—73). В отличие от
других инструментальных сталей быстрорежущие стали
особностью охранять мартенситную структуру и
соответственно высокую твердость, прочность и износостойкость
при повышенных температурах, возникающих в режущей кромке
при резании с большой скоростью. Эти стали сохраняют
мартенситную структуру при нагреве до 600—650 °С, поэтому
применение их позволяет значительно повысить скорость резания
(в 2—4 раза) и стойкость инструментов (в 10—30 раз) по
сравнению со сталями, не обладающими теплостойкостью.
Основными легирующими элементами быстрорежущих сталей,
обеспечивающими их теплостойкость, являются в первую очередь
вольфрам и его химический аналог — молибден. Сильно повышает
теплостойкость (до 645—650 °С) и твердость после термической
обработки (67—70 HRC) кобальт и в меньшей степени ванадий.
Ванадий, образуя очень твердый карбид VC, повышает
износостойкость инструмента, но ухудшает шлифуемость.
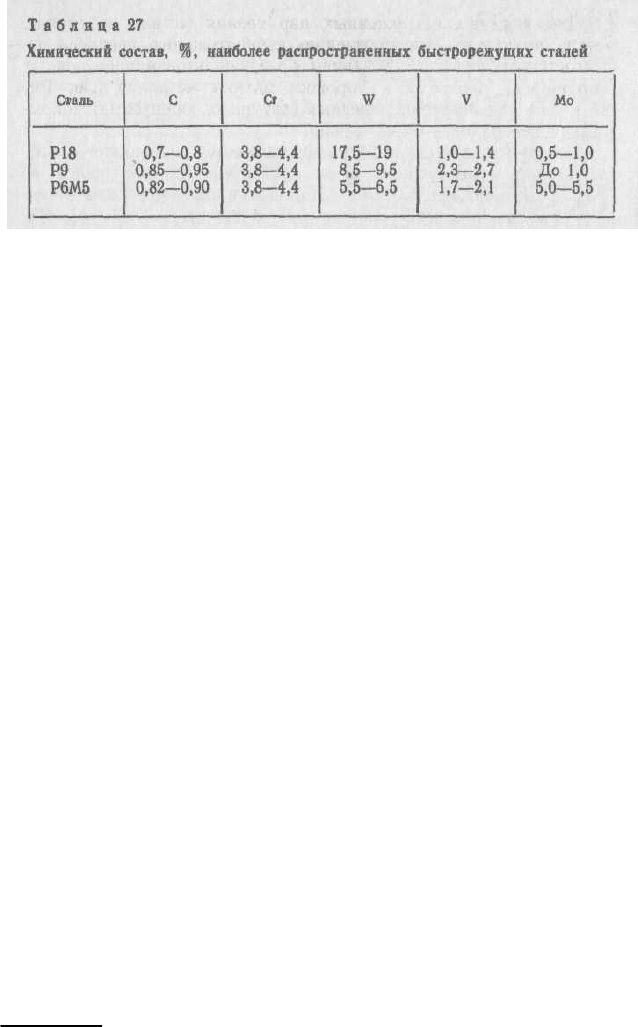
Составы широко применяемых быстрорежущих сталей
(ГОСТ 19265—73) умеренной теплостойкости (620 °С)
1
приведены
в табл. 27. Эти стали рекомендуются для всех видов инструмента
при обработке углеродистых и легированных сталей. Наиболее
часто применяют сталь Р6М5. Для обработки высокопрочных,
коррозионно-стойких и жаропрочных сталей и сплавов применяют
стали, содержащие кобальт Р18К5Ф2, Р9К.5, Р6М5К5, Р9М4К8,
Р2АМ9К5,
Р2АМ9К5 с повышенной красностойкостью (630 °С).
Для чистовых инструментов при обработке вязкой аустенитной
стали и материалов, обладающих абразивными свой-
1
Красностойкость 59HRC при отпуске в течение 4 ч.
ствами, нашла применение сталь
Р12ФЗ с высоким содержанием
ванадия. Все стали обладают
хорошим сопротивлением
износу.
Применяют также сталь с
повышенным содержанием
углерода и азота при низком
содержании вольфрама и молибдена (11РЗАМЗФ2) для
инструментов простой формы при обработке углеродистых и
низколегированных сталей (красностойкость 620 °С).
12 353 Лахтин
Быстрорежущие стали относятся к карбидному
(ледебуритному) классу. Их фазовый состав в отожженном
состоянии представляет собой легированный феррит и карбиды
М
6
С, М
23
С
6
, МС, М
3
С. Основным карбидом быстрорежущей
стали является М
6
С, в котором также растворен ванадий. В
феррите растворена большая часть хрома; большая часть
вольфрама (молибдена) и ванадия находится в карбидах.
Количество карбидной фазы в стали Ρ18 достигает 25—30 %, а в
стали Р6М5 — 22 %.
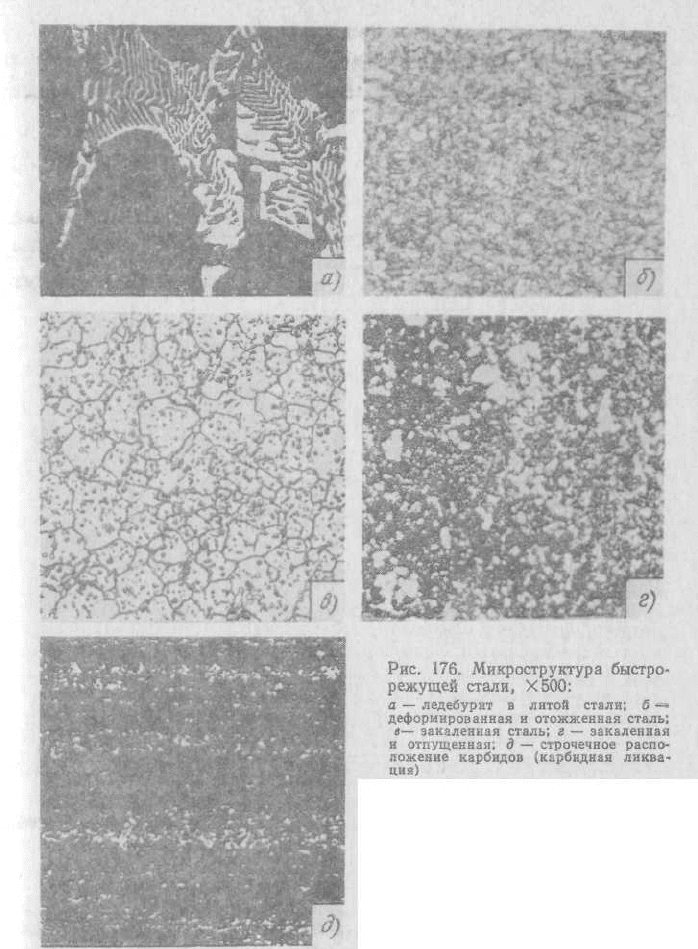
В структуре литой быстрорежущей стали присутствует
сложная эвтектика, напоминающая ледебурит (рис 176, а) и
располагающаяся по границам зерен. В результате горячей
механической обработки сетка эвтектики дробится. В сильно
деформированной быстрорежущей стали карбиды распределены
равномерно в основной матрице (рис 176, б), представляющей
после отжига сорбитообразный перлит. В структуре
деформированной и отожженной быстрорежущей стали можно
различить три вида карбидов: крупные обособленные первичные
карбиды, более мелкие вторичные и очень мелкие эвтектоидные
карбиды, входящие в основной сорбитный фон (рис. 176, б). При
недостаточной деформации наблюдается карбидная ликвация,
которая представляет собой участки неразрушенной эвтектики,
вытянутые в направлении деформации (рис. 176, д). При наличии
карбидной ликвации уменьшается стойкость инструмента и
возрастает
хрупкость.
Для снижения твердости (250—300 НВ), улучшения обработки
резанием и подготовки структуры стали к закалке после ковки
быстрорежущую сталь подвергают отжигу при 840—880 °С (сталь
Р6М5 — при 800—830 °С). Если отжиг проведен
неудовлетворительно, при последующей закалке возможен брак
стали вследствие образования нафталинового излома. Этот излом
крупнозернистый, чешуйчатый, похожий на нафталин. Сталь с
таким изломом
обладает высокой хрупкостью.
Для придания стали теплостойкости инструменты подвергают
закалке и многократному отпуску. Температуру закалки стали
Ρ18 принимают равной 1270 °С и стали Р6М5 — 1220 °С. Высокие
температуры закалки необходимы для более полного растворения
вторичных карбидов и получения при нагреве аустенита,
высоколегированного хромом, вольфрамом, молибденом и
ванадием. Это обеспечивает получение после закалки мартенсита,
обладающего высокой
теплостойкостью. Однако даже при очень
высоком нагреве растворяется только часть карбидов. Для
быстрорежущих сталей, содержащих много избыточных
(эвтектических и вторичных) карбидов, характерно сохранение
мелкого зерна (номер 11—10) даже при нагреве до указанных
выше очень высоких температур (с
образования трещин при нагрев
применяют подогрев
инструмента пр н
при 1050—1100 °С 3—5 мин, а крупн р
еще при 550—600 °С 15— 20 мин.
354
м. рис. 176, в). Во избежание
е до температуры закалки
и 800—850 °С 10—15 ми или
ого инструмента, к оме того,
Выдержка при закалки должн обеспечить
растворение в аустените части карбидов в пределах возможной их
растворимости. Во избежание окисления, обезуглероживания
и роста зерна выдержка должна быть непродолжительной;
для инструментов диаметром (толщиной) 10—50 мм она
составляет 10—12 с на каждый миллиметр диаметра или
аименьшей толщины инструмента при агреве в расплавленной
соли (чаще ВаС1
температуре а
н н
и стали Р6М5 (63 HRC) и теплостойкости
(59 R
в 500 °С
т
с
поэтому его присутствие в готовом
инс
та с
легированность, и
поэ
а
а
й ° о 5
способству
трорежущей стали иногда
уменьшения содержания остаточного аустенита
средственно после закалки (во избежание стабилизации
аустенита)
12* 355
2
) и 12—14 с при нагреве в печи. Для получения
более высокой твердост
H C при 620 °С) выдержку при нагреве под закалку
увеличивают на 25 %.
Высоколегированный аустенит, полученный при нагреве под
закалку, обладает большой устойчивостью, поэтому
охлаждающей средой при закалке чаще является масло. Для
уменьшения деформации инструментов применяют ступенчатую
закалку расплавленных солях температурой 400— .
Структура быстрорежущей стали после закалки представляет
собой высоколегированный мартенсит, содержащий 0,3—0,4 % С,
нерастворенные избыточные карбиды и остаточный аустенит
(см. рис. 176, в). Чем выше температура закалки, тем ниже
температура мартенситных очек М
H
и М
K
и тем больше
количество остаточного аустенита. Обычно содержание
остаточного аустенита в стали Р18 составляет 25—30 % и в стали
Р6М5 — 28—34 %. Остаточный ау тенит понижает режущие
свойства стали, и
трументе недопустимо.
После закалки следует отпуск при 550—570 °С, вызывающий
превращение остаточного аустенита в мартенсит и
дисперсионное твердение в резуль те ча тичного распада
мартенсита и выделения дисперсных карбидов. Это
сопровождается увеличением твердости (вторичная твердость). В
процессе выдержки при отпуске из остаточного аустенита
выделяются карбиды, что уменьшает его
тому при последующем охлаждении он претерпевает
мартенситное превращение (М
H
≈ 150 °С). В процессе
однократного отпуска только часть остаточного аустенита
превращается в мартенсит. Чтобы весь остаточный аустенит
перешел в м ртенсит и произошел отпуск вновь образовавшегося
мартенсита, применяют многократный (чаще трехкратный)
отпуск при 550—570 °С. Продолжительность каждого отпуска 45—
60 мин. Для стали Р6М5 оптимальный режим отпуска,
обеспечив ющий наибольшую твердость и высокие
механические
сво ства: 350 С 1 ч (первый тпуск) и 60—570 °С
по 1 ч (последующие два отпуска). Получение более высокой
твердости объясняется тем, что при температуре 350 °С
выделяются частицы цементита, равномерно распределенные в
стали. Это ет более однородному выделению и
распределению специальных карбидов М
6
С при температуре 560—
570 °С.
Инструмент простой формы из быс
для
непо
ох
ос
лаждают до —80 °С. При обработке холодом более половины
таточного аустенита претерпевает превращение в мартенсит
после обработки холодом следует один или два отпуска при
обычно принятой температуре. Твердость стали после закалки
составляет 62—63 HRC, а после отпуска — 63—65 HRC.
Режущие свойства и твердость инструмента, не
подвергающегося переточке по всем граням (сверла, развертки,
метчики, фрезы), можно повысить низкотемпературным
азотированием при 550—560 °С. Продолжительность процесса
10—30 мин. Твердость слоя 1000—1100 HV и толщина его 0,03—
0,05 мм.
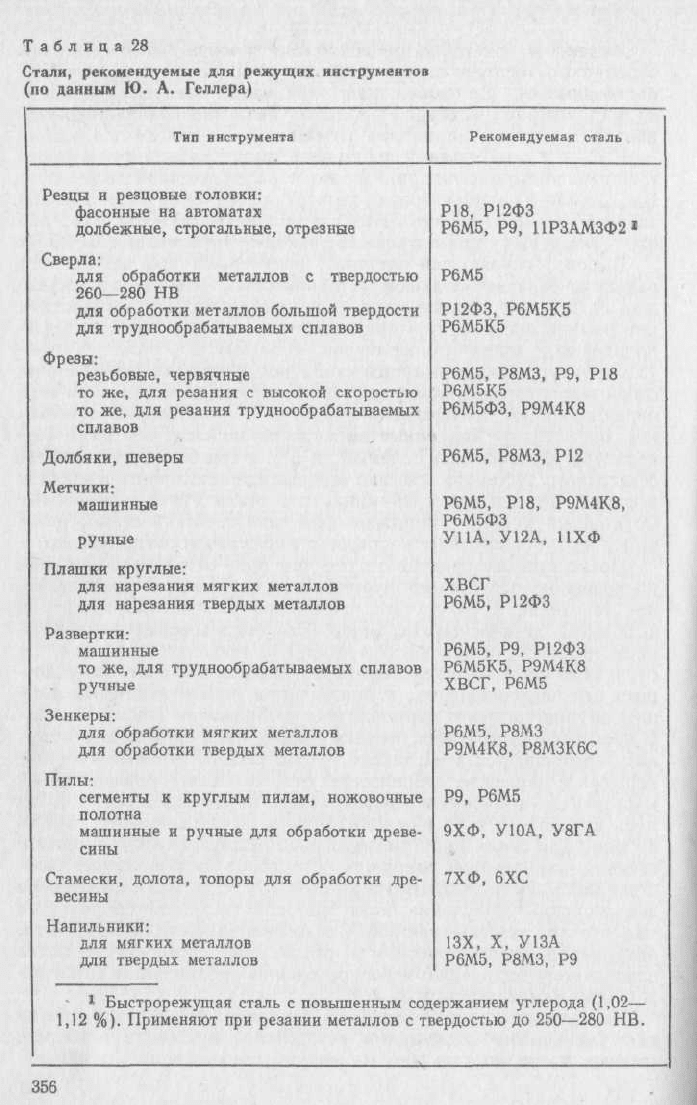
Выбор стали для режущего инструмента. В табл. 28 указаны
рекомендуемые стали для металлорежущего инструмента.
Нетеплостойкие стали применяют редко. Подавляющее число
инструментов изготовляют из быстрорежущей стали.
Все шире применяют быстрорежущие стали, полученные
методом порошковой металлургии. В этих сталях карбидная фаза
очень мелкая, что способствует более полному растворению
карбидов в аустените и повышению теплостойкости. Основные
порошковые стали, предложенные для замены сталей Р18 и Р6М5
— Р0М2ФЗ-МП, М6Ф1-МП, М6ФЗ-МП мало содержат
дефицитного
вольфрама. Несмотря на высокое содержание ванадия, стали
хорошо шлифуются. Применяются и другие порошковые
стали, например 10Р6М5-МП, Р6М5К5-МП и Р12МЗК8
(ТУ 14-1-2998—80). Стойкость режущего инструмента из
порошковых сталей по сравнению со стойкостью инструмента из
аналогичных сталей обычного производства в 1,2—2 раза выше.
2. СТАЛИ ДЛЯ ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Стали для измерительного инструмента (плиток,
калибров, шаблонов) должны обладать высокой твердостью,
износостойкостью, сохранять постоянство размеров и хорошо
шлифоваться. Обычно применяют высокоуглеродистые хромистые
стали X (0,95—1,1 % С и 1,3—1,65 % Сr) и 12X1 (1,15—1,25 % С,
1,3— 1,65 % Сr). Измерительный инструмент подвергают закалке в
масле с возможно более низкой температурой (обычно от 850—
870 °С) с целью получения минимального количества остаточного
аустенита
. В закаленной высокоуглеродистой стали при
нормальной температуре в течение длительного времени
самопроизвольно протекает процесс частичного распада мартенсита
и превращения некоторого количества остаточного аустенита в
мартенсит. Эти процессы вызывают изменение объема и линейных
размеров изделия, недопустимое для измерительных
инструментов высоких классов точности. Поэтому измерительные
инструменты подвергают обработке холодом при —70 °С
непосредственно
после закалки и отпуску при 120—140 °С 20—50
ч. Нередко обработку холодом повторяют многократно. Твердость
после указанной обработки составляет 63—64 HRC.
357
Измерительные скобы, шкалы, линейки и другие плоские и
длинные инструменты изготовляют из листовых сталей 15, 15Х
Для получения рабочей поверхности с высокой твердостью и
износостойкостью инструменты подвергают цементации и закалке.
.
ия формы и размеров за счет смятия (пластической
де
пласти
р
статочной
вя т е
2
в
масле мало деформируются, что важно для штампов сложной
формы.
Молибде бствуют
сохранен а
о л
и
л к
ал
е пр
горячих средах
и на воздухе. Сталь обладает повышенной ударной вязкостью
358
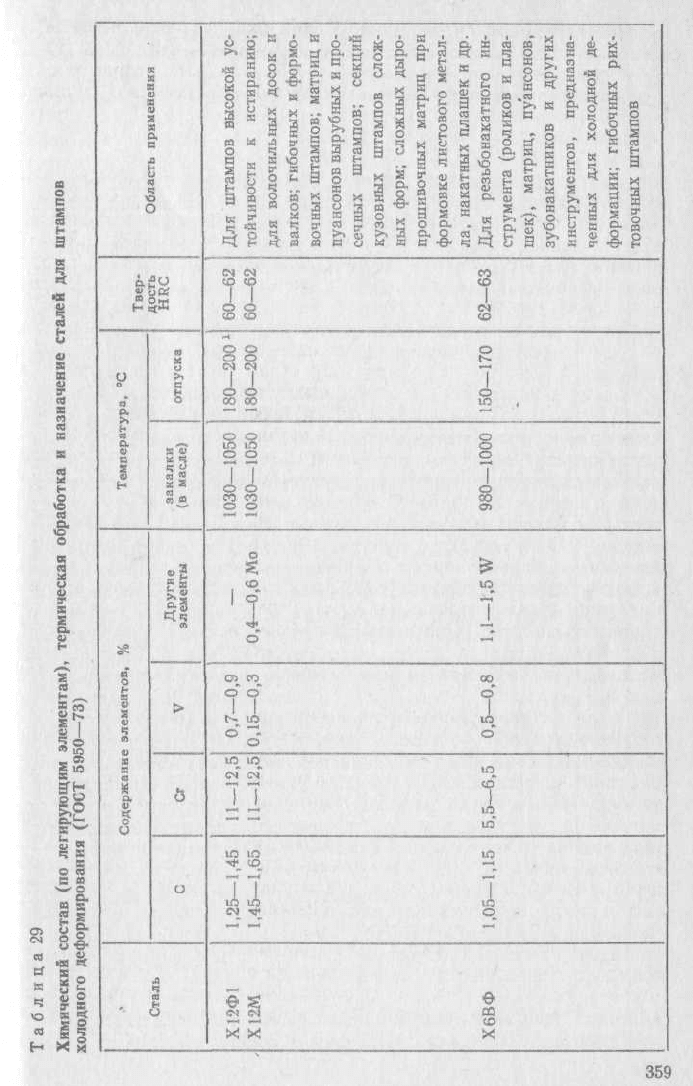
3. СТАЛИ ДЛЯ ШТАМПОВ ХОЛОДНОГО ДЕФОРМИРОВАНИЯ
Штампы для холодного деформирования работают в
условиях высоких переменных нагрузок, выходят из строя
вследствие хрупкого разрушения, малоцикловой усталости и
изменен
формации) и износа. Поэтому стали, используемые для
изготовления штампов, чески деформирующих металл при
нормальных температу ах, должны обладать высокой твердостью,
износостой костью и прочностью, сочетающейся
с до
зкос ью. В процессе деформирования с больш й скоростью
штампы разогреваются до 200—350 °С, поэтому стали этого класса
должны быть и теплостойкими. Для крупных штампов необходимо
обеспечить высокую прокаливаемость и небольшие объемные
изменения при закалке. Если в процессе термической обработки
происходит искажение сложной конфигурации штампа, то
необходимо проводить доводку штампа до
требуемых размеров, что
не всегда осуществимо. Наиболее часто применяют стали, состав и
термическая обработка которых приведены в табл. 29.
Высокохромистые стали Х12Ф1 и Х1 М относятся к
ледебуритному классу и содержат 16—17 % карбидов (Сг, Fe)
7
C
3
.
Стали обладают высокой износостойкостью и при закалке
н и ванадий в сталях Х12Ф1 и Х12М спосо
ию мелкого зерна. Обе ст ли обладают высокой
устойчив стью переохлажденного аустенита, а с едовательно,
хорошей прокаливаемостью. Сталь Х12Ф1 прокаливается до 150—
180 мм, а сталь Х12М — до 200 мм при охлаждении в масле.
Недостаток высокохромистых сталей заключается в трудности
обработки резанием в
отожженном состоянии (207—269 НВ) и
снижении механических свойств в случае резко выраженной
карбидной неоднородности (крупные скопления карбидов,
карбидная сетка, карбидная полосчатость). Меньшей карб дной
неоднородностью обладает ста ь Х6ВФ, оторую используют для
инструментов с высокой механической прочностью и
сопротивлением износу (накатные плашки, накатники для
холодного накатывания зубчатых колес и т. д.).
Прокаливаемость ст и
Х6ВФ меньш и не евышает 70—80
мм.
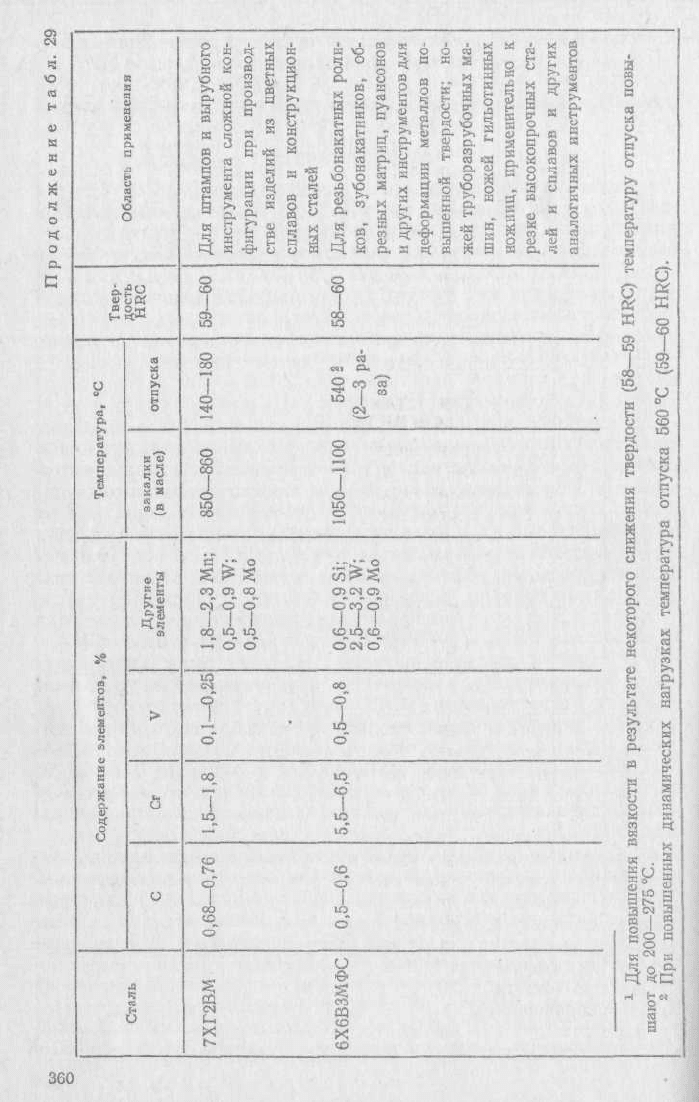
Сталь 7ХГ2ВМ (см. табл. 29) сочетает высокую
прокаливаемость и закаливаемость с минимальными объемными
изменениями при закалке. Она получает твердость 59—60 HRC в
сечениях до 100—ПО мм при охлаждении в масле,
.