Кузьмин Б.А. и др. Металлургия, металловедение и конструкционные материалы
Подождите немного. Документ загружается.

161
Изотермическая закалка. Изотермическая закалка, впервые предложенная
Д. К. Черновым, широко применяется на практике. Так же как и при ступенча-
той закалке, охлаждение нагретых до температуры закалки деталей проводится
в соляных ваннах. Температура соляной ванны при изотермической закалке
250-400° С. Детали выдерживают в соляной ванне в течение времени (согласно
С-кривой для данной стали), необходимого для полного распада аустенита. По-
сле выдержки детали охлаждают на воздухе (см. рис. 104, кривая 4). В резуль-
тате изотермической закалки образуется бейнит твердостью HRC45-55 в соче-
тании с достаточной пластичностью. Изотермическую закалку целесообразно
применять для деталей, склонных к короблению и образованию трещин.
Для нагрева деталей при закалке применяют камерные печи, конвейерные
печи, тигельные электрические и электродные печи - ванны, вакуумные печи,
электропечи с защитной атмосферой и др.
Закалка с обработкой холодом. Сущность этого метода обработки (пред-
ложен в 1937 г. А. П. Гуляевым) заключается в продолжении охлаждения зака-
ленной стали до температуры ниже + 20° С, но в интервале М
н
-М
к
для дополни-
тельного более полного превращения остаточного аустенита в мартенсит.
Обработка холодом целесообразна только для тех сталей, у которых точка
конца мартенситного превращения М
к
расположена при температурах ниже
комнатной. Для углеродистых сталей обработка холодом целесообразна для
сталей при содержании углерода более 0,6% (см. рис. 89).
Обработка холодом является частью общего цикла термической обработ-
ки и проводится немедленно после закалки, так как перерыв в охлаждении ста-
билизирует аустенит и уменьшает эффект обработки. В результате обработки
холодом повышается твердость, увеличивается объем, стабилизируются разме-
ры деталей. Наиболее распространенным охладителем является смесь из твер-
дой углекислоты (сухой лед) с ацетоном (- 78° С).
162
§ 4. Отпуск стали
Отпуском называют процесс термической обработки - нагрев закаленной
стали до температуры не выше Ас
1
(727° С), обусловливающей превращение
неравновесной структуры закаленной стали в более равновесную.
Отпуск проводят для снижения или полного устранения внутренних на-
пряжений, уменьшения хрупкости закаленной стали и получения требуемой
структуры и механических свойств. В зависимости от температуры отпуск де-
лят на низкий, средний и высокий.
Низкий отпуск - нагрев стали до температуры 250° С и охлаждение для
получения мартенсита отпуска и частичного снятия внутренних напряжений.
Средний отпуск - нагрев стали от 350 до 450° С и охлаждение для полу-
чения структуры троостита отпуска.
Высокий отпуск - нагрев стали до температуры 500- 680° С и охлаждение
для получения структуры сорбита отпуска.
Низкий отпуск обычно проводят в масляных ваннах. Для высокого отпус-
ка используют электропечи. Для обеспечения равномерного нагрева применя-
ются электропечи (шахтного типа) с циркуляцией нагретого воздуха при помо-
щи вентилятора.
В современных термических цехах массового производства для термиче-
ской обработки применяют агрегаты непрерывного действия, состоящие из не-
скольких видов оборудования, в которых непрерывно осуществляются все виды
термической обработки данных деталей.
В производстве (особенно инструментальном) широко применяется за-
калка с самоотпуском. Этот процесс представляет собой соответствующий на-
грев, охлаждение только поверхности или части детали и отпуск за счет оста-
точной внутренней теплоты.
Температуру отпуска при закалке с самоотпуском определяют по цветам
побежалости, появляющимся на поверхности детали, например, светло-желтый
163
цвет соответствует 220° С, коричневый - 255° С, темно-синий - 295-310° С, се-
рый - 330° С. Явление цветов побежалости основано на оптических свойствах
тонкой пленки окисла, образующейся при отпуске на поверхности закаленной
детали. С повышением температуры отпуска увеличивается толщина пленки
окисла и изменяется окраска.
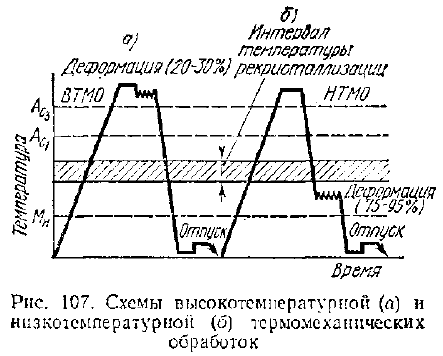
§ 5. Термомеханическая обработка стали
Термомеханической обработкой называют процесс, представляющий со-
бой нагрев стали до температуры выше Ас
3
, выдержку, пластическую деформа-
цию аустенита и последующее его превращение с целью получения особой
мартенситной структуры.
Различают два способа термомеханической обработки - высокотемпера-
турную (ВТМО) и низкотемпературную (НТМО) (рис. 107).
При ВТМО сталь нагревают до температуры выше Ас
3
, пластически де-
формируют при этой температуре (степень деформация 20-30%) и закаливают.
При НТМО сталь нагревают до температуры выше Ас
3
, охлаждают до
температуры относительной устойчивости аустенита, но ниже температуры
рекристаллизации, пластически деформируют при этой температуре (степень
деформации 75-95%) и закаливают. В
обоих случаях после закалки следует низ-
кий отпуск.
ВТМО можно подвергать любые
стали, а НТМО только стали с повышен-
ной устойчивостью переохлажденного
аустенита (легированные стали).
По сравнению с обычной закалкой
после термомеханической обработки механические свойства получаются более
высокими. Наибольшее упрочнение достигается после НТМО. Так, после
обычной закалки и низкого отпуска предел прочности σ
3
не превышает 2000-
164
2200 МН/м
2
(200-220 кгс/мм
2
), а δ = 3-4%. После ВТМО ζ
в
= 2200-2600 МН/М
2
(220-260 кгс/мм
2
), δ= = 7-8%. После НТМО ζ
в
= 2800-3300 МН/м
2
(280-330
кгс/мм
2
), δ= 5-7%.
Повышение механических свойств стали в результате ВТМО объясняется
тем, что при пластической деформации (наклепе) аустенита создается мелко-
блочное строение. При последующем быстром охлаждении (закалке) измель-
ченный при наклепе аусте-нит превращается в мартенсит тонкого строения.
При деформации с большими обжатиями, применяемыми при НТМО, в
аустените сильно возрастает общая плотность дислокаций, «наследуемая» по-
сле закалки мартенситом. Большая плотность дислокаций в мартенсите и обу-
словливает высокие механические свойства после НТМО.
§ 6. Дефекты термической обработки стали
От неправильного проведения термической обработки в деталях могут
возникнуть различные дефекты.
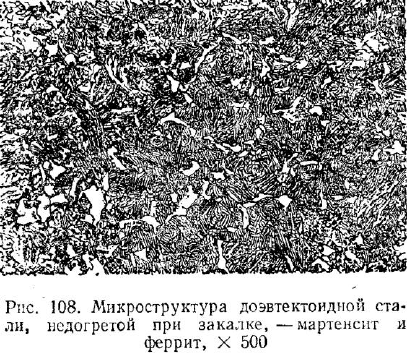
Недогрев. Недогрев получается в
том случае, если сталь нагрета до темпера-
туры ниже критической. Например, если
доэвтектоидную сталь нагреть до темпера-
туры немного ниже Ас
3
, то часть феррита
не превратится в аустенит. После охлаж-
дения аустенит превратится в мартенсит, а
феррит, не перешедший при нагреве в ау-
стенит, останется в закаленной стали. В результате получается структура мар-
тенсит + феррит (рис. 108). Феррит, имеющий низкую твердость НВ80, нахо-
дясь вместе с мартенситом, снижает общую твердость закаленной стали. Этот
дефект можно исправить, для этого недо-гретую сталь отжигают, а затем про-
водят нормальную закалку.
165
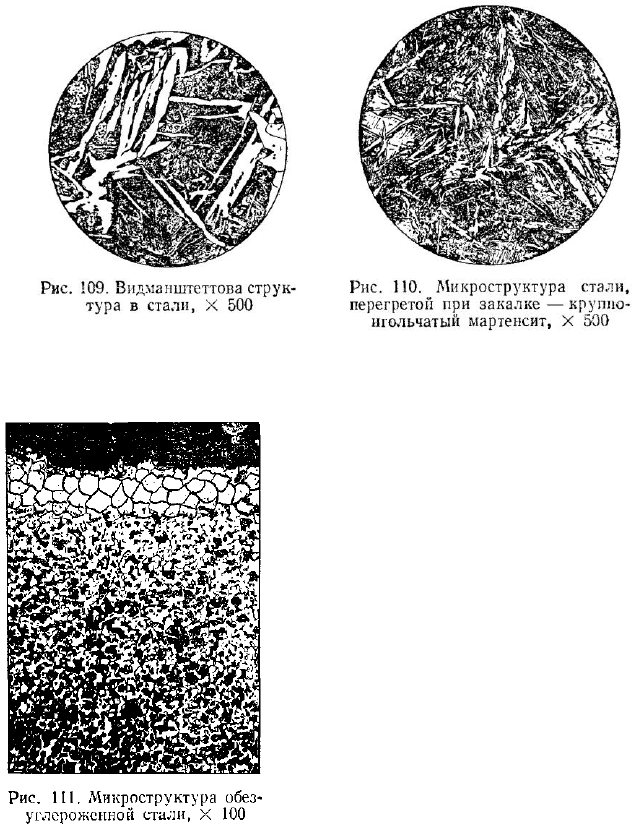
Перегрев. Перегрев получается в том случае, если сталь была нагрета до
температуры намного выше критической или при нормальной температуре бы-
ла дана очень большая выдержка.
В доэвтектоидной стали в случае выделения феррита из крупных зерен
аустенита при ускоренном охлаждении в интервале критических точек Ar
3
- Аr
1
феррит приобретает форму пластин и получается так называемая видманштет-
това структура (рис.
109).В результате пере-
грева при закалке обра-
зуется крупноиголь-
чатый мартенсит (рис.
110). Механические
свойства перегретой
стали низкие. Испра-
вить перегрев, возникший при отжиге, можно повтор-
ным нормальным отжигом или нормализацией. Сталь,
перегретую при закалке, отжигают и вновь закаливают.
Пережог. Пережог получается в том случае, если
сталь нагрета до температуры, близкой к температуре
начала плавления. Пережог характеризуется оплавлени-
ем и в связи с этим окислением металла по границам
зерна; поэтому сталь становится очень хрупкой. Пере-
жог является неисправимым браком.
Окисление и обезуглероживание. Окисление и
обезуглероживание стали при нагреве - это результат взаимодействия ее с газа-
ми, содержащимися в атмосфере печей (кислорода, водорода, углекислого га-
за). Окисление характеризуется образованием на поверхности детали окалины,
166
а обезуглероживание - выгоранием углерода в поверхностных слоях детали с
образованием структуры феррита (рис. 111).
Окалина, кроме невозвратной потери металла, приводит к неравномерной
твердости деталей (пятнистой закалке) и вызывает необходимость дополни-
тельной обработки, удорожающей стоимость деталей.
В результате обезуглероживания резко снижается твердость на поверхно-
сти деталей и выносливость.
Лучшим способом предохранения от окисления и обезуглероживания яв-
ляется нагрев в специальных печах с защитной (контролируемой) атмосферой,
нейтральной по отношению к стали.
Закалочные трещины. Закалочные трещины обычно образуются при
слишком резком охлаждении или нагреве деталей.
Способами для предотвращения закалочных трещин являются: равномер-
ный нагрев и равномерное охлаждение детали; применение закалки, при кото-
рой обеспечивается медленное охлаждение в интервале мартенситного превра-
щения - ступенчатая и изотермическая закалка, закалка в двух средах.
Коробление. Коробление получается вследствие неравномерного охлаж-
дения отдельных мест детали; при короблении изменяется внешняя форма де-
тали. На коробление значительно влияет форма детали и способ погружения
детали в охлаждающую среду.
Для предотвращения коробления необходимо: правильно выбирать ре-
жим закалки - температуру нагрева, скорость и способ охлаждения; применять
закалку в закалочных машинах и штампах.
Пятнистая закалка. К пятнистой закалке приводит неравномерное охлаж-
дение поверхности детали во время закалки, наличие на поверхности детали
окалины и загрязнений, соприкосновение деталей друг с другом в процессе ох-
лаждения. При пятнистой закалке твердость детали получается неравномерной.
167
Чтобы избежать пятнистой закалки необходимы: защита поверхности де-
талей от образования окалины в процессе нагрева, очистка деталей перед закал-
кой, выбор правильного способа охлаждения.
§ 7. Поверхностная закалка стали
Поверхностной закалкой называют процесс термической обработки,
представляющий собой нагрев поверхностного слоя стали до температуры вы-
ше Ас
3
для доэвтектоидной и Ас
1
для заэвтектоиднон стали и последующее ох-
лаждение с целью получения в поверхностном слое структуры мартенсита.
Поверхностную закалку применяют обычно для повышения износостой-
кости деталей при сохранении высокого сопротивления динамическим нагруз-
кам, в связи с высокой пластичностью сердцевины, и роста усталостной проч-
ности. Поверхностная закалка происходит очень быстро и поэтому на поверх-
ности детали не образуется окалины. Так как при этом нагревается и охлажда-
ется поверхностный слой стали, коробление детали незначительное.
Практически наиболее часто поверхностную закалку применяют при на-
греве токами высокой частоты и реже закалку при нагреве пламенем газовой
горелки.
Поверхностная закалка при нагреве токами высокой частоты. Нагрев то-
ками высокой частоты (т. в. ч.), предложенный и разработанный проф. В. П.
Вологдиным, является наиболее производительным и прогрессивным спосо-
бом. При нагреве т. в. ч. можно закаливать детали разнообразных конфигура-
ций, полностью автоматизировать
процесс закалки.
Сущность нагрева т. в. ч.
заключается в следующем. Если в
переменное электромагнитное
поле поместить замкнутый про-
водник электрического тока, то в
168
проводнике возникают переменные, так называемые вихревые токи. Характер-
ным является распределение тока по сечению проводника. Если постоянный
ток распределяется при прохождении по проводнику равномерно по всему се-
чению, то распределение переменного тока по сечению проводника неравно-
мерно. Плотность протекающего переменного тока значительно больше у по-
верхности, чем во внутренних слоях проводника. Такое неравномерное распре-
деление переменного тока в проводнике называется поверхностным эффектом.
Вследствие поверхностного эффекта проводник нагревается на определенную
глубину от поверхности.
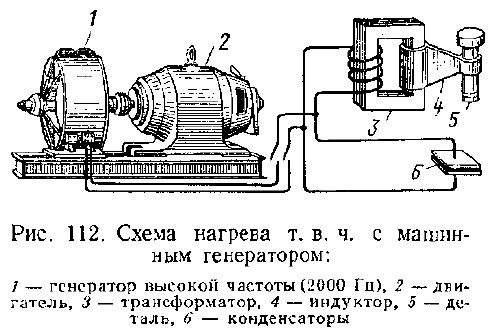
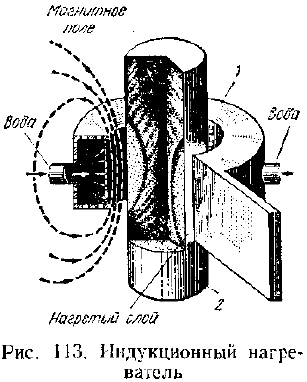
Схема нагрева т. в. ч. приведена на рис. 112. От генератора (машинного
или лампового) в индуктор (кольцеобразно согнутую медную трубку) поступа-
ет переменный ток высокой частоты. При этом вокруг индуктора 1 (рис. 113)
возникает магнитное поле. При помещении детали 2 в магнитное поле индук-
тора в ней возникают вихревые токи, которые и нагревают поверхность детали
до температуры закалки. Глубина проникновения тока, равная глубине зака-
ленного слоя, зависит от частоты тока. Чем выше частота, тем меньше его про-
никновение в глубину детали и тем, следовательно, меньше глубина закаленно-
го слоя, которая может довольно точно регулироваться.
Нагрев т. в. ч. принципиально отличается от других способов нагрева -
тепло возникает в самой детали, а при нагреве в пе-
чах, соляных ваннах и газовым пламенем тепло рас-
пространяется от поверхности к сердцевине путем
теплопроводности.
В связи с большой скоростью нагрева (в тече-
ние нескольких секунд) для завершения всех пре-
вращений в стали необходима температура, зна-
чительно (на 100-200° С) превышающая нормаль-
ную температуру закалки при нагреве в печах. Но в
169
связи с отсутствием выдержки при температуре закалки такая высокая темпера-
тура не вызывает роста зерна стали.
По сравнению с обычной закалкой сталь, закаленная при нагреве т. в. ч.,
имеет следующие преимущества: более мелкая микроструктура, более высокая
твердость, более высокая износостойкость, более высокая прочность при отно-
сительно меньшем понижении вязкости, более высокий предел выносливости.
Поверхностную закалку нагревом т. в. ч. проводят различными способами - в
зависимости от размера и формы детали и предъявляемых к ней требований.
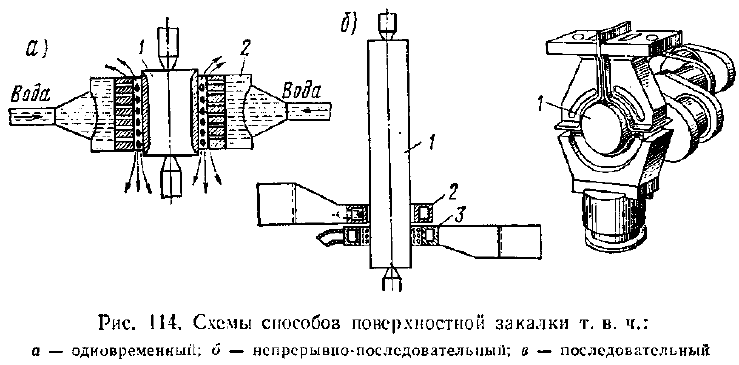
При за-
калке неболь-
ших деталей
применяют од-
новременный
нагрев и охла-
ждение всей
обрабатывае-
мой поверхности. Деталь 1 (рис. 114, а) помещают в индуктор 2; при этом на-
гревается, а затем охлаждается вся поверхность, подлежащая обработке. Наи-
большее применение имеет душевое охлаждение. Для этого на внутренней по-
верхности индуктора имеются многочисленные отверстия, через которые, по-
сле окончания нагрева, на поверхность детали поступает вода.
Закалку деталей значительной длины проводят непрерывно-
последовательным способом. Деталь 1 (рис. 114, б) устанавливают в центрах и
для равномерности нагрева непрерывно вращают с определенной скоростью.
Закалка происходит при вертикальном перемещении детали сверху вниз. При
таком перемещении в магнитное поле индуктора 2 последовательно поступает
один участок детали за другим и нагревается до температуры закалки. Под ин-
дуктором расположено охлаждающее устройство 3, представляющее собой со-
170
гнутую кольцом трубку с многочисленными отверстиями на внутренней по-
верхности, через которые на нагретые участки детали поступает вода в виде
душа.
Таким образом, непрерывно-последовательно нагревается и охлаждается
вся поверхность детали.
Если необходимо закалить отдельные части детали, то целесообразно
применять способ последовательной закалки, при котором обрабатываемая по-
верхность нагревается и охлаждается по частям, например последовательная
закалка каждой
шейки коленчато-
го вала 1 (рис.
114, в), каждого
зуба крупномо-
дульного зубчато-
го колеса и т. п.
После закалки для уменьшения возникающих внутренних напряжений детали
подвергают низкому отпуску (160-200
0
С). Для точной установки детали в ин-
дукторе и обеспечения определенного одинакового нагрева и охлаждения каж-
дой нагреваемой детали, от чего зависит качество закалки, применяют специ-
альные приспособления, установки, станки-полуавтоматы и автоматы раз-
личных конструкций.
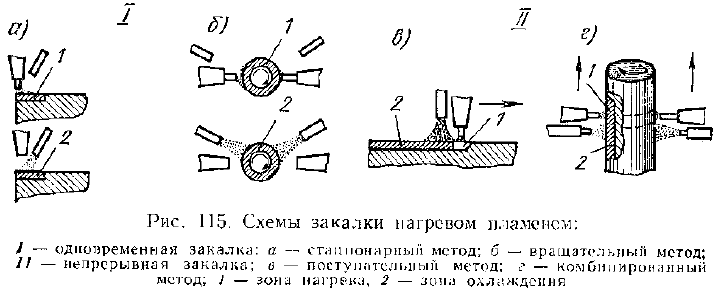
Поверхностная закалка при нагреве пламенем. При этом способе закалки
нагрев поверхности детали осуществляют пламенем. Наиболее часто исполь-
зуют ацетилено-кислородное пламя, температура которого 3150° С.
На рис. 115 приведены схемы основных способов закалки при нагреве
пламенем: стационарный, вращательный, поступательный, комбинированный.
Стационарный и вращательный способы относятся к закалке, состоящей из
двух операций: сначала одновременно нагревается вся закаливаемая поверх-