Кузьмин Б.А. и др. Металлургия, металловедение и конструкционные материалы
Подождите немного. Документ загружается.

151
та. Наличие в структуре закаленной заэвтектоидной стали кроме мартенсита
еще и цементита повышает твердость и износостойкость стали.
Для экономии времени нагрев стали необходимо вести по возможности
быстро, однако не допуская образования дефектов. Нагрев деталей сложной
формы необходимо проводить медленно. Если сложные детали нагревать быст-
ро и резко, например сразу помещать их в печь, нагретую до температуры за-
калки, то возникают значительные внутренние напряжения и в результате воз-
можно образование трещин. Поэтому практически детали сложной формы пе-
ред посадкой в печь для нагрева под закалку предварительно подогревают или
температуру печи повышают вместе с помещенными в нее заранее деталями.
Общая продолжительность нагрева, т. е. общее время пребывания сталь-
ных деталей в нагревающей среде, состоит из двух слагаемых: времени нагрева
до заданной температуры и времени выдержки при этой температуре.
Время нагрева деталей до заданной температуры зависит от температуры
нагрева, степени легированности стали, конфигурации деталей, мощности и ти-
па печи, величины садки, способа укладки деталей и других факторов.
Время выдержки исчисляется с момента достижения деталями заданной
температуры и так же, как и время нагрева, зависит от многих факторов,
влияющих на процессы растворения и структурных превращений, происходя-
щих в стали.
Например, для нагрева, включая и выдержку, круглых деталей из углеро-
дистых сталей при закалке рекомендуются следующие нормы времени: в пла-
менной печи - 1 мин на 1 мм сечения; в соляной ванне - 0,5 мин на 1 мм сече-
ния. Время нагрева деталей из легированной стали увеличивается на 25-50%.
Охлаждение. Скорость охлаждения стали, нагретой до температуры за-
калки, оказывает решающее влияние на результат закалки.
В связи с тем что быстрое охлаждение необходимо только в интервале
наименьшей устойчивости аустенита, а при дальнейшем понижении температу-
152
ры, особенно в мартенситном интервале, быстрое охлаждение не только не
нужно, но и нежелательно, наилучшей закалочной средой является та, которая
быстро охлаждает в интервале температур 550-650° С (область температур
наименьшей устойчивости аустенита), а также в области бейнитного превраще-
ния (350-500° С) и медленно - ниже 200-300° С (область температур мартенсит-
ного превращения).
Наиболее распространенными закалочными средами являются вода, вод-
ные растворы солей, щелочей и кислот, масло, воздух, расплавленные соли.
При охлаждении в воде и масле, температура кипения которых ниже тем-
пературы охлаждаемых в них деталей, скорость охлаждения различна в началь-
ном, среднем и конечном периодах охлаждения и подразделяется на три ста-
дии: стадия пленочного кипения, стадия пузырчатого кипения, стадия конвек-
тивного теплообмена.
Стадия пленочного кипения характеризуется образованием вокруг охла-
ждаемой детали паровой пленки, отделяющей раскаленную поверхность от
всей массы жидкости, и поэтому скорость охлаждения на данной стадии срав-
нительно невелика. Пленочное кипение устойчиво при высоких температурах
охлаждаемой поверхности.
Стадия пузырчатого кипения наступает при более низких температурах
охлаждаемой поверхности, когда паровая пленка разрушается, создается непо-
средственный контакт жидкости с деталью; при кипении жидкости возникают
многочисленные пузырьки пара, которые, отрываясь, уносят значительное ко-
личество тепла, в связи с чем охлаждение происходит с большой скоростью.
Стадия конвективного теплообмена наступает при понижении температу-
ры поверхности ниже температуры кипения жидкости. Скорость теплоотвода в
этой стадии низка и охлаждение протекает с небольшой скоростью.
Вода охлаждает гораздо быстрее, чем масло: в 6 раз быстрее при 550-650°
С и в 28 раз быстрее при 200° С. Поэтому вода применяется для охлаждения
153
сталей с большой критической скоростью закалки (углеродистых сталей), а в
масле охлаждают стали с малой критической скоростью закалки (детали из ле-
гированных сталей или высокоуглеродистых сталей при тонких сечениях).
Основным недостатком воды как охладителя является высокая скорость
охлаждения при пониженных температурах в области образования мартенсита,
что приводит к возникновению больших структурных напряжений и создает
опасность возникновения трещин. При нагреве воды ее закаливающая способ-
ность снижается в области высоких температур (550-650° С), а скорость охлаж-
дения в области температур мартенситного превращения остается высокой. По-
этому охлаждение в горячей воде не уменьшает возможность образования тре-
щин. Добавление к воде солей, щелочей и кислот значительно увеличивает ее
закаливающую способность в связи с расширением интервала пузырчатого ки-
пения (почти пол-костью исключается стадия пленочного кипения). Положи-
тельным является также то, что эти растворы при низких температурах в мар-
тенситном интервале охлаждают медленнее, чем вода.
Как указано выше, масло охлаждает значительно медленнее, чем вода. Но
преимущество масла как охладителя заключается в том, что вследствие повы-
шенной температуры кипения (250- 300° С), более высокой температуры пере-
хода от пузырчатого кипения к конвективному теплообмену оно обладает не-
большой скоростью охлаждения в области температур мартенситного превра-
щения, и поэтому при охлаждении в масле опасность образования трещин резко
уменьшается. Преимуществом масла является также то, что закаливающая спо-
собность не изменяется с повышением температуры масла (до 150-200
0
С). Не-
достатки масла - это легкая воспламеняемость, пригорание к поверхности дета-
ли; под влиянием высокой температуры охлаждаемых деталей масло постепен-
но начинает густеть и закаливающая способность его понижается.
154
Прокаливаемость стали
Под прокаливаемостью подразумевают способность стали закаливаться
на определенную глубину. Прокаливаемость не надо смешивать с закаливаемо-
стью, которая характеризуется максимальным значением твердости, приобре-
тенной сталью в результате закалки. При закалке стали в зависимости от сече-
ния детали и критической скорости закалки получается различная структура от
края к сердцевине.
Так как внутренние слои детали охлаждаются медленнее наружных, то в
тех объемах, где скорость охлаждения меньше крити-
ческой, образуется бейнит, троостит, сорбит или пер-
лит. Если сердцевина охлаждается со скоростью,
большей критической, то по всему сечению детали
образуется мартенситная структура. В соответствии с
изменением скорости охлаждения и структуры от края
к сердцевине изменяется и твердость; следовательно,
чем меньше критическая скорость закалки, тем боль-
ше прокаливаемость, и наоборот, чем больше крити-
ческая скорость закалки, тем меньше прокали-
ваемость.
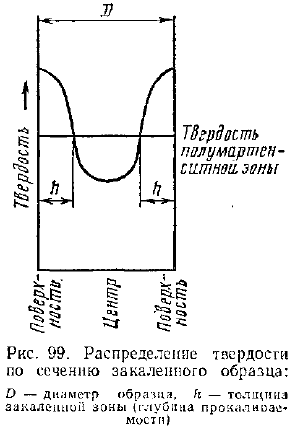
Характеристикой глубины прокаливаемости принято считать расстояние
от поверхности до слоя с полумартенситной структурой (50% мартенсита и
50% троостита). Твердость полумартенситной структуры зависит от содержа-
ния углерода и повышается с повышением содержания углерода.
Прокаливаемость можно определять по излому, измерением твердости по
сечению образца и методом торцовой закалки. Определение прокаливаемости
по излому проводят на образцах сечением 20·20 мм, длиной 100 мм с надрезом
для излома. Образцы нагревают в печи до температуры закалки, после выдерж-
ки их охлаждают (с соответствующей скоростью), ломают и по излому опре-
155
деляют глубину прокаливаемости. Этот метод
применяют для определения прокаливаемости
главным образом инструментальных сталей.
При определении прокаливаемости мето-
дом измерения твердости по сечению образец
стали нагревают до температуры закалки, после
выдержки охлаждают в воде или масле, разре-
зают и по диаметру измеряют твердость.
По полученным данным строят кривую
изменения твердости от края к сердцевине об-
разца (рис. 99). Этот метод затруднителен, так
как приходится разрезать закаленный образец.
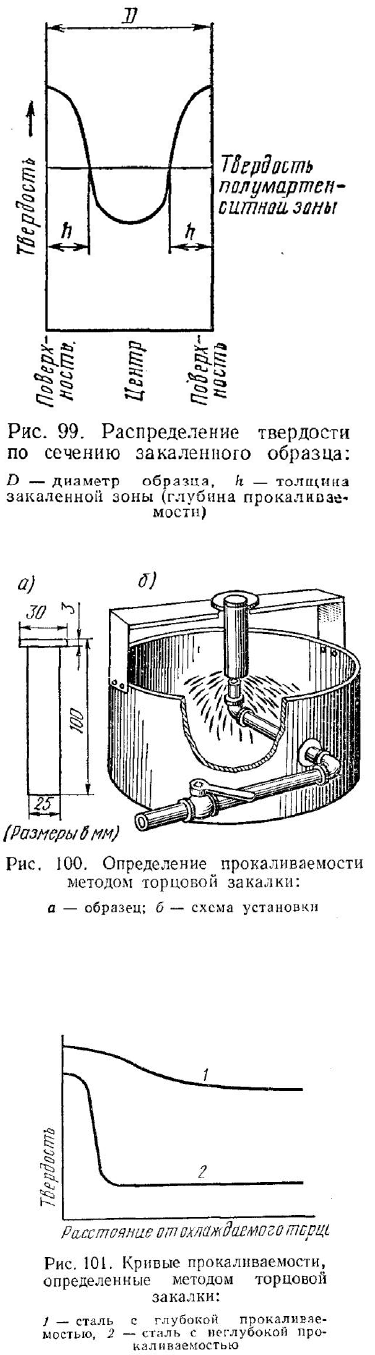
Наиболее распространенным методом
определения прокаливаемости, в связи с его
простотой и универсальностью, является метод
торцовой закалки, впервые предложенный ака-
демиком Н. Т. Гудцовым. Сущность этого ме-
тода заключается в следующем. Цилиндриче-
ский образец (рис. 100, а) нагревают (с защи-
той от окисления) до температуры закалки и
после выдержки помещают в специальную уста-
новку (рис. 100, б), в которой образец закаливают
с торца струей воды. Для измерения твердости за-
каленного образца по всей его длине с двух про-
тивоположных сторон сошлифовывают две фас-
ки. Твердость измеряют от закаленного торца.
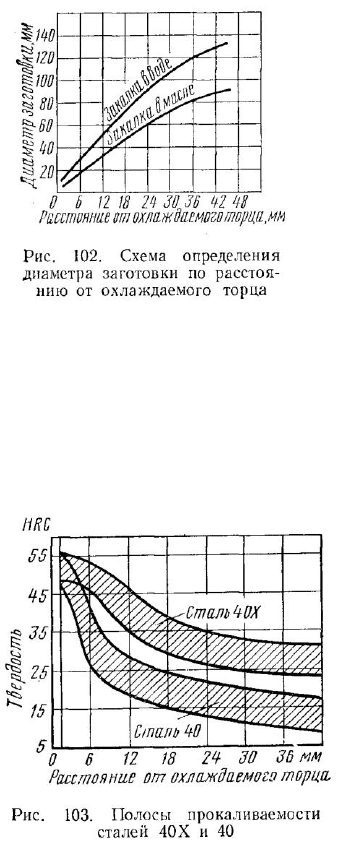
Данные распределения твердости наносят на диа-
грамму, на которой по вертикальной оси откла-
156
дывают твердость, а по горизонтальной оси -
ние от закаливаемого торца (рис. 101). Для опреде-
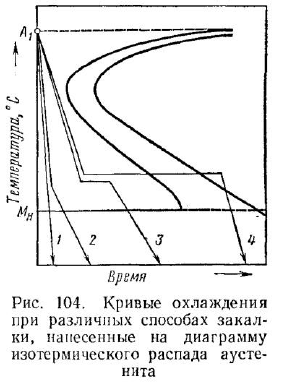
ления твердости в центре круглых деталей по резуль-
татам, полученным при торцовой закалке образца, при
закалке их в воде или в масле рекомендуется пользо-
ваться графиком, приведенным на рис. 102. Например,
если при испытании методом торцовой закалки образ-
ца твердость полумартенситной зоны, равная HRC45, получена на расстоянии
12 мм от охлаждаемого торца, то, пользуясь кривыми, приведенными на рис.
102, можно определить, что такая же твердость будет получена в центре цилин-
дрической заготовки диаметром 50 мм при закал-
ке в воде или в центре заготовки диаметром 32 мм
при закалке в масле.
Прокаливаемость зависит от химического
состава стали, а каждая марка стали имеет мини-
мум и максимум содержания входящих в нее эле-
ментов. Поэтому обычно прокаливаемость стали
данной марки характеризуется не одной, а двумя
кривыми: одна - для верхнего, а другая - для нижнего предела содержания эле-
ментов, и тогда получается так называемая полоса прокаливаемости (рис. 103).
На прокаливаемость оказывают влияние скорость охлаждения, однород-
ность структуры, температура нагрева, величина аустенитного зерна, исходная
структура. С увеличением скорости охлаждения прокаливаемость увеличивает-
ся; при неоднородной структуре, например, не полностью растворившихся кар-
бидах и неметаллических включениях, которые являются центрами кристалли-
зации, прокаливаемость снижается; повышение температуры нагрева приводит
к росту зерна, получению более однородной структуры и в связи с этим к уве-
личению прокаливаемости.
157
Способы закалки
Закалка в одном охладителе (рис. 104, кривая 1). Этот способ закалки
наиболее широко применяется на практике. Деталь нагревают до температуры
закалки и охлаждают в одном охладителе. Если охлаждение проводится в жид-
ком охладителе (воде, масле), то для равномерного охлаждения деталь, погру-
зив в жидкость, перемещают в вертикальном направлении или круговыми дви-
жениями.
Для равномерного охлаждения применяется также циркуляция жидкости,
что достигается механическим перемешиванием жидкости с помощью специ-
ально установленных в закалочном баке лопастей, или
создается непрерывное поступление и отвод из зака-
лочного бака охлаждающей жидкости.
Если требуется закалить не всю деталь, а только
ее определенную часть, то такая закалка называется
местной. Она проводится погружением в охлаждаю-
щую жидкость только той части детали, которую не-
обходимо закалить; для этого применяется также
струевое охлаждение. В последнем случае деталь по-
мещают в специальное приспособление (аппарат), где места детали, требующие
закалки, подвергаются интенсивному охлаждению струями воды.
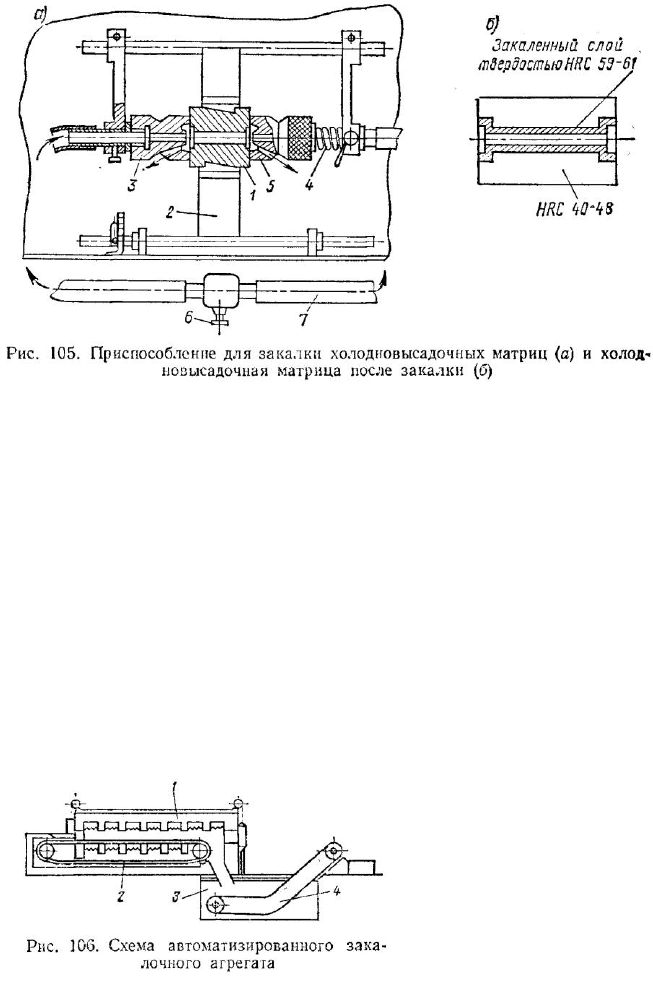
На рис. 105, а приведено приспособление для закалки холодно-
высадочных матриц. Нагретую матрицу 1 устанавливают на призму 2. Одним
торцом (левым) матрицу прижимают к неподвижному соплу 3, а к другому
торцу (правому) при помощи пружины 4 прижимают подвижное сопло 5. Затем
открывают кран 6 и вода из водопроводной сети по шлангам 7 с двух сторон
поступает в отверстие матрицы 1 и стекает из боковых отверстий сопл. Охлаж-
дение струей воды ведется до тех пор, пока матрица не потемнеет. После этого
158
все приспособление вместе с матрицей погружают для охлаждения в бак с во-
дой, расположенный под приспособлением.
Такой способ закалки позволяет получить рабочую часть матрицы (по-
верхность внутреннего канала) с твердостью HRC 59-61, а остальную часть с
твердостью HRC40-48 (рис. 105, б), в результате чего получается высокая стой-
кость матрицы в работе.
Для получения
равномерной закалки и
уменьшения коробления
(особенно длинных ци-
линдрических деталей,
тонких плоских деталей
и др.) применяют спе-
циальные закалочные
машины и прессы.
В закалочной машине или закалочном прессе деталь при охлаждении на-
ходится в зажатом положении, например валы и оси между зажимными роли-
ками, шестерни - в штампах, пилы - между плитами и т. п.
Большое применение имеют различные автоматизированные закалочные
агрегаты непрерывного действия, в которых детали из закалочной печи 1 (рис.
106) после нагревания сбрасываются с конвейера 2 в закалочный бак 3 и выда-
ются из него с помощью конвейера 4.
Недостатком закалки в одном охлади-
теле (если закалка проводится в воде) являет-
ся возникновение значительных внутренних
напряжений, которые могут вызвать появле-
ние трещин.
159
Закалка с подстуживанием. При этом способе закалки деталь вынимают
из печи и перед погружением в охлаждающую жидкость некоторое время вы-
держивают на воздухе - подстуживают. При подстуживании температура дета-
ли не должна понижаться ниже критической точки. Подстуживание уменьшает
внутренние напряжения и коробление деталей.
Закалка в двух средах (прерывистая закалка, рис. 104, кривая 2). Как ука-
зано выше, быстрое охлаждение при закалке необходимо для того, чтобы в
процессе охлаждения не происходило распада аустенита на феррито-
цементитную смесь в интервале температур 500-600° С. Для превращения ау-
стенита в мартенсит быстрое охлаждение не только не нужно, но и нежелатель-
но, так как именно при быстром охлаждении в интервале мартенситного пре-
вращения и могут возникнуть трещины. В интервале мартенситного превраще-
ния для уменьшения возникающих структурных внутренних напряжений и для
предохранения от возможности возникновения трещин желательно замедлен-
ное охлаждение. Этому требованию и удовлетворяет закалка в двух средах.
Сущность данного способа закалки заключается в том, что деталь сначала
охлаждают до 300-400° С в энергично действующем охладителе - в воде, а за-
тем для окончательного охлаждения переносят в слабый охладитель - в масло.
Такая закалка иначе называется закалкой в воде с переброской в масло.
Ступенчатая закалка (см. рис. 104, кривая 3). Сущность этого способа за-
калки заключается в том, что нагретую до температуры закалки деталь (или ин-
струмент) охлаждают в расплавленных солях, имеющих температуру немного
выше температуры начала мартенситного превращения (точка М
н
) для этой ста-
ли. После выдержки при данной температуре в течение времени, необходимого
для выравнивания температуры по всему сечению, деталь вынимают из соля-
ной ванны и охлаждают на воздухе. При выдержке в соляной ванне с темпера-
турой, превышающей температуру точки М
н
, никаких структурных превраще-
160
ний не происходит и образование мартенсита происходит при охлаждении на
воздухе.
В качестве охлаждающей среды при ступенчатой закалке применяют сме-
си легкоплавких солей, например: смесь, состоящую из 55% азотнокислого ка-
лия KNO
3
и 45% азотистокислого натрия NaNO
2
, температура плавления 137°
С; смесь, состоящую из 75% едкого кали КОН и 25% едкого натра NaOH, тем-
пература плавления 150° С и др., а также горячее масло.
По сравнению с обычной закалкой в одном охладителе, при ступенчатой
закалке возникают значительно меньшие внутренние напряжения, уменьшается
коробление и возможность возникновения трещин. После выдержки в соляной
ванне с температурой, превышающей температуру точки М
н
, сталь находится в
состоянии пластичного аустенита и детали легко могут быть подвергнуты
правке.
При охлаждении в щелочах (в смеси едкого кали КОН и едкого натра
NaOH) деталей, нагретых в соляных ваннах, например в смеси хлористого на-
трия NaCl 50% и хлористого калия КСl 50%, они сохраняют светлую поверх-
ность, так как хлористые соли при нагревании, а щелочи при охлаждении прак-
тически не окисляют поверхности детали. Это дает возможность проводить за-
калку деталей после их окончательной механической обработки без последую-
щей очистки или травления.
Недостатком ступенчатой закалки является ограниченность ее примене-
ния - для углеродистой стали только для мелких деталей диаметром до 10 мм.
Это объясняется тем, что для крупных деталей скорость охлаждения в соляной
ванне является недостаточной для того, чтобы переохладить аустенит до тем-
пературы, немного превышающей температуру начала мартенситного превра-
щения. В связи с недостаточной скоростью охлаждения в зоне наименьшей ус-
тойчивости аустенита (500-600° С) происходит его частичный распад с образо-
ванием феррито-цементитной смеси, и твердость получается пониженной.