Кувшинов Н.С. Чертежи электротехнических изделий
Подождите немного. Документ загружается.

90
10.2.4. Соединения кернением
Кернением называется процесс получения неразъемного соединения деталей за счет нару-
шения первоначальной формы конца одной из них или за счет вдавливания небольшой части
поверхности одной из деталей в другую – рис. 10.1. Последний случай применяется в неответ-
ственных соединениях и в соединениях, когда наружная деталь имеет тонкие стенки.
При кернении используют цилиндрический стержень с конусом на конце – керн. После
удара молотком по плоскому концу керна его конический конец внедряется в деталь, деформи-
рует ее или прогибает поверхность детали внутрь – в результате одна поверхность вдавливается
в другую – рис. 10.1.
Изображение соединений на чертежах:
1) деталь, которую деформируют, представляют на рабочем чертеже в исходном, недефор-
мируемом состоянии; 2) изображение неразъемного соединения на чертеже сопровождают над-
писью по типу: Раскернить, Раскернить в трех точках и т.п., которую располагают на полке
линии-выноски. Линию-выноску заканчивают обычной стрелкой и проводят от изображения
места кернения.
Пример соединения изделий, выполненных кернением, дан на рис. 2.17.
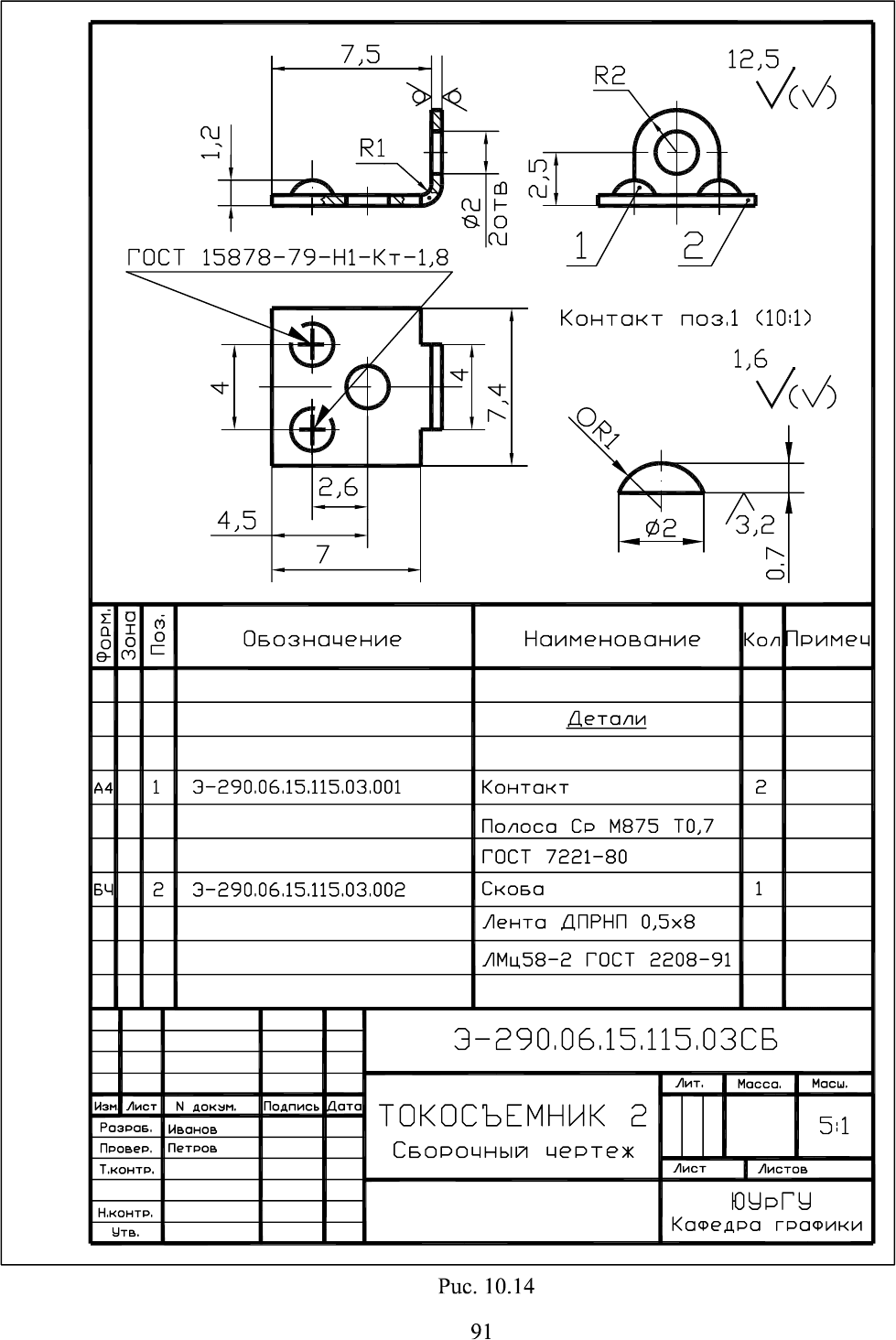
10.2.5. Соединения сваркой
Сваркой называется процесс получения неразъемного соединения деталей путем их мест-
ного нагревания до расплавленного или тестообразного (пластичного) состояния без примене-
ния или с применением механического усилия. Сваркой можно соединять металлы с металлами,
сплавы со сплавами и некоторые виды термопластичных пластмасс (включая органическое
стекло) друг с другом.
Виды сварки:
1) несмотря на многообразие видов и способов сварки, которые применяются в машино-
строении, в приборостроении и энергетике наибольшее практическое использование находит
контактная (точечная) сварка: а) для точечного соединения элементов приборов из тонколисто-
вых металлов и сплавов; б) для точечного соединения корпусов приборов с другими дополни-
тельными элементами из тонколистовых металлов и сплавов – рис. 10.2;
2) из других известных видов сварки реже применяют:
а) электродуговую сварку в среде защитных газов (аргон) – для соединения между собой
отдельных частей корпусов приборов и устройств – рис. 10.1; б) сварку пластмасс – для
соединения отдельных (фасонных) частей деталей из пластмасс.
Изображение соединений на чертежах:
1) условные изображения и обозначения данного вида неразъемных соединений определе-
ны ГОСТ 2.312–72; 2) сварные швы изображают (рис. 10.1, рис. 10.2): а) при электродуговой
сварке: видимый – сплошной основной линией, невидимый – штриховой линией; б) при кон-
тактной сварке: одиночную видимую сварную точку – знаком “+”, невидимую одиночную
сварную точку – не изображают; в) сварной шов при электродуговой сварке сопровождают ус-
ловным обозначением, которое размещают: для видимого шва – на полке линии-выноски, для
невидимого – под полкой линии-выноски; г) одиночную сварную точку при контактной точеч-
ной сварке сопровождают условным обозначением по типу: ГОСТ 15878–79–Н–Кт–1,8 (Н –
соединение деталей внахлестку; Кт – контактная точечная электросварка; 1,8 – диаметр свар-
ной точки в мм), которую размещают на полке-линии выноски; д) линии-выноски, начинаю-
щиеся односторонней стрелкой, проводят от сварных швов (предпочтительно от видимых) или
от одиночных сварных точек.
Пример соединения изделий контактной точечной сваркой дан на рис. 10.14.
92
10.2.6. Соединения пайкой
Пайкой называется процесс получения неразъемного соединения деталей путем их местно-
го нагрева ниже температуры плавления, заполнения зазора между ними расплавленным припо-
ем и сцепления их при кристаллизации шва.
Припой – металл или сплав, вводимый в расплавленном состоянии в зазор между соеди-
няемыми деталями и имеющий более низкую температуру плавления, чем соединяемые детали.
Марки припоев:
1) ПОС – оловянно-свинцовые (легкоплавкие – t < 400 градусов по Цельсию);
2) ПСр – серебряные (тугоплавкие – t > 400 градусов по Цельсию);
3) ПМЦ – медно-цинковые (тугоплавкие – t > 400 градусов по Цельсию);
4) ЛОК 59-1-03, ЛОК 62-06 04, ЛАТ Л62, ЛАТ Л68 – специальные латунные и другие.
Марки припоев, наиболее часто используемые для создания неразъемных соединений в
приборостроении, названия металлов, которые могут быть подвергнуты пайке, а также основ-
ные области использования припоев даны в табл. 10.3.
Способы пайки:
1) по источнику нагрева: а) пайка паяльником; б) газопламенная; в) электродуговая; г) ин-
дукционная; д) экзотермическая; е) лазером и другие;
2) по методу удаления окисной пленки: а) пайка абразивно-кавитационная; б) ультразвуко-
вая; в) флюсовая; г) вакуумная; д) в нейтральной газовой среде и другие;
3) частным случаем пайки является лужение – нанесение на поверхность изделия расплав-
ленного припоя, смачивающего эту поверхность и кристаллизующегося на ней.
Изображение соединений на чертежах:
1) условные изображения и обозначения данного вида неразъемных соединений определе-
ны ГОСТ 2.313–82; 2) место пайки изображают сплошной линией толщины 2S, от изображения
шва проводят линию-выноску со стрелкой, на наклонном участке которой наносят условный
знак пайки
)
– дугу выпуклостью к стрелке (рис. 10.2). Для обозначения швов, выполненных по
периметру, линию-выноску заканчивают окружностью диаметром 3…5 мм, а при необходимо-
сти указывают размеры шва и шероховатость поверхности; 3) условное обозначение марки при-
поя указывают в спецификации в разделе “Материалы” или как технические требования над
основной надписью чертежа по типу: ПСр45 ГОСТ 19738–74.
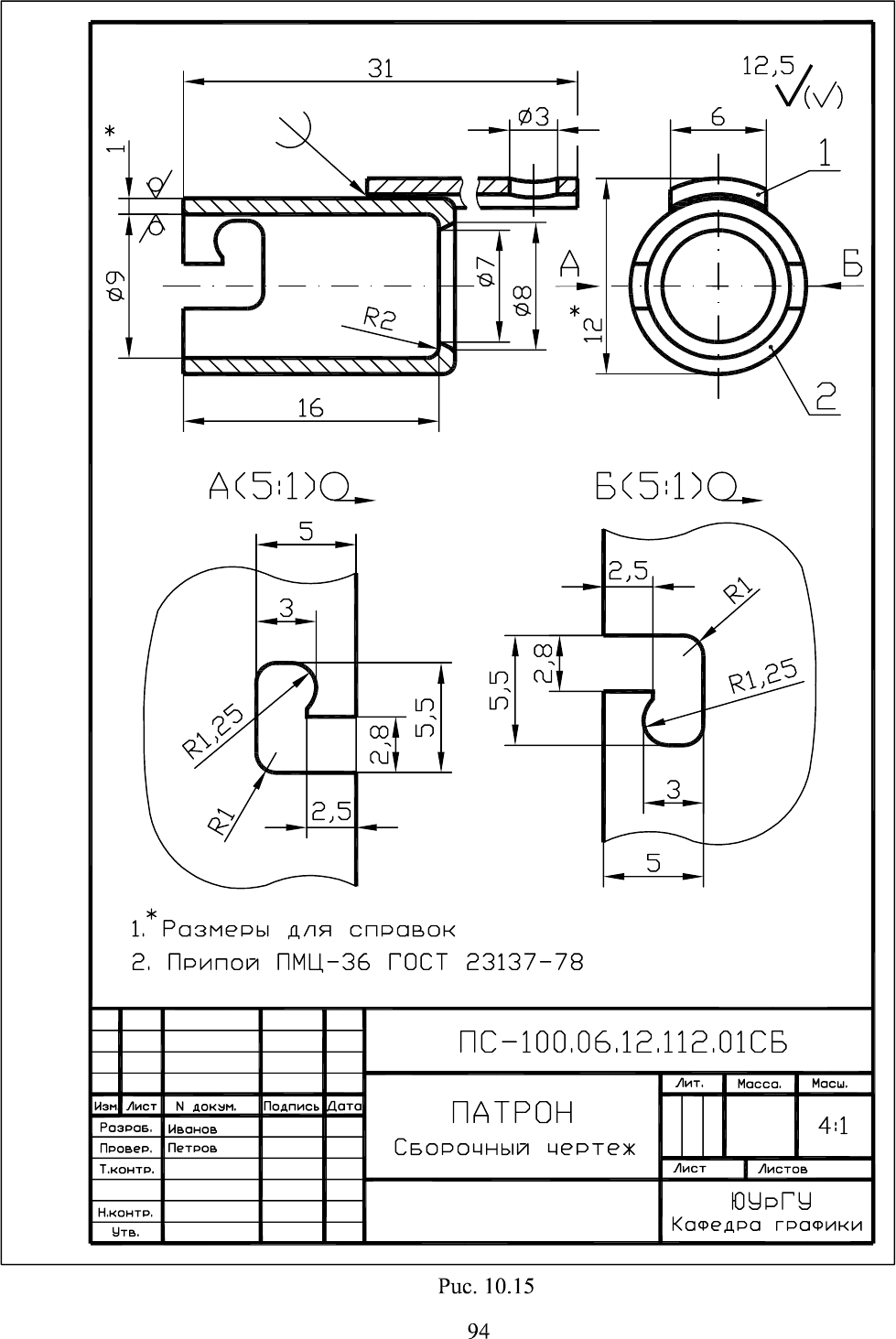
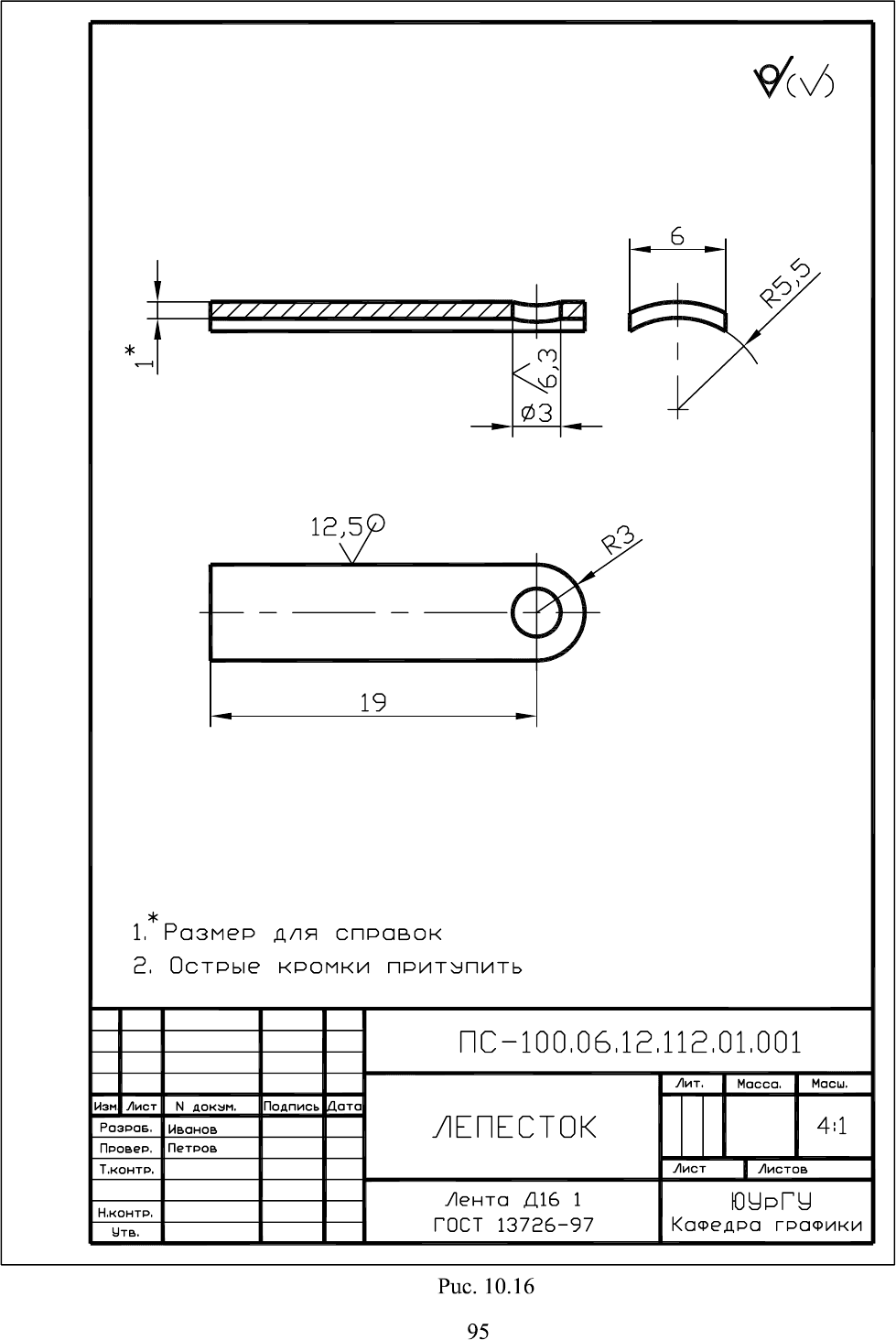
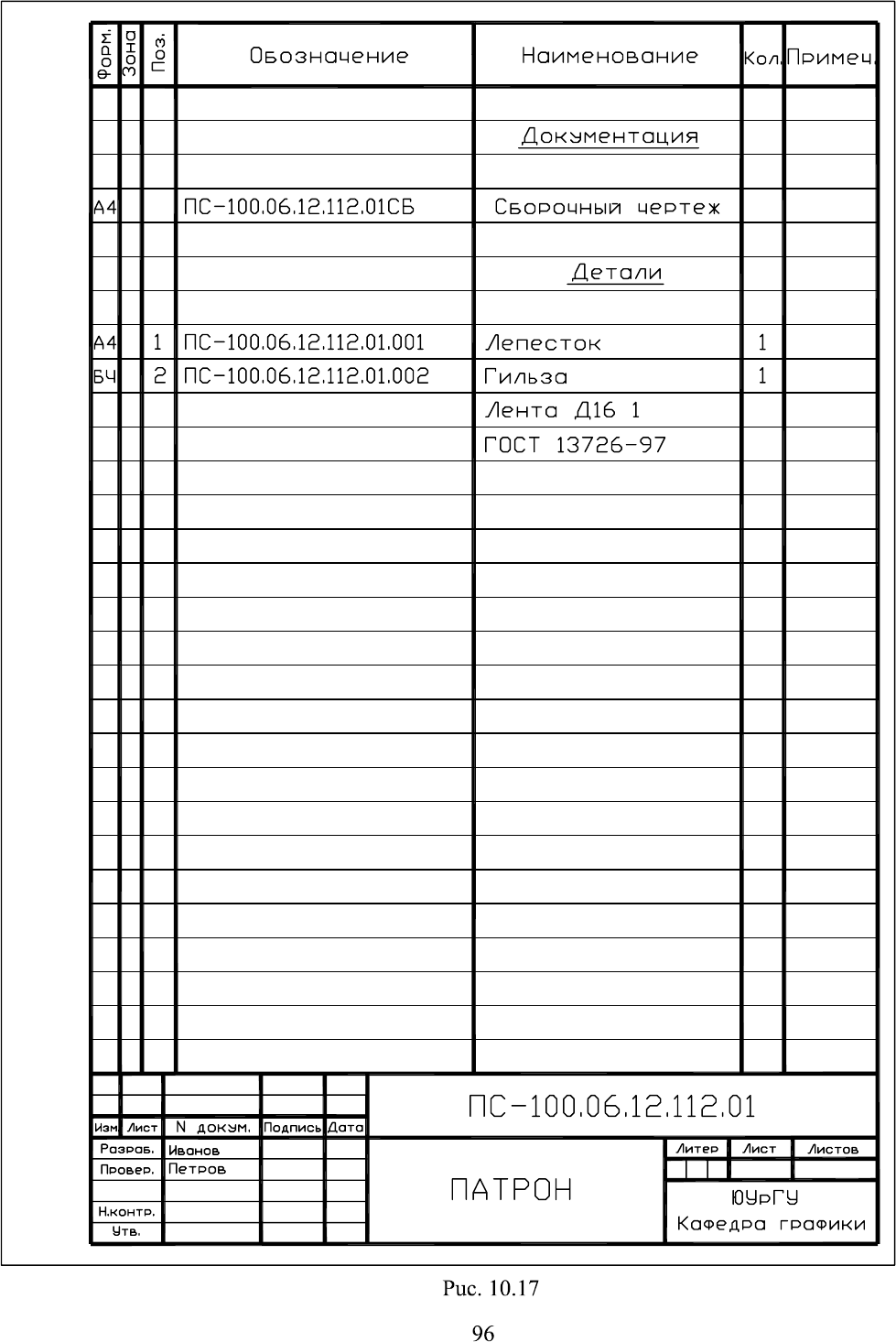
Пример соединения изделий, выполненных пайкой, дан на рис. 10.15–рис. 10.17.
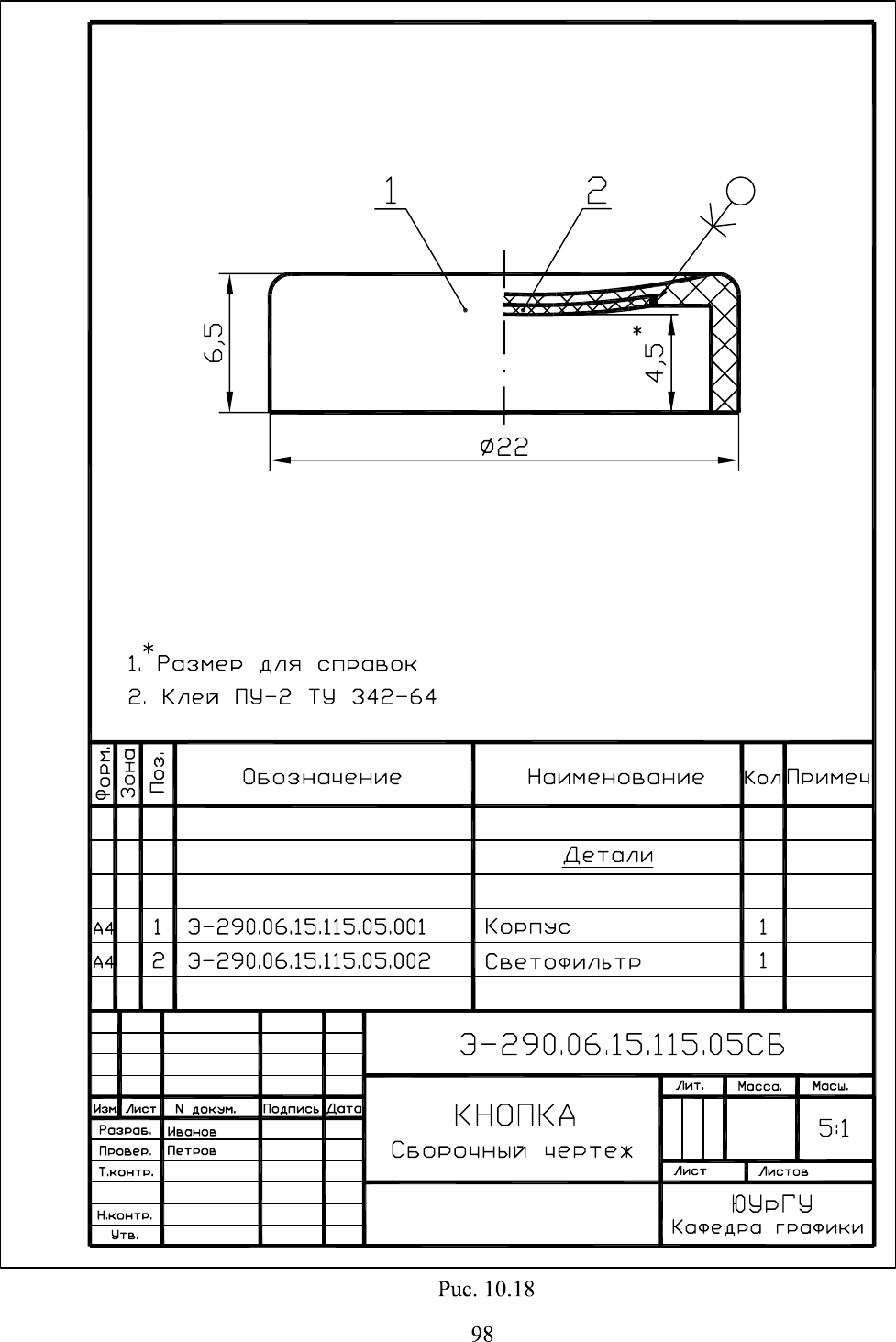
10.2.7. Соединения склеиванием
Склеиванием называется процесс получения неразъемного соединения деталей за счет со-
единения их клеем или клеящим составом – рис. 10.2.
Склеивание применяют для соединения слабонагруженных деталей из однородных или раз-
нородных по структуре материалов. Это могут быть детали из листовых материалов, труб и т.п.,
при этом для большинства соединений требуется нагрев и сжатие поверхностей.
Виды клеевых соединений – рис. 10.2:
1) соединения внахлестку; 2) соединения встык и другие.
Для склеивания используют различные клеи: бакелитовый, резиновый, специальные, а
также клеящие составы на основе эпоксидных и других смол холодного или горячего отвер-
ждения, сортамент и назначение которых определяют по ГОСТ или ТУ, ВТУ и т.п. предпри-
ятий-изготовителей.
Марки клеев, наиболее часто используемые для создания неразъемных соединений в при-
боростроении и энергетике, названия материалов, которые могут быть подвергнуты склеива-
нию, а также основные области использования клеев даны в табл. 10.4.
93
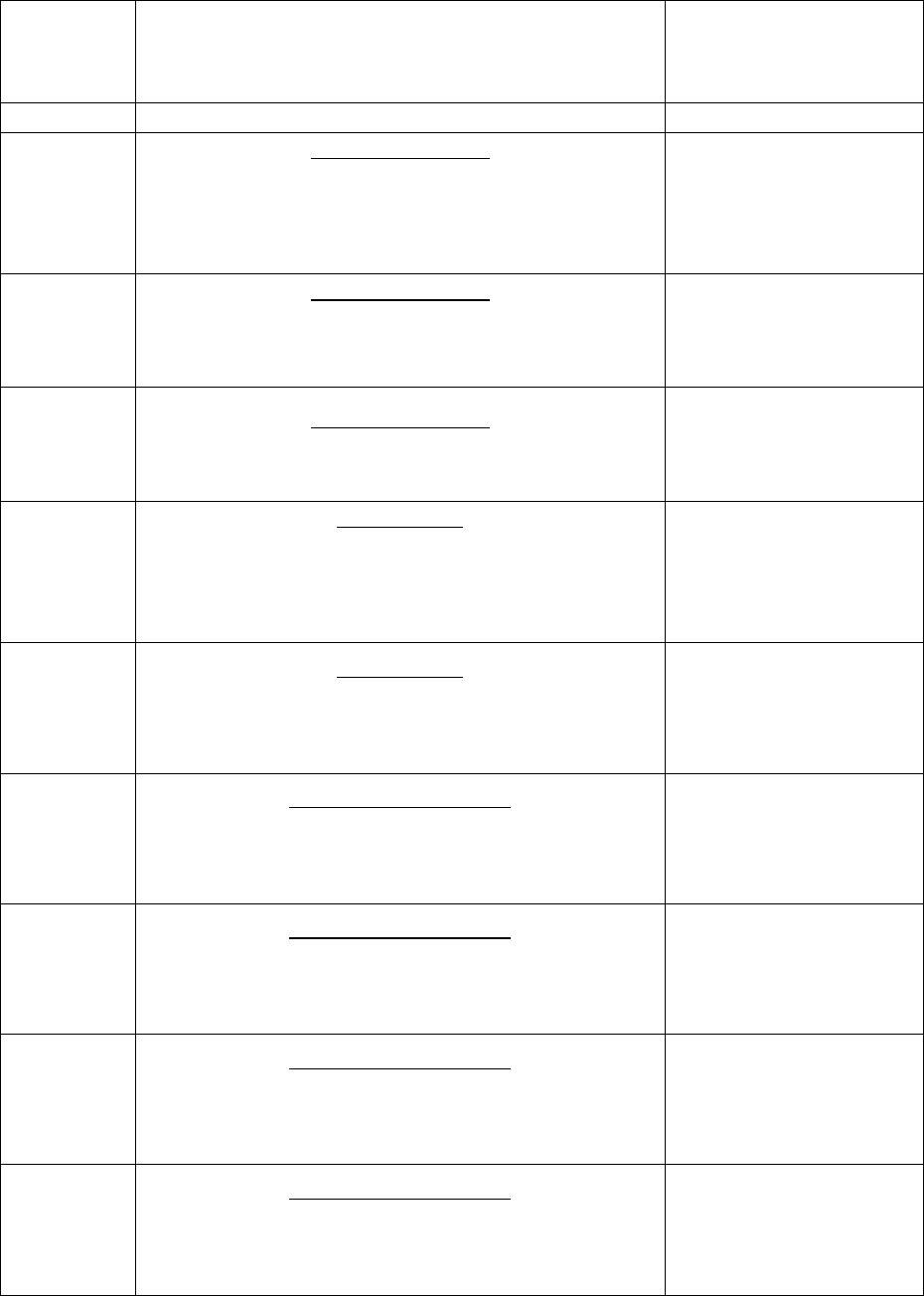
Таблица 10.3
Марки припоев и их условные обозначения для оформления чертежей
Форма
поставки
припоев
Наименование припоя,
назначение припоя,
материалы, подвергаемые пайке
Условное обозначение
припоя
на чертежах
1 2
3
Прутки,
бруски,
проволока
Медно-цинковый
– для соединений, не подвергающихся ударам,
вибрации и изгибу; латунь и другие медные
сплавы с содержанием меди до 68%, а также тон-
кая пайка по бронзе
Припой ПМЦ 36
ГОСТ 23137–78
содержит 36% меди,
остальное – цинк
Прутки,
бруски,
проволока
Медно-цинковый
– для соединений, не подвергающихся ударам,
вибрации и изгибу; латунь и другие медные спла-
вы с содержанием меди свыше 68%
Припой ПМЦ 48
ГОСТ 23137–78
содержит 48% меди,
остальное – цинк
Прутки,
бруски,
проволока
Медно-цинковый
– для соединений, не подвергающихся ударам,
вибрации и изгибу; медь, томпак, бронза, сталь
Припой ПМЦ 54
ГОСТ 23137–78
содержит 54% меди,
остальное – цинк
Прутки,
бруски,
проволока
Серебряный
– для соединений, требующих прочности при
ударах и вибрации, коррозионной стойкости,
чистоты места спая; медь, латунь, стали хроми-
стые, стали нержавеющие
Припой ПСр 45
ГОСТ 19738–74
содержит 45% серебра,
остальное – медь
Прутки,
бруски,
проволока
Серебряный
– для соединений, требующих прочности при
ударах и вибрации, коррозионной стойкости,
чистоты места спая; сталь, медь, медные сплавы
Припой ПСр 25
ГОСТ 19738–74
содержит 25% серебра,
остальное – медь
Прутки,
бруски,
проволока
Оловянно-свинцовый
– для пайки и лужения деталей медицинской ап-
паратуры и точных приборов радиоэлектроники;
латунь, медь и ее сплавы
Припой ПОС 90
ГОСТ 21931–76
содержит 90% олова,
остальное – свинец
Прутки,
бруски,
проволока
Оловянно-свинцовый
– для пайки и лужения различных деталей радио-
аппаратуры и точных приборов; латунь, медь и
ее сплавы, малоуглеродистая сталь
Припой ПОС 30
ГОСТ 21931–76
содержит 30% олова,
остальное – свинец
Прутки,
бруски,
проволока
Оловянно-свинцовый
– для пайки и лужения различных деталей радио-
аппаратуры неответственного назначения; сталь
оцинкованная, свинец, медь, медные сплавы
Припой ПОС 18
ГОСТ 21931–76
содержит 18% олова,
остальное – свинец
Прутки,
бруски,
проволока
Оловянно-свинцовый
– для соединений, когда пониженная ударная
вязкость позволяет его применять; сталь малоуг-
леродистая, латунь, медь, белая жесть, свинец
Припой ПОС 4-6
ГОСТ 21931–76
содержит 4-6% олова,
остальное – свинец

97
Таблица 10.4
Марки клеев и их условные обозначения для оформления чертежей
Форма
поставки
клеев
Наименование клея, назначение клея,
материалы, подвергаемые склейке,
рабочая температура,
о
С
Условное обозначение
клея
на чертежах
1 2
3
Смола
и
отверди-
тель
Эпоксидный
– холодного отверждения; для склеивания метал-
лов, керамики, стеклотекстолита, резин и других
материалов; – 60…+ 70
Клей К-139
ТУ П–313–62
Смола
и
отверди-
тель
Эпоксидный
– горячего отверждения; для склеивания стекло-
текстолита с металлом, алюминиевых, магние-
вых сплавов, стали и латуни; – 60…+ 100
Клей-компаунд
К-153
СТУ 30–14161–64
Порошок,
пруток и
отверди-
тель
Эпоксидный
– горячего отверждения под давлением; для
склеивания металлов между собой и с неметал-
лическими материалами; – 60…+ 130
Клей П
или
Клей Пр
АМТУ 460–60
Смола
и
отверди-
тель
Эпоксидный
– холодного отверждения; для склеивания фер-
ритов, неметаллов, латуни, стали, полистирола;
– 60…+ 200
Клей БОВ-1
ВТУ П–240–61
Вязкая-
жидкость
или
пленка
Полиамидный
– горячего отверждения под давлением; для
склеивания металлов, устойчив к действию
трансформаторных масел; – 60…+ 60
Клей МФ-1
МРТУ М–800–61
Вязкая-
жидкость
или
пленка
Фенолформальдегидный
– холодного отверждения без давления; для
склеивания металлов друг с другом и с неметал-
лическими материалами; – 60…+ 200
Клей ВК-32-2
Инструкц. №776–60
Вязкая,
тягучая
жидкость
Фенолформальдегидный
– горячего отверждения под давлением; для
склеивания металлов, пластмасс, керамики, орга-
нического стекла, фибры, слюды; – 60…+ 60
Клеи БФ-2, БФ-4,
БФ-2Н, БФ-4Н
ГОСТ 12172–74
Вязкая,
тягучая
жидкость
без или с
наполни-
телем
Полиуретановый
– горячего отверждения под давлением; для
склеивания металлов, керамики, пенопластов,
устойчив к ударным нагрузкам, водостоек;
– 60…+ 80
Клей ПУ-2
ТУ 342–64