Курсовой проект - Проектирование процесса производства фанеры
Подождите немного. Документ загружается.


Температура воды поддерживается на уровне 30—40° С. Подогревают ее
паром, проходящим через трубы, имеющие отверстия. Производительность
ячейки бассейна Q (м3) определяется по формуле
где L — длина кряжей или чураков, м; h — высота ячейки, м; В — ширина
ячейки, м; К — коэффициент заполнения ячейки сырьем (0,50—0,55); Т —
время работы ячейки, ч; тп — время прогрева, ч; твсп — продолжительность
загрузки и выгрузки ячейки, ч.
2.1.4 Лущение шпона
Лущение шпона — основная технологическая операция в прозводстве
фанеры. Лущением называется процесс резания древесины в плоскости,
параялвльной направлению волокон, при котором чурак совершает вращательное,
а лущильный нож поступательное движение на чурак. Непрерывная лента шпона
получается на лущильном станке при одновременном сочетании двух движений:
вращательного движения чурака и поступательного движения ножа. Поверхность
чурака образует правую лицевую сторону шпона, а сторона шпона, обращенная к
чураку, называется левой оборотной. Действие ножа при лущении на
вращающийся чур а к может быть представлено схематично (рисунок 5).
Рисунок 5 - Схема сил при резании: 1 — линейка, 2 — шпон, 3 — нож,
4 — чурак
Производительность лущильного станка определяют по числу чураков А,
разлущенных за время работы, по формуле
21

где Т — время работы станка, мин; К — коэффициент
использования рабочего времени; Z — время обработки одного чурака (полный
цикл), мин.
По числу чураков, разлущенных за время работы станка, можно определить
производительность Q в кубических метрах сырого шпона по формуле
где А — количество разлущенных чураков, шт;
Vд.ш. —объем сырого шпона, получаемого из одного чурака.
2.1.5 Рубка шпона
Рубка шпона осуществляется на станке APL финской фирмы «Рауте». Линия
шпона при ширине 1600мм по длине также рубится на 1600мм.
2.1.6 Сушка шпона
Технология изготовления фанеры предусматривает необходимость сушки
всего сырого лущеного шпона, используемого в производстве, а также сушки
шпона, намазанного или пропитанного смолами. При сушке из шпона удаляется
влага, которая содержится в порах и стенках клеток древесины. Под действием
тепла влага переходит в парообразное состояние и удаляется. Под влажностью
шпона понимают отношение массы влаги, содержащейся в древесине, к массе
абсолютно сухой древесины. Обычно это отношение выражается в процентах.
Древесина состоит из разнообразных растительных клеток. Влага, содержащаяся
в стенках древесных клеток, называется связанной, а содержащаяся в полостях
клеток — свободной. Состояние древесины, при котором она содержит
максимально возможное количество связанной влаги и не содержит свободной,
называют точкой насыщения волокна. При этом состоянии влажность древесины
практически не зависит от ее породы и равна примерно 30%. Если влажность
древесины больше 30%, это значит, что стенки клеток насыщены влагой, а в
22
полостях клеток имеется свободная влага. Количество свободной влаги в
древесине зависит от ее породы, времени заготовки, способа доставки, хранения
на заводе и способа тепловой обработки сырья перед лущением. Влажность
шпона W определяют по формуле
где g1 — начальная масса сырого образца, г; g2 —
масса абсолютно сухого образца, г.
Наиболее распространенный способ определения влажности шпона —
весовой. Из листа шпона вырезают образцы, взвешивают с погрешностью до 0,01
г и сушат до постоянной массы при температуре 100—105°С в электрическом
сушильном шкафу. Весовые значения g1 и g2 подставляют в формулу.
Роликовая сушилка СУР-4 с паровым обогревом и поперечной циркуляцией
воздуха представляет собой прямоугольную камеру, состоящую из восьми секций
сушки длиной 1,62 м ( I — VIII ), одной секции охлаждения ( IX ), загрузочной 1
и разгрузочной 10 этажерок. Производительность сушилки СУР-4 равна в
среднем 2 м3/ч сухого шпона.
2.1.7 Выгрузка шпона
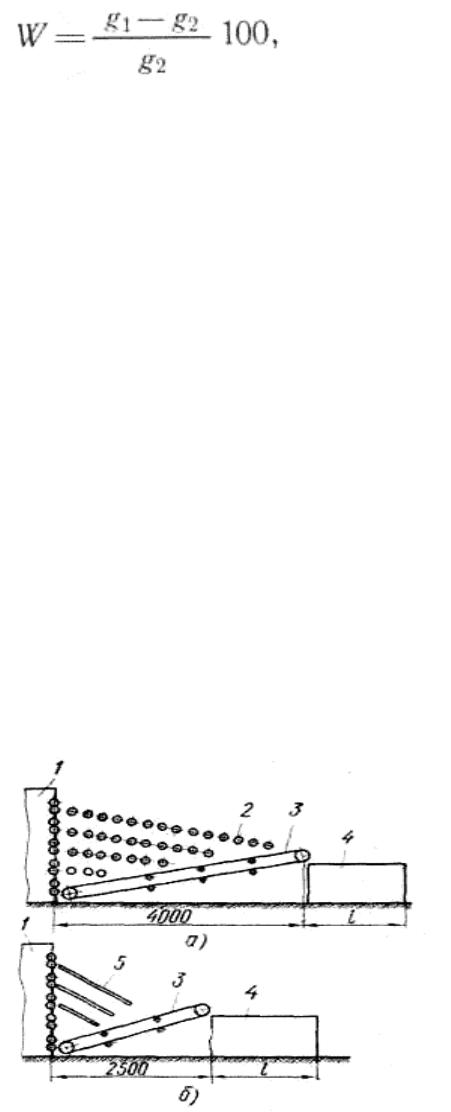
На рисунок 6, а показана схема выгрузочного механизма с конвейерами, а на
рисунке, б — с полками.
Рисунок 6 - Схема разгрузочных механизмов: а — с роликовыми
конвейерами, б — с полками; 1— сушилка, 2 — роликовые конвейеры, 3 —
ленточный конвейер, 4 — стол, 5 — полки
23
Количество наклонных роликовых конвейеров 2 зависит от количества
этажей сушилки 1. Ролики конвейеров 2 вращаются со скоростью роликов
сушилки. Скорость ленточного конвейера 5 в 6—10 раз выше скорости вращения
роликов конвейеров. Листы шпона, выходя из сушилки 1, попадают на наклонные
роликовые конвейеры 2, затем на ленточный конвейер 3, которые выносят
поочередно листы на стол 4.
2.1.8 Сортировка шпона
Сортировка шпона — одна из важнейших операций технологического
процесса, определяющая сортовой выход готовой фанеры. Сортность листа
шпона определяет сортировщик в зависимости от совокупности дефектов листа
(пороков древесины и дефектов обработки). Количество возможных сочетаний
дефектов очень велико, к тому же отдельные дефекты иногда трудно определить
с достаточной точностью. Существуют определенные правила подбора шпона в
зависимости от сортов фанеры. В каждом листе фанеры различают две стороны:
лицевую (правую) и оборотную (левую), при этом лицевая сторона, как правило,
лучшего качества, чем оборотная; внутренний слой фанеры более низкого
качества, чем наружный. Для каждого сорта шпона четко определены
допустимые пороки древесины и производственные дефекты.
Сортообразующими пороками для шпона являются сучки различных видов и
размеров, торцовые трещины, ненормальные окраски и гнили (ложное ядро,
побурение, пятнистость и синева), прорость, т. е. пороки древесины, вызванные
природными условиями произрастания. К производственным дефектам,
возникающим в процессе производства, относятся разнотолщинность,
шероховатость и волнистость поверхности, трещины и т. д.
2.1.9 Починка шпона
Для улучшения качества фанеры из листа шпона удаляют различные дефекты
(сучки, багорные пробоины, черные прорости), а отверстия заделывают вставками
из качественного шпона.
24
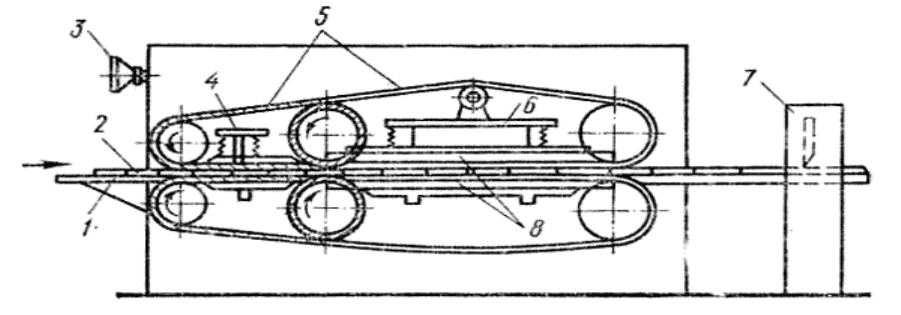
На рисунке 7 показана схема работы безленточного ребросклеивающего
станка РСП. В этом случае после склеивания кусков образуется непрерывная
лента шпона, которую можно разрезать на листы необходимых размеров. В
отличие от ребросклеивающих станков с продольной подачей, где для сближения
и поддержания контакта кромок служат цепи, в станке с поперечной подачей
сближение происходит за счет разности скоростей подающего конвейера 5 и
конвейера в зоне нагревания, а усилие прижима кусков друг к другу за счет сил
трения, которые зависят от нормального давления холостых роликов на
подпружиненных подвесах, расположенных под конвейерами.
Рисунок 7 - Схема работы ребросклеивающего станка РСП-2: 1 — стол
станка, 2 — склеиваемые куски шпона, 3 — маховик для регулирования скорости
подачи, 4 — прижимы (условно без прижимных роликов), 5.— подающие
конвейеры, 6— натяжное устройство, 7 — ножницы, 8 — термоэлементы
Установленные в зоне нагревания термоэлементы 8 поддерживают
температуру среды в пределах 160— 220° С. Из станка шпон выходит
непрерывной лентой, ширину которой регулирует конечный выключатель. Он
приводит в движение ножницы 7, которые режут ленту шпона. Синхронно с
ножницами работает шпоноукладчик. Направляющие, поддерживающие лист
шпона, расходятся, и лист падает на расположенную под ним вагонетку. Когда
стопа нарезанных листов шпона достигает определенной высоты, укладчик
прекращает работу. Станок обслуживает один рабочий. Для склеивания
кускового шпона применяют синтетические клеи марок МФС-1, М-60, М-70.
25
2.1.10 Нанесение клея
Клеевой слой образуется нанесением жидкого клея на одну из склеиваемых
поверхностей или прокладыванием сухой клеевой пленки между листами шпона.
Клей наносят на листы шпона на клеенаносящих станках, которые могут быть для
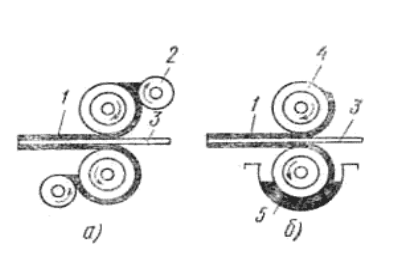
дву- и одностороннего нанесения. Больше распространены станки для
двустороннего нанесения. Они могут быть с верхним и нижним питанием
(рисунок 8, а) или только с нижним питанием (рисунок 8, б).
Рисунок 8 - Схема нанесения клея клеенаносящим станком: а — с верхним и
нижним питанием, б — с нижним питанием; 1 — клеевой слой, 2 — дозирующий
валик, 3 — шпон, 4 — барабаны, 5 — корыто с клеем
Процесс нанесения клея на станке заключается в следующем. Из
находящегося над станком бака или из трубопровода, несущего клеевой раствор
из клееприготовительного отделения, корыто наполняется клеем. Нижний
барабан, вращаясь, забирает из корыта клей и наносит его на верхний барабан.
Таким образом, к верхнему барабану на станке с нижним питанием клей подается
только с нижнего барабана. Поэтому если длина листа шпона больше, чем длина
окружности барабана, то часть верхней поверхности шпона может оказаться
ненамазанной. Чтобы этого не случилось, необходимо обмакнуть кромку шпона в
клей, опуская ее в корыто. Просвет между барабанами регулируют, поднимая
винтовым устройством верхний барабан. Для точности установки просвета
маховик винтового устройства имеет диск с делениями, показывающими
величину просвета. Толщина клеевого слоя зависит от вязкости клея, давления
верхнего барабана, качества шпона, частоты вращения и вида барабанов (в
26
зависимости от назначения барабаны могут быть гладкими или рифлеными).
Установив просвет между клеенаносящими барабанами, открывают краны для
заполнения ванны клеем, затем включают станок и приступают к наладке его на
толщину клеевого слоя. Для этого пропускают через станок пробные листы
шпона и по каждому из них определяют количество клея, нанесенное на 1 м 2
поверхности шпона. Это количество по окончании наладки станка должно
находиться в пределах норм, предусмотренных технологическим режимом.
2.1.11 Подпрессовка и горячее прессование фанеры
Перед тем как подвергнуть фанеру прессования она проходит стадию
подпрессовки. На данной стадии сборный пакет фанеры поджимается, что
приводит к удалению излишек клея и воздуха.
Существующая технология склеивания фанеры из лиственницы
предусматривает сборку пакетов из листов шпона с нанесенным белковым или
карбамидным клеем и предварительно выдержанных в течение 8—15 мин. Под
действием тепла и давления на пакет во время склеивания его наружные слои
упрессовываются больше, чем внутренние. При склеивании фанеры по нескольку
листов в рабочем промежутке пресса разница в упрессовке наружных и
внутренних слоев достигает существенной величины. Так, например, в пакете при
склеивании березовой фанеры ФСФ толщиной 3 мм упрессовка наружных слоев
составляет 13—15%, а внутренних — 7—8%, для фанеры ФК соответственно 9—
11% и 3—5%. Наружные слои одного и того же пакета при склеивании по
нескольку листов в рабочем промежутке будут иметь различную упрессовку, что
является одной из причин коробления фанеры.
При загрузке пакетов в пресс давление на пакет отсутствует, следовательно,
контакта между клеевой прослойкой и наружными слоями пакета практически
нет. Во время смыкания плит пресса давление на пакет зависит от их массы и
массы пакета, лежащего на данном этаже. При полном смыкании плит пресса
давление на пакет возрастает и достигает величины давления, создаваемого
насосом или аккумулятором низкого давления. Контакт между клеевой
27

прослойкой и шпоном возникает лишь на выступающих неровностях пакета и
только при использовании жидких клеев.
Рисунок 9 - Диаграмма изменения удельного давления при склеивании
фанеры сухим горячим способом
Величина удельного давления, при котором происходит склеивание фанеры
где Р давление, которое возникает в цилиндре пресса (в
кгс/см 2 ); F — площадь склеиваемого листа фанеры (в см 2 ); q — удельное
давление; k — число плунжеров пресса,
При увеличении давления сверх допустимых норм увеличивается упрессовка
фанеры и расход шпона на 1 м 3 фанеры. Уменьшение давления снижает
прочность склеивания.
Время термообработки 141-145 с.
Производительность многоэтажного пресса для сухого горячего склеивания
фанеры (м 3 ) можно определить по формуле
где Т — продолжительность рабочей смены, мин;
п — число рабочих промежутков пресса; m — число листов фанеры,
загружаемых в один промежуток; S — толщина фанеры, мм; F — площадь
одного обрезного листа фанеры, м 2 ; k — коэффициент использования
рабочего времени (равен 0,95—0,98); Тп — время прессования
(термообработки) фанеры в 1 , прессе, мин; Т в — время на вспомогательные
операции, мин
28

2.1.12 Разрез фанеры по формату 1525х1525
Готовую прессованную фанеру укладывают в пачку по 5 листов, сверху
укладывают шаблон и производят обрезку по формату 1525х1525. Для этих целей
применяется форматно-обрезной станок FS-1 «Рауте».
2.1.13 Шлифование фанеры
Для создания гладкой поверхности листа и выравнивания его по толщине,
устранения загрязнений и царапин фанеру шлифуют. Эту операцию выполняют
на шлифовальных станках, которые бывают трех- и четырехбарабанные — для
одностороннего шлифования, шести- и восьмибарабанные — для двустороннего
шлифования.
Производительность шлифовальных станков при одностороннем
шлифовании (в листах) фанеры можно определить по формуле
где Т — продолжительность рабочего времени, мин; v —
скорость подачи, м/мин; k1— коэффициент использования рабочего времени
(равен 0,95—0,98); k2 —коэффициент заполнения станка по длине; l —
длина, которую займет в станке лист фанеры, подаваемый под углом, м.
При двустороннем шлифовании производительность (в листах) фанеры
определяют по формуле
Отклонения по толщине листов фанеры до шлифования не должны
превышать ±0,5 мм. Замерять толщину фанеры перед станком рекомендуется
предельными калибрами. Скорость шлифования (окружная скорость
шлифовальных барабанов) должна быть в пределах 18—24 м/с. Скорость подачи
при шлифовании фанеры рекомендуется 7—8 м/мин. Правильность режима
шлифования проверяют по показаниям амперметров электродвигателей привода
29
барабанов. Сила тока не должна превышать номинальной, указанной в
техническом паспорте электродвигателя. Обычно на станке работают при силе
тока, не превышающей 24 А при напряжении 220 В и 15 А — при напряжении
380 В.
2.1.13 Сортировка
Сортировка — заключительная операция технологического процесса
производства фанеры. При сортировке фанеры для каждого сорта в соответствии
с ГОСТ 3916—69 определяют качество древесины, пороки и их размеры,
влажность, нормы прочности склеивания, пра вила приемки, обмера и др.
Сортность фанеры определяют по допускаемым в шпоне порокам древесины
и дефектам его обработки. К порокам древесины, проявляющимся в фанере,
относят глазки, завитки, сучки, ненормальные окраски, червоточину, прорости,
перерезание годовых слоев, свилеватость, смоляные кармашки, ложное ядро,
пятнистость и др.; к дефектам обработки — багорные наколы, вмятины,
коробление, негладкое лущение, риски, тре щины, пузыри, слабые углы,
просачивание клея, обзол и др. Фанеру для сортировки подают на сортировочный
стол, обслуживаемый двумя сортировщиками. Сортировщик определяет
сортность по качеству древесины, затем оценивает видимые дефекты обработки
и, наконец, выявляет скрытые дефекты — пузыри, слабые углы и т. д. Пузыри
определяют простукиванием поверхности листа фанеры деревянным молоточком;
слабые углы и качество склеивания — отгибая углы фанеры. Определив
сортность по одной стороне, сортировщик переворачивает лист, осматривает его с
другой стороны и окончательно устанавливает сорт. Второй сортировщик
измеряет лист по толщине и проверяет форматность листов фанеры. Фанера с
более крупными дефектами (слабыми углами, пузырями, трещинами, выпавшими
заплатками от шпонопочиночных станков) поступает в ремонт. Мелкие дефекты
(частичное загрязнение, просачивание клея, шероховатость) сортировщик может
устранить сам. Определив сортность, сортировщик ставит в углу листа штамп с
указанием сорта, марки фанеры и номера сортировщика.
30