Кукляк М.Л. Металорізальні інструменти. Проектування
Подождите немного. Документ загружается.

Роз0!л
5
\;в
=
-34,128177
мм
,
!;к
=
_гк
со5 €з|п
рк
_
р9к
5;п €
,
\;к
=
-32,301-сов58"
'з!п(_40.7б
2з64")_з7,5.88,774669"
.
2'
.в1п58',
360'
};к
=
_38,098005
мм
'
!|с
=
_|с
соз е з!п
р. -
р9.
з|п е
,
};с
=
_37'5соз58-ь1п(_40,б40806')
_з7,5'
4\,|2628".'^
..,'58',
3б0'
1;с
=
-9,884075
мм
!;в
=
_|:.
соввв1пр,
_р9'
з!пе,
\
;в
=
-2"7
.708соз
58'з|п
(_56.1
з84з4")
-
з7 .5
.
64.| 1 4558"
.
2п
.з!п
58',
з60"
};г
=
-23.308974
мм
-
&'в
Р;в
&;к
Р;к
Р;в
Р;в
Р,с
&;с
7;,
7;в
7;в
7;в
7;к
=
/х1*
ц?.
=
56,228 мм
=
|1
51(1
р!
5|п
€
_
Р9;
со5
€
,
=
|в 5!пц3
з|п €
_
р9в
со5€'
=
37,5
з1п(_4! .016604') з1п
_58'
=
_50,658
мм,
=
гц
з!п
рд
з!п
е
- р9к
со5€'
-з7,5.84,98з396"
.
2п
.соз58',
з60'
270
Фрезш
7;к
=
32'301з|л(_40.762364')
з|п 58'
-
з7,5
'88,774669"
*
со5
58о'
з60'
14558'
.
2п
.соз58',
360"
7;г.
=_43'020
мм,
7|с
=
[сз!п
р6
з!п €
-
рФЁсо$€,
7;р
=
37,5
з|п(-40,640806')
з!п
58'
_
31,5'
41,12628"
}!_
соз 58',
з60'
7'с
=_34'813
мм'
с|3о;6
(-з8,021 521
)
.
с[в(-20,26660
4'
)
_
(-з
4,|28
| 7 7
)'
с$
5 8'
&13 з!п в
с{$ б13
=
2,327
563,
0;3
=:1гсс|$2.з27563
=
23,25'
,
с{$
о;6
=
_1,65990!5.
б1с
=
агсс|8(_
1,б5990
1 5)
=
-3
1,0(.>(;(':(.>(':' '
Фтриман1
результати
об'тг'тслс:ль
1]|]0]1им0
в'габ.т:. 5.4.
5.2.4.з.2|.
Бизначення
рад|ус|в
!;
| коорлинат
{
|
ч
центр|в дуг
к1л' як! зам!-
няють
теоретичний
проф1ль
фрези.
3ам|на
теоретичного
проф|лю
дисково|
фрези
дугами
к1л
дас
змогу отримати
точно
заданий
куту
нахилу
передньо|
поверхн1:
,^9
_
Р;к
_&,в
'
[цч!
-
7,*
-7',
7;к=_47,370
мм'
7|Б
=
|Р.з|пр9
з!п €
- !$д
со5€,
7
;с
=
27'7 08з!п(-56.73
8434')
з!
п 58"
_
з7,5'
64'1
50'\92.
з|п 58'
!
56.228
-
50,192
=
1,8357664,
184:
=
(_47
'з7)
-
(_50'658)
271
Розё!л
-5
[аблиця
5.4
3начення
координат
!;ь
!;',
7;6
рал|ус1в
к!л
Р;;;
кут|в
0;;
!
допом!ясних
параметр|в
ц'
у' п1'
\2'13'7,
ь
9 у
точках
проф!лло
фрези
Б;,
|(;, Ё;,
€1
|[арамещи
1очки
проф!лло
р!вця
фрези
81
(1
Б;
€;
ш
(мм)
з5'06751
29'4422ц
1|'8з7
!2.826
т
(мм)
|з'2859|4
1з.285662
25'052з55
з5'23847з
[1
2'2з8о544
|'8790з9з
0,1554515
0,8185707
[\2
1,9795134
1.1214592
1'2м6126
1,2220178
пз
(рад)
1,5056553
1,558801
0'769006з
-0,1160255
т
(щал) -20'2666о4
-|6'475зз1
7,97 14185
29'з59|94
р 1грал)
-41,016604
-40'762з64
-56'1з84з4
-40,640806
р 1грал)
84.114669
88,174669
64,114558
41,12628
{;(мм)
-з8.021.521
-4|
'85044з
-5|.\1921з
-з7
'86о7
|з
!,
(мм)
-з4.\28\17
-38.098005
-2з.з08914
-9,884075
7;
(мм)
-50.6-58
'41.з7о
-4з'020
-з4'81з
Р;(мм)
50.192
56.228
56,407
з8'773
о1;
(грал)
2з'25
-з1.'066666
('
=
агс{1,83
57 664
=
61,42141з".
1дд.
=
Р;в
-&,с
,
7;с-7;,
"
56.407
_
з8.77з
т8(:
=
г43рт)
_
(-и$
|з,
=
2'1486536'
ц2
=а[с[в2,1486536
=
65,042з67".
п
\'
=
,-
б,"
- !,'
1 80'
\г
=,
-23'25"
_61.42|41з'
=5'3279345"'
п
\':_'*!:
_б'с'
! 80'
у, =
_
2
+Ф5'042з67")-(_з|,066666.)=
6,108303".
272
Фрези
^
Р,*
-Р,'
0-,
=--'
'
!'
2 з!п
|'
.з!п
у,
Р;э.
56,228-50,192
=
31,0\
|29456
мм .
Р1:
=
2
з|п 6
\,421
473'
.
з!п 5,з27 9з
45"
=
Р,,
-Р,'
,
2з!п|,.з1пу,
56'401
-з8'77з
-
96.176
мм
.
Р;э-
=
2 злп 65,042367'
.{!
п 6,! 083 03')
7,,
=
Ра
со5
о!в
*
7',,
7,,
=31,0||29456'соз2з,25'
+
(-50'б58)
=
_|6,64072
мм.
&,,
=
Р',
-р1!
.5|п
о!в,
&;:
=
50,192
-
з7
,0|
129456' з1п23,25"
=
35,577146
мм
.
Р,,
=
Р,.
_
Р,,
.
5|п
о,.
'
Р
;:
=
3 8,77з
-
9
6,1 7 6' з! п(-3
1,066666')
=
&5,921
1 03
мм
.
0
=у,
+\',-,
0
=
6,108303"
+65,042367"
=71,\5061"
.
р],
_(Р'.
-&,,)'
_(71Б-7])2
Р;'
=
Р;'
=
2Б,,
*(&''
-Р,,)соз0_
(7;г
-7;:)з1п0|
з7
,011294562
-
1зв,+от
_
з5,511146)',
_
1_+з.к;э.
_
(
_\6'6401ц)1
7:лл1,"т|.!
-()пт_
-
2|е4з,02
_
(_
\
6,6401
2))' з!п 7 !,1 5061"
]'
р''
=
2,18 мм.
|';
=7о_7;с*|.з1по,-;
тут |
-
8сл1.'|(!и!!|1 ]|с})с|(|]ц'ггя,
яка
заце)к!{ть
в!д
д!аметра
фрези
(|:2
-
5
мм).
с,
=
(-
1
6,6401
2)
-
(-з4'8
|
3)
+ 4,зз. з!
п(*3 1'()б66(;(;
")'
{'
=|$,!]$
мм.
|э.
=
Р;э..со5
о'с
+
!
'з!г-:
о'6
.
|э
=96,176
.
соз(-31,066666")
+ 4,33 '
з1п(-31,066666')'
|т
=16,035
мм'
1
]
27з
Розё1л
5
{:
=
(Р;:
*р''
)соз0_Р;',
ч,
=
(96,|7
6
+
2,1
8)соз
7
1,|5067
"
*
2,18
=
27,355
мм,
9:
=
Р;:
_Р;т
_9:
=
35,927703
*з5'577
|46
_27'з55,
ч,
:23,002
мм.
&,'
=
Р,, *
9:
=
з5'577
|46 +2з,002
'
Р,"
=58,577
мм.
Фтриман!
результати
розрахунк!в
зводимо в табл.
5.5.
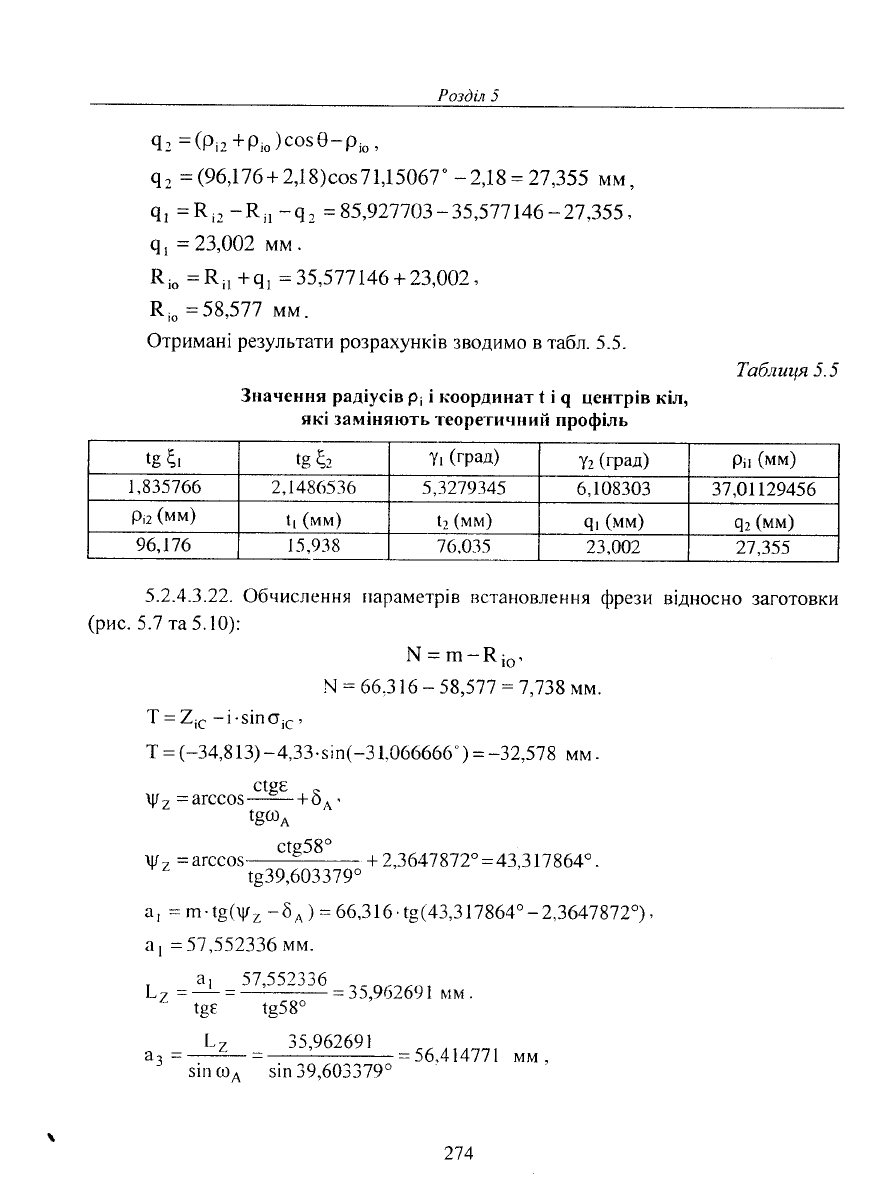
7аблшця 5.5
3начення
рад!ус!в
р;
! гсоординат
1
!
ч
центр|в
к!л,
як!
зам!няють
теоретичниг!
проф!ль
5.2.4.з.22.
Фбчислення гтарамет'р!в
г]ста}|овлення
фрези
в!дносно
заготовки
(рис.
5.1 та
5. |0):
!.'1
=
гп-Р!'.
х
:
66'з 16
_
58,5'77
:
7,738
мм.
|=7;с_!.з!по,.'
т
:
(_з4'8
13)
_
4'33. з|п(_з
|.066б66"
)
=
_32,57
8 мм.
с(Р€
у7
=
агссо5-____:* +о^
'
|80д
с(р58"
ц?
=
агссо5=__
__= _
-
+
23647
872"
:
43,311
864"
.
т939.603379о
-
'-
&
|
=
гп' {8(у7
-
6
А
)
=
66,3 1
6
.
с9@3,3 |1
864"
_
2'з647
81 2')'
ат
=5],552336
мм.
|,
=
а|
_
57'55]_}з6
=
35.9/э269 | ь:пт
'
'
18г
1958'
[,
з5-96269\
аз
=
-1-
=
_.
-:*-
=
56'4|477
! мм
'
-
з!г'п од з1п 39,603379'
18
6:
{8
6э
у'
(грал)
та
(град)
Р;;
(мм)
1'8з5766
2.1486536
5'з219з45
6,108303
з1'о1129456
Р':
(мм)
1п
(мм)
{2
(мм)
ч:
(мм)
чэ
(мм)
96,176
1.5'9з8
16.0з5
2з'002
21'з55
214
а.
=
|7
_
з5'96269|
=43'466207
мьл'
'
{9о*
+939.603379"
ь7
з5,96269|
=
46,675961
мм .
€Фв0д
соз39,603379"
,-
Рд
_Рд'в1под
_47,5з1п39'6|3379"
=57,140398
мьт.
.
з!п$ со$с
соз58'
з|п$=
со558'
=0,8з128_57]
Р=агсз!:-:(),8312857=
56,2з1044".
'
ч!п.39.603379'
7|^=_(а_всовф).
73д
=
_(46,67
5961_ 57,140398
'
соз 56,140398')
=
_14,914739
мм
.
Бибирасмо
д|аметр
фрези
|з врахуванням
отриманих
граф!нних побулов:
)6,
=125
мм; *',=
32 мм
(рис.
5.10) та оформлясмо
!1
креслення.
5.2.4.4.
Бизначення
розм!р!в
кр!пильно-присднувш(ьно?
частини.
{1аметр
отвору
фрези
дор!внтос
д1аметру
оправи
0
=
32Ё7ю'021
мм.
Розм!р
1-1]понкового паза
в!дпов!дно
до
гост 9472-70:
_
для
оброблення
гвинтового
р|вця
цил!ндринних
фрез
б=8Ё11{'090мм; 0+с=34'8!112ю'25'
г=0,9*0'3 мм.
|[!драхунки
в!дстан! м|:к опорами
оправ},|:
_
сила
р1зання
Рт=
€,,
.'''*' .з|72 .в.т,
р0.116
470. 1оо'86
.
о.о-50'7:
-
24
-
\()
Рт=
=
14!(;.7
!!:
[
?50
86
-
в1дстань
м!>к опорами оправи
з
умов|4
м|:1пт<'уст!
=
|250
мм;
_
в|дстань ш:|ж опорами
оправи з
умови
тсорсткос'г1:
Б;гБп
!-
<'1 ' '.
-!4Р,
,,
=*щ
=
0.255м
=255 мь,:.
\! 4.1486.1
Фт:ке,
приймасмо
1= !,
=
255 мм.
275
€
Ё-
Ё
*
*ф
|(0 з 08/1| 004
0000]4
Фре-Ф
ал' оффпмя
20цнп0о0х
00цп
"|у)
цоФ]^
.1!д!я
ФР
10
кф0о! лФФепрц
чбця
Фре.у
/ /ехн/ч
0цн0а Фоцш о1ф0айт0 споч1Фц
го{ т
8027,7з
2нфкФФ1 2р4ш аахцлвня Ф0ро н/1'
оФо л/црешпц
Фзщ,о
:/[/4/2
30 .п@лФпй
г!тг 25]17 82
] шл1Ффмц
Ф|Ррхню
цёця
'мо Р0=0
6]'
лфефо
Ро.0 25'
4
'Розпр0
оля ао]ок|
5 т0ераспь
рофчо1
лофрхн
эца1я нР{ ь2 65
6 пФкцоап0 п00ц?4д нм
3оооац-о02опфп00ча
0к
о02опфленю- пФкц нФер@ц
Ф0ем'
к1льк!спъ
щф1с
оРз0
ко!рац|Ф!
почок лрФ]п
н1х!
1
1-5/]о5е|.
]'/
41020
-11
311 /6 64 ,1 4) [5
г
] зот';
\
:,::в
]'
ъцот 18 77,1
зэ;тт
1
е:ф
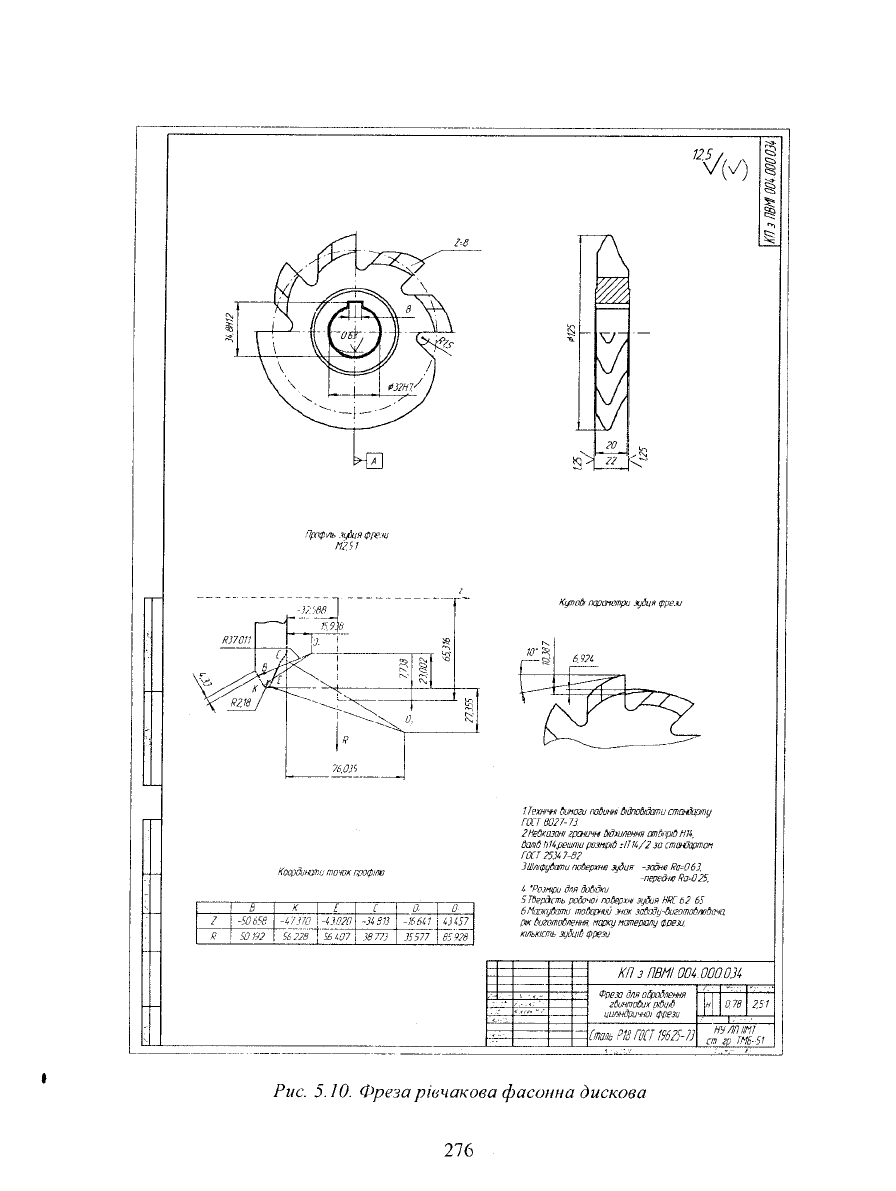
Ршс.
5.
|
|. ф;реза
р|вчакова
фасонна
ёцскова
-|!|тератуРа
до
розд!лу
5
!.
гост
з882-74
(|5о
51з-'75). €плавьл
твердь!е
мет.ш]|окерам}1ческие.
йарки.
2. гост
2209-90. 1вердьге сплавь|
ме1'ал;|окерамическ}1е.
Азделия
для
инструш1ента.
з. гост 8529-69.
Фрезьл т0рцовь]е.
4.
(укляк
\4.-]1. йеталор!зальн[
1нструменти в маш-:инобулувагтл-л1.
ч. 1.
*
.'|!ьв1в:
!9
")1ьв|вська по.г1'|':схн|ка".
1 993.
5. йеталлоре)кущ|!е
станки:
(аталог.
ч.7.
-
й.; Ё|.4]4йАш,
1969.
6.
Фбработка
мета_,1лов
резанием:
€правонник
технолога / А.А.
|!агтов,
Б.Б. Аникин' [1.[. Бойм
гт
лр.
|/
1ол общ.
ред.
А.А.
[{анова.
-
й.: йа:шиностроение,
1988.
7. €еменченкоА.А,
йатгошин Б.й., €ахаров
]-.|1. |1роектирование
метш]ло-
режущих
инструментов.
-
й.: йашгиз,
1962.
8. €правонник
инструментш1ьщика |
А.А.
ФрАттнаршев,
г.в. Филиппов,
А.Ё. [1]евченко
и
др.
||
1од. обгш.
ред.
й.А. Фрл:тнарцева.
-
_[.: йагшинострое-
ние' 1987.
9. €правонник
технолога-ма1]|иностроителя'
т.
1, т. 2.
-
\у|.: йагшинострое-
ние, 1986.
10. _]1агшнев €.}}4., [Фликов й.14.
Расчет и консгруирование
мет;|_ллорс)ку1
6
Розд!л
ФРвзи
для
виготовлвнн'1
зуБчАстих
кол|с
6.1.
3ага;тьн|
питан!{я |[роектування
зубор|зальних
!нструмент!в
!.пя
нар1занття
зуб.ластих
кол!с
викор1;стовуготь
зубор!зальн!
|нструменти.
|х
конструкц!я
виз|!ачасться
формото
та
розьп!рами
зубц!в
кол[с,
к!нематикою
процесу
оброблення'га
умо
вам
и
роботи
! : ; с'грумеггта
|'{алея<:;г;[! вт:б!р
формп,т
зуб:1!в забсзпе.тус
1тередавання
великих
потутсностей
та
ц|в1'1дк0стсй.
|[рави;тьп:а
с|;орма
зубп1я
за.;:сж!.|1'ь як
в!д 11
геометр!п.
так
! в1д штето-
лу
!1
от1:има::ппя.
} |(!,()му
ссл;с! гп1тс;п'г!/([|у
[]().]]!,
ра3ом
з !ншиш:и
н:тг;никами
в|д!-
гранээть
!глструмсг*':'г'т,
як!
бсзп:с;ссрс]1!!ь0 (лормуго'гь
зубц! колеса.
Б;'тсока як1сть
зубнастого |]а|!сп.!!с|!}{я
зумо1].,!е}{!1
}!а|е)|(|{ою
то.!н!ст:о
|нстру_
мента;
нлтшт
прост!гший
!нс'группе1!т" т[1м
ле['|ше
й'гочн1гше
його
виготовитрт.
Ёайраш|ональн|гшип:3ачепле!|ням
сучас|.|!|х
кол!с
с евольвентнс
3а(|с||леннд
яке
забез:':енус
найб!ль|1]у
простоту,
п!двт.тшдену
тонн|сть
1 найменйу
варт!сть
!нструмента'
1аке
зачеплен}1я
спрощу€ та
3деш|евлюс
складання
зубнаст.их
кол|с.
дас
змогу
без
всяких
збр:т'к!в
для
якост|
лередан1
зм!н:овати
в|дс'':'ань
м|>к
центрами
кол1с,
що
зовс|м не
допус1'и]!1о
для
цикло'фного
за(1еплення.
Бвольвентне
за!1еп-
ле!]ня
дас
мо;клив1сть
коригувати
зубнасту
пере/{ачу
без
застосування
спец!альних
вимог
до
виробництва.
31'бор!зальн|
|нструш.:енти
н€ш1е)кать
до
категор1|
наг.!складн1гших
!
специф|н_
н|{х ш{о/1о
11роектува!,}1я,
виготовлення
'|'а
експлуатац1|
!гтструмент!в.
1ому
вс!
г!|'|та}!|'я
тцодо
]х створен|{я
необх|дно
розв'язувати
комплексно
з врахування1!1
!!н ! х ко: гструкт!]
вн их
особ.гт ивостей
та прттзт;анен
ня.
Б!д
р!за"г:ьнт':х
1нструмент|в
передус1[.|
зале)1(1{ть
утворення
прав:ально|
форми
зубц|в ко.]|сса.
ш{о ьлад.";б|льше
вг]]1ива€
на як!сть
зубнасто|
передан!
стосовно т{лав_
ност!
та т0.;г;ост!
роботгт,
контакту
зубц!в.
Р!зн! тг'тпи т-а
особливост!
конструюваг-гня
зубор|зальних
|нструмент1в
дикту-
1о'гься
т|.|пап4}'
зубнастп.тх |)ереда1{)
що
знаходять
застосува}|ня
у
машинобудуванн!.
218
Фрезас
с).т
я
(
:!!,'( ,!
!1ос.1 е ] ! ня з.тт1,сас
тт] тс.т ко: [с'
!(онструкц|я зубор|зальних
1нструмент!в в||значаеться
формою
та
розм;рап{и
зубц!в
кол
;с'
к! негт,1ат!{ко}о
п
роцесу
обробл
говаг{ н я та
у!\{о
вар' [.1
роботи
| нструьпента
! процес!
|х проектування
довод1.1ться
ст}!катись
не ли1це з
р|заль|{иш|1{
елементами' а }] з
ч1{нниками, як! в''|п]|!.|вак)ть
1з закон!в
евольвентного зачеплення,
що
с
одн1€}о з основних
причин складт:ос'г!
р03рахунку
зубор1зальних
1нструмент!в
!стотним
недол|ком. притаманним
ь:аг!ясс
вс!м зубор|за.]1ь||им
!:лструментам,
с
мал1 та
р|зко
зм!нн1
передн1
'та
зад:;|
кути
|!а1 боковт;х
проф!.гтговальних лезах
3изначення вих!дних
кут!в леза 3ум()вл!о('ться
як м!г; |мал|'|!о
до[1ус1
имим|| значегь
нями
кута
у
на]"{несприятлг;в|гцих
'го1!ках
боков:тх
р|заль:-лих
.|]е}
так ! сг:о'т'ворен-
нями проф1лю
нар1уваного виробу.
3ггасл|док
цього,
виб!р
в|дправних 3начень
обмежений
1
задн!
та передн|
кут1{ знахо]1яться
в межах
0'30'*2'|
0"
-2"з0'.
ц1
зна!!ення
кут|в с замал!,
внасл!док ного зубор|зальн1
1гтструментг!
прац!о!оть
у
неспр1.1ятлив}{х
умовах.
3убнаст|
вироби
(колеса,
гцнеков!
вали, з!ронки' зубнаст|
сектори
тощо)
мо)кна обробляти
двома
методаь|и
_
коп|юванням
та обкочуванням.
йетод
коп1товання полягас
в оброблюванн|
зубнастих
вироб|в
!нструмен-
тами, проф|ль зубц!в яких
в1дпов1дас
форм|
западини
зубця.
.{о
таких
|нструмент|в
н:ш!е}ка'гь пальцев1
та
дисков!
фрези,
протя)кки
для
прямозубчас'гих
та кол!с з похи-
лими зубцямтт,
зубодовбальн1 багатолезов!
головки
та |нш:| спец!альн!
1нструш':енти.
йетод обконування
полягае
у
створелтг+!
умов'
коли
центро'фи
!нструмента та
нар|зуваного
в:.:робу обконуготься
одна по
одн|й без
ковзання. 3а
цих
обс'т'ав;':;:
п!оф!ль
нар!зуваного виробу
утворю€ться
в процес! оброблент:я
як обв|]{::а
р!з:::.:х
по]{оже1'|ь
р!зальних
лез
|**струмента.
д()
такг:х !гтст;:1,ш,тег:т|в
!{а.][с;|{1!'|'|)
:л;плеков1
фрези,
довбач|,
зубор|зальн1
греб!нки.
ш]евери, зубост'ру:'а..ттт';т|
р!'з:1!,
зубор1за;ь:л|
головки. обконуваль::!
р|з::|.
як1 п1-таш:ою'! ь
'}{|
мс'г().'(('тм
:с':';!п{:|я.
[4етод обко.1ування
г]!ше){(ить
до
|]ро|'|)сс|!|}!!!!х
мс1 о,'1!:; оброб.::сглня зубнас-
тих вироб|в як
щодо
продуктив|{ост!.
'гак
! птр/1о
'г'о,лт;ос'г'!.
3;т
л(г.;м методом мо)кь|а
нар1зати зубнаст|
колеса
в
д!апазон!
моду'гт!в
0,|
-
40
мпц,5
-
1| ступег:1в точност!.
його
зас
г'осовують
в 1:лдгтв!дуально]\{у, сер!Ё,:г:ому
1-а масовому виробництвах.
йетод
коп1кэваттня мас ву)кчу
облаоть 3{1стосу1]ан}]я;
|ндив!дуальне
(пальцев1
та
дисков|
фрези)
|
деяк|
випадки масового
вироб:тг.гцтва зубнастих
ко.:т!с 9
-
12
сту-
пен!в точ:лост|. Б!н
придатнл,тй
для
обробле|.|1]я
великомодульних
зубнастих
кол!с
(штодулем
понад 20 мм), коли ва)кко застосувати
'га
виготовити
|нструменти, !цо
г|рацюють методом обкочуван]{я.
|1ерева:кно
для
оброблення зубчастг'гх
ко.ц1с
модул!в
до
30
мм наг!ефектив-
н|;шим с зубофрезуван}{я
!-[нековим|.|
фрезаьпгт.
Бо:;г;
забезпе!|ують
тонн!сть зуб-
частих кол!с з
в!'|м0гам}{ 5
-
11 с'гупен!в
точптост;(гост
1643-81 ; гост
9178-80) !
279