Кукляк М.Л. Металорізальні інструменти. Проектування
Подождите немного. Документ загружается.


|)озё[':с
3
3.2.8. $к!спсь
,'оверхонь
1
0опусто1ш/}|'
с1|оп'ворення
2е
о"|}4 е
п|р
цч н
о[
ф
ортпш
'1р
о |!'я
нс о к
9к|сть
поверхонь
р|зальнтлх
елептент!в
протяжок
в!!3на1!ас гострот),
р!зал:,н:тх
лез,
що
в!дпов!дно
в!дбт.твасться
на !1]орсткост!
оброблюва|{их
поверхонь
1
на
ст!йкост!
сам1'1х
протя)(ок.
9ишт
менгша
нер!вн!сть
р!зальних
лез !рад!ус
|х
заокруг
лення'
тим п:енш!
булуть
сл!ди на
поверхнях
п!сля
протягування.
[1!д нас
роботи
р!зальнг;х
!нструмент'!в
гшорстк!сть
|х
лез поступово
зростас
внас.г:1док
стирання.
(р1шт
того'
дефорьтування
металу в
процес!
р1зання
3ал1.]ш|ас
сл!д:т
на оброблен!й
поверхн|.
що
!стот!{о']аг|е}кить
в!д
гостротпт
та гладкост1
р!зальн::х
лез.
[ому
гшорстк!сть
лез пов1;нна
бути
знанно кращо}о,
н|>к
оброблено[
поверхн!.
3.3. 11рот'я)кки
д.,!я
1шл1цьових
отвор!в
3. 3. 1. 3вшчайгу!
конс!прукц![
протпя)кок
0ля
лоря:поб!чншх
ш!л'цьовшх
оп'вор]в
Фрагмент
про1 я)(к||
тако]' конс
грмкш|}' та
!1 :топсрен:,;::й
псрер|3
!!оказан0
на
р:.'тс.
3.21' а 11а
рис.
3.22 п0ка3аг{о
в
зб!льгленому
масгштаб!
глл!цьовг:й
виступ
протях(ки.
(онструкт1!я
тако[ т'лротяжк:;
в|/(пов1дас
заг!шьн|1м
),мовам,
3а виняткоп,1
деяк|{х
особливосте+1, як! поляга!оть
ось
у
чо{\1у.
3 ме'тою
змег{1:-]ення тертя
на
боковггх поверх1{ях
гл.гт|цьових
вист'уп1в
роблять
бокове
п!др!зання"
утворене
допошт!>гсним
кутом в план!
р1 фл:с.
3.22)' вел|.]чина
якого
становг.'тть
1
-
1
,5",
а
у раз!
протягува|{}:я
в'язкг1х
сталей
-
до
2
-
2'5".
|||др!зання
поч!.1}]асться
не з само[
вер111|!1]и виступу.
а на в|дстан1
!,:0,7
-
1,0 мш,:.
Рцс.
3.2
].
3тбт1! тст.,т/т1ьов()!'
пр()],1'!)!скп
1з0

{[;;эотэтяэккт;
[11др!зш*ням забезпечують зубц|, висота
|лл1цьових виступ!в яких
дор1вн}о€
або переви-
щу€
|,2
-
1,3 мм.
.{ля
визг:анення
номера зубця, з
якого по(|ина€ться п!др1зання, потр|бно
за
табли_
цею
розш':!р|в
зубц|в знайти той
д|аметр'
який
в1др!зг:ясться в!д
д|аметра
пер|шого дшл1цьового
зубця прг:близно на 2,5 мшт.
.('ггя
зб!льтшенгтя
ст'|йкост!
ш.лл1цьових зубц|в краям
р!зальгтог,;
леза 1!адають
форп:у
пере;<.1дно|
дуг|.1
з
рад|усом
1{,,
або гтряпто|,
яка
ут'ворюс
кут 450.
з боковг.тми
сторо1{а!\,!|1
вг:ступ!в. Рад|ус Р, перева:кно
дор!в-
нгос 0,25
*
0,3 мм, а
довжи!{а
перех!дшо|
прямо|
-
близько 0'2
*
0'з мм. |1ерех!дним
.'!езам нада}оть задн|й кут 0. такого самого
з1-!ачен|{я.
як
| на головних лезах.
!ля
по]|ег1ше||ня
роботи
ш]одо
утворення
перех!д|{их ле3 !
заднього кута г{а них бажано
застосовувати
перех!дн| леза
у
вигляд! вгнуто|
дуги. що
зам!гляс
пряму
л|н!го, яка
дас
з\,1огу оброблятл.т
глл!фувальл:им
кругом одночасно
два
гшл1цьов! виступ:.т.
3аь':!пта ::рят':о1 вг}{уто!о
д)
гою
нс в1дбт:васться на про:1ес|
р!зання
та ст!йкост!
пр0тя)кки.
Фневг:дт*о,
що
форма
та
розм|рпт
перех1дних ле3 }{а
останн1х
р1зальнттх
1
вс!х кал1брувальних
зубцях пов;тнн! в!дпов!дат'и
форм|
та
розм!рапл
пере;<!дно?
1{аст!!ни
тта проф1л!
шл!цьовот-о
р1вця
виробу.
Б!ля основи гшл[цьових вист1:п1в прстя}кки
роблять
поздов>кн!
р!вг1!
д.гтя
в|{ходу
гшл!фув::льного круга
(рис.
3'22'1 завш|иршки 1
*
1,2 шппц |
завглг:бпшкг: близь-
ко
0,8
-
1'0
мм.
(ут
проф1лю
р1вц|в
..1осяг'1€
50
-
60'.
}-{а кресленнях г|ротя)кк|.1 гд!
р|вц!
пока3у}от
ь 11€|''тс'3111ц119 в п0г!среч}{!{х
перер!зах
зубш!в; због;у 1.х не
показують.
/{!аптетр
кола
з:|пад||н 6.,
м1>к
гшл!г1ьовими вис'|'у11аг|4и
1|ротя)кк|,1 приг1матоть
як
м!н|ма_льно
до:'тустимий
внутр!шт:-т1й
д|аметр
с1,, гш.:п!гцьов0го
отвору, тобто
6.,,
=
6'',;,,. } в!.{ггалку' коли перед протягуван}{ям гшл!цьо:з::х
р!вц!в
виступи
гшл1ц1в
оста1-0чно гте
оброблет*!,
д!аметр
0',,
дор!внюс д|аметру
!1ог|ерсднього
отвору.
,{опустим;
в|дхт':лел-тня на
д!аметр
за|1адини ггр:.'тймають
для
коптб1нован|{х
цт.;л!глдринно-гшл|цьовт.:х
протя)кок як 611. 1ак| велик!
допуски
значно полег1шують
в|1г(}товлення
ц!с[
част::н!4 протя)кки. Але
разо!\!
з
ц|!1\!.
]1е
г:е
в!дбивасться
негат|.{в-
но на концег-лтринп-лост1 к!л гшл|цьового
отвор.'/, забезпенуват;о|
гтоступов}1м
перехо-
дом
вгтробу
з
цил|ндринЁ|от
част[1ни |1ротяжк!'! на
:шл!цьову. [1роте
надм!р;т1 пропт!>к-
ки м!ж виробом
! протяхского не вар'го
доп\'скат!',
оск!льки т)/ди
мо)куть пот1асти
остружк!{
(особл:.:во
в процес1
оброблення навуну) | спрининг:ти
появу
зад}трок на
оброблег-л1 !{ поверхн!.
|)осс.
1. 22. 1убет1ь шс"т !а1ьово|'
про!пяэ]{к1|
1з1

Розё[л 3
)/ випадку,
коли
вг*утр|11-1ня
цил;ндрична
поверхня
в
протягуваному
отвор;
п!дготовлена
заздалег|дь
! потр!бно
досягти
некомб|новано}о
протя)ккою
суворо?
концентричност|
зовн1ш-гньо|
поверхн!
шл1цьових
р!вц!в'
необх!дно
допуски
на
д!аметр
0.,
признанати
за {9
ни е9,
а
за високих
вимог
_
за е8,
щоб
забезпенити
спрямування
протя)кки
в процес|
р!зання.
||роте
з тими
не!стотними
пром|:кками,
як!
виникають
внасл!док
застосованих
в!дхилень'
виникас
зр!зання,
до
того
ж
нер!вном|рне,
виступ!в
у
гшл!цьовому
отвор!
р!зальними
лезами'
утвореними
в
процес|
перетину
западин
м!:к тпл1цьовими
виступамита
зубцями
протя>кки.
|{об
цього
уникнути,
необх|дно
леза скосити
так, як
це
пок'вано
на
рис.
3.23,
а.
Фск!льки
витримати
д|аметр
6.^' м|ж
шл|цьовими
виступами
з
допусками
за
пасованням
е8
дуже
вакко'
то
доводиться
внутр!гпн1
напрямн!
елементи
розташо-
вувати
позаду
зубц!в, виконуючи
!х
у
форм|
цил!ндринних
вистул|в
зав|шир111ки
2,5
_
4
мм !
з1 скосом
леза
(рис.
з .2з,
б).
Бапрямн!
т!с|
та !г:плго]
конструкц1|
перев'}кно
викону}оть
на
зубця4 як|
вр1заються
в матер!ат
на г.;;ибину
до
1,2
-
1,5
мм,
п!сля
чого
протя)кка
набувас
ст!йкого
спрямуван|!я
в
отвстр|.
а)
б)
Рцс' 3.23.
Бнупар!исн!
скерування
[|[ирина
ш:л1цьових
виступ!в
протяжки
6,'
(рис'
3.22)
визначаеться
з€ш!ежно
в!д
розм!р!в
шл!цьового
р!вця
на вироб!
та
лопуск|в
на не[
за тим
самим
принципом,
що
!д|аметр
кал!брува-гтьних
зубц1в,
тобто
Б,=б,*"
-66,
1з2
г
!_*
А
(з.4)
1роптя'тскш
А€
6'",,- найб!льгца
допустиш|а
шир!4на шл!цьового
р!вця
на вироб|; 65- найб[льше
розбиггя
1{.!ирини ш]л!!{а
що
виникас внасл|док гвинтопод|бност| та перекос1в
|шл;цьових виступ!в
протяжки; ор1ентовно можна приймати 6ь:0,005
-
0,010 мм.
.{опуск
на ширину шл|цьових виступ!в бал<ано пр},|йп,'ати як 0,25
-
0,20
допуску
на |пл1цьов!
р!вц|
виробу.
(ут
скосу ш"тл!цьових
ребер
зверху
прит!маготь приблизъло 20
-
з0", а
з бок|в
_
10'.
[1!ирлтна ш;л!цьових
ребер
Б,
=
Б',|.'
.1€
Б.1"
_
м|н!мальна 11{ирина
шл|ц|в
в
отвор|;
допуск
на
б,, приймак)'гь перева)кно за
в!дхиленням 68.
1{!ирину
щл!цьових
виступ|в 6, на
р!зальн|
та кап|бруватьтт!
3убц! комплект-
них протя)кок
прийма}оть
для
пергшо| протяжки за
формулою
(3.4).
3.
3.
2.
|!р о ер е сш в н! к о н с!п
ру
кц![
шлл!ць
о в шх
пр
о
п|
я
'|с
о
к
1ак само'
як
ци'т:!ндринн|
прогресивн1 протя>кк1{' 1пирокого
розповс}од)кення
набули
прогресивн| протя)1(ки
для
оброблення ш;л|цьових
отвор!в з прямоб!чним
прос[:!лем. 1аким протя)ккам пр::таманг.;! вс| переваги
прогресивн||х круглих
протя-
>кок, як!
забезпенуто1'ь за
уь{ов
веп!{ких п|д|ймань на
зубець високу як|сть протяР
нутих
шл!цьових
р|вц1в
! зб|льтшену ст!йк|сть
р!зальних
е-цемент!в. |1ри
цьому
довжина
протя)кок змен11{усться,
змен1шусться
також
в|ттрата |нстртменташьних
матер1ал!в, п!двищусться
продуктивн |сть'
!,арактерною особлив!стю 11рогрес!.1в}{их глл!т1ьових
протя)кок
с зр1зання
окреп{их штар1в штет'алу в
тшл!цьових паза.'( не
к())кн!11\,|
зубцем,
адвома зубл1ями,
що
створюють
р1зальну
секц!ю.
[1ершгий
з},бець
1
(рттс.3.24)
коя<но:
секц|| забезпе-
,тений
боковт-.тми скосами-фаскам!.|' завдяки
({ому
в|г: зр|зас
вузьк! остружк||'
не
торка!очись
бок|в
тпл!цьового
р!вл1я'
/!ругий
зубетдь 2 мас'
р!зальг:е
лезо повно]
шир|1ни !
зр|зас
два
ос'гружки з
кра|в
р!вця,
пртт 1]ьому
остружки сходять вб!к
в|д
ст!нок гшл|цьового
р|вгця
1 не
пошкод)1(утоть |х; кожний
Аругии!
зубець
секц||
викону!оть на
0,0
10
-
0,о2 мм ни}(че пер|1]ого.
[[!ирина
р!зальногс;
леза пер!1;ого зубця секц1| сягас
0,6
-_
0'7 повно[
ширини,
але не перевищу€ 10
мм.
€коси на пер1-|1их
зубцях
коясно]
секц![ можуть виконуватись
або
у
вигляд|
прямих
фасок
(рис.3.24'
а), або
у форм1
бокових >колобк!в
по
дуз!
кола
рад!усом
Рц
(рис.
з.24,
б),
як
у
про'гял(ок
зм!г+ного
р!зання,
або >к
у
вп'тгляд|
прямих
зр!зин
(1';тэс.3.24,
в), як
у
ц||л|}1др!1ч1]]'.\
протяжках,
що
працю|оть
за групово}о
багато_
1з3

['озё!л
3
*\;;3-4'
а)
б)
в)
Рцс. 3.24.
Форлтш
р!зальнцх
лез секц!йн1!х
ц1л!цьов1]х
зубц!в
гранною
схемою.
Биготовлення
плоск|'1х
фасок
с
найважчим,
тому
потр|бно
нама-
гатись'
де
мо)кна, надавати
шл;цьовим
виступа1\{
пер11!их
зубц|в
жолобки.
|1роте
чере3
малу к!льк!сть
шл1ц|в на
протя)кках
)колобки
не можуть
д|лити
остружки
за
11]ирино!о
!-{а
!{аст!|1!и.
особлд;во
у
випадку
великих
подач.
! зв'язку
з
ц!{м,
реко-
менду}оть
за
умови
двох
[!и 'грьох
гшл!ц1в в
отвор|
робити
протя)кку
з
фасками
(рис.
3.24, а), за
умови
[!отирьох
! :лести ллл!ц1в (д!аметр
понад з0
_
40
мм)
роблять
скоси
на
багатогранн!1ку (рис.
3.24, в), а
за
умови
|{1ести
(д!аметр
до
30
-
40
мм) 1 б!льш!й
к!лькост!
шл|ц1в
роблять
>колобки
(рис.
3.24,
б). |{ерев|рку
необх!дно
зробити
граф!нною
побудового
або
за
таблицями,
наведени['и
у
спец1альн|й
л1тератур1.
€коси
за будь-якого
в!'конання
ма|оть
бути
забезпенен|
задн1ми
кутами
в
з
-
4'.
Фстрркко_д!лильн|
р|вц!
для
прогресивних
протя)1(ок
не
роблять.
Решту
елемент!в:дл!цьових
протяжок
з прощесивною
схемою
р|зання
розр;|,\овують
| виконують
так? як
|
цил1ндринн!
протя>кки
прогресивно|
конструк-
ц1|,
приному
комб|нован1
цил|;лдртачно-гпл|цьов1
протяхски
забезпенують
вищу
як!сть протягнутих
отвор!в' н|>к протяжки.
що
обробляють
шл|цьов!
отвори
окремо.
3.4. |(о мб[птована
цил!ндрично_|цл!цьов
а протя)кка
одинар!|о|
схеми
р!зання
3.
4.
1. [[
о сл]0 о
в
н!
спп ь
р
о3р аху н ку !п
а ко н
с7прук)
в ан ня
[1
риклад
(за
завд' 8' табл.
д5,
д.9, д.!0).
Б!дправн|
параметри
(в1дпов!дно
до
завд.
8,
табл.
д.5'
д.9, !.10):
о
еск!з проф|лго
отвору
з
розм!рами;
.
дов)кина
прот'ягування
!,
1з4

1роптя,тюктс
.
\.1атер!€ш
детал|;
.
1!'одель
про1'я)кного верстата.
Розрахуп-гок протяжки
розпочинають
!з визначення
групи
оброблюваност|
ш:атер|алу
3аготовки
та групи
якост!.
до
якот на.,|е)к!!ть протягува|{а
поверхня.
Бизл-тачаготь групу оброблюваност|
в!дпов!дно
до
марки та'гвердос'|{ матер|
апу заготовки за
табл.
А1.
9кщо
у
таблиц1 в!дсутня марка не<;бх1дглого
мат'ер!алу,
т() г!')упу
оброблюваност!
визнача|оть 3а:лайбл::ж,дою
3а х|м|,пниш':
складом !твер
.1|стго
матср1алу.
шо
с в таблиц!.
|_рупу якост! протя]увано|
л:оверхпт! ви:}на||ають за
ква.л:!тетом |параметром
гшорсткост! ;товерхн| отвору' заданих
кресленням
детал!.
йатер1ат
р!запьно|
1|аст}{ни
протяжки вибг:рають з2шеж[{о
в!д групи обро6
.гтювагтост!
(табл.
,{.
1), типу виробництва складност|
р1зальгло[
1|ас.:'ини
протя}кк|!
(табл.
3.10)
та завдання на проектування
протя)кки. Браховую!1!{ те'
що
протях(ки
проектують
для
сер1йного
ч1{ масового виробн1{цтва
д]!я
|-\ з^а 2-1 груп вироб-
ництва,
беруть
стал!Р12Ф3 | Р6м5.
1-1ротях<ки |з ш-гвгтдкор!зально[ ст'ал!
д1аметром до
15 мьт ! протяжки з! статл!
!Б1-
ус!х
розм|р|в
виготовля!оть суш!льними;
д!аметром
понад 40 пцм
-
3варними
або с;<ладен*тми.
Б останньому випадку хвостовик з
передньою тпийкою, перех1д-
ним конусом |
частино{о
|1ередньо|
н::прямно[ з'сдну|оть з
робоною
частиною за
допомогото
р|з!.
3.4.1.1. Бизначення найб!льшого
до|туст[1мого
тягового зусилля верстата
(табл'
3.3;
3.3, а;3.3' б).
1ягове
зус}:лля
:-:овгдо] вел!1ч}{н!,| ш1о)кут'ь
розвивати
т|льки нов! верстати !
в
цьому
ви11адку
рекоменду€'гься
ро3рахов-{'вати
протяжку 1!а
д(еш{о
|1о!!и,.ке!|е
нава}г
таже}"|!-!я'
наприклад' тта
(0,9
-
0'9-5)
0,'."'
1{Фб запоб!гти
п;сглередбане!{ому
пере-
ванта)кен}-1}о протя)к!{0го верстата та його зупил;ц!
г'т!д
.13.
робо'гг.;.
/{ля
неновгтх
верс'гат1в,
:але'
як1 з1{ах()дяться в
доброму
стан1, необх!дп;о ор:!снтуватись на 0,8
!**
|' нарегпт!,
для
спрацьован}{х верстат|в
-
на
0,7
@,,',^
! г;ав|'л'ь ]\{е}{1-1;е. [ут
9'**
в!д:тов!дас найб|льгшому тяговому зус!|ллк) 3а
паспортом верстата
0'',
=1'9'**'
де
ц
*
коеф|ц!снт, який зале>кить в!д стану верст3[?,
0,''*
-
максим'шьне тягове
зус|.1лля
верстата.
3.4.1.2. Биб!р велинини |1рипуску
г:1д протлцва|{ня
А0
над!амер
(табл.
3'4).
3.4.|.3. Бизгта.:енг:я найштеншлого
д!аметра
попередньо обробленого отвору
)о
=)-Ао'
1з5

Розё!л 1
де
р
_
д|аметр
к|нцевого
отвору в
детал1
приймають
за його
м!н|мумом
для
отвор|в
н7,
н8 !
грубш;ах квал!тет!в
точност!.
3.4.1.4.
Розрахунок
попереднього
значення
д!аметра
свердла
(зенкера)
0;".'р
=)'
+а*'
де
ак вибирають
за
табл.3.4.
Розраховану
величину
д!аметра
свердла
заокруглюють
до
найбли>кчого
менп]ого
значення за [Ф€1 885-77.
3.4.1.5. Бизначення
розм|р!в
та
долуск!в
кал!брувальних
частин протяжкщ
д!аметра цил!ндринних
зубц1в
0''''.
=0,,'*
-6,
А€
6,*'
=
0
+
Ё5,
6
_
запас на
розбиггя
отвору.
Ра основ1 виробниного
досв|ду
та
досл!дних
роб|т
величину
розбивання
ор|снтовно прттйматоть
як
0,005
_
0,01 мм
для
протяжки
з
в|дносно
невелико}о
довжино|о
(до
700
-
800
мм). |1ротя>кки
з б|льгцого
довжиною
да!оть
розбивання
до
0,0]
_
0,015 мм.
!опуск
на виготовлення
вс|х
ка_лт!брувальних
зубц!в !
двох
сум!жних
з ними
р!зальних
зубц|в повинен
бути якомога
птен:пий,
щоб
залигшити б|льулий ш]ар
мета-
лу на стирання
цих
зубц1в в процес!
роботи
протя)кки.
3 1нгпого
боку,
допуск
не
потр!бно
лриймати надто
м€ш]им,
оск|льки
це
створюс
велик!
труднощ1
у
виготов-
ленн| протя>кки.
|!ереважно вел!1чина
допустимого
в|дхилення
для
кал!брувальних
зубц|в становить 0,25
-
0,5 в|д
допуску
на оброблюваний
отв|р
(з!
знаком м|нус):
_
д|аметр
шл|цьових
зубш!в
06
,,.
=
0,',* -
6,
де
)-'*
=р+в5;
-
1лирина гшл!цьового
виступу
б,
=б-^*
-6,
де
Б.'*
=Б+Б5.
3.4.\.6. Биб1р
л1аметра
}'
!
довжини
11
хвостово]
частини протя)кки
(табл.
3.11 3.12 |гост 4044-10)
о1
<}о
-0,5.
|!рийнята
величина
д!аметра
хвостовика
0,=
.... ! площа
небезпечного
перер|зу
Р
=...
.
|з6
|7роптяхско:
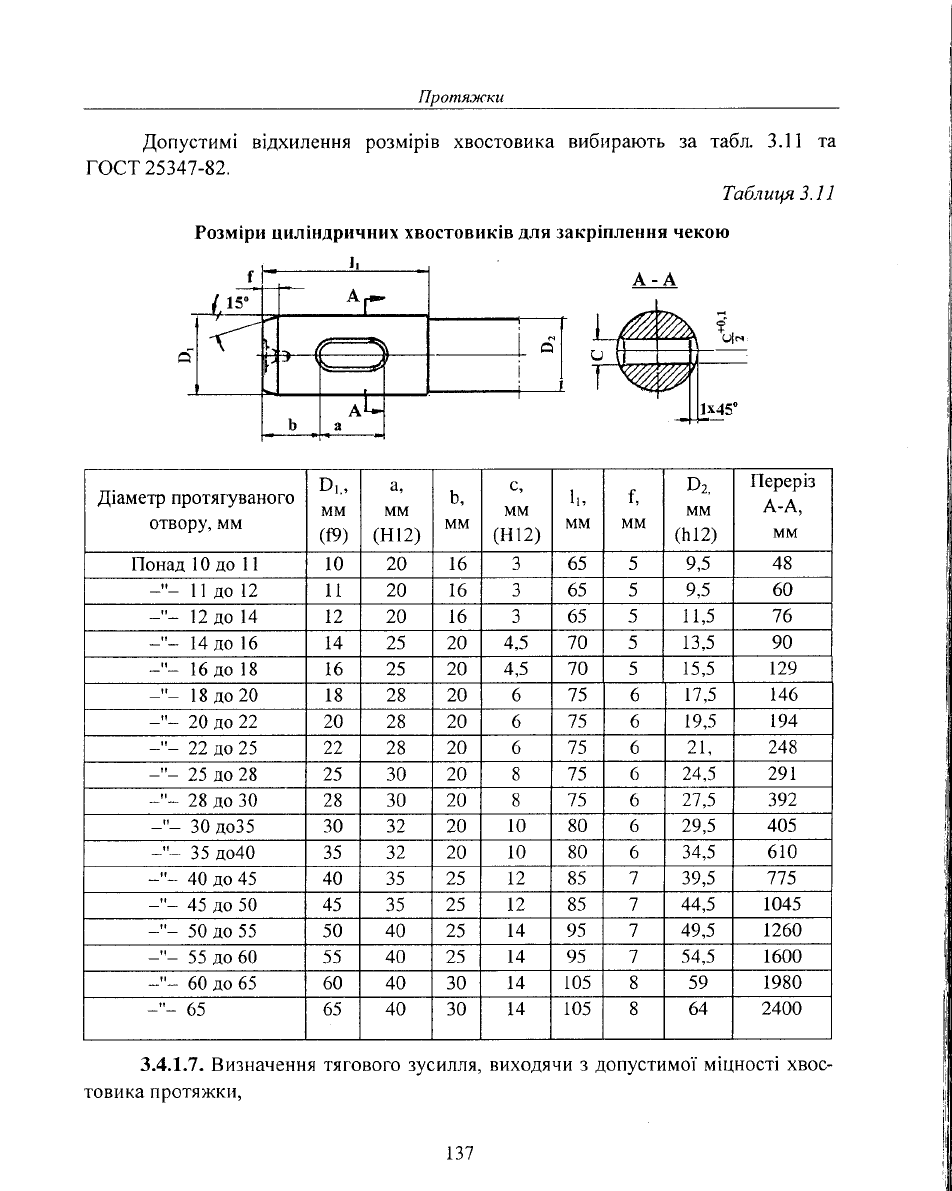
,{опустим!
гост 25з47-82.
в|дхилення
розм|р!в
хвостовика
вибттрають за
табл. з.11 та
7а6лшця 1' 1 1
Розм!ри
цил!ндр|'чних
хвостов||к!в
для
закр!плення
чеко[о
3.4.|.7. Бизначення тягового зусилля'
виходячи з
допустимо[
м|цност!
хвос-
товика протяжк||'
А-А
.{!амещ
протягуваного
отвору,
мм
о|.,
мм
({ч)
а'
мм
(н12)
ь'
мм
с,
мм
(н12)
|1,
мм
{,
мм
|2,
мм
(ь12)
[|ерер|з
А-А,
мм
|!онад 10
до
0
20 16 з 65 5 9,5
48
-''-
11
до
2 1
20 \6
-)
65 5
о5
60
-''-
12
ло
4 2 20 16
-,
(л5
-5
1,5
76
-''-
14
до
6
4
25 20 4,5
70
5
15
90
_''-
16
до
8 6 25
20 4.5 7о 5 5.5
\29
-''-
18
до
20
8
28 20 6 15 6
15
146
_''_
20
до22
20 28 20
6 75 6
95
\94
-"-
22 ло25
22
28
20 6 15 6
2\ 248
25
до28
25
30
20 8 75
()
24,5
291
_"-
28
до
30
28 30 20
8
75 6
)1 5
з92
-''-
30
до35
з0 з2 20 0
80 6
?о5
405
_''-
35
до40
з5 з2
20 0 80
6 34,5 610
*''-
40
до
45 40 35 25
2 85 7 39,5 715
_"-
45
до
50
45
з5
25
2
85
7 44.5
о45
!!
50
до
55
50 4о 25 4 95 1
49,5 26о
55
до
60 55
40 25
4 95
7
54.5 600
_"-
60
до
65 60 4о 30
4
105 8 59 980
-''-
б5 65 40 30 \4
105
8
64 240о
|з7
Роз0[л
1
Р*
=
Р-
[о* 1'
де
[о' ]
_допустиш:е
напруження
для
хвостовик!в.
!{а
основ1 трив€ш1их спостере)(ень
за
робото}о
та вт.;пробувань
!х
розтягом
приймаготь
так|
знанет*ня
[о):
а)
для
протяжок,
що
мак)ть к!льцев! остружков1
р!вц!
(цил1нАринн|,
гшл1цьов!,
квадратн1тощо),
[о]
:300
-
350 й|1а;
б)
для
протя)кок
з
плоским т!лом |
несиметри1{н1.|п{ пр!{кладенням
навантъ
)кення
(шпонков|,
плоск! тощо)
[о]
:
150
-
200
й11а.
йенш!
значення
|о]
стосуються
прогя}(ок, в![ко|{ан!!х
|з легованг:х |нстру_
мент.[пьних статей,
а б|льг:т1
*
!з гшвидкор1зальних.
3 окремих випадках'
наприклад'
для цил|ндричних
протя)кок ма:1их
д!аметр|в
(6
-
8 мм),
ко;ги
досягасться добре
прогартовування'
допустиме
напру)кення
мо)кна п1двищити
до
550
*
600 й[|а.
!ля
хвостовик!в |з конструкц!й:то|
стал1, приварених
до
протя)кок,
[о]
мо;кна
приймати, як 250
й!1а.
1востов[
части|!}{ г|ротя)(ок
ба>кано
перев!ряти
на
деформування
зминаннящ
особливо в тому ви|тадку, кол|.| хв0с1'ов[,|к'
виготовлений !з
конструкц|йно[ стал!'
приварений чи
присднагдий
/1о
прс)'гя)кки
р1ззго
ни гвинт'ами.
!опустиме
напру-
}(ення
зминанн}о прийшпаготь 500
_
600
й[1а
для
прот'я)кок
1з |]..1видкор1з;,тльно?
стал[' 400
-
450 Р1|!а
-
|з
леговаг:о| стац] т'а 200 \4[1а
-
1з
конструкц!йтно:
стал|
40{,.
9кщо
\''Ф'',.
(пункт
1
розрахунку),
то приймають
наступне
п{е!{111е
значенняд!аметра 0, хвостовик4
щоб
&=Ф,''.
Бказати
прийняте значення
допуст[{1\'ого
тягового
зусилля
&'''
-
"'*Р'
3.4.1.8. Бизначення
д!аметра
ш|{йки
},
=
0,
-
1'
допуск
за !8 ...
3.4.!.9. Бизначення
розм|ру
перех1дного конуса.
!!ап':етр
шр:Ё:ки Р2
(рис.
3'3) перевалсно на
0.3
-
1
мм менш-гий в!д
д|аметра
хвостово[
!{астини
зш1е)кно в!д його величин!{.
!опуск
на:11аметр п2 прийма[оть,
як
1':12.
!овхси|{у
ш]и}."{ки 12 вибирають
з
розрахунку
забезпенення необх!дно|
дов>кттни
протя)кки
до
г!ер[|1ого
р1зального
зубця
(рис.
з.25' з.26).
,{ов:кину
перех1дг*ого
конуса 13 приймають в ме)ках
10
-
25 мм зале>кно в|д
розм|р|в
протяжки. йенгший
д1аште':'р
о1 перех1дного конуса приймають,
як
д|аметр
хвостовика
)2, а
б!;тьгш:тй,
-
як
д|аметр
напрямно|
!{астин'{.
1з8
1ропаянски
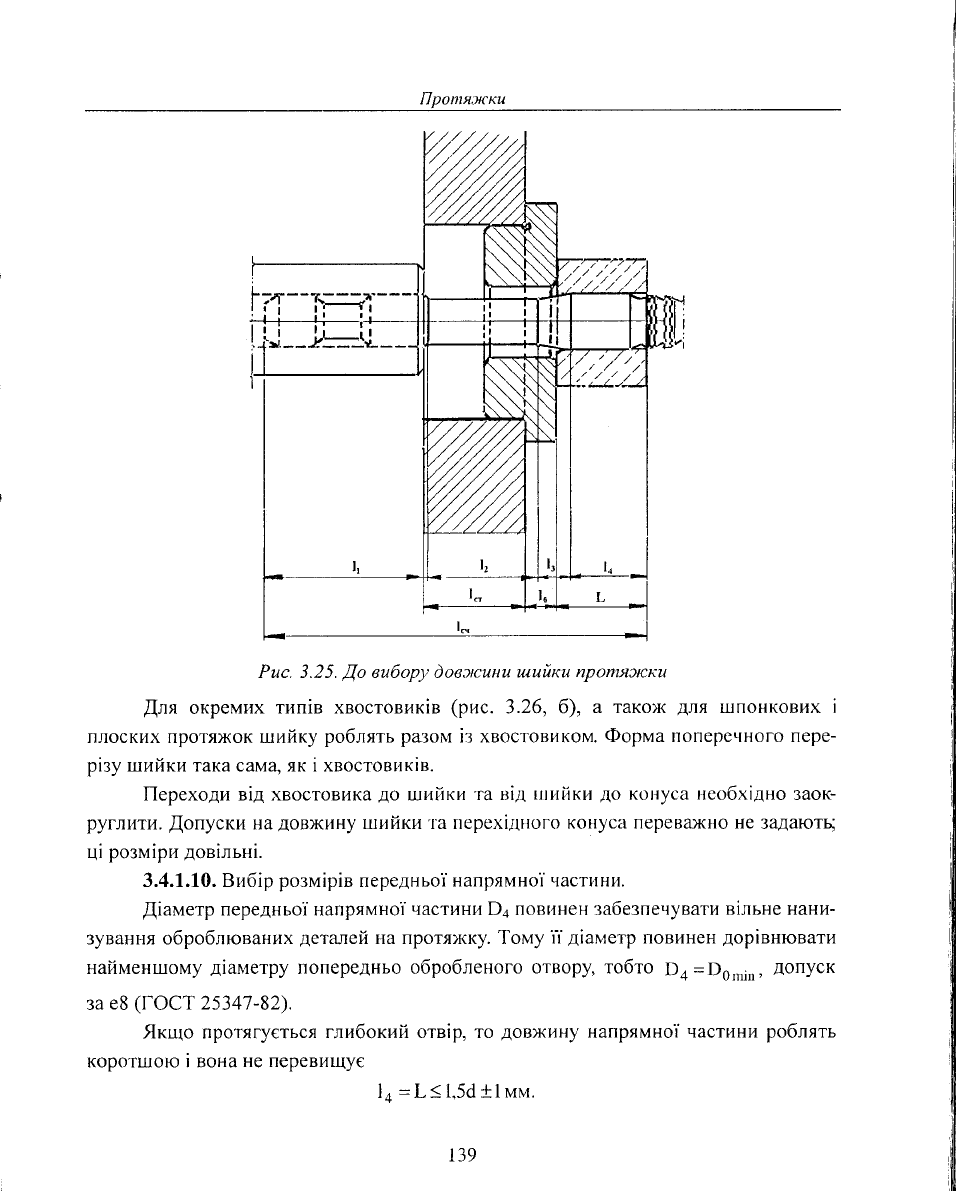
Рцс. 1.25'
,\о
вшбор1; 0овэ:сцнц
оццйкц проп1яэюк1!
.(ля
окремих
тип|в хвостовик!в
(рис.3.26,
б),
а такох<
для
11]понкових 1
ллоских протяжок шийку
роблять разом
!з хвостовиком.
Форма поперечного пере-
р|зу
глийки така сама, як 1 хвостовг.тк!в.
[[ереходи в1д хвостовика
до
ш-лийки
'га
в!/1
г;;ийки
до
ко!{уса
гдеобх|дно
заок-
руглити'
.{опуски
на
дов)кину
гшийки т'а т':ерех1]1г:ого
ко1|ус2| перев;}кно не
зада}отц
ц!
розм!ри
дов!льн|.
3.4.1.10. Биб|р
розм!р|в
передньо|
напрямно|
.ластг:ни.
,{|аметр
передньо| напрямно|
частини )ц пФв!{н€н забезпенувати в|льне нани-
зування оброблюваних
деталей
на протя)кку. 1ому
!1
д!аметр
повинен
дор!внтовати
найменгшом}
А!аптетру
попередньо обробленого
отвору' тобто
о*
=!0,т!п,
допуск
за
е8
([Ф€1
25341-82).
9кщо протягусться
глибокий отв!р, то
довжину
напрямно|
частини
роблять
коротшою ! вона
не перевищус
1+
=[<1'50+1мм.
139