Крассий Г.Г. Справочник трикотажника
Подождите немного. Документ загружается.

ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ТЕКСТИЛЬНЫХ НИТЕИ
Физико-механические свойства текстильвых нитей, арименяемых в три-
котажном производстве, приведены в табл. 10«—19.
ПРИГОТОВЛЕНИЕ ТЕКСТИЛЬНЫХ НИТЕИ
К ВЯЗАНШО
ПЕРЕКАТЫВАНИЕ НИТЕН
Целью порематывания нитей с различных входных паковок является
получение компактной выходной паковки с витью наибольшей длины. Про-
цесс перематывания предусматривае» также улучшение вязальной способ-
ности нитей в результате сглаживания и умягчения их парафинированием,
замасливанием или эмульсированием.
Технолорнческий процесс перематывания нити заключается в следую-
щем. С входной паковки (початка или мотка) нить перематывается на враща-
ющийся патрон (или шпулю). Для правильного и равномерного расположе-
ния по всей длине патрона нить совершает вращательное (или поступатель-
ное) и возвратно-поступательное (переносное) движение вдоль оси патрона
с помощью нитеведителя. Такое движение нити способствует расположению
ее на паковке по винтовой линии. Если угол подъема вивто^ой линии нама-
тываемой нити равен около 7—11°, получается крестовая намотка. Если этот
угол настолько мал, что витки ложатся почти параллельно, образуется па-
раллельная намотка.
Машины крестовой намотки подразделяют на две группы:
с наматывающим механизмом безводковоро типа, т. е. совместнорв иейет-
ВИЯ, когда наматывание и раскладку нити выполняет один орган машины—-
разрезной или винтовой барабанчик;
6 кулачковым нитераскладчиком (наматывающим водковым механиз-
мом), т. е. с механизмом раздельного действия, когда наматыванйе и рас-
кладку нити выполняют два разных органа машины.
УСЛОВИЯ ПРИЕМКИ И ЦЕРЕМАТЫВАНИЯ НИТЕЙ
Сырье, поступившее на склад трикотажного предприятия, сортируют
по партиям. Затем в лаборатории определяют показатели физико-механичес-
ких свойств. Если сырье соответствует ГОСТ или ТУ, его транспортируют
в цеховой склад, где проверяют соответствие фактической массы сырья
трафаретной и расфасовывают по партиям, виду волокна, линейной плвтности
нити и оттенкам. Бобины с дефектной намоткой или дефектными патронами
откладывают для перематывания>
В мотальный цех нити подают партионно. Температура вездузеа в цехе
должна быть 22 ±2° С, относительная влажность 65 ±3%.
Для очистки нити фт внешних пороков и Примесей (грубые узлы, шишки,
непропряды, сор, пух и др.), а также для сохранения ее прочности и умень-
шения истирания о грани контрольно-очистительных ножей при перематы-
вании необходимо соблюдать определенный размер щели между нэжами.
Наиболее целесообразно установить размер щели равным 2—2,5 диаметра
нити. При ббльших размерах щели ножи не очистят нить.
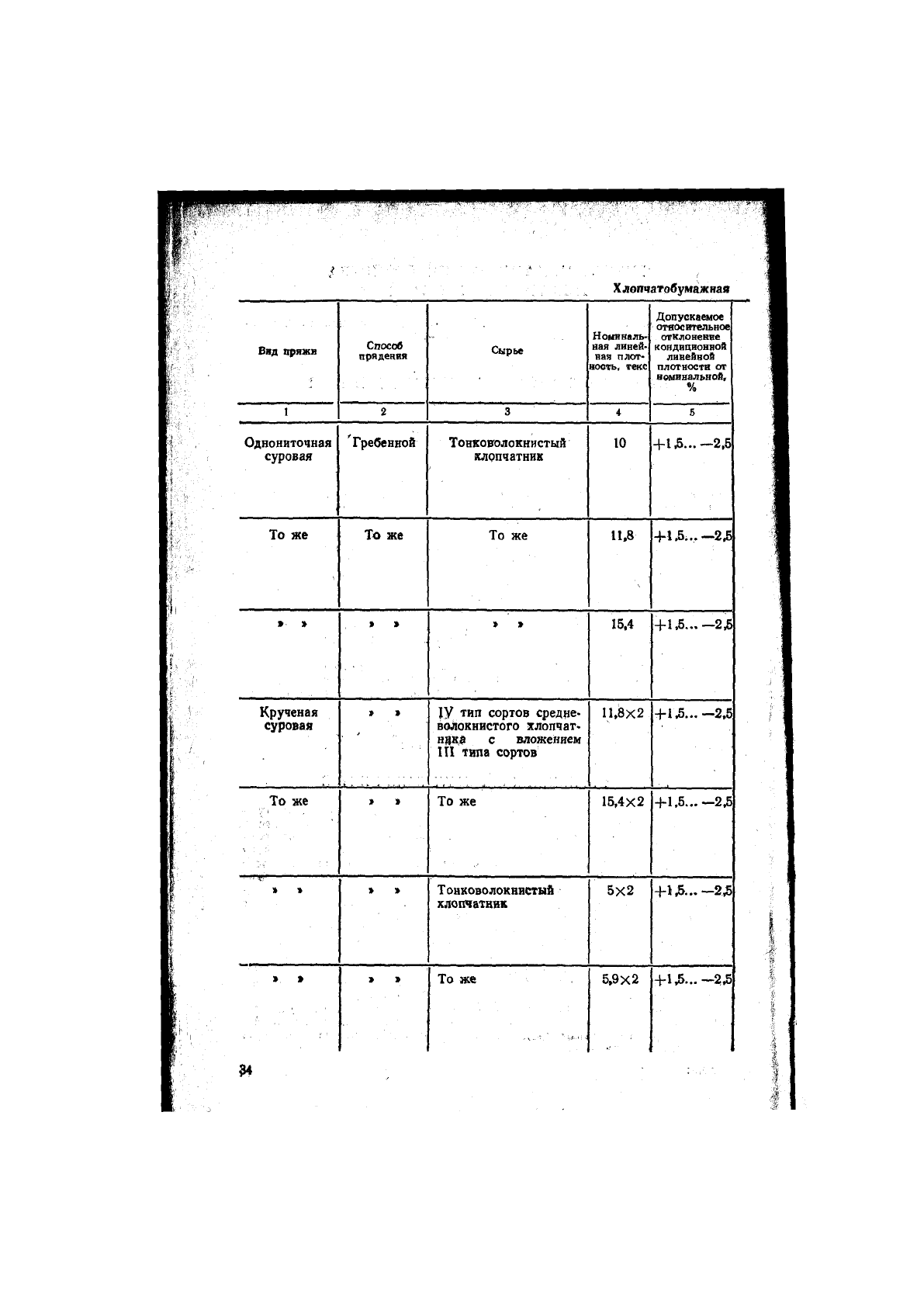
При перематывании хлопчатобумажной пряжи рекомендуется устанав-
ливать размеры щели между контрольными ножами, приведенные в табл. 20
Для парафинирования пряжи применяют блоки из сплава парафина
с различными добавками.
2 5-2186
33
¥
Хлопчатобумажная
Вид
пряжв
Способ
пряденяя
Сырье
Номиналь-
ная
линей-
ная
плот-
ность, текс
Допускаемое
отвосвтельное
отклонение
конднцнонной
линейной
плотности
от
номинальной,
%
I
2 3
4 5
Однониточная
суровая
Гребенной
Тонковолокнистый
хлопчатник
10
+15...-2.5
То же
То же
То же
11,8
» »
* >
» »
15,4
+1.5...-25
Крученая
суровая
» »
1У тип
сортов средне-
волокнистого хлопчат-
щк$ с
вложением
III
типа сортов
Il.i3x2
+1Д..-2.5
То же
» »
То же
15,4X2 +1,5.,.—25
» »
» »
Тонковолокнистый
хлопчатник
5X2
+1Д..-25
» >
» »
То же
5,9X2
+15...-25
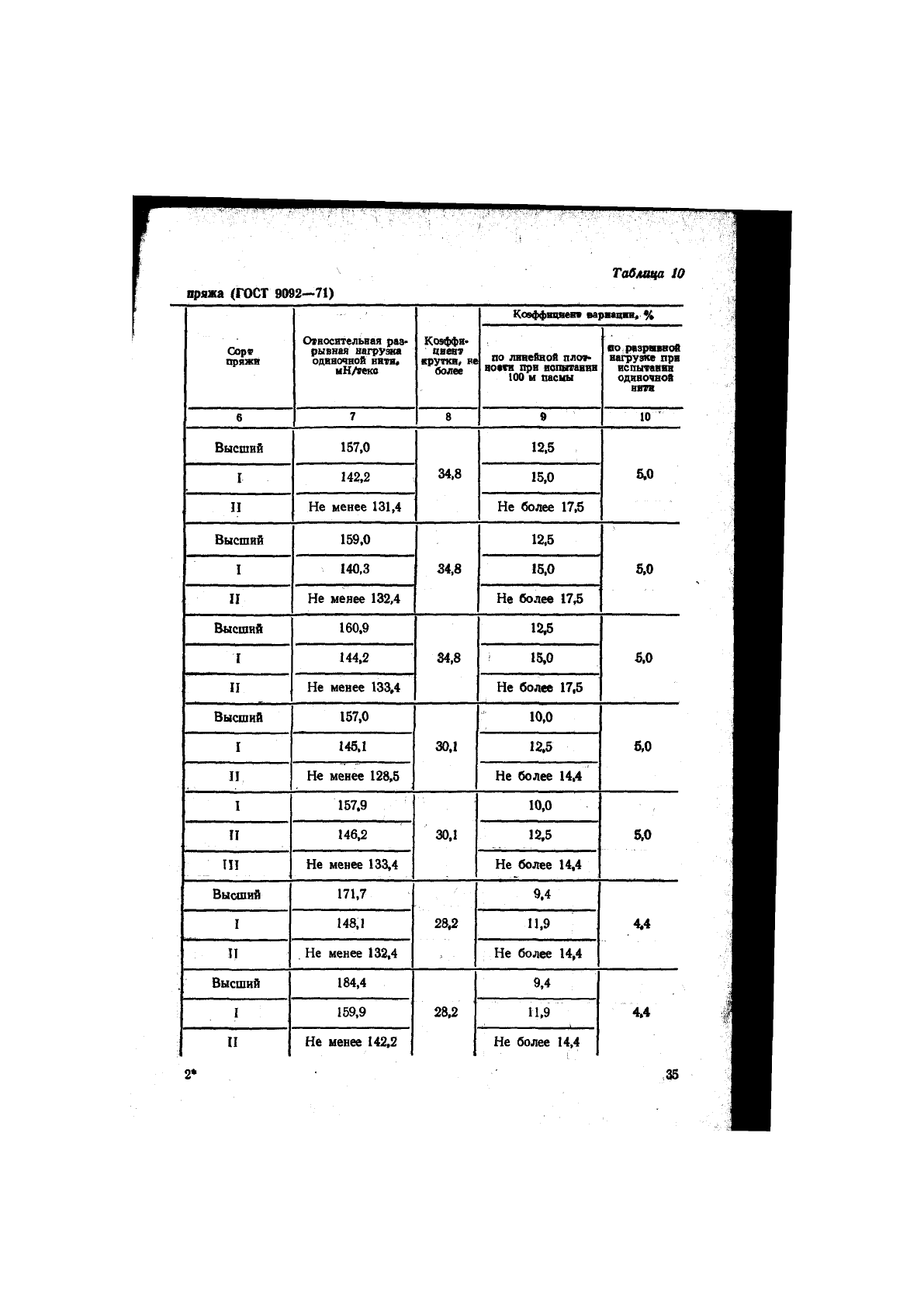
Таблица JO
пряжа (ГОСТ 9092—7!)
Сор»
пряжи
Отосятельная раз-
рывная нагрузка
одиночной ННТВа
мНАеко
Коэффя-
цвевт
крутка» не
более
по лннейной пло1-
•оати прв аопнтаннн
100 и пасиы
во разраввсй
нагрузке прн
испытааив
одиночное
ннтв
6
7
8 в 10 '
Высший
157,0 12,5
I
142,2
34,8
15,0
5.0
П
Не менее 131,4 Не более 17,5
Высший
159,0
12,5
I
140,3
34,8 15,0
6,0
II
Не менее 132,4
Не более 17,5
Высший
160.9
12,5
I
144,2
34,8 15,0 5,0
II
Не менее 133,4
Не более 17,5
Высший
157,0
10,0
I
145,1 30,1
12.5
6,0
П
Не менее 128,5
Не более 14,4
I
157.9
10,0
И
146,2
30,1 12,5 5,0
III
Не менее 133,4
Не более 14,4
Высший
171,7 9,4
I
148,1 28,2
11,9 4.4
п
Не менее 132,4
Не более 14,4
Высший
184,4 9.4
I
159,9 28,2
11,9
4.4
П
Не менее 142,2
Не более 14,4
3
4
5 •
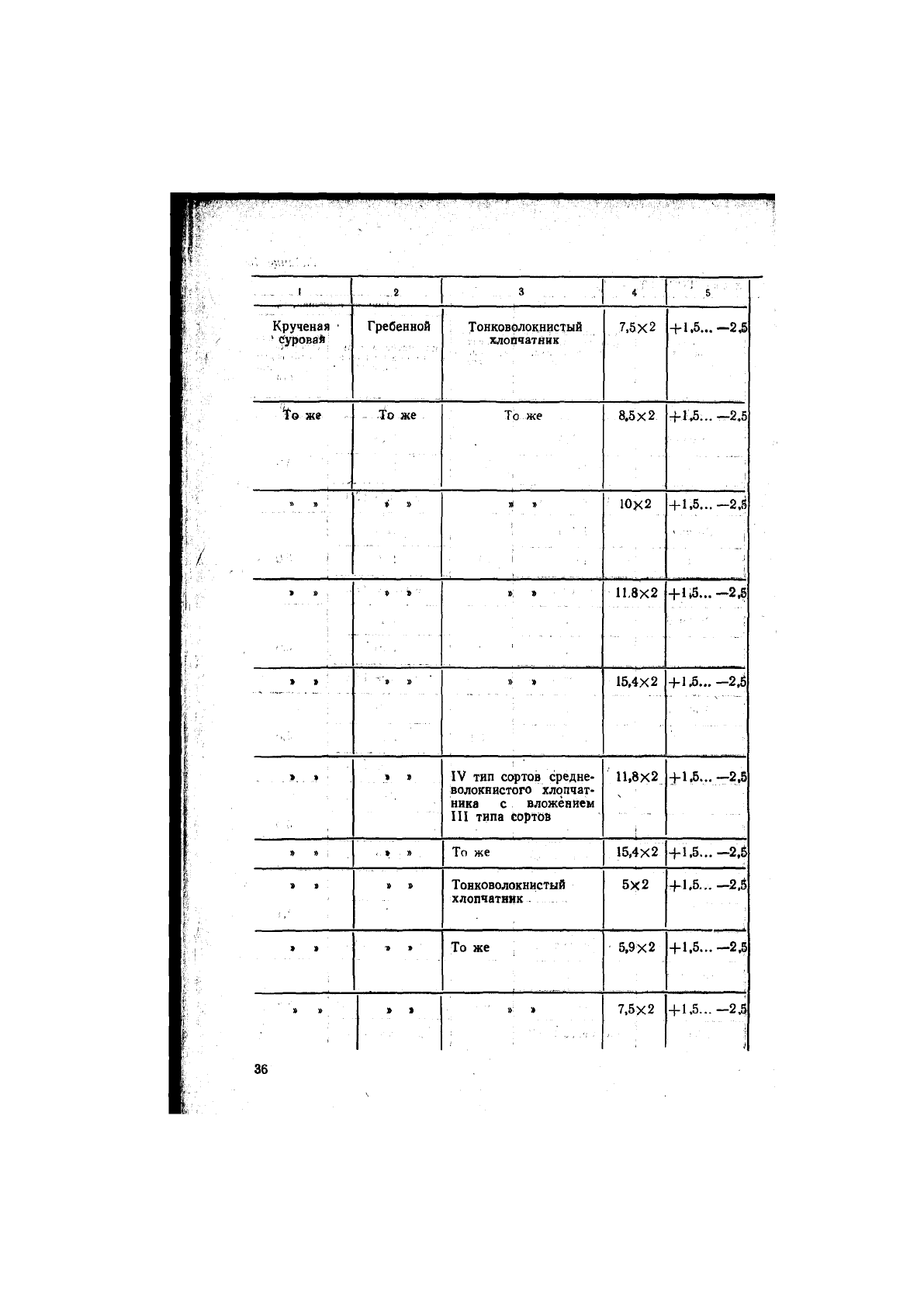
Крученая
•
'
Суровай
Гребенной
Тонковолокнистый
хлопчатник
7,5X2 -1-1.5...-2,5
to же
То же
То же
8.5x2
+1.5...
-2.5
» » '
» » 81 »
10x2
+1,5...-2.,4
i
> » , » »
»: »
11,8X2
+1.5...-2.8
» »
'» »
» »
15,4X2
+15...-2.5
.» »
IV тип
ccq)TOB средне-
волокнистого хлопчат-
ника
с
вложёнием
III
типа сортов
11.8X2
+1.5...-2.5
» » i
. » »
То же
15,4X2
+1.5...-2.S
» » » »
Тонковолокнистый
хлопчатник
5X2
+1.5...-2
» »
1» »
То же
5.9X2 +1.5...-2.5
» »
» »
» »
7,5x2
+
1,5...-2,5
i
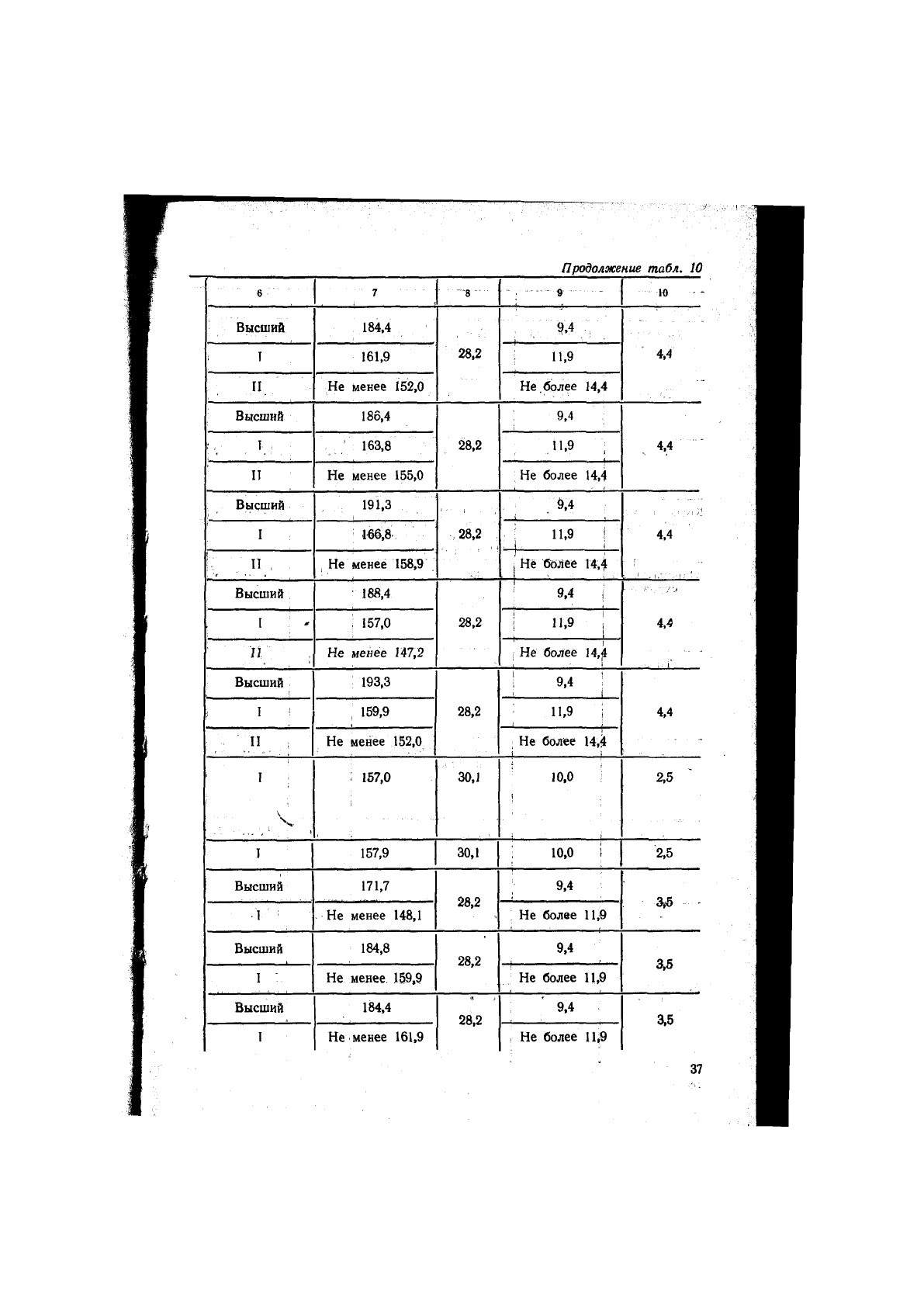
Продолжение табл. 10
6
7
"
-
;
9 10
Высший
184,4
28,2
9,4 :
4,4
I 161,9
28,2
11,9
4,4
II.
Не менее 152,0
28,2
Не. более 14,4
4,4
Высший 186,4
28,2
9,4
4,4 • - I-, : ' 163,8 28,2 11.9 ; 4,4
п
Не менее 155,0
28,2
Не более 14,4
4,4
Высший
191,3
,28,2
м
4,4
I
; Ш,8
,28,2
11,9 i
•
1 •
'
4,4
ь: п .
Не менее 158,9
,28,2
Не более 14,4
4,4
Высший
188,4
28,2
9,4 1
4.4
• ,
: .
i'
I
: 157,0
28,2
1 11.9
4.4
• ,
: .
i'
11 Не менее 147,2
28,2
; Не более 14,^
4.4
• ,
: .
i'
Высший
193,3
28,2
! 9,4 :
1
4,4
i I
159,9 28,2
11,9 j
4,4
II
Не менее 152,0
28,2
; Не более 14,4
\ 1
4,4
I
,. ч
: 157,0 30,1
10,0
\
2,5
I
157,9 30,1
10,0 i
2,5
Высший
171,7
28,2
9,4
-
\ Не менее 148,1
28,2
Не более 11,9
-
Высший 184,8
28,2
9,4
3.5
I : Не менее 159,9
28,2
Не более 11,9
3.5
Высший
184,4
28,2
9,4
3.5
I
Не менее 161,9
28,2
Не более 11(9
3.5
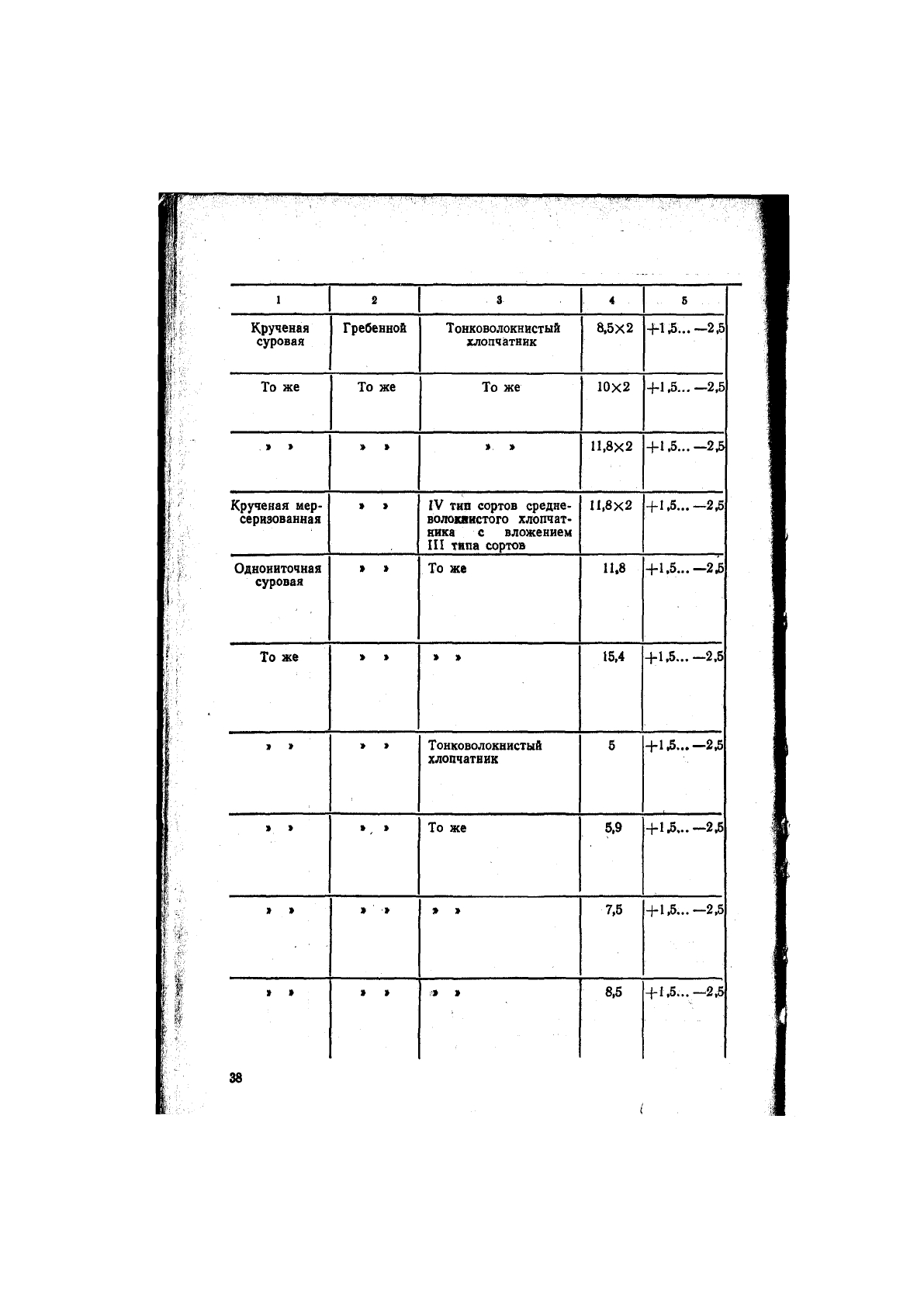
1 S 3
4 5
крученая
суровая
Гребенной
Тонковолокнистый
хлопчатник
8,5X2
-1-1
Д..-2,5
То же
То же
То же
10x2
-1-1
Д..—2,5
» » » »
». »
11,8X2
+1,5...-2,5
Крученая мер-
серизованная
> >
IV тип сортов средне-
волокяистого хлопчат-
ника с вложением
III типа сортов
11,8x2
+1,5...-2,5
Однониточная
суровая
» »
То же
11.8
4-1,5...
То же
» »
» »
15,4 4-1,5...-2,5
•» >
» »
Тонковолокнистый
хлопчатник
б
4-1 Д..-2,5
» »
*, *
То же 5,9
4-1 Д..-2^
» »
» »
'» » 7,5 4-1,5...-2,5
» » » » !» »
8,5
4-1,5...-2,5
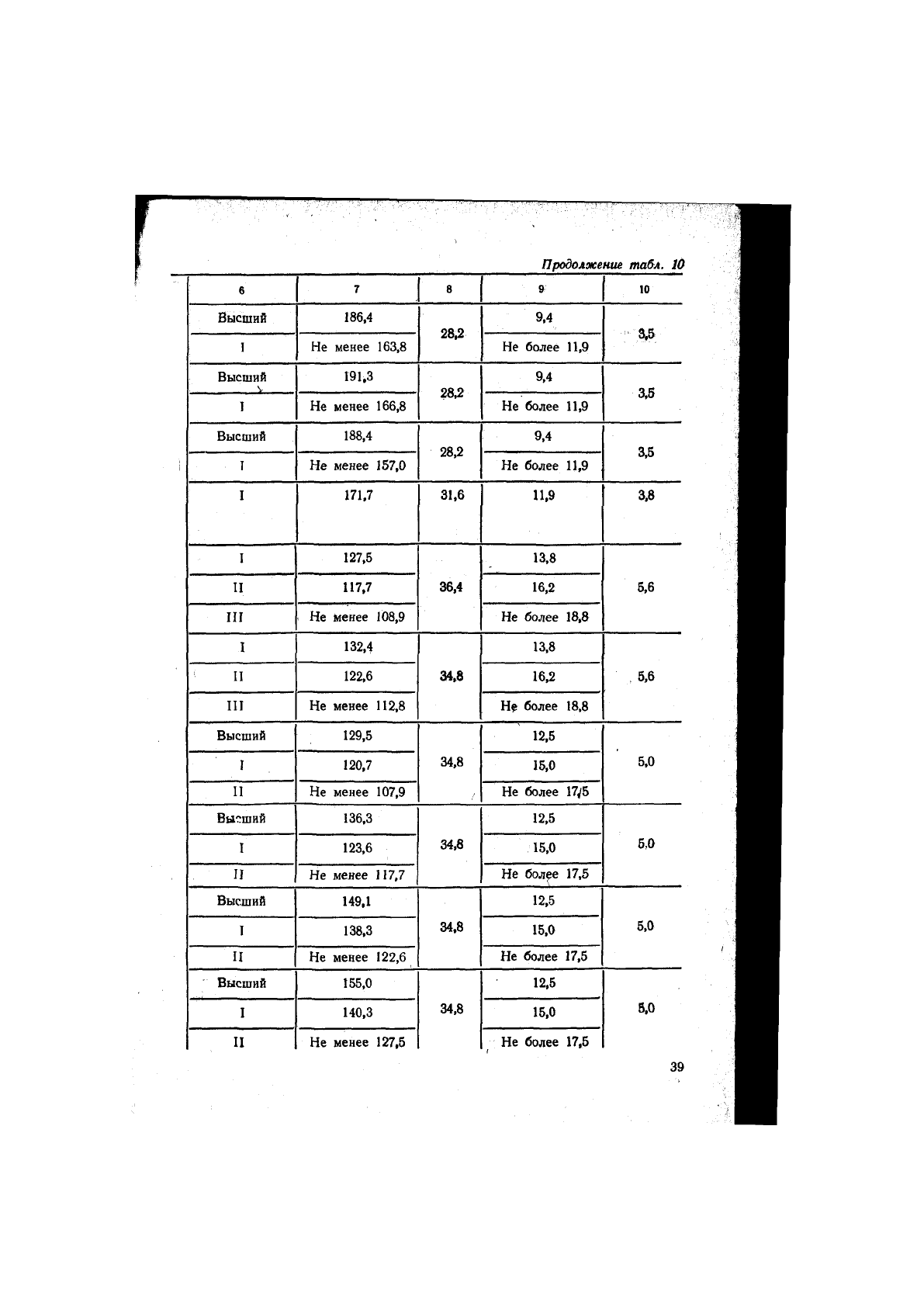
Продолжение табл. 10
6
7 8 9
10
Высший
186,4
28,2
9,4
3,5
I
Не менее 163,8
28,2
Не более 11,9
3,5
Высший
191,3
28,2
9,4
3,5
I Не менее 166,8
28,2
Не более 11,9
3,5
Высший
188,4
28,2
9,4
3,5
I Не менее 157,0
28,2
Не более 11,9
3,5
I
171,7 31,6
11,9 3,8
I
127,5
36,4
13,8
5,6
II
117,7 36,4
16,2
5,6
III Не менее 108,9
36,4
Не более 18,8
5,6
I
132,4
34,8
13,8
.5,6
И
122,6 34,8
16,2
.5,6
III Не менее 112,8
34,8
Не более 18,8
.5,6
Высший
129,5
34,8
12,5
5,0
I
120,7
34,8
15,0
5,0
11 Не менее 107,9
34,8
Не более 17^5
5,0
Высший 136,3
34,8
12,5
5,0
1
123,6
34,8
15,0
5,0
II
Не менее 117,7
34,8
Не более 17,5
5,0
Высший
149,1
34,8
12,5
5,0
I 138,3
34,8
15,0
5,0
II
Не менее 122,6
34,8
Не более 17,5
5,0
Высший 155,0
34,8
12,5
5,0
I
140,3
34,8
15,0
5,0
II
Не менее 127,5
34,8
Не более 17,5
5,0
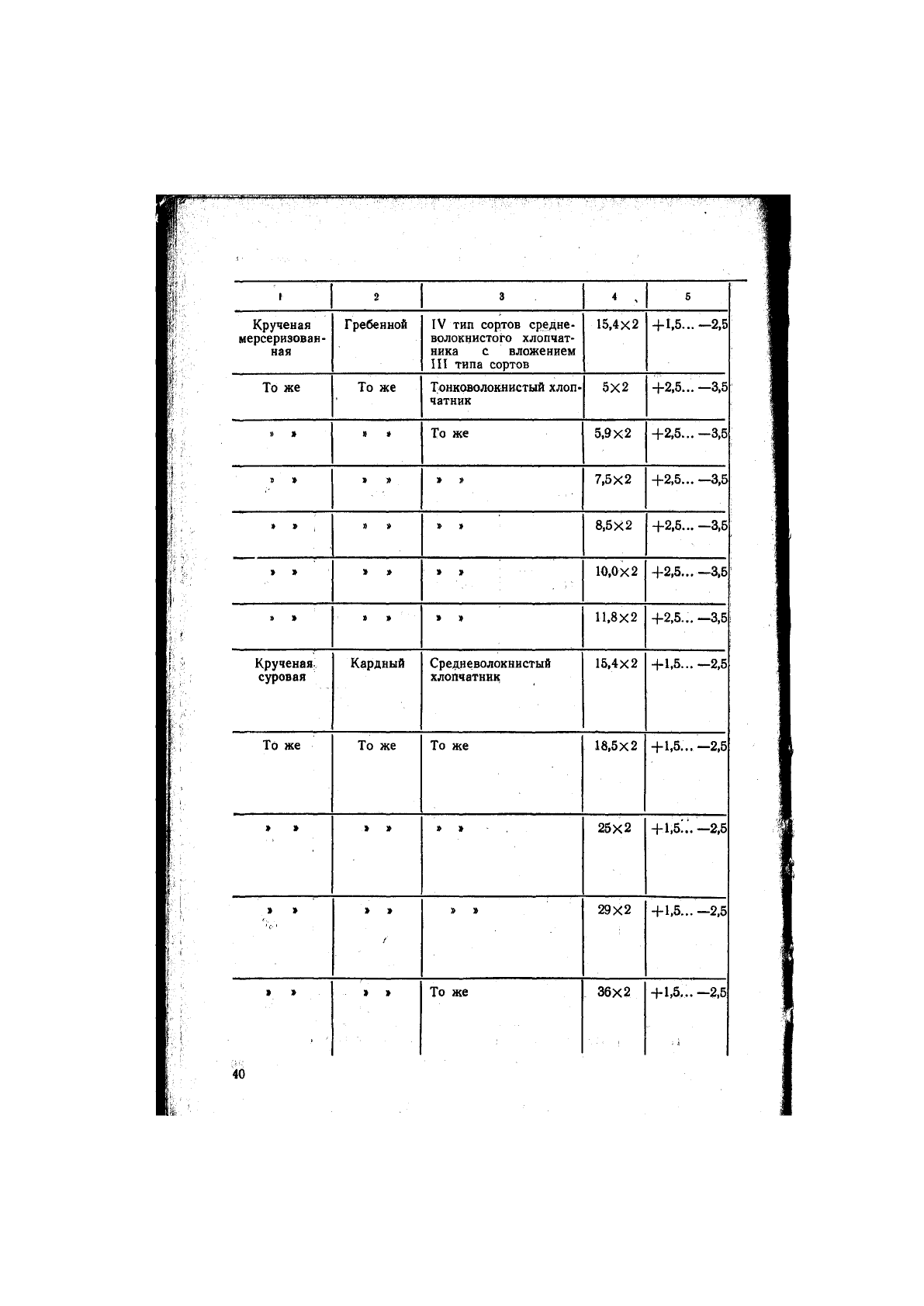
t
2
3 4 , 5
Крученая
мерсеризован-
ная
Гребенной
IV тип
сортов средне-
волокнистого хлопчат-
ника
с
вложением
III
типа сортов
15.4X2 -fl.5...
—2,5
То же
То же
Тонковолокнистый хлоп-
чатник
5X2
-1-2,5...
-3,5
» t
в »
То же
5,9x2
+2,5...
-3,5
» » » » » »
7,5X2 +2,5...
-3,5
* >
» »
» »
8,5X2
+2,5...
—3,5
» » » » • » »
10,0X2
+2,5...
-3.5
» » » »
» »
11,8X2
+2,5...
-3,5
Крученая-
суровая
Кардный Средвеволокнистый
хлопчатник
15,4X2
+1,5...
-2.5
То же
То же
То же
18,5X2
+1.5...
-2.5
» »
» »
» » • ,
25X2
+1,5::.
-2,5
» »
» »
/
» »
29X2
+1,5...
-2.5
» »
» » То же
36X2
+1,5...
—2.5
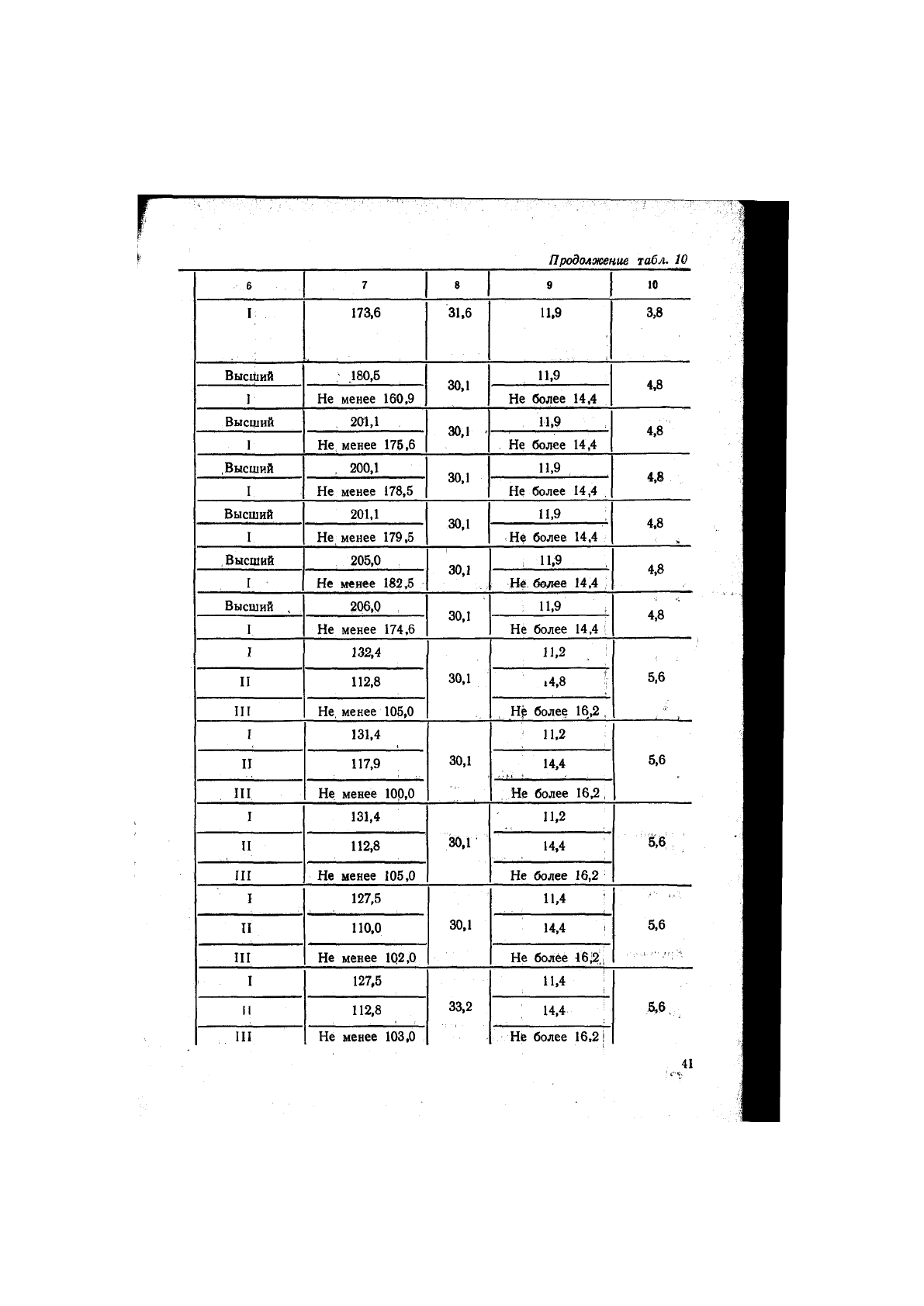
Продолокение табл. 10
6
7 8 9 10
I
173,6
31,6
11,9 3,8
Высший
.180,6
30,1
11,9
4,8
1
He менее 160,9
30,1
He более 14,4
4,8
Высший
201,1
ол ,
11,9
4,8
I He менее 175,6
d0,l •
He более 14,4
4,8
Высший . 200,1
30,1
11,9
4,8
I He менее 178,5
30,1
He более 14,4 .
4,8
Высший 201,1
30,1
11,9
4,8
I He менее 179,5
30,1
He более 14,4
4,8
,
Высший 205,0
30,1
. 11.9
4,8
I
He менее 182,5
30,1
He более 14,4
4,8
Высший ,
206,0
30,1
11,9
4,8
I He менее 174,6
30,1
He более 14,4
4,8
1 132,4
30,1
11,2 .
5,6
II
112,8
30,1
.4,8 ::
5,6
III He, менее 105,0
30,1
Hp более 16,2 ,
5,6
I 131,4
30,1
11,2
5,6
II
117,9
30,1
14,4
5,6
III
He менее 10p,0
30,1
He более 16,2,
5,6
I
131,4
m
И.2
И
112,8
m
14,4
III He менее 105,0
m
He более 16,2
I
127,5
30,1
11,4
5,6
II
110,0
30,1
14,4
5,6
III
He менее 102,0
30,1
He более 16;?;,
5,6
I
127,5
33,2
11,4
5.6,
II
112,8
33,2
14,4
5.6,
HI
He менее 103,0
33,2
He более 16.2 i
I
5.6,
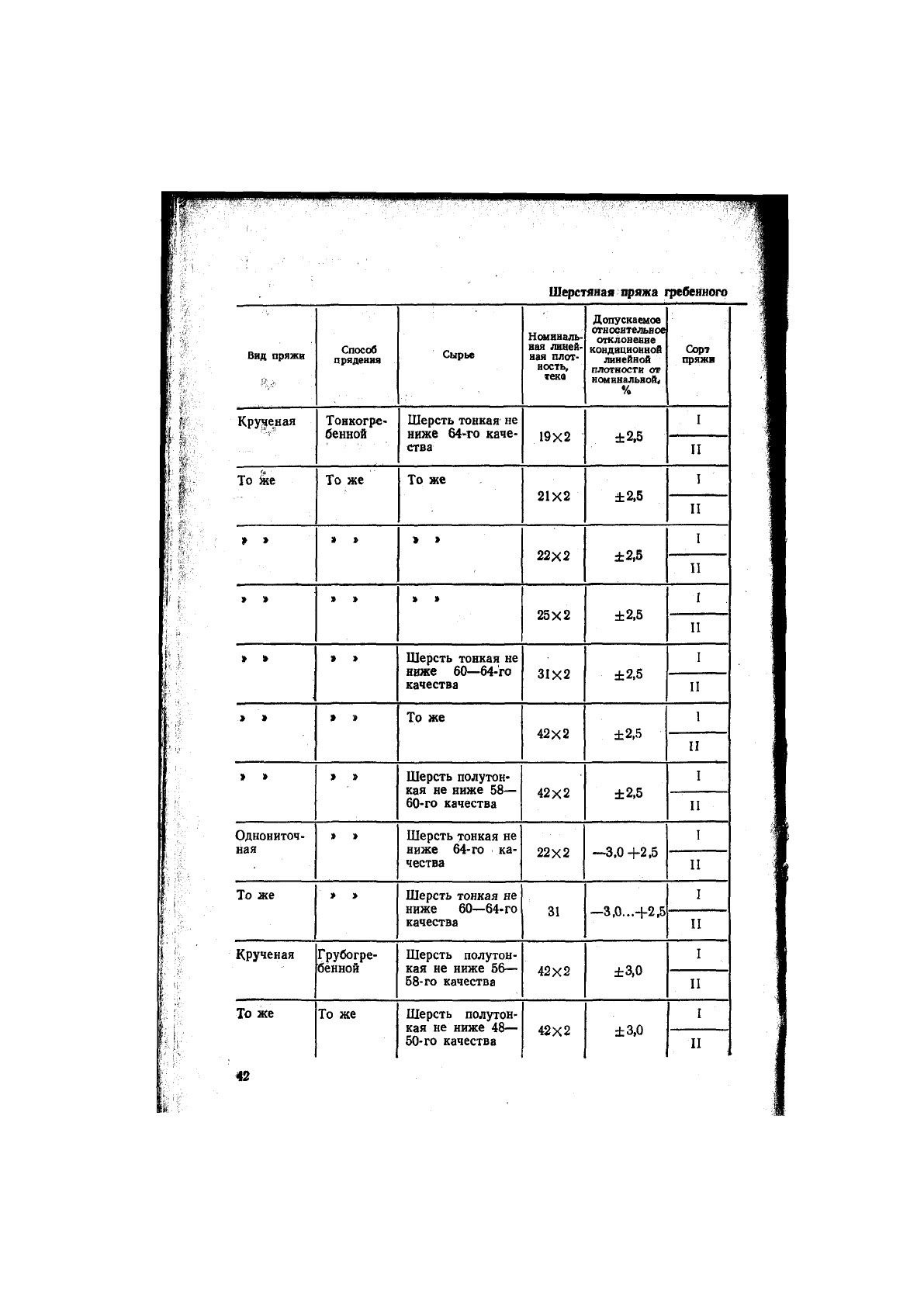
Шерстяная пряжа гребенного
Вид пряжи
Крученая
То fee
» »
» »
» »
Однониточ-
ная
Способ
прядения
Тонкогре-
бенной
То же
» »
То же
Крученая
То же
Грубогре-
бенной
Сырье
Шерсть тонкая не
ниже 64-го каче-
ства
То же
Шерсть тонкая не
ниже 60—64-го
качества
То же
Номиналь-
ная линей-
ная плот
вость,
тека
Допускаемое
относительное
отклоневве
кондиционной
линейной
плотности от
номинальной!
%
19X2
21X2
22X2
25x2
31X2
42X2
Шерсть полутон-
кая не ниже 58—
60-го качества
Шерсть тонкая не
ниже 64-го ка-
чества
Шерсть тонкая не
ниже 60—64-го
качества
Шерсть полутон-
кая не ниже 56—
58-го качества
То же
Шерсть полутон-
кая не ниже 48—
50-го качества
42X2
22x2
31
42X2
±2.5
±2.5
Сорт
пряжн
±2.5
±2.5
±2.5
±2.5
±2,5
—3,0+2,5
—3,0...+2,5
±3.0
42X2 ±3.0