Козин В.З. Опробование, контроль и автоматизация обогатительных процессов
Подождите немного. Документ загружается.

готовки 7исх(£)> р(£),
та
к и сепарации е(£). Следовательно, и
рудоподготовку, и сепарацию нужно поддерживать в таких
режимах, чтобы у
ИС
х(£), |3(£) и е(£) были оптимальны в смысле
максимума экономической прибыли /
э
-нпах.
Для различных обогатительных фабрик и типов минераль-
ного сырья решение задачи /э-ипах конкретизируется по-раз-
ному, но общими являются следующие принципы: большая
крутизна функции р(£) при рудоподготовке, оптимальный вы-
бор границ разделения g
p
или ф
р
(£ь • • •> £п)=0 и повышение
крутизны е'(£
р
) сепарационных характеристик в рабочей точке
£
р
. Это ведет к увеличению первой «активной» составляющей
в максимизируемой прибыли /
э
. Удовлетворение названных
принципов происходит на фоне энергетических, материальных,
трудовых затрат, которые также надо учитывать для уменьше-
ния величины С, т. е. второй «пассивной» составляющей при-
были /
э
-
Наряду с глобальной оптимизацией ОФ в целом (/
э
-нпах)
в различных сепараторах и аппаратах требуется автоматиче-
ски стабилизировать те или иные параметры: производитель-
ность, запас материала, состав продуктов и сред. Для решения
этих задач используют типовые локальные измерительные сред-
ства и локальные АСР, рассмотренные в гл. 6—8. Рассмотрим
подробнее решение задач стабилизации состава продуктов и
сред.
§ 11.2. СТАБИЛИЗАЦИЯ СОСТАВА ПРОДУКТОВ И СРЕД
Важный технологический принцип стабилизации состава про-
дуктов охватывает фракционный и компонентный составы обо-
гащаемых минеральных продуктов (например, фракционный
состав по крупности измельченного сырья, содержание ценного
компонента в концентрате), состав вспомогательных сред (на-
пример, ионный состав жидкой фазы флотационной пульпы,
концентрация реагентов в растворах отделения приготовления
флотореагентов). Создание соответствующих АСР требует изу-
чения статики и динамики перемешивания; объекты выступают
как смесители (будучи одновременно сборниками).
Примеры. 1. АСР для стабилизации концентрации водородных ионов
ц <• рН флотационной пульпы (выход объекта) манипуляцией потока х=
= </i кислоты (или щелочи); заданное значение у
0
(т. е. рН
0
) может быть
различным для различных циклон флотации, кроме того, может изменяться
по команде человека-оператора, либо УВМ.
2. ЛСР для стабилизации плотности пульпы (у=рп) в сливе классифи-
катора или гидроциклона манипуляцией потока свежей воды x=q в пита-
нии; здесь добавляемым в смеситель компонентом является вода, концент-
рация С которой связана с плотностью пульпы: рп=Срж + (1—С)ртв. Здесь
Ртв, р
ж
— плотность соответственно твердой и жидкой фазы.
260
та Q в
-^=^C
f
(t) Con
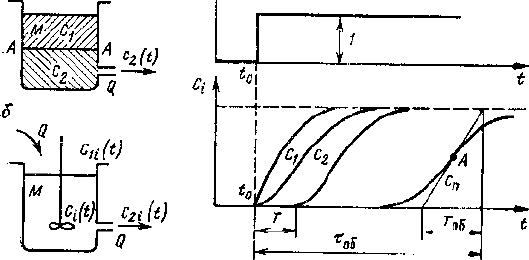
Рис. 11.2. Смесители (а, б) и ступенчатые переходные функции и цепи сме-
сителей (в)
В первом примере требуется изучение закономерностей, спи млиющих
рН пульпы с расходом влияющего реагента; во втором — сиизинающпх шип •
ность пульпы с расходом добавляемой воды.
Под смесителями понимают такие сборники, и которых про-
исходит смешивание нескольких различных материалом, на-
пример нескольких различных реагентов с пульпой по флота-
ционных машинах, потоков твердых и жидких материалом м ча-
нах, твердых сыпучих компонентов при шихтовке и усреднении
в бункерах.
Основные переменные, характеризующие состояние смеси-
телей,— содержание (концентрации) компонентов или узких
фракций в отводимых и подводимых потоках, а также м рабо-
чей зоне смесителя. Для простоты обычно рассматривают два
идеализированных режима перемешивания: режим идеального
вытеснения и режим идеального (мгновенного) перемешива-
ния. В первом режиме (рис. 11.2, а) контактирующие матери-
алы не перемешиваются, и поэтому аппарат, работающий в таком
режиме, можно назвать смесителем лишь условно. Во вто-
ром режиме (рис. 11.2, б) материал, подводимый к смесителю,
мгновенно перемешивается с уже находящимся там, поэтому
в идеальном смесителе концентрация любого компонента не
зависит от координат пространства смесителя, а зависит только
от времени. Возможны различные промежуточные модели. Об-
щей чертой их является то, что в них учитывается зависимость
концентрации не только от времени, но и от координат прост-
ранства. Пример промежуточного случая—-диффузионная мо-
дель перемешивания. Смесители являются одновременно и
сборниками, и динамика материального потока в них описыва-
ется по рассмотренной выше методике.
261

Простые уравнения динамики смесителей получают в том?
случае, когда принимают материальный поток равновесным::
суммарный подводимый Qi и отводимый Q
2
потоки одинако-
вы Qi = Q
2
=Q = const и запас M = const, считают перемен-
ными только содержания i-ro смешиваемого компонента на
входе C\(t), выходе C
2
(t) и в пространстве C(t) смесителя.
Тогда для смесителя вытеснения уравнение принимает вид
С,(/) = С
1
(/—т) или С
2
(р)/С
1
(р) = ехр(—хр), (11.2)
где т — время пребывания материала в смесителе (см.
рис. 11.2, а), равное времени перемещения линии контакта АЛ
сверху вниз.
Смеситель вытеснения при равновесном материальном по-
токе представляет собой звено чистого запаздывания.
Для идеального смесителя, как и для сборника, составляют
уравнения материального баланса, однако при этом отдельно-
рассматривают баланс масс (притока и оттока) для каждого
из смешиваемых компонентов. Баланс масс £-го компонента
dm
i
/dt = q
li
—q
2[
,
где mi — запас i-ro компонента в смесителе; qn и q
2
i — соот-
ветственно подводимый и отводимый потоки i-ro компонента.-
Перепишем это равенство следующим образом:
М d (mt/M) _ q
lt
q
2
i
Q dt Q Q
где М и Q — соответственно суммарные запас и поток всех
смешиваемых компонентов.
Далее учтем соотношения Ci(t)=trii/(M + mi)~tni/M;
С\ i =
Ц\
il (Q +
<7i
i) »
Ц\
г/Q; С
2
i (t) = q
2
il (Q +
<72
i) ~ ?2 ilQ.
Так как смеситель идеальный, то содержание i-ro компо-
нента на выходе смесителя всегда равно содержанию этого
компонента в любой точке внутреннего объема смесителя, т. е.
Ci(t)=C
2
i{t). Таким образом, для каждого i-ro компонента
смеси получаем уравнение динамики
Т d CJ& t + Ctf = C
u
; C
2i
(t) = C
t
(t) или C
2t
(p)/d (p) =
-l/(7>+l), (11.3>
т. е. идеальный смеситель является инерционным звеном с по-
стоянной времени T = M/Q.
Входная величина С\ i(t) (содержание в подводимом по-
токе) может быть при необходимости заменена на подводимый
поток /-го реагента посредством С\ i{t)=q\ i(t)/Q. Тогда
в уравнениях (11.2) и (11.3) появляется статический коэффи-
циент передачи объекта K=l/Q; W=Kexp(—хр)\ W=K/(Tp-\-
+
1).
Если имеется технологическая линия из нескольких смеси-
телей, то передаточная функция получается по правилам со-
262
единения звеньев. Например, для двух последовательных сбор-
ников-смесителей W=C
2
(p)/C
0
{p) = \/[(Tip-\-l) (T
2
p+l)].
Передаточная функция цепи из п одинаковых смесителей
имеет вид W= ЩТр+ \)
п
.
Пример. Имеется «-камерная флотационная машина. Если загружае-
мый в пульпу реагент сорбируется на минеральных частицах или подвержен
химическим преобразованиям в пульпе (окислению и т. п.), то статический
коэффициент передачи камеры К отличается от единицы (К<1) и переда-
точная функция л-камерной флотационной машины принимает вид W—
—К
п
/(Тр+1)
п
. Здесь Т — время флотации в одной камере.
Если на вход цепи из п смесителей подать ступенчатое воз-
мущение, то содержание в других сборниках будут изменяться
(рис. 11.2, в). Процесс нарастания содержания и каждом по-
следующем смесителе запаздывает по отношению к предыду-
щему приблизительно на время Г и до последнею смесителя
«волна» доходит за время пТ. Передаточные функции объек-
тов высокого (п-то) порядка обычно аппроксимирую! инерци-
онным звеном с запаздыванием W (р) = \/(Тр I•!)""-'
~/(
0
бехр(—т
0
бР)/(7
,
обР+1), т. е. вместо п постоянных иремепи
(одинаковых или различных) вводят одну эквивалентную по-
стоянную времени 7
0
б и одно чистое запаздывание т,,<-,. Для оп-
ределения величин Г
0
б и т
0
б в точке перегиба Л ступенчатой
переходной функции C
n
(t) проводят касательную и принимают
величину Г
0
б равной длине подкасательной, а величину т,,п --
равной отрезку от момента t
Q
прихода на вход скачкообразного
возмущения до начала подкасательной. Необходимую для та-
кой аппроксимации функцию C
n
(t) вычисляют теоретически
либо определяют экспериментально.
В чистом виде неосуществим ни один из рассмотренных
двух крайних режимов перемешивания. Используют различ-
ные способы математического описания реальных промежу-
точных режимов, существенно отличающихся от идеальных.
Так, принимают диффузионную модель перемгшшшнич, кото-
рая описывается уравнением диффузии вида
дС/dt-D(d
2
C/dx
2
),
где D — коэффициент диффузии; С=С(х, /)—/концентрация
компонента в точке внутреннего пространства смесителя с ко-
ординатой х в момент времени t (одномерный случай).
При малом коэффициенте диффузии диффузионная модель
приближается к модели смесителя вытеснения, а при боль-
шом— к модели идеального смесителя. Эта диффузионная мо-
дель— пример объекта с распределенными параметрами: ко-
ординаты состояния у = С зависят не только от времени, но и
от местоположения в рабочей зоне. Ранее были модели с со-
263
средоточенными параметрами, координаты состояния зависят
только от времени.
В задачах АСУТП может потребоваться изучение статики;
и динамики перемешивания минеральных продуктов в различ-
ных сборниках-смесителях с учетом фракционного состава под-
водимых и отводимых материалов в форме функций типа у(^)
и Р(£), что является важной для обогащения задачей.
Кроме того, при перемешивании важно проследить не
только изменение фракционного состава у(£) и Р(|), но и
среднего содержания ценного компонента р
;
- или компонентов
при прохождении минеральных материалов через сборники-
смесители. В этой связи перейдем к перемешиванию (усредне-
нию) различных по компонентному и фракционному составу
обогащаемых минеральных материалов. Возможны два основ-
ных варианта: 1) интерес представляет только содержание С =
= Р/ одного /-го или нескольких ценных компонентов; 2) требу-
ется учесть еще и фракционный состав у(£) и Р/(£) с одним:
физическим свойством £ или несколькими y(ii, ..., £
п
) и
Р/(|ь ..., £п) (во вспомогательных средах содержание реаген-
тов обозначаем через С, в обогащаемых материалах содержа-
ние ценных компонентов — через р). В первом случае матема-
тическое моделирование аналогично рассмотренному по фор-
мулам (11.2) и (11.3). Надо учесть, что суммарный подводимый
поток Q = Q
n
i + Qn2 + - • • состоит из нескольких (п) мине-
ральных потоков Q
n
ь Qn2, • • •, каждый со своим средним со-
держанием Р/ п ь Р/ п 2, • •., /-го ценного компонента.
В операторной форме уравнение динамики усреднения при-
нимает следующий вид:
QP/or-(P) = ^(P) S Qntfiniip), (П.4)
i=l
где W(p) =exp(—тр) и W(p) = l/(7p+1) для смесителей вы-
теснения и идеального.
Слагаемые входа объекта q
f
„ i = p/ „ iQm; <7/п2 = Р/ п 2Qn 2;
..., могут изменяться во времени — как управляющие или воз-
мущающие величины — независимо друг от друга, поэтому
имеем многомерный объект с несколькими входами и одним
выходом Р/отв по каждому /-му компоненту. Каждый канал
«вход выход» есть звено запаздывания для смесителей вы-
теснения или инерционное звено для идеальных смесителей.
Для получения уравнения статики заменим W(p) = l в выра-
жении (11.4).
Более точную и нужную для процессов обогащения картину
усреднения имеем во втором случае. В стационарном режиме-
264
фракционный состав отводимого после усреднения потока оп-
ределяется следующими статическими характеристиками:
п
TOTB(^ = Q
_1
Z
Qmym
(£);
i=l
п
P/«B©7oTB(g) = (r
1
S Qnthndl) Yn<®.
В нестационарном режиме, когда фракционный состав сме-
шиваемых потоков изменяется во времени, имеем уравнения
динамики усреднения в операторной форме:
Q (Р) Тотв (I,
P
) = w (p) t Qm (P) Yn i (5, Р);
t=i
<2(P)P/«Bffi, P)YOTB(L P) =
W(p)tQm(p)f>im(p)yn
i
(l
P),
(11.5)
(=1
причем №(р)=ехр(—тр) для смесителей вытеснения; W(р) =
= 1/(Гр+1) — для идеальных смесителей.
Уравнения (11.5) показывают влияние изменений фракци-
онного выхода yni(E)d^ и фракционного содержания Р/п<(£)
в любой элементарной фракции [£, £ + d£] в подводимых пото-
ках на фракционный состав отводимого потока. Интегрирона-
ние равенств (11.5) по g в пределах от gmin до Uax дает выра-
жение (11.4), при этом учитывается формула среднего содер-
жания
_ = тах
Р/= I P/(S)Y(5)dS;
Srnin
информация о фракционном составе пропадает.
Динамика усреднения минеральных продуктов имеет место
в бункерах, транспортных линиях, перегрузочных нороиках,
пульподелителях, зумпфах, складах руды и концентратом.
§ П.З. СЕПАРАЦИОННЫЕ ХАРАКТЕРИСТИКИ
ОБОГАТИТЕЛЬНЫХ АППАРАТОВ. ВЫБОР ГРАНИЦ
РАЗДЕЛЕНИЯ
Сепарационные характеристики е(|) для конкретных обогати-
тельных аппаратов можно найти экспериментальным или тео-
ретическим, либо комбинированным путем. Экспериментальный
путь основан на определении сепарациошюй характери-
стики е(£) или е(|ь • • •> In), которая определяется как отноше-
ние потока <7t(E)clE
=
QiY«(£)cl£ узкой фракции [£, £ + dg] в i-м
продукте к потоку ее в исходном <7HCX(SH£'-
=
QHCXYHCX(£)CI£. И
(
>-
этому нужно в стационарном режиме измерить Q
HC
x, Qi, Y»»<x(E)
и ytd) и далее вычислить е(£) =Qiyi(l)/[Qucxyncx(l)]. Teope-
265

g Таблица 11.1
ст>
Сепарационные характеристики обогатительных аппаратов
Аппарат
Гидроклассификатор (сгу-
ститель) с восходящим
потоком при нестеснен-
ных условиях (от < 0,1)
Уравнение границы
разделения |
Рр = Рср +
у
ср
а
с/(^р)
Гидроклассификатор при
стесненных условиях
(от
> 0,1)
Р
Р
= Рср +
v
cp
a
J{etl)
Отсадочная машина с ес-
тественной постелью, су-
спензионный сепаратор
с большой стесненностью
(от
> 0,4)
Рр
Сепарационная характеристика (е, £)
Крутизна
8' (6
р
)
е
с
л (Р. 0 =
1 для D
2
0 для Dj — сту-
пенчатый закон
е
с
л (Р, /) = 0,5-0,5 th [Ah/
/(aD)]—закон двухмерного ги-
перболического тангенса
е(р)
= 0,5 + 0,5
Ф [-sigh (aD)-i у
исх
X (р-рр)]
— закон интеграла вероятности
gh/(8aD)
о
>
Управляемые параметры
v
cp, Pep-
a
c — соответ-
ственно скорость, плот-
ность среды и коэффи-
циент вязкого сопротив-
ления; т — объемная
доля твердого
Рср:
А"Ш'
'ср
D =
ЫЧ
+ g(9-
— р
ср
) /
2
,а
с
;
h — глубина ванны
a, D
Флотационная машина
Роликовый магнитный се-
паратор (или барабанный)
для нестесненных усло-
вий
&
р
= In 2/(5^
ф
)
Рр
и
окр"1щр
X Я grad Я
X
8
К
= 1 — exp (—St^) — экспо-
ненциальный закон
g
/ ч
==
f 1 Для £>!
8
IP. 1т) \ о
для D%
пенчатыи закон
сту-
ОДОф
Магнитный сепаратор с
большой стесненностью
о»
-4
Imp » Хтр (при
= const)
е (1т) = 0,5 +0,5Ф [(Хт-
— Imp) X л/ah (аГ>)-
1
Тисх1 —
— закон интеграла вероятности
Е
Q
8
а
ю
>
^ф. S — соответственно
время флотации и сте-
пень аэрации; реагент-
ный режим
Я grad Я; v
0Kp
;
а= Я grad Я; %
тр
; h;
a; D

тический путь связан с предварительным составлением уравне-
ний сепарации путем учета сил, действующих на минеральные
частицы в зоне сепаратора. Примером является уравнение се-
парации в зоне отсадочной машины, сепарирующей частицы
различной плотности р:
*<"•'•'>
=
D-gf-g-A.[
T
(
p
_a
];
at дх
2
а дх
_
p
min
Р= I PYdp-
(11 -6>
Ртах
где D, а — коэффициенты соответственно макродиффузии и
сопротивления; g — ускорение свободного падения.
Решение уравнений сепарации дает теоретические формулы
для сепарационных характеристик (табл. 11.1).
Комбинированный (теоретический плюс эксперименталь-
ный) метод эффективен, когда известно теоретическое выраже-
ние для еЦ) с одним или несколькими неизвестными коэффи-
циентами (для конкретной отсадочной машины, например,,
такими коэффициентами являются плотность разделения р
р
, ко-
эффициент макродиффузии D и коэффициент сопротивления а).
Тогда экспериментальному определению подлежат только упо-
мянутые неизвестные коэффициенты.
Зная е;(£) отдельных операций, можно с учетом баланса
по узким фракциям [|, £-f d|] получить сепарационные харак-
теристики технологических схем. Так, для канонических схем,
оборотные промпродукты которых возвращаются в начало*
предыдущей операции, результирующая сепарационная харак-
теристика для окончательного концентрата имеет вид
е
Р
ез (£) - AG/(AG + ВН), (11.7>
где Л, G, В, Н выражаются через сепарационные характери-
стики основной е
0
(Е), перечистных е
П
т(£) и контрольных е
к
/(Е)
операций (i=l, 2, ..., п; /=--1, 2, ..., пг).
Формула типа (11.7) совместно с формулой (11.1) и
с табл. 11.1 дает возможность прогнозировать технологические
результаты обогащения.
Крутизна е
Р
ез(£р)
в
рабочей точке
£
Р
ез(1р)ж2(п-\-\)(т + 1)е'
0
(1
Р
)/(п + т + 2).
При автоматизации схем в целом (в задачах АСУТП) не-
обходимо стабилизировать £р->Е
Р
. опт и максимизировать
8
Р
ез(1р). Для этого прежде всего манипулируются граница
разделении £
р
* и крутизна е/ отдельных сепараторов (опера-
ций) схемы (детальнее см. ниже).
Сказанное относится к стационарным режимам. Закономер-
ности нестационарных режимов весьма сложны, отметим лишь
2Г>8
чех
-Эв" £
Л1
'цех
e
i
/я
лес
?1)1
j
Dm
Рис. 11.3. К комбинированному обогащению и комплексному исполыюи.-иипо
сырья:
а —для двухпродуктового сепаратора; б—для многопродуктопого сепараторы
постоянную времени Т расслоения материала в^ гравитацион-
ных аппаратах (отсадочной машине), которая найдена из урав-
нения (11.6)
Г=Ш
2
[£(Ртах-Рт1п)Г
2
. О 18)
Многопродуктовые сепараторы применяют во всех методах
обогащения, причем иногда это —комбинация двухпродукто-
вых сепараторов. Например, двухеитный грохот с тремя про-
дуктами эквивалентен цепи из двух односитпых грохотом; се-
парация происходит по крупности 1 = 1.
Более общим является случай комбинированного обогаще-
ния, когда частицы сырья различают по двум (или более) фи-
зическим свойствам 1х и |
2
. Фракционный состав характеризу-
ется двухмерной функцией распределения уЦ\, h) '• выражение
Y
(£i, g
2
)dgidg
2
равно (массовой) доле узкой фракции размером
dlidE-2 в окрестности Ь, Ь- Свойства частиц fc, и £
2
изменяются
на плоскости внутри некоторой двухмерной области и
(рис. 11.3). График для у{Ь, &) — это поверхность над обла-
стью D, причем полный объем под ней равен I.
Идеальный (или неидеальный) двухпродуктовыи сепара-
тор, чувствительный к двум физическим свойствам Ь и Ь
(«двухмерный»), разделяет частицы сырья на два продукта,
причем частицы первого занимают часть D\ области I), а ча-
269

стицы второго — оставшуюся часть D
2
; части D
x
и D
2
отделены
друг от друга, границей разделения ф
р
в виде линии qp
p
(gi, g
2
) =
= 0 (см. рис. 11.3, а). Граница разделения на рис. 11.3, а по-
казана для гидравлического классификатора, линия ф
р
соот-
ветствует частицам с такими крупностью /
р
и плотностью р
р
,
для которых вертикальная скорость равна нулю; в области
слива D
2
скорость всплывающих частиц направлена вместе
с восходящим потоком воды вверх, а в области песков D\ —
вниз.
Идеальная сепарационная характеристика (по каналу «ис-
ходное сырье — продукт Di») равна 1 в области D
{
и 0 вне D\.
Графически это есть плоскость на высоте 0 над областью D
2
;
на границе разделения ф
р
величина e(£i, £2) изменяется скач-
ком на единицу.
Идеальный многопродуктовый сепаратор, чувствительный
к двум свойствам частиц gi и g
2
, разделяет частицы сырья на
т продуктов, перекрывающих подобласти D\, D
2
, ..., D
m
пол-
ной области D сырья (см. рис. 11.3, б). Примером может слу-
жить многопродуктовый (многокамерный) гидравлический
классификатор с нестесненным движением частиц. Подобласти
D\, D
2
, ..., ..., D
m
отделены друг от друга несколькими гра-
ницами разделения ф
р
ь ф
Р
2, ..., ф
Р
т- Различные границы раз-
деления (см. рис. 11.3, б) могут быть получены изменением
скорости восходящего потока воды в отдельных камерах гид-
роклассификатора: наиболее мелкий и легкий слив D
4
получа-
ется в первой камере с малой скоростью восходящего потока
Vu утонувшие пески этой камеры попадают во вторую камеру
с более быстрым потоком (v
2
>V\) и получается более круп-
ный и тяжелый слив D
3
и т. д.
Перейдем к многопродуктовой и комбинированной сепара-
ции.
Сепарационная характеристика по каналу «исходное
сырье — продукт Dt» равна 1 на Di и 0 вне Д.
При неидеальной сепарации эта характеристика отклоня-
ется от ступенчатой вследствие взаимозасорения продуктов.
Прогноз фракционного состава и технологических показа-
телей любого t-ro продукта делается по формулам типа (11.1).
Переходя к автоматизации сепарации, заметим, что разра-
ботка рациональных АСР и АСУТП связана с важной для
них задачей выбора оптимальных границ разделения ф
р
.
0
пт об-
ласти /) (см. рис. 11.3). Традиционным примером является за-
дача выбора оптимальной плотности разделения р
р
.
0
пт в гра-
витационных методах обогащения углей по известному фрак-
ционному СОСТаву Уисх(р), Р:.олы(р)-
Для перехода к общему случаю рассмотрим пример (двухмерной)
оптимальной задачи обогащения угольного сырья с характеристиками
Уисх(/, Р) И р.) о л м (/, р) (табл. 11.2).
270
Таблица 11.2
Фракционный состав сырья: в числителе выход фракции у
ясх
(^ Р) А/Ар, %»
в знаменателе — содержание золы Рзолы (/, р)> %
р, т/м
3
1,3—1,4 (1= 1)
1,4—1,5 (i = 2)
1,5—1,6 (t = 3)
1,6—1,8 (i= 4)
1,8—2,0(1= 5)
2—2,2 (i = 6)
Крупность l, мм
6-13 (/=1)
5,35/3,6
1,68/12,6
0,64/25
0,39/43,4
0,6/59,4
1,16/84,5
13—25 (/ = 2)
6,84/3,7
0,74/13,4
0,34/25,2
0,22/42,2
0,33/52,7
1,53/85,3
25—50 (/ =3 )
16,83/3,8
3,57/13,8
0,99/20
0,72/25,4
0,57/56,6
7,32/82,2
50—100 (/ = 4)
33,8/5,8
2,55/17,2
1,5/21
1,15/25,1
0,35/61,4
10,62/84,6
Задан частный критерий оптимальности — сепарация по бортовому (гра-
ничному) содержанию (Зв; частицы с содержанием золы менее бортного
Р<Рб = 25 % предназначены для концентрата, с р>(5б—для хвостов. II двух-
мерной задаче вместо одного сепарационного параметра f>
t
,. „,,
T
нужно вы-
брать разделительную линию ф
Р
(/, р)=0, которая разделяет область изме-
нения физических свойств сырья D на две части — концентрат и хвосты —
таким образом, чтобы удовлетворить заданному критерию. Линия фр явля-
ется ключом для последующего выбора режимов схемы обогащения и за-
даний в САУ нижнего уровня.
Решение задачи вытекает из уравнения фр(/, р) = р\т
Л
ы(', р) Цо—0.
В рассматриваемом примере разделительная линия фр. ,,„т показана утол-
щенной линией (см. табл. 11.2), разрезающей всю область D на зону кон-
центрата D
K
(выше фр. опт) и хвостов D
IB
(ниже фр. опт). Соответствующие
технологические показатели
VK = £2>HcxA//Apil00 = (5,35 + 6,84+ . . . | 1,15) -76,8 %;
D
Рк= ЮОТГ
1
^ЕРзолыТ«сх('. p)A/Ap = 000/7fi,8)(3,6.5,:W, |
D
+ 3,7-6,84+ . . . +25,1-1,15)» 10 % золы.
Принципиальная схема обогащения, реализующая сепарацию по найден-
ной разделительной линии ф
р
с 06 = 25 %, включает разделение но крупности
/р. опт = 25 мм на два «машинных» класса; далее мелкий класс делится
по плотности pp. опт=1,6 т/м
3
, а крупный — по плотности при р
Р
. опт =
= 1,8 т/м
3
(рис. 11.4, а). Найденные границы разделения служат заданиями
для локальных САУ.
Граница разделения ф
Р
. опт (разделительная диаграмма) для рассмотрен-
ного примера показана на рис. 11.4,6; в зону копненiраса попадают мало-
зольные частицы с содержанием золы менее 25 %•
Рассмотрим общий случай решения ладами нахождения
ФР.ОПТ
для ОФ в целом с помощью принципа варьируемых гра-
ничных (бортовых) содержаний.
В этом методе критерием оптимальности / может быть взят
любой, например, критерий Хэнкока или ук-нпах при (Зк =
271

Сырье после
рудотюдготовни
р>1,8т/ы
ъ
Концентрат
Хвосты
Рзслы\
I ,
Рис. 11.4. Схема ком-
бинированного обога-
щения (а) и ее разде-
лительная диаграмма
(б)
= const. В первую очередь желателен экономический критерий
в виде максимизации прибыли от продажи всех получаемых
товарных концентратов (продуктов), так как стабилизация
режимов ведется на длительных интервалах времени. Тогда
оптимальная задача приобретает следующий вид:
1
•/=Q
H
cx[?Kifm(pKi)+ . . . +7к
т
/цт (Ркт)]-Г^тах,
где Qm-.x — производительность обогатительной фабрики по ис-
ходному сырью, т/ч; ук ь • • •> Укт — выход 1-го, ..., m-го кон-
центратов, доли ед.; /
ц
ь ..., f
ц т
— функция цены на концент-
раты к зависимости от среднего содержания в них компонен-
тов р
к
1, ..., р
к
щ, руб/т.
1
Вначале целесообразно изучить эту задачу для случая получения од-
ного концентрата (т=1).
272
Помимо критерия оптимальности /, заданными в задаче
являются функции цен концентратов f
ц ь
..., f
u m
, а также
фракционный состав подготовленного сырья. Искомая опти-
мальная граница (или границы фр'юпт, • • •, ФР т опт при получе-
нии т концентратов) разрезает область D на подобласти кон-
центрата (или нескольких концентратов) и хвостов.
В предлагаемом методе решения вводятся промежуточные
варьируемые т чисел — граничные («бортовые») содержания
Рб ь •.., рб 2 каждого ценного компонента во фракциях. Вна-
чале вычисляют зависимости от них искомых границ разделе-
ния в виде
<PPI=PI(£I» • • • . Ы —Рб1 = 0;
<Ppm=Pm(£l>. • • . In)— Рбт = 0, (11.9)
а также и критерии / от Рб ь • •., Рбт— путем подстановки
в него выходов и содержаний по формулам (i—\, 2, ..., т):
7к£ = 1 . . . J YHcxdgi . . . d|„;
V
pKi/ = I • • • IP/YHcxdli . . .dl
n
.
В результате определяют зависимость / (Pr> i, -.., Рл т) и
затем оптимальные значения этих чисел Рб i от, ..., [1с,», our
из уравнений вида <3//дРб i = 0; ..., dJ/d$
6 m
= 0.
Эти уравнения решают либо аналитическим, либо одним ил
известных численных методов исследования на экстремум
функции / многих переменных Рб ;; эта часть решения закин-
чивается нахождением бортовых содержаний, дающих макси-
мум критерию У —^ max. Далее, обратной подстановкой >тих
вычисленных Рб i определяют искомые оптимальные- границы
ФР г опт из выражения (11.9).
Этим путем равенства (11.9) превращаются и искомые
уравнения оптимальных границ разделения
Ф,
М)
„,
(Ъ\,
..., £п) =
= 0; в случае отдельного сепаратора или использования одного
физического свойства | (п=1) граница превращается в точку
.|р = const (например, оптимальная плотность разделения в гра-
витационном обогащении).
Найденные границы разделения указывают оптимальную
разделительную диаграмму (см. рис. 11.4) и вместе с этим —
оптимальный режим обогащения, который должен поддержи-
ваться с помощью автоматизации.
В рамках АСУП, АСУТП и АСР реализация оптимального
управления включает: вычисление оптимальной разделительной
диаграммы (границы) ф
р
<•
0UT
методом варьирования бортовых
273

содержаний исходя из критерия / и фракционного состава те-
кущего сырья с помощью УВМ; оценку текущего положения
разделительной диаграммы q>
P
i{t) с помощью измерительных
систем и УВМ; выработку команд управляющим входам — на-
строечным параметрам сепараторов с целью ликвидации откло-
нения, т. с. ф
р
i(^)-Hp
P
i опт. Этим решается главная задача ав-
томатизации — поддержание разделительных границ в состоянии,
обеспечивающем наилучшие технологические и экономи-
ческие показатели. На фоне этой конкретной стратегии должны
решаться все остальные основные и вспомогательные задачи
автоматизации.
Наряду с этим возможен упомянутый подход, при котором
управление организуется сразу по конечным технологическим
показателям (-у
к
, |3к, е
к
) без промежуточного учета фракцион-
ного состава сырья и сепарационных характеристик; такая
идея «черного ящика» встречает трудности при практической
реализации. Точнее говоря, этот подход не раскрывает законо-
мерностей процессов обогащения полезных ископаемых и, как
следствие, не позволяет в полной мере использовать потенци-
альные возможности автоматизации. Вместе с тем оба подхода
в принципе не противоречат друг другу и при автоматизации
могут взаимодействовать, при этом основным связующим «мо-
стом» между ними являются уравнения прогноза технологиче-
ских показателей по известным фракционному составу сырья
и сепарационной характеристике аппарата или схемы.
§ 11.4. АВТОМАТИЧЕСКАЯ СТАБИЛИЗАЦИЯ ГРАНИЦ
РАЗДЕЛЕНИЯ СЕПАРАТОРОВ
Покажем, как автоматизировать сепаратор, чтобы он реализо-
вал заданную (желаемую) границу разделения фр-мрр.опт для
основных обогатительных аппаратов: суспензионных сепарато-
ров, отсадочных машин, гидравлических классификаторов,,
флотационных машин, магнитных сепараторов. (Вопрос о том,,
как выбрать желаемую границу разделения фр.опт, рассмотрен
выше).
Переходя к задаче автоматической стабилизации границ
разделения, будем придерживаться постепенно усложняющейся ;
классификации: идеальный сепаратор по одному физическому
]
свойству (одномерный), неидеальный сепаратор по одному фи- <
зическому свойству, идеальный по двум физическим свойст-
вам (двухмерный), неидеальный по двум физическим свойст-
вам; но исех этих случаях в рассмотрение постепенно вводится
все большее число настроечных параметров x = \i сепараторов- i
и других влияющих факторов. Для сепараторов по одному фи- ]
зическому свойству задача автоматизации — стабилизировать j
положение границы (точки) £
Р
->-|р.опт; для сепараторов по двум .]
274 i
'физическим свойствам граница разделения есть линия
фр(£ь Ъ)
=
0
и
задача автоматизации сложнее — стабилизиро-
вать положение границы — линии ф
р
-мр
Р
.опт.
При разработке автоматической системы стабилизации по-
ложения границы разделения нужно различать следующие под-
задачи: как задать желаемое положение границы фр.опт', с по-
мощью каких измерений (выходных величин объекта) можно
•определить текущее отклонение ф
р
—фр.опт границы от желае-
мого положения; с помощью каких управляющих воздействий
(на входе объекта) можно вернуть границу в желаемое поло-
жение и тем самым свести отклонение к нулю. После этого
можно говорить об аппаратурном оформлении автоматической
системы. Рассмотрим типовые примеры.
Тяжелосредный (суспензионный) сепаратор при умеренной
производительности по питанию относится к идеальным сепа-
раторам по одному физическому свойству — плотности р (т/м
3
).
Частицы сырья с р>р
р
полностью попадают в один продукт,
а остальные с р<р
р
— в другой. Задача автоматизации— ста-
билизация плотности суспензии на заданном уровне (>,,-->-р
Р
.
0
пт.
Для этого измерительная часть САУ непрерывно измеряет те-
кущее значение плотности суспензии р
Р
(^) (на выходе объекта)
и далее сигнал р
р
(/) сравнивается в стабилизирующем регуля-
торе с заданием р
р
.
0П
т. При отклонении от задания исполнитель-
ный механизм изменяет расход свежей (более плотной) суспен-
зии в сепаратор (на входе объекта) (рис. 11.5, а). Свежую
суспензию готовят предварительно в отдельной емкости. Кон-
кретные варианты аппаратурного оформления этой СЛУ
весьма разнообразны; различия их — как в методах измере-
ния плотности суспензии, так и в типах регуляторов и зако-
нах регулирования (рис. 11.5, б). Методы измерения плотно-
сти включают весовой, пьезометрический, гидростатический,
радиоизотопный. Стандартные вторичные измерительные при-
боры градуированы в т/м
3
либо г/л. Применяемые регуляторы:
стандартные электрические или пневматические МП или МИД-
действия. При больших запаздываниях требуются более (-лож-
ные алгоритмы (Смита, ПИР, ПИП, см. § 8.4).
Статические и динамические характеристики объекта регу-
лирования по каналу «вход \х — выход р
р
» определяются зако-
номерностями перемешивания, в случае идеал! о перемеши-
вания передаточная функция объекта имеет вид
W
o6
= рр (р)/ц (р) = Коб ехр ( — Тобр)/(Ты,р | 1),
где Коб — статическое отношение приращения плотности сус-
пензии в сепараторе Др
р
к изменению расхода свежей суспен-
зии в сепараторе Ли/, т
0
б — время транспортирования по трубе
•от сборника свежей суспензии до сепаратора; T
0
6 = V/Q — по-
275

а
_^0/О\ .
—*-{У
1
Регулятор
к
>
ЫР)
/1«Х
t
1Ь~ъекпг
KoSexpftoSP)
Г
аЕ
P
+1
-1
Р?
ИС
Рр
Утяжелитель
Ра
Регулятор
Исходное
питание
ИМ
питание \ /- -s.
JttHSz
| |Легкий
..-.•...;.*•;.•[;. продукт
0
ИС
Тяжелый
у
' продукт
Рис. 11.5. САУ, стабилизирующая плотность разделения в тяжелосредном
сепараторе
стоянная времени перемешивания, равная отношению объема V
суспензии в сепараторе к потоку ее через сепаратор Q.
Отсадочная машина с естественной постелью относится
к неидеальным сепараторам по одному физическому свойству р.
Уравнение сепарационной характеристики е(р) имеет вид,
близкий к интегралу вероятности, причем ордината графика
е(р) равна 0,5 в точке, соответствующей границе разделения
р = р
р
. Минеральные частицы с р>р
Р
попадают преимущест-
венно (не все) в нижний продукт, а частицы с р<р
Р
— преиму-
щественно в верхний продукт. Рассматриваемая задача авто-
матизации рр-^ро сводится к стабилизации средней плотности
постели рср-^ро- Для этою средняя плотность р
сР
(выход объ-
екта) измеряется соответствующим датчиком, сигнал р
с
р(0
ср.чвпивается в стандартном регуляторе (или нестандартном)
с заданием р
0
. При наличии отклонения Д(/)=р
С
р(0—Ро от
задания регулятор изменяет на входе объекта, например, ско-
рость разгрузки нижнего продукта p = Q
H
(QH — производитель-
ность но нижнему продукту). При уменьшении р
ср
ниже ро
регулятор должен уменьшить производительность Q
H
, так как
в этом случае тяжелые частицы сырья начнут накапливаться
в постели и ее плотность будет возрастать, приближаясь к за-
276
Поплавок
Исходное
питание
Рис. 11.6. САУ, стабилизирующая плотность разделения в отсадочной машине
данию. При увеличении р
ср
выше р
0
регулятор уменьшает ц =
= Q
H
. Возможны различные аппаратурные реализации такой
САУ.
Среднюю плотность постели можно измерять поплавковым
датчиком, погруженным примерно в середину постели: при уве-
личении Рср (0 поплавок смещается вверх, и наоборот
(рис. 11.6). Заметим, что плотность слоев постели возрастает
с глубиной ее х; поплавок плавает вместе с некоторым сред-
ним слоем частиц и смещается вверх или вниз вместе с чтим
слоем. Среднюю плотность определяют по формуле
Рср
(t)
1
| р(х, t)dx.
•'•max -^min
Другой способ измерения p
cp
(tf)— радиоизотопный; мерой
плотности является степень поглощения пучка у-лучей внутри
постели: чем сильнее ослабляется пучок, тем больше р,.
(1
. В ос-
нове измерения лежит закон Ламберта—Бера
J = /
0
exp ( — kp
C
ph); р
С
р = In (J
0
J'
l
)/(kh),
где /
0
, / — интенсивность у-лучей соответственно до и после
прохождения контрольного участка постели //; k коэффици-
ент поглощения, зависящий от природы минеральных частиц
постели.
Контрольный участок постели может быть не только верти-
кальным, но и горизонтальным, в последнем случае измеряется
плотность р(л:) некоторого слоя внутри постели и оценка р
ср
ведется косвенно по закону Ламберта—Вера. Скорость раз-
грузки тяжелого продукта Q„ может измениться с помощью
специального роторного разгрузчика или иным путем. Воз-
можно применение классических алгоритмов (ПИ; ПИД).
Статические и динамические характеристики объекта
весьма приближенно можно представить передаточной функ-
27?
щией инерционного звена с запаздыванием; внутренняя дина-
мика процесса сепарации сложна и в детали ее вдаваться не
будем, отметим лишь постоянную времени процесса расслоения
по формуле (11.8).
К моменту разгрузки материал в зоне расслаивается и где-
то в средней части постели (x = jt
p
) имеется граничный слой
с плотностью р(х
р
), равной желаемой плотности разделения
р
р
= р
0
. Все слои х>х
р
ниже х
р
содержат преимущественно ча-
стицы с р>р
Р
и поэтому должны попасть в нижний продукт,
наоборот, верхние слои с х<х
р
(ось х направлена вниз) дол-
жны попасть в верхний продукт. Если регулятор уменьшает
Q
H
, ТО СЛОЙ
X=X
V
смещается вверх, и наоборот.
Рассмотренные САУ с поплавковым датчиком и горизон-
тальным у-пучком стабилизируют положение слоя с р = ро в за-
данной точке х
р
по высоте постели. САУ с вертикальным у-
пучком стабилизирует р
ср
. Однако во всех случаях стабилизи-
руется положение границы разделения р
р
.
Флотационная машина является неидеальным сепаратором,
чувствительным к флотируемости k (м/мин). Сепарационная
характеристика по каналу «исходное питание — пенный про-
дукт» имеет экспоненциальный характер и существенно отли-
чается от идеального ступенчатого закона:
е(&) = 1 — ехр( — &S^>),
где S — степень аэрации, равная свободной поверхности пу-
зырьков в единице объема пульпы, м
2
/м
3
; ^ф — время флотации
(мин), равное отношению объема машины V (м
3
) к объемной
производительности по пульпе Q (м
3
/мин).
Граница разделения находится из условия е(£
р
)=0,5, от-
куда
V In2/(S^)«0,7/(S^).
Задача стабилизации /е
р
->-йр.опт практически требует стаби-
лизации следующей комбинации величин:
ропт-
'Гак как объем машины V постоянен, практически можно воз-
действовать на степень аэрации S(t) и объемную производи-
тельность по пульпе Q(t). Из возможных практических вари-
антом рассмотрим подробно только один: стабилизация соот-
ношения аэрация/прои.шодительность 5 (t)IQ {t) = (In 2)1
(Vfcp.oni-) путем измерения производительности Q
H
и воздейст-
вия на а фацию S(t), т. е. аэрация изменяется пропорцио-
нально производительности:
S (t) = KQ (0; * = (In 2)!(Vk
p
. опт).
278
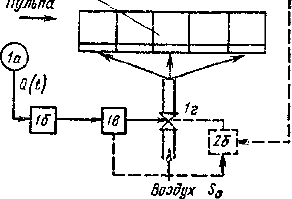
Рис. 11.7. САУ, стабилизирующая
флотируемость разделения во фло-
тационной машине
Флотационная машина (т^\—•*- —-т?
I
Структурная схема САУ, стабилизирующей флотируемость-
разделения во флотационной машине, показана па рис. 11.7.
Объемная производительность по пульпе Q(l) и питании
машины непрерывно (или дискретно) измеряется расходоме-
ром 1а (щелевым, электромагнитным). Сигнал Q(t) подается
в пропорциональный регулятор 16, который через исполнитель-
ный механизм 1в и регулирующий орган \г изменяет подачу
воздуха во флотационную машину. Здесь ведется регулирова-
ние величины S по возмущению Q. Для повышения точности
регулирования желателен дополнительный замкнутый конгур
\2а—26 (возможно, человеко-машинный) стабилизации аэрации
5->-5о- Сигнал S(t) с измерителями степени аэрации 2а подается
в ПИ-регулятор, где сравнивается с заданием 5„, при отклоне-
нии от задания A = S—S
Q
регулятор 26 изменяет подачу воз-
духа в машину. Задание автоматически изменяется по закону
\So = KQ(t) — от пропорционального регулятора \6.
Такая «двухуровневая» система стабилизации 5 более на-
дежна и точна. Если допустимый диапазон изменения а>рацни
р
т1п
<5<5
тах
недостаточен для компенсации колебаний Q, то
(может потребоваться автоматическая стабилизация Q »-Q»
((возможно, и изменение объема флотационной машины V).
Гидравлический классификатор с восходящим потоком при
шалых концентрациях твердого — идеальный сепаратор по двум
«свойствам: крупности / и плотности р (двухмерный сепаратор);
примером является сгуститель. Уравнение двухмерной границы
разделения ф
р
(р, /) =0 наиболее просто найти из баланса сил:
тяготения, Архимеда и Стокса (действующих па единицу объ-
ема частицы):
g(p — PcpH a
c
(v—v
cp
)/l
2
О,
|де g — ускорение свободного падения; р, (>,.,, — плотность со-
ответственно частицы и среды; а
с
— коэффициент вязкого тре-
ния; v, £
С
р — скорость соответственно частицы (относительно
стенок классификатора) и среды; / — размер частицы.
279?