Ковалева А.А. Специальные стали и сплавы
Подождите немного. Документ загружается.

131
Наиболее высокое значение σ
кр
наблюдается у сталей ферритного класса, а
также у отдельных марок аустенито-ферритных сталей, которые,
следовательно, целесообразно использовать в условиях возможного
коррозионного растрескивания.
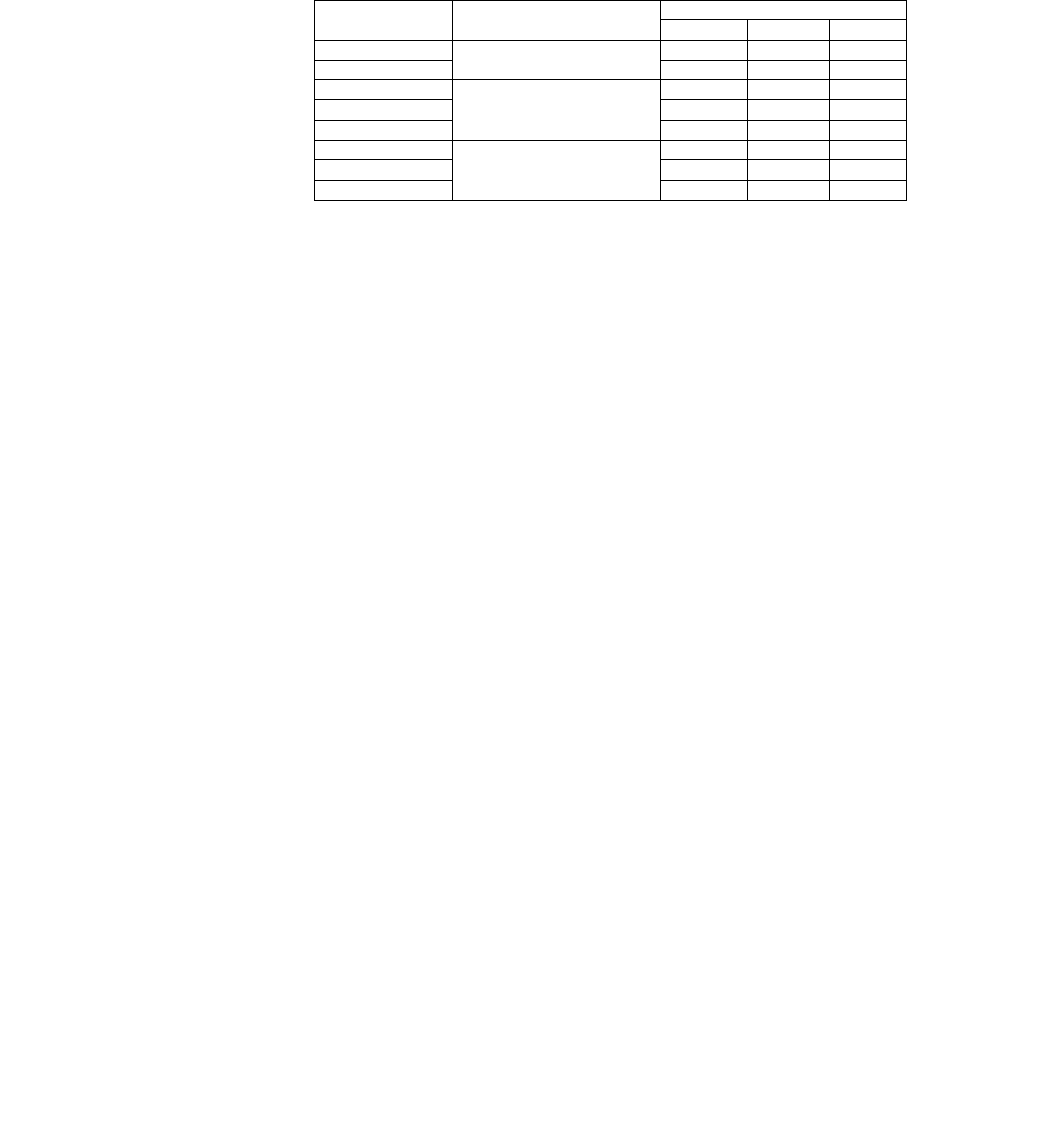
Таблица 22
Прочностные свойства некоторых коррозионно-стойких сталей
(А.А. Бабаков, Ю.В. Захаров, А.В. Крюкова) при 150
о
С
Марка стали Структурный класс
Прочностные свойс
т
ва, МПа
σ
в
σ
0,2
σ
кр
08Х17Т
Ферритный
400
280
350
15Х25Т
470
320
450
08Х18Н10Т
Аустенитный
450
220
150
10Х14Г14Н4Т
430
180
100
10Х17Н13М2Т
500
240
170
08Х11Н5Т
Аустенито-ферритный
520
350
350
08
Х21Н6М2Т
550
360
210
08Х18Г8Н2Т
540
350
450
Аустенитные стали плохо сопротивляются коррозионному
растрескиванию. В случае необходимости применения аустенитных сталей
положительное влияние на стойкость оказывает никель: чем больше его
содержание (в диапазоне 10–50 % Ni), тем выше σ
кр
. При 40 % Ni сталь
невосприимчива к коррозионному растрескиванию. Низкое сопротивление
коррозионному растрескиванию имеют мартенситные и аустенито-
мартенситные коррозионно-стойкие стали 20Х13, 30Х13, 40Х13, 20Х17Н2,
09Х17Н7Ю, 09Х15Н9Ю и др.
Для предотвращения коррозионного растрескивания применяют
уменьшение или снятие растягивающих напряжений (например, отжигом
после механической обработки или сварки), создание на поверхности
напряжений сжатия, введение в среду ингибиторов, снижающих ее
коррозионную активность, и другие методы.
Разрушение при коррозионном растрескивании может носить как
межкристаллитный, так и внутрикристаллитный характер, что определяется
свойствами стали и коррозионной среды.

132
Лекция № 16.
План лекции:
Хромистые нержавеющие стали (ферритного, мартенситного классов).
Термическая обработка.
Недостатки хромистых сталей (виды хрупкости), способы их
устранения.
Область применения.
ХРОМИСТЫЕ НЕРЖАВЕЮЩИЕ СТАЛИ
В литературе используются разные классификации коррозионно-
стойких (нержавеющих) сталей и сплавов. В зависимости от химического
состава стали и сплавы разделяют на классы по основному элементу:
хромистые, хромоникелевые, хромомарганцевые, хромоникельмолибденовые
и др.
Наиболее распространено подразделение по структурным
составляющим. В зависимости от структуры стали классифицируют на
классы: ферритный, мартенситный, аустенитный, феррито-мартенситный,
аустенито-мартенситный, аустенито-ферритный (табл. 23). В отдельный
класс обычно выделяют коррозионно-стойкие сплавы на основе никеля
(никеля и хрома, никеля и молибдена).
Подразделение сталей на классы по структуре условно и проводится в
зависимости от основной структуры, полученной при охлаждении сталей на
воздухе после высокотемпературного нагрева. Состав коррозионно-стойких
сталей регламентируется ГОСТ 5632-72, а механические свойства –
соответствующими ГОСТами на полуфабрикаты, например: ГОСТ 7352-77
(толстый лист), ГОСТ 5582-75 (тонкий лист), ГОСТ 5949-75 (сортовой
прокат) и т.д. Некоторые стали или виды продукции поставляют по ТУ,
согласованным между заказчиком и изготовителем.
133
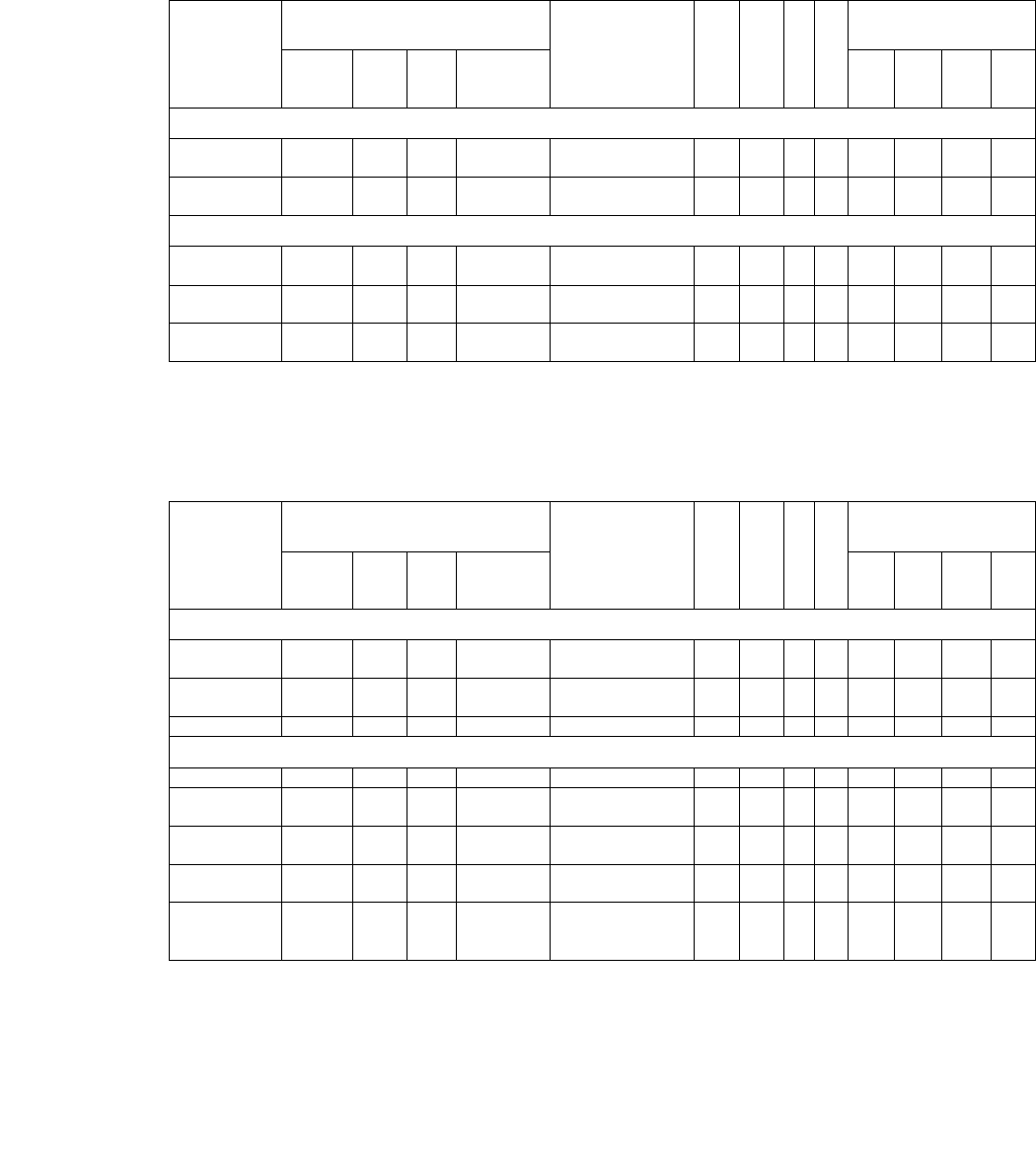
Таблица 23
Состав, механические свойства и коррозионная стойкость мартенситных,
мартенсито-ферритных, ферритных и аустенитных коррозионно-стойких сталей
(по данным разных авторов)
Марка стали
Содержание
легирующих элементов, %
Режим
термической
обработки,
о
С
σ
в
,
МПа
σ
0,2
,
МПа
δ,
%
φ,
%
Коррозионная стойкость,
балл, в средах
C Cr Ni Другие
5 %-
я
HNO
3
1 %-
я
H
2
SO
4
20 %-я
HCl
М
ор
-
ская
вода
Стали мартенситного класса
40Х13 0,36–0,45
12–14
–
–
Зака
л
ка 1
050,
отпуск 600
1 140
910 13
32
– – – –
30Х13 0,36–0,35
12–14
–
–
Зака
л
ка 1
000,
отпуск 640
960 715 16
52
– – – –
Стали мартенсито-ферритного класса
20Х13 0,16–0,25
12–14
–
–
Зака
л
ка 1
020,
отпуск 660
850 650 12
50
6 10 10 9
12Х13 0,09–0,15
12–14
–
–
Зака
л
ка 1
030,
отпуск 680
740 590 20
66
5 10 10 8
08Х13 < 0,08 12–14
–
–
Зака
л
ка 1
000,
отпуск 680
510 340 28
75
5 10 10 8
Продолжение табл. 23
Марка стали
Содержание
легирующих элементов, %
Режим
термической
обработки,
о
С
σ
в
,
МПа
σ
0,2
,
МПа
δ,
%
φ,
%
Коррозионная стойкость,
балл, в средах
C Cr Ni Другие
5 %-
я
HNO
3
1 %-
я
H
2
SO
4
20 %-я
HCl
М
ор
-
ская
вода
Стали ферритного класса
12Х17 < 0,12 16–18
– –
Норм
а
лизация
800
520 360 30
74
4 8 10 7
08Х18Т1 < 0,08 16–19
– 0,6–1 Ti
Норм
а
лизация
850
510 340 36
78
3 7 10 6
15Х25Т
< 0,15
24
–
27
–
(5С
–
0,9)
Ti
Отжиг 750
–
780
540
–
40
70
3
6
7
3
Стали аустенитного класса
12Х18Н9
< 0,12
17
–
19
8
–
10
–
Зака
л
ка 1
000
540
260
40
60
3
3
7
3
10Х17Н13М3Т
< 0,10 16–18
12–14
(5С–0,7) Ti
Зака
л
ка
1 050–1 080
580 280 40
60
3 2 6 2
10Х14Г14Н4Т
< 0,1 13–15
2,8–4,5
(5С
–
0,6)
Ti
13–15 Мn
Закалка 1 050 620 280 45
60
4 4 10 8
10Х14АГ15 < 0,1 13–15
–
14
–
16
Mn
0,15–0,25 N
Закалка 1 000 750 300 45
55
– – –
8
06ХН28МДТ < 0,6 22–25
26–29
0,5
–
0,9
Ti
2,5–3,0 Мо
2,5–3,5 Cu
Закалка
1 050–1 080
650 280 45
55
1 1 5 1
134
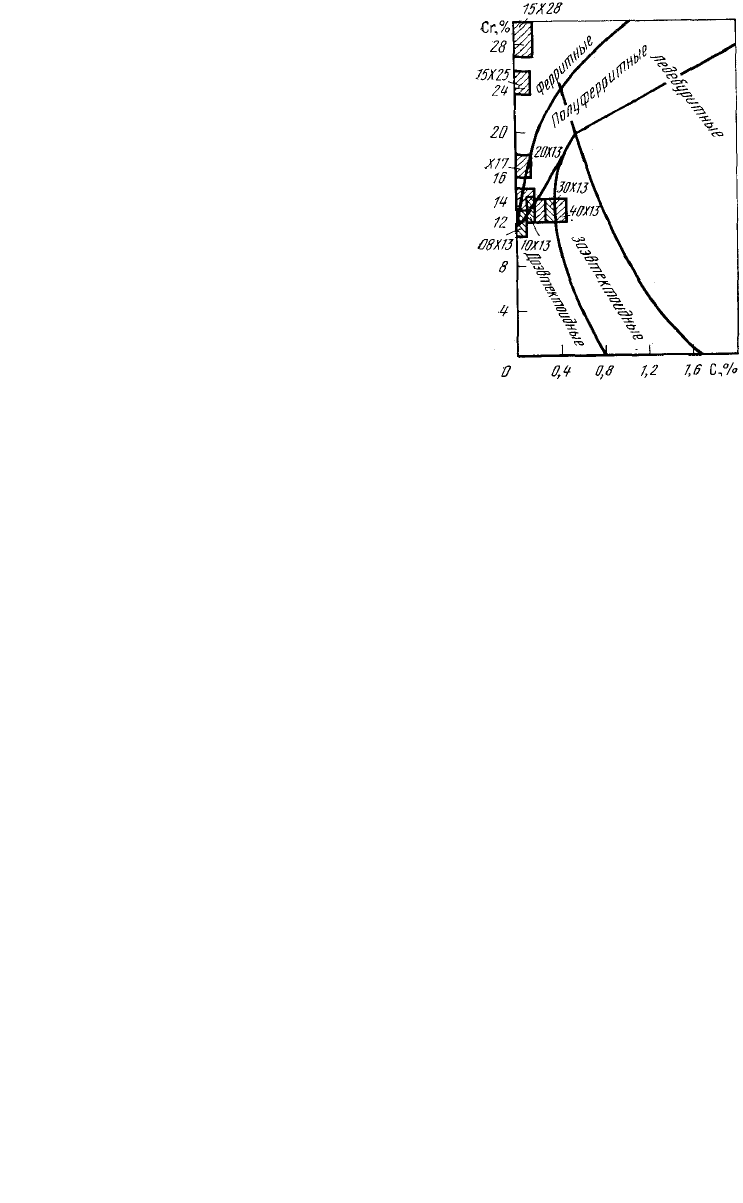
Как указывалось выше, для придания коррозионной стойкости в сталь
вводят не менее 12 % Cr. В зависимости от соотношения углерода и хрома
стали могут иметь ферритную (08Х18Т, 12Х17, 15Х25Т, 15Х28), феррито-
мартенситную (08Х13, 12Х13) и мартенситную (20Х13, 30Х13, 40Х13)
структуру (рис. 49).
Рис. 49. Структурные классы сталей в системе Fе–Сr–С и положение на диаграмме
промышленных хромистых сталей (А.П. Гуляев)
Стали с более высоким содержанием углерода имеют в структуре
мартенсит и карбиды, остаточный аустенит и относятся к инструментальным.
Хрупкость коррозионно-стойких сталей
Коррозионно-стойкие стали весьма часто проявляют склонность к
хрупкому разрушению, что связывают с фазовыми превращениями:
выделением карбидов, σ-фазы, образованием мартенсита, упорядочением
и др. На рис. 49, 50 приведена структурная диаграмма для хромоникелевых
коррозионно-стойких сталей, на которой области составов с возможным
проявлением хрупкости после длительных выдержек в интервале температур
700–800
о
С заштрихованы. Аустенитные коррозионно-стойкие стали
подвержены хрупкости, связанной в основном с образованием карбидов и σ-
фазы. Отметим также, что пластические характеристики аустенитных сталей
снижаются при чрезмерном росте аустенитного зерна. Кроме того, в сталях
аустенитного класса может присутствовать заметное количество δ-феррита и
образовываться мартенситные фазы, что также значительно влияет на
сопротивление хрупкости этих сталей. В двухфазных аустенито-ферритных
сталях соотношение фазовых составляющих феррита и аустенита меняется в
широких пределах, поэтому проблема хрупкости для этих сталей также
весьма актуальна.

135
Ni, % KCU, МДж/м
2
Cr, % Т,
о
С
Рис. 50. Появление хрупкости в хромоникелевых сталях (Э. Гудремон): I – в связи с
выделением карбидов; II – то же σ-фазы из аустенита; III – то же σ-фазы из феррита;
IV – в связи с образованием мартенсита
Наиболее подвержены различным видам хрупкости хромистые стали
ферритного класса. Различают следующие виды хрупкости этих сталей:
хладноломкость, которая проявляется при испытаниях на ударную вязкость
(эти стали особенно чувствительны к надрезу); хрупкость после низкого
отпуска («хрупкость 475
о
С»), которая отмечается после длительного
отпуска или замедленного охлаждения в интервале до 450–500
о
С; хрупкость
после длительных выдержек при температурах 600–800
о
С.
Хладноломкость хромистых сталей проявляется в падении ударной
вязкости при испытании образцов с надрезом. У сталей промышленных
плавок переход в хрупкое состояние наблюдается при температурах, близких
к комнатной, с увеличением содержания хрома переход в хрупкое состояние
смещается в сторону более высоких температур.
Хладноломкость этих сталей усиливается их склонностью к
чрезмерному росту зерна при нагреве выше температур 850–900
о
С, причем
крупнозернистость не устраняется последующей обработкой, т.к. в сталях
отсутствуют фазовые превращения.
Сильное влияние на хладноломкость ферритных сталей оказывают
эелементы внедрения – углерод и азот, а также примеси – кислород, сера и
фосфор, марганец и кремний (рис. 51).
При высокотемпературном нагреве происходит растворение карбидных
фаз в феррите и одновременно очень быстро растет зерно. После быстрого
охлаждения феррит пересыщен углеродом, который неравномерно
распределен в решетке, это приводит к возникновению значительных
напряжений и является причиной хрупкости. В соответствии с
высказываемой гипотезой углерод, азот и другие элементы при нагреве могут
скапливаться в приграничных зонах, что сопровождается образованием
аустенита и мартенситным превращением при охлаждении.

136
Т
хр
,
о
С Т
хр
,
о
С
(C + N), % O, P, S, % Si, Mn, %
а б
Рис. 51. Влияние различных элементов на температуру перехода в хрупкое
состояние Т
хр
стали типа Х17 (а) и стали типа Х25НЗ (б) (Або, Наказана,
Токемура)
Отжиг сталей при 730–780
о
С не устраняет крупнозернистости, но
уменьшает хрупкость благодаря образованию и коагуляции хромистых
карбидов и карбонитридов.
Введение сильных карбидообразующих элементов (титана, ниобия)
способствует образованию специальных карбидов и препятствует росту
зерна и развитию хладноломкости ферритных сталей. Положительно влияет
также применение современных методов выплавки (вакуумная, ЭШП и др.),
которые позволяют быстро уменьшить содержание вредных примесей.
Хрупкость 475
о
С проявляется в резком снижении пластичности и
вязкости при одновременном повышении твердости и прочности (рис. 52).
Развитие хрупкости при 475
о
С связывают с процессами упорядочения
(сверхструктура типа Fe
3
Cr) и расслоения α-твердого раствора. При
расслоении твердого раствора в соответствии с механизмом спинодального
распада образуются когерентные частицы высокохромистой α´-фазы. Эта
фаза выделяется в виде дисперсных сферических зон, которые затем
преобразуются в диски с габитусом, параллельным (100) феррита.
Явление сигматизации. Хрупкость возникает при высоком отпуске, как
следствие образования σ-фазы, которое сопровождается уменьшением
магнитной проницаемости, изменением объема, ударной вязкости и
интенсивным повышением твердости. Эта фаза хрупкая, обладает высокой
твердостью, при ее выделении происходит обеднение феррита хромом, что
снижает коррозионную стойкость стали. Легирование сталей кремнием,
марганцем, молибденом, титаном расширяет области существования σ-фаз
как по концентрации хрома, так и по температуре образования. Увеличение
содержания никеля в сталях сдвигает образование σ-фазы к более высокому
содержанию хрома. Так, в стали с 8 % Ni σ-фаза образуется при 18 % Cr, а
при 20 % Ni необходимо иметь 21 % Cr.

137
KCU
, МДж/м
2
НВ,
М
П
а
Рис. 52. Изменение ударной вязкости KCU и твердости НВ стали Х25Т в
зависимости от температуры отпуска (Ф.Ф. Химушин)
Увеличение содержания хрома в сталях способствует образованию σ-
фазы и одновременно смещает область ее существования к более высоким
температурам.
Предварительная холодная пластическая деформация способствует
выделению σ-фазы.
Скорость образования σ-фазы из феррита значительно больше, чем из
аустенита, поэтому ферритные и аустенито-ферритные стали более
подвержены хрупкости, связанной с сигматизацией.
По вопросу о механизме образования σ-фазы в литературе нет единого
мнения. Предполагается, что δ-феррит может распадаться при
изотермической выдержке с образованием вторичного аустенита и σ-
фазы (К. Куо). По экспериментальным данным, при распаде феррита
ведущей является σ-фаза, рост частиц которой приводит к обеднению
феррита хромом и δ → γ-превращению (О.А. Банных).
Образование σ-фазы в чисто аустенитных сталях объясняют
выделением из аустенита карбидных фаз типа Ме
23
С
6
, которые могут
превращаться в σ-фазу, или возможностью непосредственного образования
этой фазы из аустенита (Л. Сингхал, Дж. Мартин).
При исследовании ферритных железохромистых сталей было показано,
что процесс образования σ-фазы протекает очень медленно (десятки и сотни
часов), однако в сложнолегированных и, в частности, в двухфазных
аустенито-ферритных сталях скорость образования σ-фазы и связанного с
ним охрупчивания может быть очень большой.
Т
отп
,
о
С
Исх.
сост.

138
Лекция № 17.
План лекции:
Аустенитные нержавеющие хромоникелевые и хромомарганцевые
стали.
Цели легирования. Влияние содержания углерода и легирующих
элементов на коррозионную стойкость.
Основные преимущества и недостатки аустенитных сталей.
Фазовые превращения.
Свариваемость. Применение.
Стали гомогенные и гетерогенные, со стабильным и метастабильным
аустенитом. Особенности их легирования и термообработки.
АУСТЕНИТНЫЕ НЕРЖАВЕЮЩИЕ ХРОМОНИКЕЛЕВЫЕ
И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ.
В зависимости от химического состава выделяют хромоникелевые,
хромомарганцевоникелевые и хромомарганцевые стали.
Хромоникелевые стали. Введение в сталь никеля сильно расширяет γ-
область, снижает температуру мартенситного превращения и при 8 % Ni
сталь с 18 % Cr и 0,1 % С переходит в класс аустенитных. Мартенситная
точка М
н
при охлаждении для этих сталей лежит несколько ниже
комнатной температуры, а мартенситная точка при деформации М
д
– выше.
Точное положение М
н
сталей типа 18-8 определяется соотношением
хрома, углерода, никеля и примесей и меняется в широких пределах от 0 до
(–180)–(–190)
о
С.
Мартенсит может быть получен пластической деформацией или
обработкой холодом. Важно отметить, что состав 18 % Cr – 8 % Ni при
0,1%С требует минимального количества никеля для обеспечения
аустенитной структуры, т.е. является наиболее экономически выгодным.
Основные преимущества сталей аустенитного класса – их высокие
служебные характеристики (прочность, пластичность, коррозионная стойкость
в большинстве рабочих сред) и хорошая технологичность. Поэтому
аустенитные коррозионно-стойкие стали нашли широкое применение в
качестве конструкционного материала в различных отраслях
промышленности.
В хромоникелевых аустенитных сталях промышленных плавок
возможны следующие фазовые превращения: 1) образование карбидных,
карбонитридных фаз и σ-фазы при нагревах в интервале 650–850
о
С;
2) растворение этих фаз при нагреве до более высоких температур
(1 100–1 200
о
С); 3) образование δ-феррита при высокотемпературных
139
нагревах; 4) образование α- и ε-мартенситных фаз при охлаждении и
пластической деформации.
Выделение карбонитридных фаз происходит преимущественно по
границам зерен, что снижает пластичность сталей и их сопротивление МКК.
Резко охрупчиваются стали при образовании σ-фазы.
Присутствие в структуре δ-феррита отрицательно сказывается на ее
технологичности, особенно при горячей обработке давлением. Поэтому в
сталях, подвергающихся прокатке, ковке, штамповке, при повышенных
температурах количество δ-феррита строго лимитируется. Так, в сталях типа
10Х18Н9Т при нагреве до 1 200
о
С может образоваться до 40–45 % δ-феррита,
а в сталях 10Х18Н10Т, 10Х18Н12Б – до 15–20 % δ-фер- рита. Поэтому
при выплавке этих сталей требуется обеспечить отношение Cr/Ni ≤ 1,8, что
гарантирует образование не более 10–15 % δ-феррита.
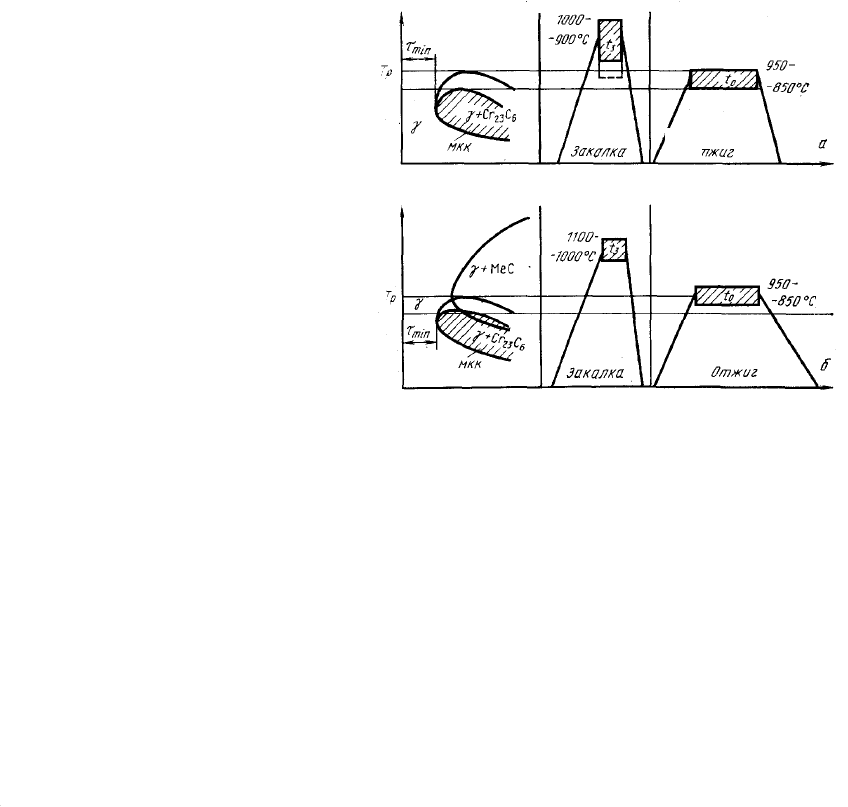
Ниобий и титан, находясь в твердом растворе (аустените), снижают
температуру мартенситного превращения, а при выделении их в
карбонитридных фазах происходит обеднение углеродом и азотом,
мартенситная точка повышается (рис. 53). Присутствие δ-феррита понижает
мартенситную точку, т.к. при его образовании перераспределяются
легирующие элементы и γ-фаза обогащается аустенитообразующими
элементами.
τ
а
τ
б
Рис. 53. Схема термической обработки аустенитных нержавеющих сталей
(Е.А. Ульянин): а – нестабилизированных; б – стабилизированных титаном
и ниобием
Целью термической обработки является получение аустенитной
структуры, снятие внутренних напряжений и устранение склонности к МКК,
которая возникает при сварке, горячей обработке давлением или других
технологических операциях.

140
Термическая обработка нестабилизированных титаном и ниобием
хромоникелевых аустенитных сталей (например, 12Х18Н9) заключается в
закалке из однофазной аустенитной области (от 1 000
о
С) в воду (закалка без
полиморфного превращения) (рис. 53). Считается, что закалку следует
проводить от температур несколько выше температуры растворения
хромистых карбидов Т
р
, при этом чем выше содержание углерода в стали, тем
от более высоких температур требуется осуществлять закалку.
Стали, стабилизированные титаном или ниобием, закаливают из
двухфазной области аустенита и специальных карбидов TiC (или NbC),
причем температура закалки не зависит от содержания углерода и
составляет обычно 1 000–1 100
о
С, чаще всего 1 050
о
С. Более высокие
температуры нецелесообразны из-за возможного роста зерен и начала
растворения специальных карбидов.
После закалки стали приобретают оптимальное сочетание
характеристик механических свойств и коррозионной стойкости.
Недостатком закалки является необходимость нагрева до высоких
температур, быстрого охлаждения, что часто трудно технологически
осуществить и вызывает коробление конструкции. Стабилизирующий отжиг
сталей без титана и ниобия позволяет повысить концентрацию хрома на
границе аустенит – карбид, что обуславливает высокое сопротивление стали
МКК. Несмотря на присутствие карбидов хрома в сталях после отжига при
850–950
о
С, они не склонны к МКК.
Для сталей, легированных титаном и ниобием, в процессе отжига
возможно превращение карбидов хрома в специальные карбиды TiC или
NbC, что также устраняет склонность к МКК. Температура
стабилизирующего отжига обычно составляет 850–950
о
С. Отжиг допускает
более медленное охлаждение, обычно на воздухе, и более эффективен для
стабилизированных сталей.
Хромомарганцевоникелевые и хромомарганцевые стали. Марганец, как
и никель, является аустенитообразующим элементом, однако он обладает
менее сильным действием на стабилизацию аустенита. На рис. 54 видно, что
аустенитную структуру в хромомарганцевых сталях можно получить только
при содержании > 15 % Mn и < 15 % Cr. При других соотношениях
легирующих элементов структура сталей получится двухфазной (аустенит +
феррит или мартенсит, или σ-фаза). Поэтому при замене никеля марганцем
приходится понижать содержание хрома или заменять никель частично, или
дополнительно легировать стали таким сильным аустенитообразующим
элементом, как азот. В табл. 23 приведены состав и свойства
хромомарганцевой стали с азотом 10Х14АГ15 (0,15–0,25 % N) и
хромомарганцевоникелевой стали 10Х14Г14Н4Т, нашедших применение в
промышленности (в основном в торговом и пищевом машиностроении).
Кроме этих сталей, применяют также стали 20Х13Н4Г9, 12Х17Г9Н4 и др.